

- 1.0چرا آلیاژ آلومینیوم ۶۰۶۳ در تولید بسیار محبوب است؟
- 2.0خواص مکانیکی آلیاژ آلومینیوم ۶۰۶۳
- 3.0ترکیب شیمیایی آلیاژ آلومینیوم ۶۰۶۳
- 4.0کاربردهای رایج آلیاژ آلومینیوم ۶۰۶۳
- 5.0آلیاژ ۶۰۶۳ چگونه با سایر آلیاژهای آلومینیوم رایج مقایسه میشود؟
- 6.0آمادهسازیهای کلیدی قبل از ماشینکاری: کنترل تنش پسماند
- 7.0چگونه آلیاژ آلومینیوم ۶۰۶۳ را به طور موثر ماشینکاری (برش) کنیم
- 8.0نحوه جوشکاری صحیح آلیاژ آلومینیوم 6063
- 9.0نحوه عملیات حرارتی آلیاژ آلومینیوم ۶۰۶۳
- 10.0چگونه کیفیت سطح بالای آلیاژ آلومینیوم ۶۰۶۳ را تضمین کنیم؟
- 11.0سوالات متداول (FAQ)
آلومینیوم ۶۰۶۳ این آلیاژ همچنین بخشی از خانواده آلومینیوم-منیزیم-سیلیکون (Al-Mg-Si) است و یک آلیاژ قابل عملیات حرارتی است که به طور خاص برای اکستروژن طراحی شده است. مزایای کلیدی آن شامل قابلیت اکسترود شدن عالی، پرداخت سطح عالی و مقاومت در برابر خوردگی قوی است. پس از پردازش، ظاهری یکنواخت و جذاب ارائه میدهد که آن را به مادهای ترجیحی برای پروفیلهای معماری و اجزای تزئینی تبدیل میکند. همچنین به طور گسترده در سیستمهای قاببندی صنعتی و محفظههای تجهیزات الکترونیکی استفاده میشود.
آلیاژ ۶۰۶۳ با عملیات حرارتی مانند T5 و T6 به تعادلی از استحکام متوسط و شکلپذیری خوب دست مییابد که آن را به ویژه برای تولید انبوه پروفیلهای با مقطع پیچیده مناسب میکند.
1.0چرا آلیاژ آلومینیوم ۶۰۶۳ در تولید بسیار محبوب است؟
آلیاژ ۶۰۶۳ به دلیل بهینهسازی عملکرد برای کاربردهای شکلدهی و تزئینی، به یکی از پرکاربردترین آلیاژهای پروفیل آلومینیوم تبدیل شده است:
- قابلیت اکسترود شدن: قابلیت اکسترود شدن فوقالعاده، امکان تولید پروفیلهای با اشکال پیچیده را با راندمان بالا فراهم میکند.
- پرداخت سطح: کیفیت سطح عالی با رنگ یکنواخت و با کیفیت بالا پس از آنودایزینگ
- مقاومت در برابر خوردگی: مقاومت قوی در برابر خوردگی و اکسیداسیون، ایدهآل برای اجزای تزئینی و سازهای در فضای باز
- جوشپذیری: عملکرد جوشکاری خوب با حداقل تغییر شکل، پشتیبانی از مونتاژ آسان
- بهرهوری هزینه: هزینه متوسط، عرضه پایدار در مقیاس بزرگ و ارزش کلی قوی
- قابلیت ماشینکاری: سختی برش کم و پس پردازش راحت
محتوای ناخالصی کم و ساختار متالورژیکی یکنواخت آن، به آن اجازه میدهد تا تعادل ایدهآلی بین زیباییشناسی و پایداری سازه برقرار کند و آن را به ویژه برای کاربردهایی مانند نمای ساختمان و سیستمهای در و پنجره که در آنها ظاهر و مقاومت در برابر آب و هوا بسیار مهم است، مناسب میسازد.

2.0خواص مکانیکی آلیاژ آلومینیوم ۶۰۶۳
(توجه: مقادیر خاص بسته به دما متفاوت است.)
- استحکام کششی (T6): 210–260 مگاپاسکال
- استحکام تسلیم (T6): حدود ۱۷۰ مگاپاسکال
- کشیدگی: ۱۲–۱۸۱TP3T
- سختی: ۷۰–۸۵ HB
- چگالی: ۲.۷۰ گرم بر سانتیمتر مکعب
- محدوده ذوب: ۶۰۷–۶۵۰ درجه سانتیگراد
تفاوتهای املاک بر اساس مزاج
- 6063-O: کمترین استحکام (استحکام کششی ≈ 110 مگاپاسکال) با شکلپذیری عالی؛ مناسب برای خمش عمیق، کشش و سایر عملیات شکلدهی سنگین
- 6063-T5: استحکام متوسط با راندمان تولید بالاتر به دلیل پیرسازی آنلاین؛ مناسب برای پروفیلهای تولید انبوه
- 6063-T6: بالاترین استحکام حاصل از پیرسازی مصنوعی؛ مورد استفاده در کاربردهایی که نیاز به عملکرد ساختاری بهبود یافته دارند.
3.0ترکیب شیمیایی آلیاژ آلومینیوم ۶۰۶۳
| ترکیب | آل ۲۰۲۴ | آل ۷۰۷۵ | آل ۶۰۶۱ | آل ۶۰۶۳ |
|---|---|---|---|---|
| مس (%) | 3.847 | 1.276 | 0.192 | ≤0.10 |
| منیزیم (%) | 1.545 | 2.596 | 1.074 | ۰.۴۵–۰.۹ |
| سی (%) | 0.041 | 0.000 | 0.439 | ۰.۲۰–۰.۶ |
| آهن (%) | 0.223 | 0.329 | 0.307 | ≤0.35 |
| منگنز (%) | 0.331 | 0.028 | 0.103 | ≤0.10 |
| روی (%) | 0.017 | 5.135 | 0.105 | ≤0.10 |
| ش (%) | 0.046 | 0.061 | 0.063 | — |
| وی (%) | 0.015 | 0.011 | 0.014 | — |
| سرب (% یا ppmᵃ) | 0.024, % | ۰.۰۰۰، پی پی ام | ۵۴.۴۵۱، پیپیام | — |
| قلع (% یا ppm) | 0.021, % | 0.013, % | ۸۱.۰۴۶، پیپیام | — |
| تیتانیم (% یا ppm) | ۹۰.۷۹۱، پیپیام | 0.010, % | ۸۳.۰۹۰، پیپیام | ≤0.10 |
| کروم (% یا ppm) | ۹۹.۹۳۱، پیپیام | 0.279, % | 0.025, % | ≤0.10 |
| زیرکونیوم (ppm) | 8.746 | 0.000 | 3.584 | — |
| نیکل (ppm) | 60.653 | 48.240 | 76.797 | — |
| آل (%) | بقیه | بقیه | بقیه | تعادل |
ترکیب آلیاژ ۶۰۶۳ از تقویت رسوبی Mg₂Si پشتیبانی میکند، اگرچه نسبت Mg:Si ممکن است بسته به نوع قطعه کمی متفاوت باشد. مقادیر کم آهن و مس از عوامل حیاتی مؤثر در کیفیت سطح برتر آن هستند.
4.0کاربردهای رایج آلیاژ آلومینیوم ۶۰۶۳
- درها و پنجرههای معماری، پروفیلهای دیوار پردهای، قاببندی اتاق آفتابگیر
- پروفیلهای تزئینی داخلی (سقف، پارتیشن، قرنیز)
- سازههای خطوط نقاله صنعتی و حفاظهای ایمنی تجهیزات
- اجزای مبلمان (قاب میز و صندلی، لبه کابینت)
- محفظههای الکترونیکی و پروفیلهای هیتسینک
- تزئینات و باربندهای سقفی خودرو
- سازههای نمایشگاهی و قابهای لایت باکس
5.0آلیاژ ۶۰۶۳ چگونه با سایر آلیاژهای آلومینیوم رایج مقایسه میشود؟
| آلیاژ | قدرت | کارایی (اکستروژن) | جوش پذیری | مقاومت در برابر خوردگی | کیفیت سطح | ویژگیهای کلیدی |
| 6063 | متوسط | عالی | عالی | عالی | عالی | آلیاژ اکستروژن ترجیحی با جذابیت تزئینی قوی |
| 6061 | متوسط-بالا | خوب | خیلی خوب | عالی | خوب | خواص متعادل برای کاربردهای سازهای |
| 7075 | بسیار بالا | ضعیف | ضعیف | خوب | منصفانه | آلیاژ با استحکام بالا در صنایع هوافضا |
| 5052 | متوسط | میانگین | خوب | عالی | خوب | در درجه اول برای پردازش ورق و صفحه استفاده می شود |
مزیت اصلی ۶۰۶۳ در قابلیت اکسترود شدن و پرداخت سطح آن نهفته است که به طور قابل توجهی از سایر آلیاژها پیشی میگیرد و آن را در کاربردهای معماری و تزئینی غیرقابل جایگزین میکند.

6.0آمادهسازیهای کلیدی قبل از ماشینکاری: کنترل تنش پسماند
تنش پسماند در پروفیلهای اکسترود شده ۶۰۶۳ عمدتاً از خنک شدن پس از اکستروژن ناشی میشود. مقاطع پیچیده یا دیواره نازک، هنگام آزاد شدن تنش در حین ماشینکاری، مستعد تغییر شکل هستند. روشهای توصیه شده:
- پس از اکستروژن، امکان پیرسازی طبیعی یا مصنوعی را فراهم کنید تا تنش داخلی کاهش یابد
- قبل از اتمام کار، پروفیلها را پس از ماشینکاری خشن به مدت ۲۴ ساعت استراحت دهید.
- برای جلوگیری از تنش موضعی، از گیرهبندی چند نقطهای و با توزیع یکنواخت استفاده کنید
- برای به حداقل رساندن نیروهای برشی یک طرفه، از رویکرد «ماشینکاری متقارن» پیروی کنید.
7.0چگونه آلیاژ آلومینیوم ۶۰۶۳ را به طور موثر ماشینکاری (برش) کنیم
با سختی کمتر و شکلپذیری بالاتر از 6061، 6063 مقاومت برشی کمتری را فراهم میکند اما بیشتر مستعد ایجاد لبه و چسبندگی ابزار است. برای دستیابی به عملکرد پایدار - به ویژه هنگام استفاده از دستگاه برش آلومینیوم — انتخاب ابزار و پارامترهای برش باید با دقت بهینه شوند
7.1ابزارها و قطعات پیشنهادی:
- ابزارهای کاربیدی (ترجیحاً):
فرزهای انگشتی ۲ یا ۳ شیاره با زاویه براده بالا (۱۵ تا ۲۰ درجه) و شیارهای تراشه بزرگ. - پوششها:TiB₂ و DLC خواص ضد چسبندگی عالی ارائه میدهند. TiN بیشتر مستعد چسبندگی است اما همچنان میتواند برای ماشینکاری با بار سبک یا چرخه کوتاه موثر باشد.
سرعت برش بالا، لبههای تیز و خنککاری کافی، بهویژه در برشهای اتوماتیک، ضروری است. ماشینهای برش آلومینیوم. - ابزارهای HSS:
مناسب برای عملیات سبک مانند سوراخکاریهای ساده - تمرینها:
هندسههای فلوت سهموی، تخلیه براده را بهبود بخشیده و گرفتگی را کاهش میدهند.
7.2پارامترهای برش توصیه شده (محدوده مرجع):
| فرآیند | سرعت برش Vc | نرخ تغذیه | عمق برش | یادداشتها |
| فرزکاری | ۳۰۰-۵۰۰ متر بر دقیقه | ۰.۰۵–۰.۲ میلیمتر در هر دندانه | ۱–۵ میلیمتر | خنک کننده/روان کننده مورد نیاز |
| چرخش | ۲۵۰–۴۰۰ متر بر دقیقه | ۰.۲–۰.۴ میلیمتر بر دور | ۱–۳ میلیمتر | از برش با سرعت پایین خودداری کنید |
| حفاری | ۸۰–۱۵۰ متر بر دقیقه | ۰.۰۸–۰.۲۵ میلیمتر بر دور | در صورت نیاز تنظیم کنید | سوراخکاری مرحلهای + مایع خنککننده برای سوراخهای عمیق |
| ضربه زدن | ۱۰–۲۰ متر در دقیقه | گام نخ | — | از شیرهای مخصوص آلومینیوم + روغن مخصوص شیرآلات استفاده کنید |
این محدودهها هم برای تنظیمات دستی و هم برای دستگاههای مجهز به CNC به خوبی کار میکنند. ماشینهای برش آلومینیوم، تضمین کیفیت ماشینکاری پایدار.
7.3نکات ماشینکاری:
- خنککننده/روغنکاری:
از امولسیونها یا سیالات برش مخصوص آلومینیوم به همراه افزودنیهای EP برای به حداقل رساندن چسبندگی ابزار و افزایش طول عمر ابزار استفاده کنید - به خصوص برای تجهیزات برش آلومینیوم با دور موتور بالا. - وضعیت ابزار:
لبههای برش را تیز نگه دارید و در صورت نیاز دوباره سنگزنی کنید تا از لکهدار شدن یا فشرده شدن ماده نرم ۶۰۶۳ جلوگیری شود. - روش برش:
برای کاهش تشکیل پلیسه و خراشهای سطحی، فرزکاری صعودی را ترجیح دهید. - از توقف ابزار خودداری کنید:
برای جلوگیری از ایجاد فرورفتگی، اجازه ندهید ابزار روی سطح قطعه کار مکث کند. - قطعات جدار نازک:
برای جلوگیری از تغییر شکل در حین برش، به خصوص هنگام برش با تغذیه سریع، از فکهای نرم، فیکسچرهای خلاء یا تکیهگاههای اضافی استفاده کنید. ماشینهای برش آلومینیوم.
8.0نحوه جوشکاری صحیح آلیاژ آلومینیوم 6063
۶۰۶۳ جوشپذیری بهتری نسبت به ... ارائه میدهد. 6061با اعوجاج کمتر در ناحیه متاثر از حرارت (HAZ). با این حال، کاهش استحکام در جوش و HAZ میتواند به 20 تا 50 درصد (معمولاً حدود 30 درصد) برسد، که به دمای ماده پایه، روش جوشکاری و حرارت ورودی بستگی دارد. ممکن است نیاز به پیرسازی پس از جوشکاری یا طراحی جبران استحکام باشد.
8.1روشهای متداول جوشکاری
- جوشکاری TIG: برای جوش دقیق و تمیز با حداقل اعوجاج ترجیح داده میشود؛ ایدهآل برای قطعات تزئینی
- جوشکاری MIG: راندمان بالا؛ مناسب برای پروفیلهای دیواره ضخیم یا تولید انبوه
- سیمهای پرکننده رایج: ER4043 (سیالیت و ظاهر جوش خوب)، ER5356 (استحکام بالاتر)
8.2تکنیکهای جوشکاری
- آمادهسازی قبل از جوشکاری: لایه اکسید (Al₂O₃) را با استفاده از یک برس استیل ضد زنگ یا چربیزدای شیمیایی تا زمانی که درخشندگی فلزی قابل مشاهده باشد، پاک کنید.
- گاز محافظ: آرگون خالص (≥99.99%)، 8-12 لیتر در دقیقه
- پیش گرم کردن: برای ضخامت >8 میلی متر، برای جلوگیری از ترک خوردگی سرد، تا دمای 100 تا 150 درجه سانتیگراد پیش گرم کنید.
- پارامترهای جوشکاری: از جریان کم و سرعتهای بالای جوشکاری برای به حداقل رساندن عرض HAZ استفاده کنید.
- عملیات پس از جوشکاری: اجازه دهید به طور طبیعی خنک شود؛ در صورت نیاز به استحکام بالاتر، میتوان از پیرسازی مجدد T6 استفاده کرد.
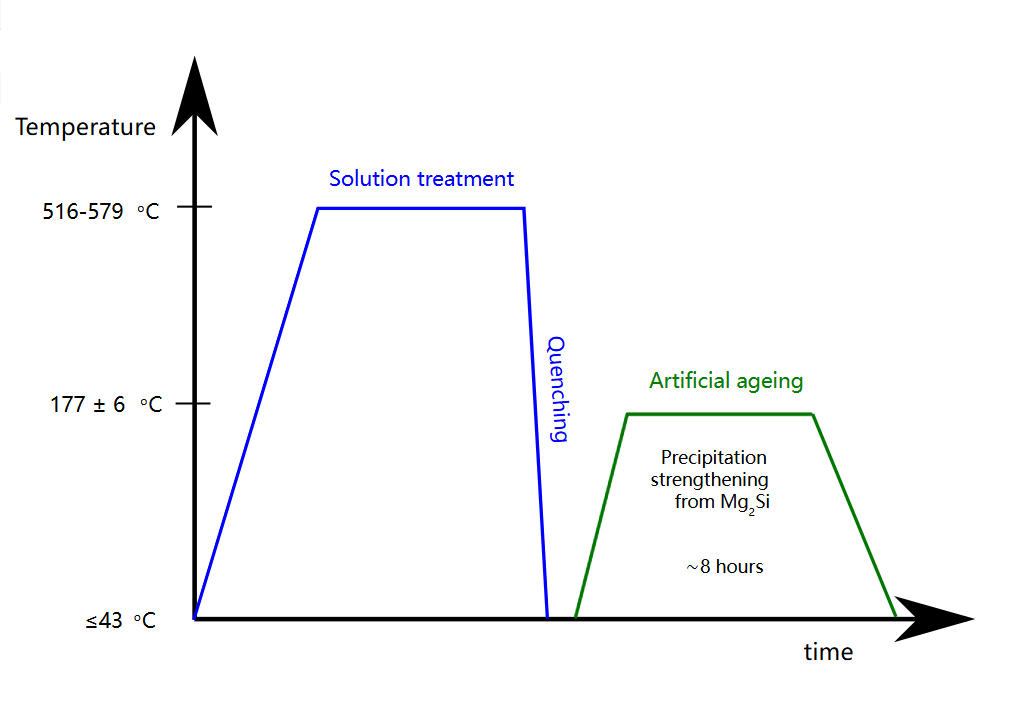
9.0نحوه عملیات حرارتی آلیاژ آلومینیوم ۶۰۶۳
هدف اصلی عملیات حرارتی برای آلیاژ ۶۰۶۳، بهینهسازی رسوب Mg₂Si و ایجاد تعادل بین استحکام و قابلیت اکسترود شدن است.
9.1درمان با محلول
- دمای گرمایش: ۵۳۰-۵۴۰ درجه سانتیگراد (کمتر از ۶۰۶۱ برای جلوگیری از رشد دانه)
- زمان نگهداری: ۱ تا ۲ ساعت بسته به ضخامت قطعه
- کوئنچ: کوئنچ با آب و سرعت خنککنندگی ≥150 درجه سانتیگراد بر دقیقه برای جلوگیری از رسوبگذاری زودرس
9.2درمان پیری
- پیرسازی مصنوعی T6: ۱۷۰-۱۸۰ درجه سانتیگراد به مدت ۸-۱۲ ساعت، خنک کننده در هوا
- پیرسازی آنلاین T5: دما پس از اکستروژن از طریق مخازن خنککننده کنترل میشود؛ ۱۵۰ تا ۱۷۰ درجه سانتیگراد به مدت ۴ تا ۶ ساعت، راندمان بالا
- کهنه شدن طبیعی: ۷ تا ۱۴ روز در دمای اتاق؛ استحکام نهایی به حدود ۷۰ تا ۸۰ درصد T6 میرسد، مناسب برای مواقعی که استحکام بالا مورد نیاز نیست

10.0چگونه کیفیت سطح بالای آلیاژ آلومینیوم ۶۰۶۳ را تضمین کنیم؟
۶۰۶۳ یک زیرلایه ایدهآل برای آندایزینگ محسوب میشود و کیفیت عملیات سطحی مستقیماً بر ارزش نهایی محصول تأثیر میگذارد.
10.1عملیات سطحی رایج
- آنودایزینگ (شفاف، رنگشده، الکتروفورتیک): رایجترین روش؛ افزایش مقاومت در برابر خوردگی و بهبود ظاهر
- آندایزینگ سخت: ضخامت پوشش 20 تا 50 میکرومتر برای بهبود مقاومت به سایش در کاربردهای صنعتی
- سندبلاست و براشینگ: ایجاد پوششهای مات یا بافتدار و پوشاندن خراشهای جزئی
- پوشش پودری: طیف رنگی گسترده با مقاومت بالا در برابر آب و هوا برای قطعات فضای باز
- پرداخت: ایجاد یک سطح آینهای برای مصارف تزئینی مرغوب
10.2یادداشتهای مربوط به عملیات سطحی
- پیش تصفیه بسیار مهم است: چربی زدایی کامل (پاک کننده قلیایی)، خنثی سازی و پرداخت شیمیایی برای از بین بردن لایه اکسید و آلاینده ها
- در طول آندایزینگ، از چگالی جریان بیش از حد جلوگیری کنید تا از پوشش خشن یا ناهموار جلوگیری شود.
- کنترل دمای قالب اکستروژن برای جلوگیری از عیوب سطحی مانند خطوط تیره و خراشها
- برای جلوگیری از تغییر رنگ، از تماس با مواد خورنده در حین نگهداری جلوگیری کنید.
11.0سوالات متداول (FAQ)
آیا ۶۰۶۳ برای اکسترود کردن پروفیلهای با اشکال پیچیده مناسب است؟
بله. آلیاژ ۶۰۶۳ در حین اکستروژن ویژگیهای جریانپذیری عالی ارائه میدهد و از مقاطع دیواره نازک (در برخی فرآیندها زیر ۱.۲ میلیمتر) پشتیبانی میکند. ضخامت و پیچیدگی نهایی دیواره به هندسه پروفیل، طراحی قالب و شرایط اکستروژن بستگی دارد و آن را به یکی از بهترین آلیاژها برای پروفیلهای پیچیده تبدیل میکند.
کدام آلیاژ بهتر آندایز میشود - ۶۰۶۳ یا ۶۰۶۱؟
۶۰۶۳ عملکرد بهتری دارد. محتوای کم آهن و مس آن منجر به یک لایه اکسید یکنواختتر، رنگ ثابتتر و درخشندگی سطح برتر، به ویژه برای پرداختهای تزئینی با رنگ روشن میشود.
تفاوت کلیدی بین تمپرهای 6063 T5 و T6 چیست؟
- T5: پیرسازی آنلاین، راندمان تولید بالا، هزینه کمتر، استحکام متوسط (کشش ≈210 مگاپاسکال)؛ مناسب برای پروفیلهای استاندارد درب/پنجره
- T6: پیرسازی مصنوعی، استحکام بالاتر (کششی ≈260 مگاپاسکال)، تغییر شکل کمتر؛ ایدهآل برای کاربردهای سازهای یا اجزای با استحکام بحرانی
چگونه میتوان از گیر کردن ابزار هنگام ماشینکاری ۶۰۶۳ جلوگیری کرد؟
تمرکز بر سرعت برش بالا + خنککاری کافی + ابزار تیز: سرعت برش ≥300 متر بر دقیقه، سیال برش مخصوص آلومینیوم، ابزارهای تیز شده منظم و اجتناب از ماشینکاری با سرعت پایین و بار سنگین.
آیا میتوان از ۶۰۶۳ در محیطهای بیرونی استفاده کرد؟
بله. مقاومت در برابر خوردگی آن، همراه با محافظت آنودایز شده، دوام طولانی مدت را برای سالهای زیادی فراهم میکند. در محیطهای ساحلی یا بسیار آلوده، محافظت بیشتر یا نگهداری دورهای توصیه میشود.
مرجع
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


