

- 1.0دستگاه نورد ورق چیست؟
- 2.0انواع ماشینهای نورد ورق
- 3.0دستگاه نورد ورق چگونه کار میکند؟
- 4.0تنظیم نیروی خمشی برای ماشینهای خم/نورد ورق
- 5.0پیش خمکاری: چهار دلیل کلیدی برای انتخاب دستگاه نورد با این ویژگی
- 6.0کدام دستگاه نورد ورق برای پروژه شما مناسب است؟
- 7.0کاربردهای ماشینهای نورد ورق
- 8.0چگونه با استفاده از ضایعات فلزی یک غلتک دستی بسازیم؟
1.0دستگاه نورد ورق چیست؟
1.1تعریف دستگاه نورد ورق
الف دستگاه نورد ورق (همچنین به عنوان غلتک صفحه یا غلتک ورق فلزی شناخته میشود) برای شکلدهی ورقهای فلزی مسطح به شکل استوانهای یا سایر اشکال منحنی از طریق نیروی مکانیکی یا هیدرولیکی طراحی شده است. کاربردهای معمول آن شامل ساخت لولهها، مخازن، مخازن تحت فشار و اجزای سازهای است. در حالی که عملکرد اصلی آن نورد ورقهای مسطح به شکل استوانه است، برخی از مدلها میتوانند این فرآیند را معکوس کنند - صاف کردن ورقهای قبلاً نورد شده - اگرچه چنین استفادهای کمتر رایج است.
1.2دستگاه نورد ورق چگونه کار میکند؟
1.3نورد ورق فلزی چیست؟
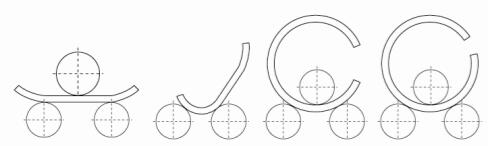
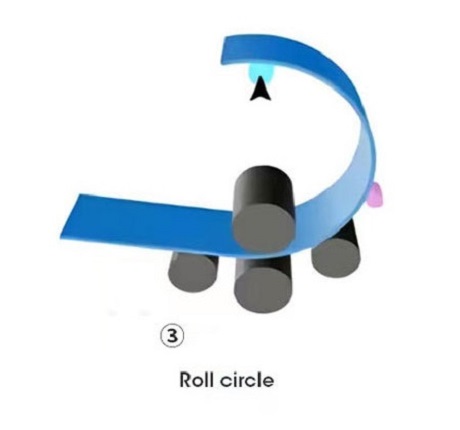
نورد ورق فلزی (که به آن خمکاری یا شکلدهی ورق نیز گفته میشود) یک فرآیند اساسی است که در آن ورقهای فلزی مسطح با اعمال نیروی کنترلشده به تدریج به شکل قوسها یا پروفیلهای استوانهای در میآیند. این روش امکان شکلدهی با دقت بالا به هندسههای پیچیده را فراهم میکند و در تولید مدرن ضروری است.
این تکنیک بر تغییر شکل پلاستیک متکی است، که در آن ماده بدون ترک خوردن، تغییر شکل دائمی پیدا میکند. با عبور ورق از میان غلتکها، نیروهای فشاری باعث تسلیم و خم شدن فلز میشوند. انحنای حاصل به چندین عامل بستگی دارد: قطر غلتک، ضخامت و ترکیب مواد، فشار اعمال شده و سرعت نورد. با پیشرفت در فناوری، فرآیند نورد ورق کارآمدتر، دقیقتر و خودکارتر شده است.

1.4کاربردهای صنعتی نورد ورق
نورد ورق به دلیل تطبیقپذیری و قابلیت اطمینان، نقش حیاتی در صنایع مختلف ایفا میکند. در زیر بخشهای کلیدی و کاربردهای نمونه آن آمده است:
| صنعت | کاربردهای معمول |
| ساخت و ساز | سازههای فولادی، نماهای معماری، اجزای پل |
| زیرساختهای عمرانی | خطوط لوله، مخازن، مخازن ذخیره سازی، سازه های قاب بندی شده |
| دفاع | صفحات زرهی، قطعات دریایی، سختافزار نظامی |
| انرژی | مخازن ذخیره، مخازن تحت فشار، بخشهای برج بادی، تجهیزات هستهای |
| تجهیزات صنعتی | سیستمهای لولهکشی، مبدلهای حرارتی، قطعات ماشینآلات |
| تولید | محفظهها، پوستههای ماشین، محفظههای کمپرسور، پوششهای توربین |
| دریایی | سکوهای دریایی، خطوط لوله زیر دریا، سازههای بدنه کشتی |
2.0انواع ماشینهای نورد ورق
درک طبقهبندی غلتکهای صفحهای بر اساس تعداد غلتک، سیستم محرک، روش کنترل و کاربرد
2.1بر اساس تعداد غلتکها
- ماشینهای نورد دو غلتکی ورق
ماشینهای دو رول که برای کارهای سبک طراحی شدهاند، معمولاً برای ورقهای نازک در عملیاتهای کوچک استفاده میشوند. با ساختار ساده و اندازه جمع و جور، برای آزمایشگاهها و کارهای نورد اولیه ایدهآل هستند.

- ماشینهای نورد سه غلتکی ورق
رایجترین پیکربندی مورد استفاده، شامل سه غلتک، مناسب برای نورد صفحات با ضخامت نازک تا متوسط و استوانههای با قطر بزرگ. این دستگاهها به دلیل تعادل عملکرد و تطبیقپذیریشان شناخته میشوند و به طور گسترده در ساخت فلزات عمومی مورد استفاده قرار میگیرند.

- ماشینهای نورد ورق چهار غلتکی
این ماشینها که مجهز به چهار غلتک هستند، دقت و کنترل نورد بیشتری ارائه میدهند و آنها را برای صفحات ضخیمتر و هندسههای پیچیدهتر مناسب میکنند. آنها اغلب در محیطهای صنعتی با دقت بالا که در آنها دقت ثابت مورد نیاز است، استفاده میشوند.

- رولهای بشقابی دولایه(همچنین نوعی پیکربندی دو غلتکی در نظر گرفته میشود)
این ماشینها جمع و جور هستند و برای عملیات اولیه شامل ورقهای نازک فلزی طراحی شدهاند. این ماشینها که در کارگاههای کوچک رایج هستند، حداقل نیازهای نورد را در دقت و بار کم برآورده میکنند. - دستگاه نورد ورق مخروطی
این دستگاه که به طور خاص برای نورد قطعات مخروطی طراحی شده است، اغلب به یک ضمیمه نورد مخروطی مبتنی بر دستگاه نورد ورق سه غلتکی یا چهار غلتکی مجهز است. این دستگاه برای ساخت قطعات مخروطی مورد استفاده در صنایعی مانند برجهای بادی و مخازن ذخیرهسازی مناسب است.


2.2به روش درایو

- ماشینهای نورد دستی ورق
غلتکهای دستی که با هندل دستی یا پدال پایی کار میکنند، برای نمونههای اولیه، کارهای DIY و کاربردهای آموزشی ایدهآل هستند. آنها هزینه کم و سهولت استفاده را ارائه میدهند، اما به کاربردهای سبک با دقت پایین محدود میشوند. - ماشینهای نورد مکانیکی ورق
این ماشینها که توسط موتور یا سیستمهای دندهای هدایت میشوند، برای بارهای کم تا متوسط و تولید در حجم کم مناسب هستند. آنها عملکرد سادهای ارائه میدهند و برای نورد ورقهای نازک به شکلهای ساده ایدهآل هستند.

- ماشین آلات نورد ورق هیدرولیک
این ماشینها با استفاده از سیستمهای هیدرولیکی برای کنترل غلتکها، بارهای بیشتری را تحمل میکنند و نیروی خمشی و دقت بیشتری را ارائه میدهند. انواع رایج هیدرولیک عبارتند از:- ماشینهای هیدرولیک سهچرخهغلتک بالایی به صورت هیدرولیکی هدایت میشود و برای صفحات با ضخامت متوسط تا زیاد که نیاز به دقت و نیروی شکلدهی بالا دارند، مناسب است.
- ماشینهای هیدرولیک چهار غلتکیهر چهار غلتک به صورت هیدرولیکی کار میکنند و دقت و کنترل بیشتری را برای اشکال پیچیده و کاربردهای سنگینتر ارائه میدهند.
- ماشینهای متقارن هیدرولیکی: با غلتکهای بالایی و پایینی متقارن کار میکند، ایدهآل برای صفحات سنگین و مواد با استحکام بالا، که پایداری نورد را تضمین میکند.
- رولهای صفحهای CNC هیدرولیک: ترکیب فناوری هیدرولیک با کنترل عددی کامپیوتری (CNC) برای خودکارسازی فرآیند نورد. این دستگاهها برای تولید با حجم بالا، کاهش ورودی دستی و افزایش ثبات طراحی شدهاند.
2.3توسط سیستم کنترل
- ماشینهای نورد ورق CNC
غلتکهای CNC مجهز به سیستمهای کنترل کامپیوتری، برای کارهای با راندمان و دقت بالا شامل هندسههای پیچیده طراحی شدهاند. آنها از عملیات تکرارپذیر پشتیبانی میکنند و معمولاً در محیطهای تولید انبوه مورد استفاده قرار میگیرند. - ماشینهای نورد ورق CNC هیدرولیک
این ماشینها قدرت هیدرولیک را با برنامهنویسی CNC ادغام میکنند تا انعطافپذیری و دقت بالایی در شکلدهی ارائه دهند. آنها برای عملیات در مقیاس بزرگ که نیاز به اتوماسیون و توانایی کار با انواع مواد و اشکال دارند، ایدهآل هستند.
2.4بر اساس سناریوی برنامه

- غلتکهای دستی کوچک
مناسب برای کارهای کم بار و کم دقت در آزمایشگاهها، کارگاههای کوچک و توسعه نمونه اولیه. این ماشینها مقرون به صرفه و آسان برای کار هستند. - غلتکهای صفحهای هیدرولیکی سنگین
این ماشینها که برای تولید در مقیاس بزرگ و ورقهای فلزی ضخیم طراحی شدهاند، پایداری و ظرفیت بار فوقالعادهای را ارائه میدهند. آنها معمولاً در صنایع سنگین مانند ساخت مخازن تحت فشار، تولید لولههای بزرگ و ساخت مخازن ذخیرهسازی استفاده میشوند. - غلتکهای صفحهای مکانیکی سبک
ایدهآل برای ورقهای فلزی نازک و کاربردهایی با دقت کمتر. این دستگاهها اغلب در تولید در مقیاس کوچک یافت میشوند که در آنها بودجه، فضا و سادگی از دغدغههای اصلی هستند.


3.0دستگاه نورد ورق چگونه کار میکند؟
اصول و عملکرد ماشینهای نورد ورق
3.1فرآیند عملکرد دستگاه نورد ورق
- رول پایینی را بالا بیاورید و صفحه فلزی را در جای خود قرار دهید
ابتدا، رول پایینی را تا سطح صفحه پانچ بالا بیاورید تا بالاتر از دو رول دیگر قرار گیرد. صفحه فلزی را بین رولها بلغزانید و مطمئن شوید که به صورت عمود با رول پرس بالا آمده همتراز باشد. - صفحه را محکم کنید و رولها را تنظیم کنید
پس از محکم شدن صفحه فلزی، رول اول (بالایی) را پایین بیاورید و رول سوم یا چهارم را در موقعیت مناسبی تنظیم کنید تا عبور روان انجام شود. در این مرحله، صفحه در مرکز صفحه پانچ قرار میگیرد. - عملیات پیش خمکاری
غلتک جانبی که صفحه فلزی را نگه میدارد، بالا ببرید تا یک «پیش خم» یا انحنای اولیه ایجاد شود. این مرحله به اطمینان از دقت و گردی قطعه نورد شده نهایی کمک میکند. - فرآیند نورد را تکمیل کنید
صفحه فلزی را از دستگاه عبور دهید تا از غلتک بالایی عبور کند. سپس، غلتک پیشخمش را پایین بیاورید و غلتک خمش مخالف را بالا ببرید تا در حالت نورد قرار گیرد. دستگاه به عبور دادن صفحه از غلتکها ادامه میدهد، آن را محکم میگیرد و به شکل قوس یا استوانهای دلخواه خم میکند. - جوشکاری و پرداخت کاری
در نهایت، دو لبه صفحه فلزی به هم جوش داده میشوند تا یک استوانه کامل یا شکل مورد نظر تشکیل شود.
3.2اصول کار دستگاه نورد ورق
اگرچه دستگاههای نورد ورق در انواع مختلفی عرضه میشوند و استوانههایی با اشکال یا اندازههای مختلف تولید میکنند، اما عموماً از یک توالی عملیاتی مشابه پیروی میکنند. تفاوت اصلی در ابعاد محصول نهایی است، اما هدف همه آنها ایجاد یک شکل گرد یا استوانهای ثابت است.
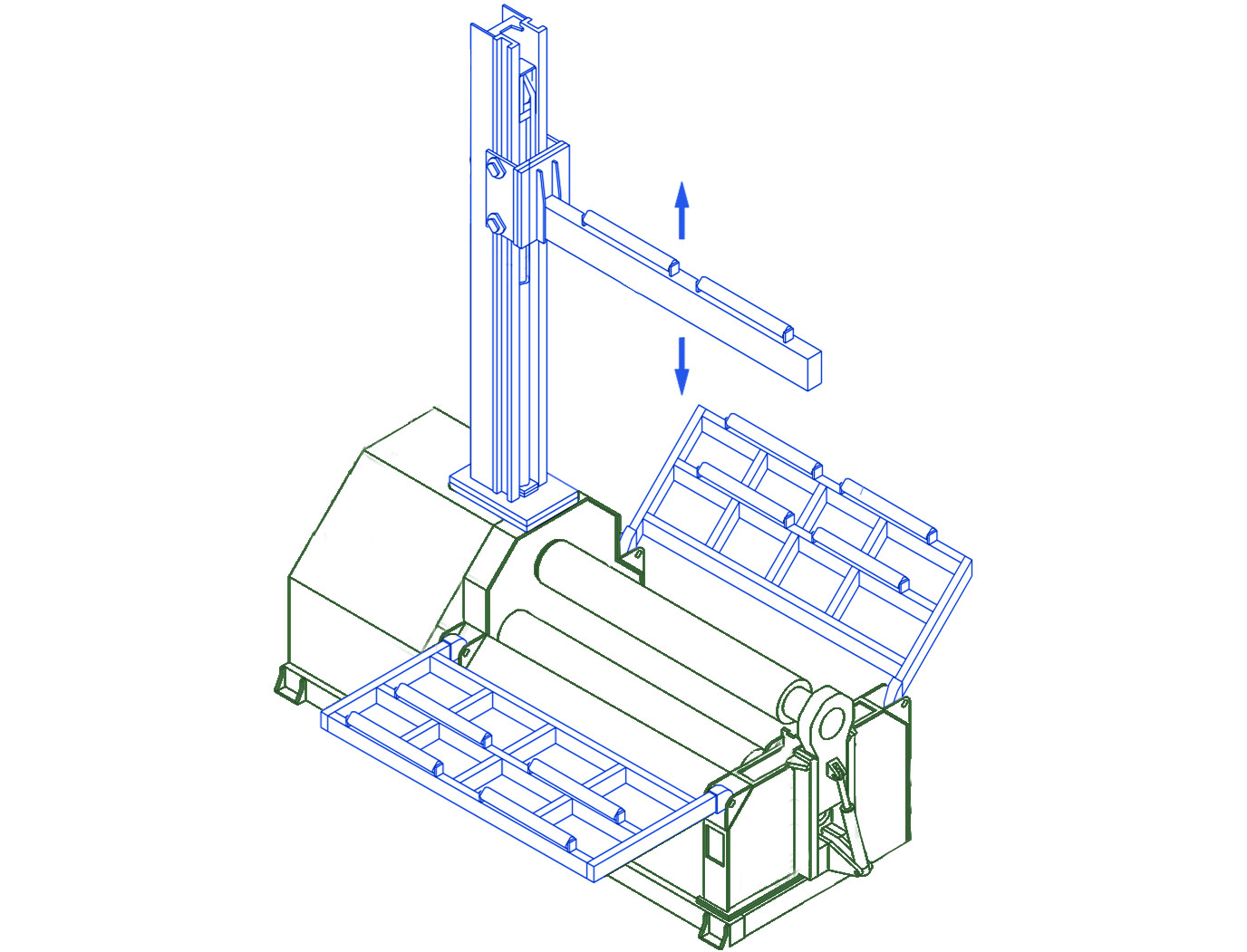
ماشینهای نورد ورق معمولاً توسط سیستمهای هیدرولیکی یا مکانیکی نیرو میگیرند و به سه یا چهار غلتک فلزی سختشده مجهز شدهاند. ماشینهای نورد ورق چهار غلتکی رایجترین هستند، زیرا میتوانند طیف وسیعی از اشکال استوانهای را به طور موثر پردازش کنند.
- چهار رولدو غلتک جانبی قابل تنظیم، شکل و اندازه خم نهایی را کنترل میکنند.
- پیکربندی رول: سه غلتک پایینی و یک غلتک بالایی بزرگتر با هم کار میکنند تا خم شدن دقیق صفحه فلزی تضمین شود.
در حالی که طرحهای خاص ممکن است بسته به نیازهای کاربردی متفاوت باشند، دستگاه خم کن چهار رول استاندارد به دلیل دقت و تطبیقپذیری، همچنان پرکاربردترین پیکربندی است.
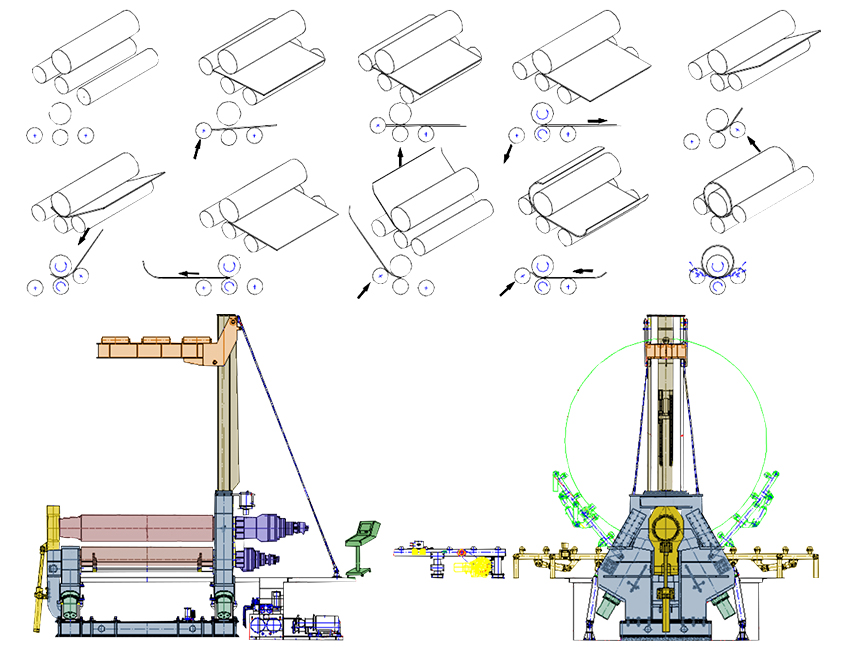
3.3مراحل عملیاتی دستگاه خمش ورق چهار غلتکی
- غلتک پایینی را بالا بیاورید تا با صفحه پانچ همتراز شود.
- صفحه فلزی را با زاویه قائمه نسبت به رول پایینی قرار دهید.
- غلتک بالایی را پایین بیاورید و صفحه فلزی را به سمت داخل بکشید تا در مرکز صفحه پانچ قرار گیرد.
- اولین غلتک (پیشخمش) را برای شروع انحنا بالا ببرید و شروع به عبور دادن صفحه از میان آن کنید.
- غلتک پیشخمش را پایین بیاورید و غلتک مقابل را بالا ببرید تا قوس تشکیل شود.
- تغذیه صفحه را تا زمانی که یک استوانه کامل تشکیل شود، ادامه دهید.
- دو لبه صفحه را به هم جوش دهید تا استوانه کامل شود.
4.0تنظیم نیروی خمشی برای ماشینهای خم/نورد ورق
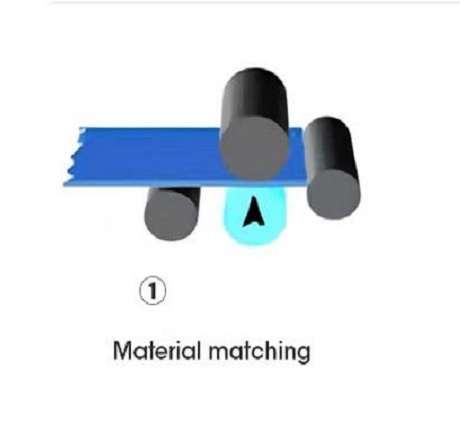
4.1ارزیابی بار کاری
اولین قدم در خمکاری صفحات فلزی، ارزیابی بار کاری مورد نیاز دستگاه نورد ورق است. این کار تضمین میکند که دستگاه فشار صحیح را برای دستیابی به شعاع خمش داخلی یا خارجی مورد نظر اعمال میکند. در طول این مرحله، اپراتورها متغیرهایی مانند ضخامت ورق و نوع ماده را برای اطمینان از دقت شکلدهی در نظر میگیرند. ارزیابی صحیح بار، پایه و اساس خمکاری دقیق و مداوم را بنا مینهد.
4.2صفحه فلزی را محکم کنید
پس از تنظیم نیروی خمش، صفحه فلزی باید محکم روی میز کار دستگاه خمش قرار گیرد. این امر برای جلوگیری از حرکت ناخواسته در حین خم شدن بسیار مهم است. تراز دقیق، تغییر شکل یکنواخت را تضمین میکند و خطر بینظمی یا اعوجاج را کاهش میدهد. محکم کردن مناسب همچنین ایمنی عملیاتی را افزایش داده و احتمال تصادفات را به حداقل میرساند.
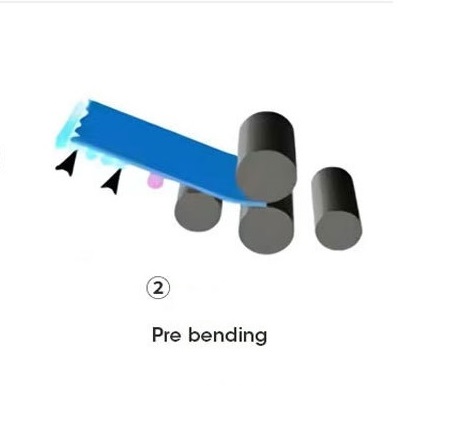
4.3پیش بستن / پیش خم شدن
قبل از شروع خمکاری واقعی، اپراتورها اغلب از یک تکنیک پیشبست یا پیشخمکاری برای خم کردن جزئی لبههای صفحه به سمت داخل استفاده میکنند. این مرحله به ایجاد یک فرآیند خمکاری نرمتر کمک میکند و از چروکیدگی یا نقص لبه جلوگیری میکند و انتقال طبیعی بین سطوح صاف و منحنی را تضمین میکند. همچنین کرنش روی صفحه را به حداقل میرساند، خطر تغییر شکل را کاهش میدهد و دقت کلی خم را بهبود میبخشد.
4.4فرآیند خم شدن
پس از تنظیم نیرو، محکم شدن صفحه و تکمیل پیشخمش، عملیات خمکاری میتواند آغاز شود. اپراتور دستگاه نورد را فعال میکند و با عبور صفحه از میان غلتکها، فشار به طور یکنواخت اعمال میشود و به تدریج آن را به شکل دلخواه در میآورد. در طول این فرآیند، ممکن است تنظیم دقیق انجام شود تا مشخصات ابعادی رعایت شود. با هر بار عبور، صفحه تحت تغییر شکل کنترلشده قرار میگیرد و در نتیجه انحنای صاف و یکنواختی ایجاد میشود. با توجه به پیچیدگی این فرآیند، برای اطمینان از کارایی و دقت، به اپراتورهای باتجربه توصیه میشود.
5.0پیش خمکاری: چهار دلیل کلیدی برای انتخاب دستگاه نورد با این ویژگی
5.1حذف ضایعات
پیشخمش، تراز دقیق هر دو انتهای ماده را تضمین میکند و ضایعات را به میزان قابل توجهی به حداقل میرساند. با ایجاد یک شکل هندسی بهینه برای نورد، از اتلاف غیرضروری مواد جلوگیری میکند. اپراتورهای ماهر نقش حیاتی در اجرای پیشخمش برای به حداکثر رساندن استفاده از مواد دارند.
5.2هیچ پیرایش اضافی لازم نیست
در محیطهای تولیدی با راندمان بالا، هر منبعی مهم است - به خصوص موادی که برای برش استفاده میشوند. پیشخم کردن هر دو انتهای ماده، ترازبندی مناسب را تضمین میکند و نیاز به برش پس از نورد را از بین میبرد. این امر هم در زمان و هم در مواد صرفهجویی میکند.
5.3صرفهجویی در زمان
در تولید در مقیاس بزرگ، زمان برابر با پول است. هر دقیقه تأخیر، هزینههای تولید را افزایش میدهد. پیشخمکاری به اپراتورها کمک میکند تا شکل مورد نظر را سریعتر شکل دهند و زمان کار را در هر ورق کاهش دهند. این امر منجر به تولید قطعات بیشتر در همان بازه زمانی میشود و راندمان کلی را افزایش میدهد.
5.4منحنیهای صاف با شعاع و ضخامت ثابت
پیشخمش برای دستیابی به نتایج نورد با کیفیت بالا ضروری است. این امر تضمین میکند که سطح صاف باقی میماند و در عین حال انحنای یکنواخت و ضخامت مواد حفظ میشود. پیشخمش مناسب، دقت شکلدهی را افزایش داده و مشکلات پردازش بعدی را به حداقل میرساند و تضمین میکند که محصول نهایی مطابق با استانداردهای سختگیرانه کیفیت باشد.
6.0کدام دستگاه نورد ورق برای پروژه شما مناسب است؟
انتخاب دستگاه نورد ورق مناسب به نیازهای تولیدی، ضخامت مواد، انحنای مورد نظر و بودجه شما بستگی دارد. در زیر به تفکیک انواع رایج دستگاههای نورد ورق و ویژگیهای آنها آمده است:
6.1دستگاه نورد اولیه سه رولی
ایدهآل برای کاربردهای سبک، در نسخههای مکانیکی یا هیدرولیکی موجود است. صفحه بین دو غلتک عمودی گیره میشود، در حالی که غلتک سوم به سمت بالا حرکت میکند تا صفحه را تا شعاع مورد نظر خم کند. معمولاً برای تولید در مقیاس کوچک استفاده میشود اما برای حجمهای بالاتر به کار دستی بیشتری نیاز دارد.
6.2دستگاه نورد بشقاب دو پینچ
مناسب برای طیف وسیعی از ظرفیتها از سبک تا سنگین. در هر دو پیکربندی ۳ غلتکی و ۴ غلتکی موجود است، که معمولاً دارای یک غلتک بالایی ثابت و دو غلتک جانبی قابل تنظیم است. این طراحی نیاز به برداشتن و جابجایی صفحه را از بین میبرد و راندمان تولید را افزایش میدهد - به خصوص برای مواد با ضخامت متوسط.
6.3دستگاه نورد ورق ۴ رول
دارای یک غلتک اضافی در زیر غلتک بالایی برای بستن مداوم است. این دستگاه میتواند پیشخمش، نورد و پرداخت را در یک جهت انجام دهد و کارایی را تا حد زیادی افزایش دهد. این دستگاه برای تولید با حجم بالا، به ویژه با صفحات ضخیمتر، ایدهآل است.
6.4دستگاه نورد ورق ۳ رول
یک گزینه همه کاره برای کاربردهای عمومی. معمولاً قبل از نورد، نیاز به پیشخم کردن لبه جلویی دارد. جهت غلتکها در طول فرآیند تغییر میکند. اگرچه کمی کندتر از دستگاههای ۴ غلتکی است، اما طراحی مکانیکی سادهتری دارد.
6.5دستگاه نورد ورق دو رول
این ماشینها که برای ورقهای نازک طراحی شدهاند، از غلتکهای روکششده با پلیاورتان با قطر بزرگ برای تبدیل سریع صفحات به استوانههای با قطر کوچک استفاده میکنند. این ماشینها برای تولید تخصصی و پرسرعت با قابلیتهای شکلدهی محدود، بسیار مناسب هستند.
6.6دستگاه نورد ورق دستی
برای عملیات در مقیاس کوچک و مواد سبک استفاده میشود. هزینه کم و عملکرد سادهای دارد، ایدهآل برای کارهای نورد اولیه و تولید در سطح سرگرمی.
6.7دستگاه نورد ورق هیدرولیک
این نوع با سیستم هیدرولیک، قادر به تحمل بارهای سنگین و دستیابی به دقت بالا است. به طور گسترده در تولید در مقیاس بزرگ و برای نورد مواد ضخیمتر استفاده میشود.
📩 آیا میخواهید در مورد انتخاب و پیکربندی دستگاههای نورد ورق فلزی اطلاعات بیشتری کسب کنید؟ برای مشاوره تخصصی با ALEKVS تماس بگیرید!
7.0کاربردهای ماشینهای نورد ورق
ماشینهای نورد ورق به طور گسترده در صنایع مختلف مورد استفاده قرار میگیرند. در اینجا برخی از کاربردهای رایج آنها آورده شده است:
- صنعت خودرو: برای تولید اجزای بدنه مانند درها، کاپوت و درب صندوق عقب و همچنین عناصر سازهای مانند قابها و تیرها استفاده میشود.
- صنعت هوافضا: در ساخت قطعات هواپیما مانند پوسته بال، پنل بدنه و محفظه موتور کاربرد دارد.
- صنعت لوازم خانگی: برای شکلدهی قطعات مورد استفاده در یخچالها، فرها و ماشینهای لباسشویی - مانند درها، بدنهها و پنلهای سازهای - ضروری است.
- صنعت ساخت و ساز: نقش کلیدی در تولید سقف فلزی، دیوارپوش و اجزای سازهای ساختمان ایفا میکند.
- صنعت الکترونیک: برای ساخت قطعات دستگاههای الکترونیکی، از جمله بردهای مدار، کانکتورها و محفظههای فلزی دقیق استفاده میشود.
8.0چگونه با استفاده از ضایعات فلزی یک غلتک دستی بسازیم؟


