

1.0تفاوتهای بین پخزنی و چمفرینگ
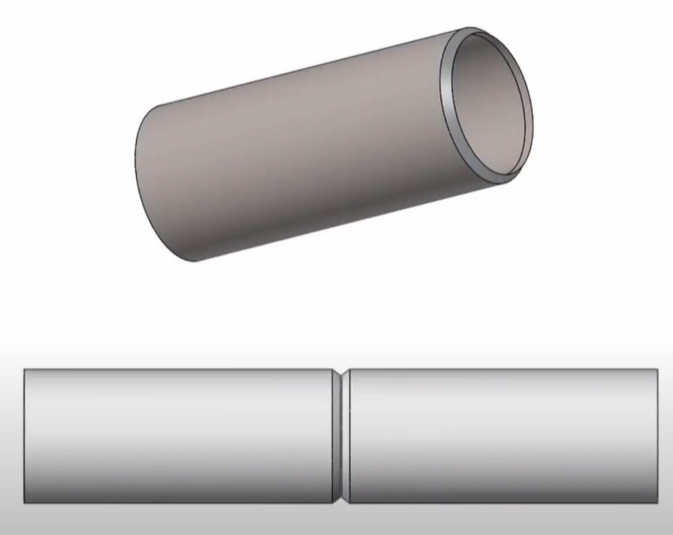
در فرآوری لوله، ساخت فلز و آمادهسازی جوشکاری، پخزنی و لبهچینی هر دو از تکنیکهای رایج پرداخت لبه هستند. اگرچه ممکن است مشابه به نظر برسند، اما از نظر هدف، طراحی زاویه، دامنه کاربرد و روشهای پردازش تفاوتهای قابل توجهی دارند.
1.1تعاریف پایه
| جنبه | چمفر | مورب |
| تعریف | یک برش زاویهدار کوچک - معمولاً ۴۵ درجه - بین دو سطح مجاور برای از بین بردن لبههای تیز یا قطعات راهنما. | یک سطح زاویهدار که در لبه ماده ماشینکاری شده است، در درجه اول برای آمادهسازی جوشکاری یا اتصالات سازهای. |
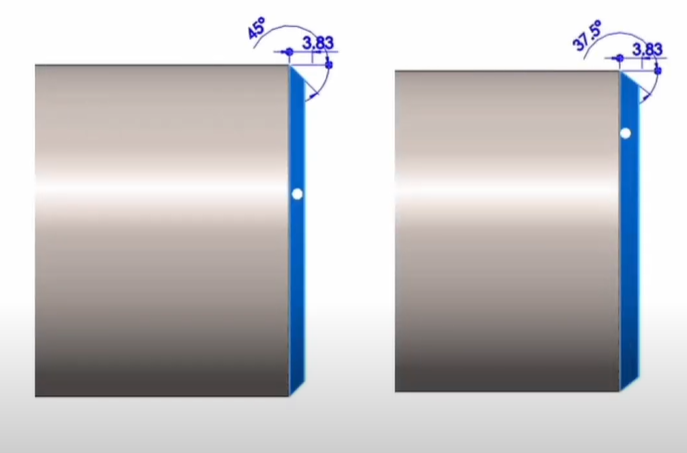
| زاویه معمولی | ۴۵ درجه | معمولاً ۳۷.۵ درجه، اما ممکن است ۳۰ درجه، ۶۰ درجه و غیره نیز باشد. |
| عمق | فقط روی بیرونیترین لبه تأثیر میگذارد | میتواند به عمق بیشتری از ماده نفوذ کند |
| حذف مواد | بله (معمولاً حداقل) | بله (مواد بیشتری را حذف میکند) |
| رابطه لبه | معمولاً بین سطوح عمود بر هم | اغلب بین سطوح غیر عمود یا موازی |
1.2مقایسه هدف
| نوع فرآیند | هدف اصلی |
| پخ زنی | لبههای تیز را حذف میکند، تناسب مونتاژ را بهبود میبخشد، ایمنی و زیباییشناسی را افزایش میدهد. |
| پخ زنی | آمادهسازی انتها یا لبههای لوله برای جوشکاری، افزایش نفوذ جوش و استحکام اتصال. |
| نوع فرآیند | هدف اصلی |
| پخ زنی | لبههای تیز را حذف میکند، تناسب مونتاژ را بهبود میبخشد، ایمنی و زیباییشناسی را افزایش میدهد. |
| پخ زنی | آمادهسازی انتها یا لبههای لوله برای جوشکاری، افزایش نفوذ جوش و استحکام اتصال. |
1.3روشهای پردازش
روشهای رایج پخزنی:
- سنگ زنی دستی: مقرون به صرفه، مناسب برای استفاده در محل؛ غلظت کمتر.
- دستگاه پخ زن قابل حمل: راندمان بالاتر، قابلیت جابجایی، ایدهآل برای کارهای دستهای کوچک تا متوسط.
- سیستم پخ زنی ثابتدقت بالا، پشتیبانی از شیارهای V، U و J؛ مناسب برای اتوماسیون
- برش پلاسما یا شعلهایدهآل برای لولههای با دیواره ضخیم؛ امکان برش و پخزنی همزمان را فراهم میکند.
روشهای رایج پخزنی:
- آسیاب چمفر: در فرزها یا تراشهای CNC استفاده میشود؛ دقت بالایی ارائه میدهد.
- خطکش/ گیج پخپشتیبانی از عملیات دستی؛ مناسب برای حجم کم یا کار میدانی.
- ابزارهای پلیسهگیری / چرخهای سنگزنی: برای پلاستیک، شیشه یا لبههای نازک.
1.4مقایسه کاربردها
| حوزه کاربرد | چمفر | مورب |
| سیستمهای لولهکشی | لبههای تیز انتهای لولهها را برای سهولت مونتاژ حذف میکند. | آماده سازی انتهای جوش، بهبود نفوذ و استحکام |
| قطعات مکانیکی | به تراز کردن پیچها کمک میکند، تمرکز تنش را کاهش میدهد | در دندانههای چرخدنده و رابطهای آببندی استفاده میشود |
| سختافزار معماری | ایمنی و ظاهر لبههای در معرض دید را افزایش میدهد | امکان ایجاد اتصالات زاویهدار یا انتقالهای تزئینی |
| سازههای جوش داده شده | به ندرت مستقیماً اعمال میشود | ضروری برای آمادهسازی اتصالات لب به لب (مثلاً لولهها، صفحات) |
1.5 آیا پخ زدن نوعی پخ زدن است؟
از نظر فنی، پخ را میتوان نوع خاصی از پخ در نظر گرفت که معمولاً با زاویه ثابت ۴۵ درجه است. با این حال، عملکرد مورد نظر و عمق پردازش آن متفاوت است:
- چمفرمورد استفاده در ماشینکاری دقیق، بهبود تناسب مونتاژ و پلیسهگیری لبهها.
- مورب: تمرکز بر اتصالات سازهای و آمادهسازی جوشکاری.
2.0روشهای متداول پخزنی لوله
2.1پخ زدن با فرز زاویه ای:
استفاده از یک سنگ فرز دستی برای ایجاد پخ در انتهای لوله به صورت دستی. این روش، ابتداییترین روش پخ زدن لوله است.
- مقرون به صرفه: یکی از ارزانترین گزینهها، ایدهآل برای دستههای کوچک یا کارهای تعمیراتی.
- وابسته به اپراتور: برای حفظ زاویه و عمق صحیح به نیروی کار ماهر نیاز دارد.
- کیفیت نامناسب: تضمین پخهای یکنواخت در چندین لوله دشوار است.
- وقتگیر: برای تولید با حجم بالا کارآمد نیست.
- گرد و غبار و زباله: ایجاد جرقه و گرد و غبار فلزی، افزایش زمان پاکسازی و نگرانیهای ایمنی.
2.2دستگاه پخ زن لوله قابل حمل:
یک جایگزین مکانیزه و کارآمدتر برای پخ زنی کنترل شده در محیط های میدانی.
- ایمنی بهبود یافته: در مقایسه با سنگ زنی دستی، پایداری بیشتری ارائه میدهد و خطر را کاهش میدهد.
- راندمان بالاترمناسب برای عملیات با حجم متوسط؛ زمان کار را کاهش میدهد.
- مناسب برای مزرعه: جمع و جور و قابل حمل، ایده آل برای کار در محل.
- ظرفیت محدود: به دلیل خروجی مداوم کمتر، برای تولید در مقیاس بزرگ توصیه نمیشود.


2.3دستگاه پخ زن لوله ثابت:
طراحی شده برای عملیات در مقیاس صنعتی و خطوط اتوماسیون با تمرکز بر ثبات و سرعت.
- پروفیلهای مورب همهکاره: از طیف وسیعی از انواع پخ جوش، از جمله شیارهای V، J و U پشتیبانی میکند.
- پردازش پایدار: کنترل دقیق زاویه و عمق تغذیه ثابت را ارائه میدهد.
- آماده اتوماسیون: میتواند برای کار مداوم در خطوط CNC ادغام شود.
- تمیز و بدون پریدگیبرخی مدلها پردازش بدون تراشه را برای حداقل تمیزکاری ارائه میدهند.
- بهرهوری بالا: زمان چرخه کوتاه و توان عملیاتی سریع.
- هزینه اولیه بالاتر: نیاز به سرمایه گذاری اولیه قابل توجه، مناسب برای خطوط تولید ثابت.
2.4برش اریب پلاسما یا اکسیژن-سوخت:
از فناوری برش حرارتی برای ذوب کردن و پخ زدن انتهای لولهها استفاده میکند، که به ویژه برای مواد ضخیم یا با استحکام بالا مؤثر است.
- ایدهآل برای لولههای با دیواره ضخیم: با لولههای فولادی ضد زنگ، فولاد کربنی و آلیاژی به خوبی کار میکند.
- زاویههای انعطافپذیر: امکان ایجاد پخهای چند زاویهای قابل برنامهریزی مانند شیارهای X و K را فراهم میکند.
- برش سریع: برای تولید با قطر بزرگ یا حجم بالا کارآمد است.
- منطقه تحت تأثیر حرارت (HAZ): برای جلوگیری از اعوجاج حرارتی یا تغییرات متالورژیکی، کنترل دقیق دما لازم است.
- سازگار با CNC: اغلب با سیستمهای موقعیتیابی و برش خودکار جفت میشوند.


خلاصه مقایسه روشها
| روش | هزینه | کارایی | ثبات | استفاده ایدهآل | کیفیت پخ |
| چرخ زاویه ای | ★ | ★ | ★ | دستههای کوچک، تعمیرات | کم (کنترل دستی) |
| دستگاه قابل حمل | ★★ | ★★★ | ★★ | کار میدانی، جلد متوسط | متوسط |
| سیستم ثابت | ★★★★ | ★★★★★ | ★★★★★ | اتوماسیون، با حجم بالا | بسیار بالا |
| پلاسما/اکسی-سوخت | ★★★ | ★★★★ | ★★★★ | لولههای ضخیم با قطر بزرگ | بالا (با کنترل حرارتی) |



