

- 1.0دستگاه پرس برک چیست؟
- 2.0«پرس بریک» در مقابل «پرس بریک»: تفاوت چیست؟
- 3.0نحوه کار دستگاه پرس برک
- 4.0چرا فلز برای خم شدن مناسب است؟ دستگاه پرس برک برای چه مواردی استفاده میشود؟
- 5.0اجزای اصلی دستگاه پرس برک
- 6.0فرآیند مختصر عملیات پرس برک
- 7.0انواع متداول دستگاه پرس برک
- 8.0دستگاه پرس برک NC (دستگاه پرس برک با کنترل عددی) چیست؟
- 9.0دستگاه پرس برک CNC (دستگاه پرس برک با کنترل عددی کامپیوتری) چیست؟
- 10.0تفاوتهای اصلی بین دستگاههای پرس برک NC و CNC چیست؟
- 11.0روشهای رانندگی برای پرس برکها چیست؟
- 12.0چگونه یک دستگاه پرس برک راه اندازی کنیم؟
- 12.1مرحله 1: بررسی نقشه قطعه کار
- 12.2مرحله 2: روش خمکاری و ابزار مناسب را انتخاب کنید
- 12.3مرحله ۳: محاسبه نیروی خمشی مورد نیاز (تناژ)
- 12.4مرحله ۴: نصب و تنظیم ابزار (بستن قالبها)
- 12.5مرحله 5: پیکربندی سیستم Backgauge
- 12.6مرحله 6: برنامه نویسی و اعتبارسنجی سیستم CNC (دستگاه پرس برک CNC)
- 12.7مرحله ۷: تنظیمات را ذخیره کنید و عملیات را شروع کنید
- 12.8نمودار فرآیند کار دستگاه خم کن:
- 13.0مقایسه انواع مختلف دستگاه پرس برک
- 14.0عواملی که باید هنگام انتخاب دستگاه پرس برک در نظر بگیرید
- 15.0کاربردهای پرس برک
- 16.0خرابیهای رایج دستگاه پرس برک و راهحلهای آنها
1.0دستگاه پرس برک چیست؟
الف ترمز پرس یک دستگاه شکلدهی فلز است که برای خم کردن ورق فلز به زاویه یا شکل مشخص استفاده میشود. این دستگاه به طور گسترده در ساخت ورق فلز و ساخت سازهها مورد استفاده قرار میگیرد. اصل اصلی شامل اعمال فشار متمرکز به خط خمش ورق فلزی است که باعث تغییر شکل پلاستیک آن میشود.
در طول فرآیند خمکاری، ورق فلزی روی قالب پایینی قرار میگیرد، در حالی که پانچ بالایی تحت فشار به سمت پایین حرکت میکند و ورق را به سمت پروفیل قالب هل میدهد. شکل پانچ و قالب با یکدیگر مطابقت دارند و به فلز اجازه میدهند تا به طور دقیق در امتداد کانتور قالب شکل داده شود. با تنظیم ضربه پانچ و فشار اعمال شده، میتوان به طیف وسیعی از زوایا، شعاعها و طولهای خمش دست یافت.
به عبارت ساده، پرس برکینگ یک فرآیند شکلدهی دقیق و قابل کنترل فلزات است که با اعمال نیرو توسط پانچ و قالب، فلز تخت را به طور موثر به اشکال پیچیده تبدیل میکند.
.jpg)
2.0«پرس بریک» در مقابل «پرس بریک»: تفاوت چیست؟
در فلزکاری، «پرس برک» معمولاً به دستگاهی اطلاق میشود که برای خم کردن ورق فلزی به یک زاویه یا شکل از پیش تعریف شده استفاده میشود. این فرآیند شامل قرار دادن قطعه کار بین پانچ (ابزار بالایی) و قالب (ابزار پایینی) و اعمال فشار تا زمانی که ورق به طور دائم تغییر شکل دهد، است. این پرس برکها به دلیل دقت بالا، تکرارپذیری و تطبیقپذیریشان به طور گسترده در تولید صنعتی مورد استفاده قرار میگیرند - و آنها را به یک راه حل ترجیحی برای طیف وسیعی از کاربردهای خمکاری پیچیده تبدیل میکنند.
با این حال، گاهی اوقات اصطلاح «پرس برک» به طور گستردهتری برای توصیف انواع مختلف تجهیزات خمکاری، از جمله موارد زیر، استفاده میشود:
ترمزهای پرس برقی یا هیدرولیکی با دقت بالا: در حالت ایدهآل برای تولید صنعتی که نیاز به دقت، سرعت و اتوماسیون بالا دارد، استفاده میشود.
ترمزهای پرس دستی ساده: برای دستههای کوچک، مواد نازک یا نمونهسازی اولیه طراحی شدهاند. اگرچه ممکن است تا حدی دقت ایجاد کنند، اما عملکرد و اتوماسیون آنها محدود است.
این تنوع معنایی معمولاً ناشی از سناریوهای مختلف استفاده یا اصطلاحات صنعتی است. در اسناد فنی، توصیه میشود بین ... تمایز قائل شوید. ترمزهای پرس برقی, ترمزهای پرس هیدرولیک، یا ترمزهای پرس دستی برای جلوگیری از سردرگمی.
3.0نحوه کار دستگاه پرس برک
اصل کار اصلی دستگاه پرس برک اعمال فشار از طریق پانچ و قالب است که ورق فلزی را مجبور به تغییر شکل پلاستیک در امتداد یک خط خمش از پیش تعیین شده میکند. در اینجا نحوه عملکرد معمول آن آمده است:
ورق فلزی در شیار V شکل قالب پایینی قرار میگیرد. سپس پانچ بالایی تحت کنترل هیدرولیک یا سروو به صورت عمودی پایین میآید و فلز را به داخل شیار فشار میدهد. با حرکت پانچ به سمت پایین، ورق در امتداد لبههای قالب تغییر شکل میدهد و در نهایت خمیدگی مورد نظر را ایجاد میکند.
با تغییر شکل یا اندازه پانچ و قالب، دستگاههای پرس میتوانند طیف گستردهای از زوایا و پروفیلهای خمشی را تولید کنند - که نیازهای اجزای پیچیده ورق فلزی را برآورده میکند.

4.0چرا فلز برای خم شدن مناسب است؟ دستگاه پرس برک برای چه مواردی استفاده میشود؟
یکی از خواص کلیدی فلز، شکلپذیری نسبتاً بالای آن است - توانایی کشش و شکلدهی بدون شکستگی. این ویژگی، فلز را به مادهای انعطافپذیر برای طیف وسیعی از کاربردها تبدیل میکند. در طول فرآیند تولید، ورقهای فلزی معمولاً به صورت صاف یا نواری تولید میشوند، اما اغلب قبل از استفاده نهایی نیاز به تغییر شکل دارند.
اینجاست که تجهیزات شکلدهی فلزات وارد عمل میشوند - و دستگاه پرس برک به عنوان یکی از مهمترین و پرکاربردترین ابزارها در صنعت خودنمایی میکند.
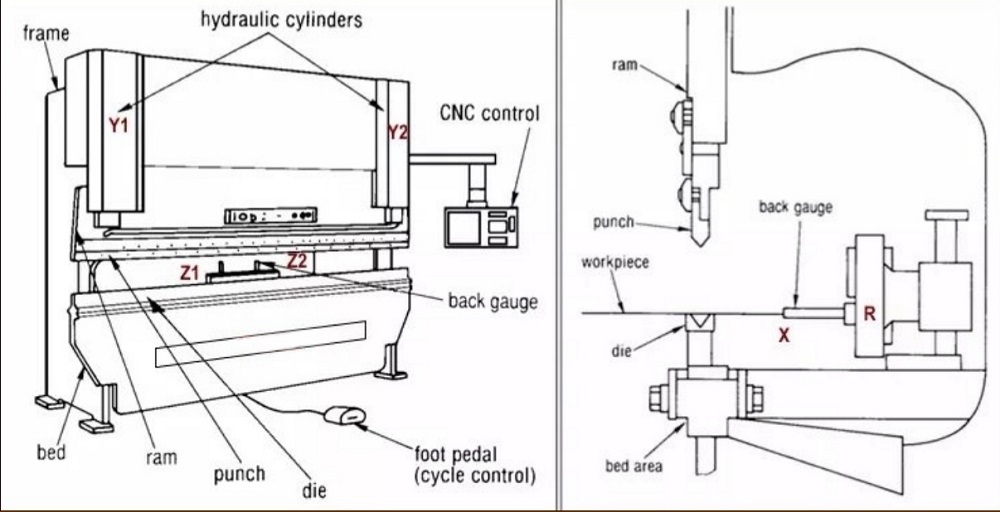
5.0اجزای اصلی دستگاه پرس برک
- قاب:ساختار اصلی دستگاه پرس برک، که معمولاً از فولاد با استحکام بالا جوش داده میشود. این ساختار، استحکام و ظرفیت تحمل بار فوقالعادهای را فراهم میکند و پایداری و دقت را در طول فرآیند خمکاری تضمین میکند.
- رم / اسلاید:این کوبه که روی تیر بالایی نصب شده است، پانچ را به بالا و پایین میراند. در حین خمکاری، به ورق فلزی فشار وارد میکند و باعث تغییر شکل پلاستیک آن میشود.
- مشت و لگد:پانچ ابزار بالایی را تشکیل میدهد و به سنبه متصل میشود، در حالی که قالب روی میز کار نصب شده است. ورق فلزی در بین آنها قرار میگیرد و تحت فشار پانچ، به داخل شیار قالب رانده میشود و شکل مطلوب را تشکیل میدهد. اندازهها و پروفیلهای مختلف پانچها و قالبها را میتوان برای برآورده کردن نیازهای خمش مختلف، با هم عوض کرد.
- میز کار / تخت خواب:میز کار که در پایه دستگاه پرس برک قرار دارد، به عنوان سکویی برای پشتیبانی از قالب و ورق فلزی در حین خمکاری عمل میکند. اغلب، این میز شامل یک شیار V شکل است تا به ایجاد طیف وسیعی از خمها کمک کند.
- سیستم هیدرولیک یا سروو:درایو هیدرولیک یا سروو نیروی لازم برای حرکت دادن رام را فراهم میکند. ماشینهای سنتی معمولاً از سیلندرهای هیدرولیک برای تولید فشار بالا استفاده میکنند، در حالی که مدلهای پیشرفته از درایوهای سروو-الکتریک برای دقت بیشتر، بهرهوری انرژی و کنترل بیشتر استفاده میکنند.
- سنج عقب:گیج پشتی که در قسمت عقب ناحیه خمکاری نصب میشود، به قرارگیری دقیق ورق فلزی کمک میکند و تضمین میکند که هر خمکاری ثابت و قابل تکرار باشد.
6.0فرآیند مختصر عملیات پرس برک
- قرار دادن مواد:قرار دادن ورق فلزی به صورت صاف روی میز کار، با استفاده از گیج پشتی برای موقعیت یابی دقیق.
- انتخاب ابزار:انتخاب مجموعه سنبه و قالب منطبق با زاویه خمش و پروفیل قطعه کار.
- بستن و آماده سازی:پس از قرار گرفتن ورق در جای خود، توسط قالب و پانچ محکم میشود تا از هرگونه حرکتی در حین خم شدن جلوگیری شود.
- عمل خم شدن:سنبه به سمت پایین حرکت میکند و پانچ را به داخل شیار V شکل قالب فشار میدهد. این کار باعث میشود فلز با زاویه خمش از پیش تعیین شده شکل بگیرد.
- بازگشت و رهایی:پس از خم شدن، سمبه به موقعیت اولیه خود برمیگردد و فشار روی ورق فلزی را کاهش میدهد.
- حذف قطعه:گیره باز میشود و اپراتور قطعه کار نهایی و شکل داده شده را برمیدارد - آماده برای مرحله پردازش یا تولید بعدی.
7.0انواع متداول دستگاه پرس برک
دستگاه پرس برک را میتوان بر اساس روش محرک و کنترل آن به شش نوع اصلی طبقهبندی کرد: پرس برک مکانیکی، پرس برک هیدرولیک، پرس برک الکتروهیدرولیک، پرس برک پنوماتیکی، پرس برک سروو و پرس برک CNC. در اینجا مقدمهای کوتاه و مزایا و معایب هر کدام آورده شده است:
پرس برک مکانیکی:
دستگاه پرس برک مکانیکی با استفاده از یک چرخ لنگر و یک چرخ دنده کنترل شده توسط کلاچ، رم را به بالا و پایین میراند.
مزایا:
- ساختار ساده، کارکرد آسان و هزینه نگهداری پایین
- توانایی پردازش موادی که در برخی موارد بیش از تناژ مجاز هستند
معایب:
- کنترل دقیق سرعت خمش دشوار است
- دقت خمش کمتر و تکرارپذیری ضعیف
- ایمنی کمتر؛ برای عملیات پیچیده توصیه نمیشود
دستگاه پرس برک هیدرولیک:
دستگاه پرس برک هیدرولیک به جای یک سیستم انتقال قدرت مکانیکی سنتی، از دو سیلندر هیدرولیک استفاده میکند.
مزایا:
- نیروی خمشی زیاد، مناسب برای پردازش صفحات سنگین
- دقت بالاتر برای عملیات خمکاری ظریف
- کنترل بهتر بر حرکت، امکان خم شدن چندگانه قطعات
معایب:
- ساختار پیچیده که نیاز به تخصص فنی بالاتری دارد
- هزینه نگهداری بالاتر؛ خرابی قطعات میتواند باعث از کارافتادگی قابل توجه شود
- خطر احتمالی نشت سیال هیدرولیک
- عملیات باید در محدوده تناژ مجاز نگه داشته شود
دستگاه پرس برک الکتروهیدرولیک سروو:
دستگاه پرس برک الکتروهیدرولیک یک دستگاه خم کن CNC هوشمند و با دقت بالا با کنترل الکتروهیدرولیک است.
اصل کار:
- سیلندرهای هیدرولیک چپ و راست توسط سروو موتورهای جداگانه کنترل میشوند.
- سنسورهای جابجایی، نظارت بر موقعیت قوچ را در زمان واقعی امکانپذیر میکنند
- کنترلهای CNC هر دو سیلندر را برای حفظ موازی بودن و دقت، هماهنگ میکنند.
مزایا:
- ±0.01 میلیمتر، دقت بالا و تکرارپذیری قوی
- صرفهجویی در مصرف انرژی و سازگار با محیط زیست - تحویل روغن در صورت تقاضا و بدون نشتی
- عملکرد هوشمند - پشتیبانی از برنامهنویسی گرافیکی، جبران زاویه، تنظیم خودکار و غیره
- قابل اعتماد - در طول دورههای طولانی تولید، ثبات را حفظ میکند
معایب:
- سرمایهگذاری اولیه بالاتر
- نیاز به تخصص فنی پیشرفته برای تعمیر و نگهداری

دستگاه پرس برک پنوماتیک:
دستگاه پرس برک پنوماتیکی به جای سیستم هیدرولیکی یا مکانیکی، از هوای فشرده برای به حرکت درآوردن رام استفاده میکند.
مزایا:
- ساختار ساده با پاسخ سریعتر
- کنترل انعطافپذیر - راهاندازی یا خاموش کردن آسان
- تمیز و سازگار با محیط زیست - بدون نشت مایع
معایب:
- نیروی خمشی محدود - برای صفحات ضخیم یا کاربردهای سنگین مناسب نیست
- دقت خمش کمتر نسبت به سیستمهای هیدرولیکی
ترمز پرس برقی سروو:
دستگاه پرس برک سروو الکتریک به جای سیلندرها توسط یک سروو موتور نیرو میگیرد.
مزایا:
- دقت خمکاری بالاتر و تکرارپذیری
- عملکرد بیصدا با مصرف انرژی کم
- بدون روغن - نگهداری کمتر و سازگار با محیط زیست
- مناسب برای کاربردهایی که نیاز به استانداردهای بالای تمیزی دارند
معایب:
- نیروی خمشی محدود - عمدتاً برای تناژ کم یا کاربردهای سبک وزن
- سرمایهگذاری اولیه بالاتر
دستگاه پرس برک CNC یک دستگاه کاملاً خودکار است که درایوهای هیدرولیک یا سروو را با کنترلهای کامپیوتری برای خمکاری با دقت و راندمان بالا ترکیب میکند.
ویژگیها:
- کنترل کاملاً خودکار با دقت بالا و خطای کم
- قابل برنامهریزی برای عملیات خمکاری پیچیده
- افزایش راندمان تولید با کاهش هزینههای نیروی کار
- قابل استفاده در صنایعی مانند هوافضا، خودرو، الکترونیک و ساخت و ساز
⚡توجه داشته باشید«CNC» به یک روش کنترل اشاره دارد، نه یک فرم درایو جداگانه؛ CNC را میتوان با سیستمهای هیدرولیک، الکتروهیدرولیک یا سروو ادغام کرد.
8.0دستگاه پرس برک NC (دستگاه پرس برک با کنترل عددی) چیست؟
تعریف:The ترمز پرس NC یک ماشین کنترل عددی است که معمولاً دارای یک صفحه کلید ساده یا سیستم کنترل PLC است. هماهنگسازی حرکت رم به صورت مکانیکی توسط یک میله پیچشی انجام میشود و آن را به انتخابی مناسب برای کارهای خمکاری با دقت متوسط یا کم تبدیل میکند.
ویژگیهای ساختاری:
- این دو سیلندر توسط یک میله پیچشی به هم متصل شدهاند تا حرکت آنها هماهنگ باشد.
- سیلندرها، رم را برای انجام خمکاری به بالا و پایین میرانند.
- سیستم کنترل ساده شده است - معمولاً فقط موقعیتهای گیج عقب (محور X) و رم (محور Y) را کنترل میکند.
مزایا:
- هزینه کمتر و عملکرد سادهتر
- مناسب برای شرکتهای کوچک و متوسط با نیازهای دقیق و کمدردسر
معایب:
- همگامسازی به اجزای مکانیکی بستگی دارد - میله پیچشی ممکن است به مرور زمان تغییر شکل دهد
- قادر به تشخیص یا اصلاح خطا در زمان واقعی نیست
- توانایی محدود برای برنامهنویسی پیچیده و عملیات چند مرحلهای

9.0دستگاه پرس برک CNC (دستگاه پرس برک با کنترل عددی کامپیوتری) چیست؟
تعریف:دستگاه پرس برک CNC یک دستگاه خمکاری با کارایی بالا است که یک سیستم کنترل کامپیوتری را با درایوهای هیدرولیکی، الکتروهیدرولیکی یا سروو ادغام میکند. این دستگاه میتواند عملیات خمکاری کاملاً خودکار، با دقت بالا و راندمان بالا را برای ورقهای فلزی انجام دهد.
روش کنترل:
- کنترلشده توسط سیستمهای محاسباتی صنعتی (مانند Delem، ESA یا Cybelec)
- نظارت بر موقعیتهای قوچ (Y1/Y2) و گیج پشتی (X، R، Z) در لحظه
- امکان برنامهنویسی چند مرحلهای با رابطهای گرافیکی، جبران زاویه و تشخیص خطا را فراهم میکند.
پشتیبانی سیستم درایو:
- هیدرولیک (معمولی یا الکتروهیدرولیک)
- سروو موتور (پرس بریک برقی)
پشتیبانی از نوع خمشی:
- فشار رو به پایین (رایج): رم به سمت پایین حرکت میکند در حالی که میز ثابت است
- فشار رو به بالا (غیرمعمول): میز در حالی که رم ثابت است به سمت بالا حرکت میکند
مزایا:
- دقت بالا (±0.01 میلیمتر) با خمش قابل تکرار
- قابلیت محاسبه توالی خمش، زاویه و جبران خمش
- برنامهنویسی انعطافپذیر - مناسب برای دستههای بزرگ و عملیات پیچیده
- راندمان تولید بالا با راهاندازی و تغییر سریع
- پشتیبانی از برنامهنویسی از راه دور و ادغام با Industry 4.0
10.0تفاوتهای اصلی بین دستگاههای پرس برک NC و CNC چیست؟
| مورد | ترمز پرس NC | دستگاه پرس برک سی ان سی |
| سیستم کنترل | کنترلکننده عددی ساده (دکمه فشاری) | کامپیوتر صنعتی با کنترل گرافیکی |
| همگامسازی | هماهنگسازی مکانیکی توسط شفت پیچشی | هماهنگسازی هیدرولیکی یا سروو کنترلشده |
| دقت | متوسط؛ انحرافات بزرگتر | دقت بالاتر؛ تصحیح خودکار خطا |
| پیچیدگی برنامهنویسی | فقط از عملیات ساده پشتیبانی میکند | پشتیبانی از برنامهنویسی فرآیند پیچیده |
| درجه اتوماسیون | کم | بالا |
| کاربردها | پردازش عمومی ورق فلز | خمکاری سفارشی، با تقاضای بالا و تولید انبوه |
| هزینه | پایینتر | بالاتر |
11.0روشهای رانندگی برای پرس برکها چیست؟
هنگام خم کردن صفحه فلزی، معمولاً برای ایجاد تغییر شکل پلاستیک به فشار قابل توجهی نیاز است. این فشار ... نامیده میشود. تناژ پرس — حداکثر نیرویی که یک دستگاه پرس برک میتواند در حین کار خود اعمال کند. هرچه تناژ بیشتر باشد، صفحه فلزی که میتواند تحت فرآیند قرار گیرد ضخیمتر یا بلندتر است.
برای تولید و انتقال این نیرو، دستگاههای پرس برک معمولاً از روشهای مختلف رانندگی استفاده میکنند، از جمله:
- درایو هیدرولیکی (معمولاً در دستگاههای پرس برک CNC استفاده میشود):
از یک سیستم هیدرولیک برای تولید تناژ بالا استفاده میکند - ایدهآل برای خمکاری صفحات ضخیم و بارهای سنگین. این روش رایجترین روش مورد استفاده در صنعت است. - درایو سروو الکتریکی:
از یک سروو موتور برای کنترل دقیق حرکت رم استفاده میکند و دقت بالا و پاسخ سریعی را ارائه میدهد - مناسب برای کاربردهایی که نیاز به دقت بالا و راندمان انرژی دارند. - درایو پنوماتیک:
با هوای فشرده کار میکند؛ ساختار سادهای دارد - مناسب برای تناژ کم تا متوسط و عملیات سریعتر. - درایو مکانیکی:
با مکانیزمهای چرخ طیار و کلاچ کار میکند؛ یک ساختار سنتی - ایدهآل برای تولید سنگین و با فرکانس بالا.
معمولاً نام دستگاه پرس برک منعکس کننده روش رانش آن است، به عنوان مثال: پرس برک هیدرولیک، پرس برک پنوماتیک یا پرس برک سروو الکتریک.
12.0چگونه یک دستگاه پرس برک راه اندازی کنیم؟
قبل از شروع عملیات خمکاری، تنظیم صحیح دستگاه پرس برک برای اطمینان از دقت خمکاری، افزایش عمر ابزار و حفظ ایمنی عملیاتی بسیار مهم است. رویه استاندارد زیر برای هر دو دستگاه پرس برک NC و CNC اعمال میشود.
12.1مرحله 1: بررسی نقشه قطعه کار
- خواص مواد را تأیید کنید: جنس ماده (مانند فولاد کربنی، فولاد ضد زنگ یا آلومینیوم) و استحکام تسلیم.
- ابعاد هندسی: ضخامت صفحه، طول، زاویه خمش، شعاع خمش را تأیید کنید.
- شناسایی الزامات طراحی، شامل:
- طول فلانز
- جهت خم شدن (داخلی یا خارجی)
- الزامات تحمل
- اینکه آیا بعد از خمکاری نیاز به پلیسه گیری یا تراز کردن است یا خیر
12.2مرحله 2: روش خمکاری و ابزار مناسب را انتخاب کنید
روش خمکاری (مطابق با دقت و نیروی مورد نیاز):
| روش | ویژگیها | دقت | تناژ |
| خم کاری با هوا | رایج؛ سایش کم ابزار | متوسط | استاندارد |
| خم شدن از پایین | مواد به طور کامل در قالب قرار میگیرند | بالاتر | خم شدن با هوا × ۴–۶ |
| سکه زنی | ماده کاملاً به گوشه قالب رانده میشود | بالاترین | خم شدن با هوا × ۸–۱۰ |
توصیههای انتخاب ابزار:
- ابزار پانچ/بالا: باید ضخامت صفحه و زاویه خمش با هم مطابقت داشته باشند تا از آسیب یا بارگذاری بیش از حد جلوگیری شود.
- ابزار قالب/پاییندهانه قالب معمولاً ۶ تا ۱۲ برابر ضخامت ورق است.
- تطبیق موادسختی جنس ابزار باید برابر یا بیشتر از سختی جنس صفحه باشد.
12.3مرحله ۳: محاسبه نیروی خمشی مورد نیاز (تناژ)
از نمودارهای تناژ ارائه شده توسط سازنده یا نرمافزارهای تخصصی استفاده کنید.
پارامترهای زیر را در نظر بگیرید:
- ضخامت (t)
- عرض (L)
- استحکام مواد
- دهانه قالب (V)
مرجع:
- فشار خمش هوا = فشار پایه
- فشار خمش از پایین = فشار خمش هوا × ۴–۶
- فشار خمش سکه = فشار خمش هوا × ۸–۱۰
⚡ برای اطمینان از عملکرد ایمن، از تجاوز از تناژ مجاز خودداری کنید.
12.4مرحله ۴: نصب و تنظیم ابزار (بستن قالبها)
- سایش ابزار و ضخامت یکنواخت را بررسی کنید.
- قالبهای بالا و پایین را نصب کنید و آنها را در جای خود قفل کنید.
- برای جلوگیری از برخورد، کورس حرکت قوچ را روی محدودههای بالا و پایین مناسب تنظیم کنید.
- در صورت نیاز، برای کاربردهای خاص، موقعیتهای استراحت رزرو شدهای را تعیین کنید.
- مرکز ابزار و میز کار را تراز کنید.
12.5مرحله 5: پیکربندی سیستم Backgauge
- موقعیتها و ارتفاعهای گیج پشتی (X، R، Z) را تنظیم کنید.
- ترتیب خمکاری و پارامترها را طبق نقشه وارد کنید.
- اگر چندین عملیات وجود دارد، برای جلوگیری از برخورد، بررسی تداخل (CNC) را فعال کنید.
12.6مرحله 6: برنامه نویسی و اعتبارسنجی سیستم CNC (دستگاه پرس برک CNC)
- با کنترل پنل (Delem، ESA، Cybelec و غیره) آشنا شوید.
- برنامههای خمکاری (ضخامت، جنس، زاویه، شماره ابزار) را وارد یا وارد کنید.
- برای پیشنمایش مسیر خمش، برنامهنویسی آفلاین (اختیاری) انجام دهید.
- برای اعتبارسنجی زاویه خمش، برگشت فنری، تداخل و سایر پارامترها، با مواد ضایعاتی آزمایش کنید.
- در صورت نیاز، برنامه را بر اساس نتایج آزمایش تنظیم کنید.
12.7مرحله ۷: تنظیمات را ذخیره کنید و عملیات را شروع کنید
- برنامه خمکاری را برای استفاده مجدد در تولیدات بعدی ذخیره کنید.
- مکانیسمهای ایمنی، توقف اضطراری و کنترلهای مرتبط را بررسی کنید.
- تولید انبوه را شروع کنید و به صورت دورهای زاویه خمش و ابعاد را در طول فرآیند بررسی کنید.
12.8نمودار فرآیند کار دستگاه خم کن:

تحلیل نقشه → انتخاب روش و ابزار خمکاری → محاسبه تناژ خمکاری → نصب و تنظیم ابزارآلات → تنظیم گیج خمکاری → برنامهنویسی CNC و خمکاری آزمایشی → ذخیره تنظیمات و شروع تولید.
13.0مقایسه انواع مختلف دستگاه پرس برک
| نوع | روش رانندگی | دقت | نیرو | کاربرد | مزایا | معایب |
| ترمز پرس مکانیکی | فلایویل | کم | متوسط | پردازش عمومی ورق فلز | عملیات ساده، نگهداری آسان | کنترل ضعیف، دقت پایین، ایمنی ضعیف |
| ترمز پرس هیدرولیک | سیلندر هیدرولیک | بالا | بالا | صفحه ضخیم و اجزای بزرگ | نیروی زیاد، کنترل قوی | ساختار پیچیده، مستعد نشت |
| دستگاه پرس برک الکتروهیدرولیک | سیلندر سروو هیدرولیک برقی | بسیار بالا | بالا | خمکاری خودکار و دقیق | دقت بالا، صرفهجویی در مصرف انرژی، سازگار با محیط زیست و کنترل خودکار | هزینه بالاتر، سیستم پیچیده |
| ترمز پرس پنوماتیک | فشار هوا | متوسط | کم | پردازش ورق فلز با بار سبک | سریع، تمیز، سازگار با محیط زیست | نیروی محدود، مناسب برای صفحات ضخیم نیست |
| ترمز پرس سروو | سروو درایو برقی | بالا | کم | کاربردهای دقیق و سبک وزن | دقت بالا، صدای کم، صرفه جویی در مصرف انرژی | نیروی محدود، هزینه بالاتر |
| دستگاه پرس برک سی ان سی | کنترل CNC + درایوهای چندگانه | بسیار بالا | بسته به درایو متفاوت است | پردازش خودکار در صنایع مختلف | خودکار، دقیق و کارآمد | هزینه بالاتر، وابستگی به برنامهنویسی و نگهداری |
14.0عواملی که باید هنگام انتخاب دستگاه پرس برک در نظر بگیرید
- نوع و ضخامت موادمواد مختلف خواص خمشی متفاوتی دارند. آلومینیوم راحتتر خم میشود، در حالی که فولاد ضد زنگ به نیروی بیشتری نیاز دارد. ضخامت نیز مستقیماً بر تناژ مورد نیاز تأثیر میگذارد - مطمئن شوید که ظرفیت نیروی دستگاه کافی است.
- ظرفیت خمشاین شامل حداکثر نیروی خمشی و طول خمش مؤثر میشود. نیرو کنترل میکند که آیا مواد ضخیم یا با استحکام بالا قابل پردازش هستند، در حالی که طول، اندازه قطعه کار را در یک عملیات خمش کنترل میکند.
- دقت خمش و تکرارپذیریدقت به این اشاره دارد که آیا زاویه خمش صحیح است یا خیر، و تکرارپذیری ارزیابی میکند که آیا خمهای بعدی سازگار هستند یا خیر. کاربردهای با دقت بالاتر معمولاً به ماشینهای CNC نیاز دارند.
- ریتم و ظرفیت تولیدبا توجه به حجم و سرعت تولید، برای کاربردهای با فرکانس بالا و تولید در حجم بالا، باید دستگاهی پایدارتر و کارآمدتر انتخاب شود.
15.0کاربردهای پرس برک
- صنعت خودرو: برای تولید براکتها، قطعات شاسی، پنلهای بدنه و سیستمهای اگزوز استفاده میشود - دقت بالا، انطباق با استانداردهای سختگیرانه را تضمین میکند و به بهبود کیفیت و ایمنی خودرو کمک میکند.
- صنعت هوافضا: مواد با کارایی بالا، مانند آلیاژهای آلومینیوم و تیتانیوم، را برای قابهای هواپیما، اجزای بال و محفظههای موتور پردازش میکند - که نیاز به دقت و قابلیت اطمینان بالایی دارند.
- لوازم خانگی: در ساخت پنلهای یخچال، بدنه ماشین لباسشویی، قطعات تهویه مطبوع و غیره استفاده میشود - دقت و انعطافپذیری بالا، قطعات را قادر میسازد تا با طراحی خود مطابقت نزدیکی داشته باشند.
- صنعت ساخت و ساز: اجزای سازهای ساختمانها، سازههای فلزی و عناصر تزئینی را پردازش میکند - که در کاربردهای سازهای، معماری و سقفسازی مفید هستند.
- تولید مبلمان: ورقهای فلزی را خم میکند تا قابهای مبلمان، براکتها و اجزای تزئینی بسازد - که هم جذابیت ساختاری و هم کارایی را افزایش میدهد.
- تجهیزات پزشکی: قطعات فلزی مورد نیاز برای ابزارهای جراحی، تجهیزات تشخیصی و مبلمان بیمارستان را پردازش میکند - مطابق با استانداردهای دقیق و بهداشتی.
- تجهیزات الکترونیکی و برقی: برای ساخت کابینتهای کنترل، براکتها و محفظهها استفاده میشود - تضمین پایداری ساختاری و ایمنی عملیاتی.
- صنایع دفاعی: فلز را برای سازههای زرهی، غلاف تجهیزات نظامی و ظروف نگهداری مهمات پردازش میکند - مطابق با استانداردهای مقاومت بالا و مقاومت در برابر ضربه.
16.0خرابیهای رایج دستگاه پرس برک و راهحلهای آنها
| وضعیت خطا | علل احتمالی | راهکارها |
| فشار هیدرولیک کم یا ناکافی است | ۱. جهت چرخش نادرست موتور یا پمپ ۲. گرفتگی شیر اطمینان فشار ۳. گیر کردن شیر الکترومغناطیسی ۴. نشتی در شیر کنترل فشار | ۱. جهت چرخش موتور و پمپ را بررسی کنید. ۲. شیر اطمینان فشار را تمیز کنید. ۳. شیر الکترومغناطیسی را تعمیر یا تمیز کنید. ۴. شیر کنترل فشار را تعمیر یا تعویض کنید. |
| لغزنده به آرامی یا ناپایدار میافتد | ۱. ساییدگی سیلندر روغن ۲. ساییدگی ریل راهنما یا هماهنگسازی ضعیف ۳. سطح پایین روغن هیدرولیک ۴. سرعت تغذیه سریع خیلی بالا تنظیم شده است ۵. شیر پرکن گیر میکند یا باز نمیشود | ۱. آببندیهای سیلندر را بررسی کنید. ۲. ریل راهنما را تعمیر کنید. ۳. روغن هیدرولیک را دوباره پر کنید. ۴. سرعت تغذیه سریع را کاهش دهید. ۵. شیر پرکن را تمیز کنید. |
| نشتی روغن هیدرولیک | ۱. اتصال شل خط لوله ۲. آببندها فرسوده یا آسیبدیده هستند | ۱. اتصال خط لوله را محکم کنید. ۲. آببندها را تعویض کنید. |
| خم شدن از هر دو طرف ناهموار است | ۱. سایش ناهموار قالب ۲. قالب بالایی موازی نیست | ۱. ارتفاع قالب را تنظیم کنید یا قالب را تعویض کنید. ۲. قالب بالایی را تراز یا تنظیم کنید |
| سر و صدای زیاد | اتصال شل است، یاتاقانها فرسوده شدهاند یا قطعات آسیب دیدهاند | اتصالات را بررسی و محکم کنید؛ قطعات یا قالب معیوب را تعویض کنید |
| اختلالات کنترل الکتریکی | اتصال شل است، سنسور خراب است، یا برد مدار معیوب است | نقاط اتصال را بررسی کنید؛ سنسور را تعویض کنید یا برد کنترل را تعمیر کنید. |
| داغ شدن بیش از حد دستگاه | رادیاتور مسدود شده یا سیستم خنک کننده معیوب است | رادیاتور را تمیز کنید؛ حلقه خنک کننده را بررسی و تعمیر کنید |
| اسلایدر نمیتواند به آرامی پایین بیاید یا نیروی خمش کافی نیست | ۱. شیر جهتدار (مانند شیر ۴/۲) معیوب است. ۲. شیر پرکن گیر کرده است. | ۱. شیر جهتدار را بررسی یا تعویض کنید. ۲. شیر پرکن را تمیز کنید. |
| سرعت برگشت کم و فشار زیاد است | شیر پرکن کاملاً باز نشده است | بررسی کنید که آیا شیر پرکن کاملاً باز است یا خیر |
منابع
www.ursviken.com/what-is-a-press-brake-used-for/
www.adhmt.com/how-does-a-press-brake-work/
www.epowermetals.com/metal-forming-and-welding-glossarymetal-forming-and-welding-glossary.html
https://www.alekvs.com/press-brake-machine/




