
- 1.0پروفیل آلومینیومی چیست؟
- 2.0ویژگیهای کلیدی پروفیلهای آلومینیومی
- 3.0آلیاژهای رایج آلومینیوم، گریدها و تفاوتهای آنها
- 4.0عملیات حرارتی و حالتهای دما
- 5.0طبقه بندی اصلی پروفیل های آلومینیومی
- 6.0ساخت و عملیات سطحی پروفیلهای آلومینیومی
- 7.0زمینههای کاربرد اصلی پروفیلهای آلومینیومی
- 8.0کنترل کیفیت و نگهداری پروفیلهای آلومینیومی
1.0پروفیل آلومینیومی چیست؟
پروفیل آلومینیومی که با نامهای اکستروژن آلومینیوم یا قاب آلومینیومی نیز شناخته میشود، یک مقطع فلزی است که عمدتاً از آلیاژ آلومینیوم و از طریق مجموعهای از فرآیندها شامل ذوب، اکستروژن و عملیات سطحی ساخته میشود. این پروفیل دارای سطح مقطع مشخص و ابعاد استاندارد یا سفارشی است.
فرآیند کلیدی شکلدهی، اکستروژن است: بیلتهای آلیاژ آلومینیوم استوانهای تا دمای تقریبی ۴۵۰ تا ۵۰۰ درجه سانتیگراد گرم میشوند و سپس تحت فشارهایی از ۱۰۰ تا ۱۰۰۰ تن از قالب فولادی با طراحی سفارشی عبور داده میشوند. این فرآیند پروفیلهایی با مقاطع یکنواخت و ابعاد دقیق تولید میکند. پس از خنک شدن و شکلدهی، پروفیل هندسه ثابت تعریف شده توسط قالب را حفظ میکند. از طریق بهینهسازی آلیاژ و کنترل فرآیند، عملکرد مکانیکی و عملکردی میتواند بیشتر بهبود یابد.
2.0ویژگیهای کلیدی پروفیلهای آلومینیومی
- سبک و استحکام بالاپروفیلهای آلومینیومی با چگالی تقریبی ۲.۷ گرم بر سانتیمتر مکعب، به طور قابل توجهی سبکتر از فولاد هستند. آلیاژسازی به طور قابل توجهی استحکام را بهبود میبخشد، به کاهش وزن کلی سازه و بهبود بهرهوری انرژی کمک میکند.
- مقاومت در برابر خوردگی: یک لایه اکسید آلومینیوم که به طور طبیعی روی سطح تشکیل شده است، محافظت مؤثری در برابر خوردگی ایجاد میکند و پروفیلهای آلومینیومی را برای محیطهای بیرونی و مرطوب مناسب میسازد.
- ماشینکاری عالیپروفیلهای آلومینیومی به راحتی اکسترود، برش، جوش و توسط دستگاه CNC قابل تولید هستند و امکان سفارشیسازی انعطافپذیر برای طرحهای سازهای پیچیده را فراهم میکنند.
- از نظر زیستمحیطی پایدارآلومینیوم به میزان ۱۰۰۱TP3T قابل بازیافت است و آلومینیوم بازیافتی تنها به ۵ تا ۱۰۱TP3T انرژی مورد نیاز برای تولید آلومینیوم اولیه نیاز دارد که از اهداف تولید سبز و پایداری پشتیبانی میکند.
- هزینه نگهداری پایینآلومینیوم زنگ نمیزند و در برابر تغییر شکل مقاوم است و در شرایط عادی، طول عمر مفید ۵۰ سال یا بیشتر را فراهم میکند.
- خواص فیزیکی عملکردیرسانایی حرارتی و الکتریکی خوب، همراه با رفتار غیر مغناطیسی، پروفیلهای آلومینیومی را برای الکترونیک، اتلاف گرما و تجهیزات دقیق ایدهآل میکند.
3.0آلیاژهای رایج آلومینیوم، گریدها و تفاوتهای آنها
| سری/درجه آلیاژ | عناصر آلیاژی اصلی | عملکرد مکانیکی | ویژگیهای عملیات سطحی | کاربردهای معمول |
| 6063 | سیلیسیم (0.2-0.6%)، منیزیم (0.45-0.9%)، مس ≤0.1% | استحکام کششی ≈ ۱۹۰ مگاپاسکال، استحکام تسلیم ≈ ۱۴۵ مگاپاسکال، استحکام متوسط | کیفیت عالی آنودایز، سطح صاف و یکنواخت | دکوراسیون معماری، مبلمان، هیت سینکهای الکترونیکی، درها و پنجرهها، سازههای تزئینی، پروفیلهای LED |
| 6061 | Si، Mg، Cu (0.15-0.4%)، کروم (0.04-0.35%) | استحکام کششی ≈ ۳۱۰ مگاپاسکال، استحکام تسلیم ≈ ۲۷۶ مگاپاسکال، استحکام و سختی بالا | کیفیت آنودایز کمی پایینتر از ۶۰۶۳، جوشپذیری عالی | سازههای صنعتی سنگین، قابهای ماشینآلات |
| سری ۱۰۰۰ | آلومینیوم با خلوص بالا | استحکام مکانیکی پایین | مقاومت در برابر خوردگی و رسانایی الکتریکی عالی | کاربردهای الکتریکی، اجزای اتلاف گرما که در آنها خلوص مواد ضروری است |
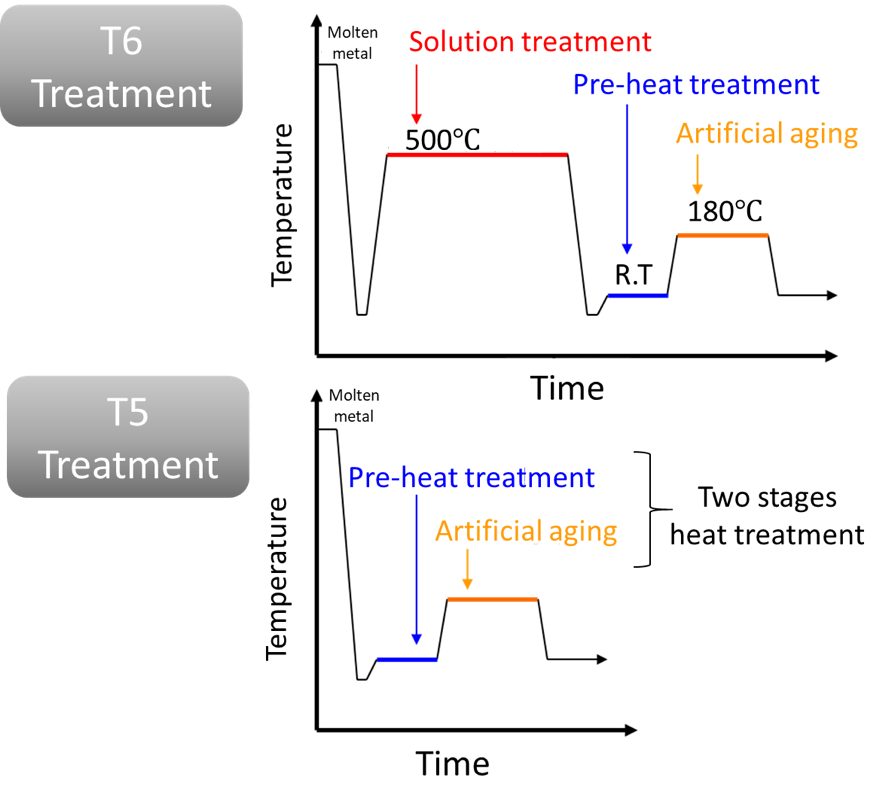
4.0عملیات حرارتی و حالتهای دما
| حالت دما | سختی وبستر | فرآیند تشکیل | ویژگیهای عملکرد |
| تی۵ | ۸–۱۲ | خنکسازی کنترلشده و پیرسازی مصنوعی پس از اکستروژن | استحکام و فرآیندپذیری متعادل |
| تی۶ | حدود ۱۳.۵ | عملیات حرارتی محلولی و به دنبال آن پیرسازی مصنوعی | استحکام و سختی بالاتر در مقایسه با T5 |
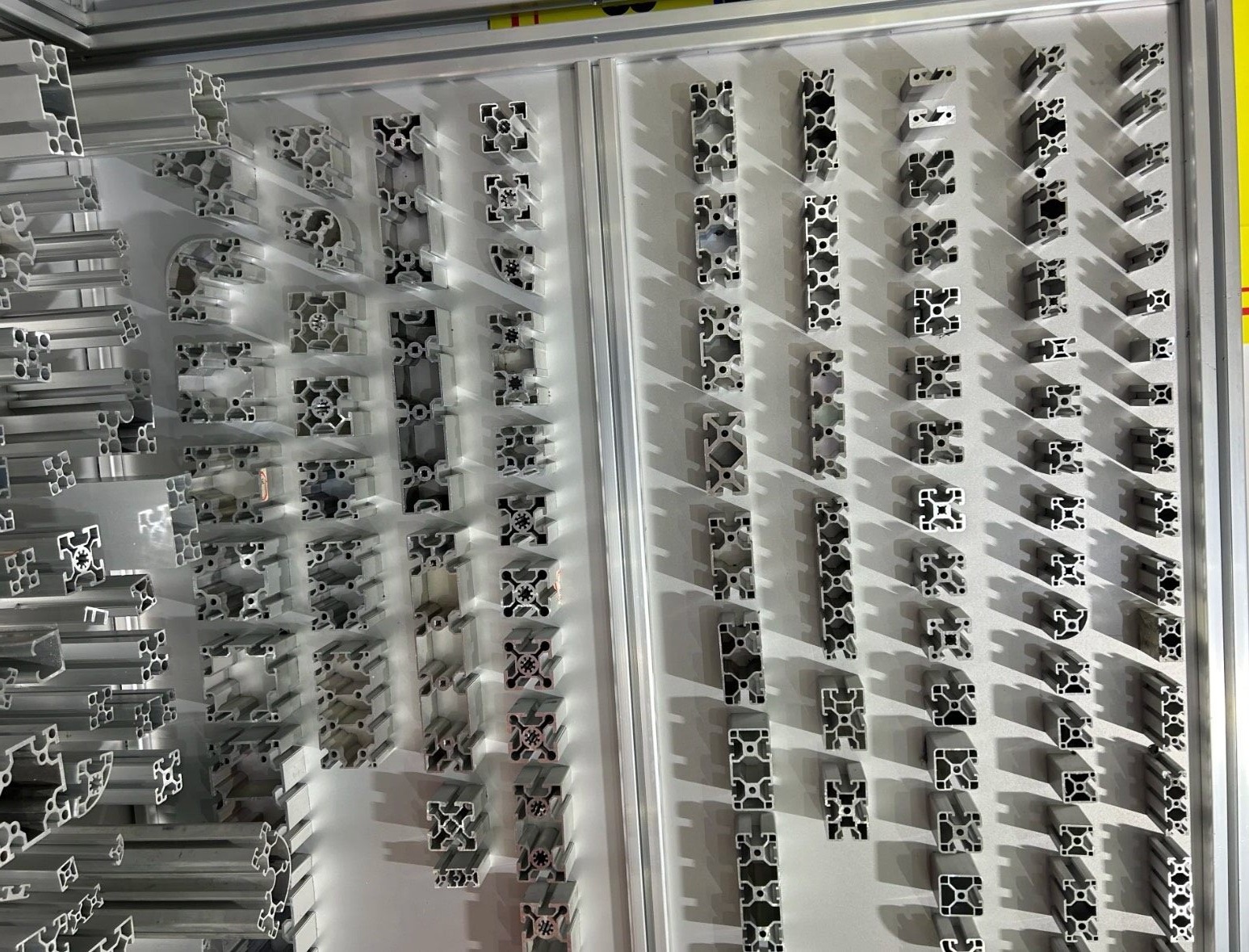
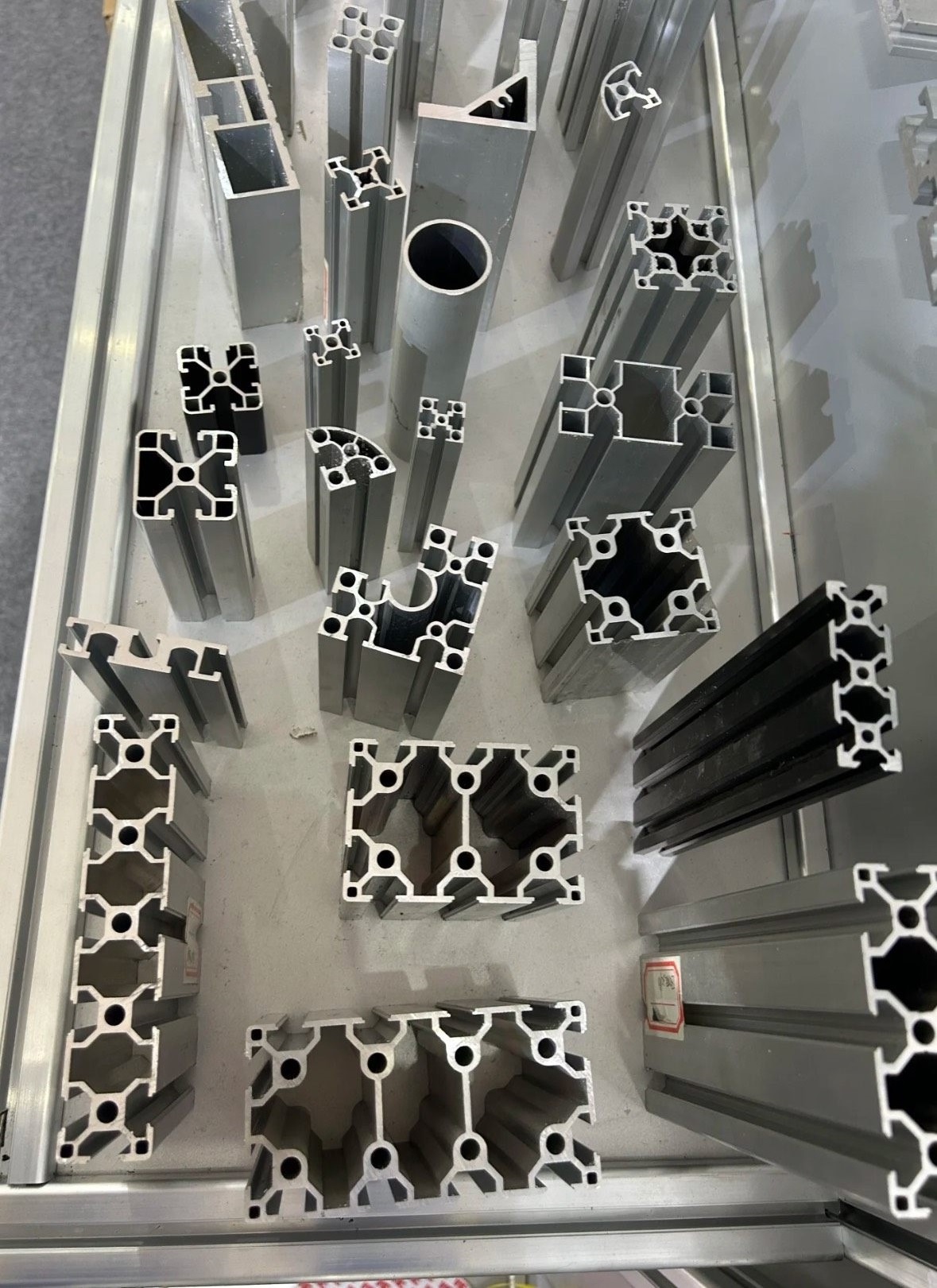
5.0طبقه بندی اصلی پروفیل های آلومینیومی
5.1طبقهبندی بر اساس میزان سفارشیسازی
| طبقهبندی | ویژگیها | اشکال/کاربردهای رایج |
| پروفیلهای استاندارد | تولید شده در اندازهها و مقاطع استاندارد صنعتی، مقرون به صرفه بودن بالا، دسترسی آسان | پروفیلهای زاویه L، کانالهای U، پروفیلهای T، لولههای مربع و گرد، میلگردهای تخت، پروفیلهای Z؛ چارچوبهای عمومی، رابطها، تکیهگاههای سازهای |
| پروفایلهای ویژه | طراحی شده برای کاربردهای خاص، با عناصر سفارشی (ساختارهای چفتشونده، کانالهای مدیریت کابل یکپارچه، سطوح نصب اختصاصی) | تجهیزات دقیق، قطعات معماری تخصصی |
| پروفایلهای سفارشی | توسعه یافته با ابزارهای اختصاصی بر اساس الزامات خاص پروژه، مقاطع و ابعاد منحصر به فرد | سناریوهای مهندسی و طراحی شخصیسازیشده |

5.2طبقهبندی بر اساس ساختار و کاربرد
| طبقهبندی | ویژگیها | کاربردهای معمول |
| پروفیلهای قاب | لبههای محکم پنلها (شیشه، ورقهای پلاستیکی)، پایداری ساختاری را با جذابیت تزئینی ترکیب میکند. | قابهای در و پنجره، نمایشگرهای تبلیغاتی، غرفههای نمایشگاهی، لبههای مبلمان |
| پروفیلهای جعبهای | مقاطع بسته مستطیلی یا مربعی، استحکام و ظرفیت تحمل بار استثنایی، رسانایی حرارتی و الکتریکی خوب | ساخت و ساز، خودرو، تولید ماشین آلات، کاربردهای الکتریکی |
| پروفیل های LED | به طور خاص برای نوارهای LED طراحی شده است، از رسانایی حرارتی آلومینیوم برای اتلاف گرما استفاده میکند، از نصب روکار یا توکار پشتیبانی میکند | سیستمهای روشنایی LED، توزیع یکنواخت نور و محافظت مکانیکی را فراهم میکنند. |
| پروفیل های زاویه ای | L شکل، محافظت و تزئین محل اتصال دو سطح، جلوگیری از آسیب ناشی از ضربه | دکوراسیون داخلی و خارجی، محافظت از تجهیزات |
| پروفیلهای سیگما | سطح مقطع مشابه حرف یونانی Σ، استحکام ساختاری بالا | اجزای تحمل بار و اتصال در ماشین آلات صنعتی، تاسیسات کارخانه |
| پروفیلهای تیر توخالی | سازههای توخالی بدون محدودیتهای دقیق مقطع عرضی (انواع مستطیلی، مربعی) | چارچوبهای نگهدارنده افقی در ساختمانها و پلها، کاربردهای تحمل بار سنگین |
| پروفایلهای عملکردی اختصاصی | شامل پروفیلهای پنجره کشویی SD (مقاومت بالا در برابر آب و هوا)، پروفیلهای دیوار پردهای RCW (نمای ساختمانهای مرتفع، آببندی و محافظت)، پروفیلهای درب (نصب درهای شیشهای سنگین)، پروفیلهای لوور (تهویه، نور روز، حریم خصوصی، مقاومت در برابر آب)، پروفیلهای T (خرپا، تکیهگاههای گوشه) | سیستمهای پنجره کشویی، دیوارهای پردهای ساختمانهای بلند، سازههای درب شیشهای سنگین، سیستمهای تهویه، چارچوبهای خرپایی |
5.3سایر روشهای طبقهبندی
| اساس طبقهبندی | انواع | معیارهای انتخاب |
| فرآیند تولید | پروفیلهای اکسترود شده، پروفیلهای ریختهگری شده، پروفیلهای نورد شده | بر اساس راندمان تولید و الزامات عملکرد محصول |
| پرداخت سطح | پروفیلهای پرداخت شده با دستگاه فرز، پروفیلهای آنودایز شده، پروفیلهای پوشش داده شده با پودر | با توجه به محیط کاربرد و الزامات زیبایی شناسی |
6.0ساخت و عملیات سطحی پروفیلهای آلومینیومی
6.1نکات کلیدی فرآیند تولید
فرآیند اکستروژن به پروفیلهای آلومینیومی انعطافپذیری طراحی فوقالعادهای میدهد و امکان تولید میلههای توپر ساده و مقاطع عرضی پیچیده چند حفرهای را فراهم میکند. یک جریان کامل تولید شامل گرمایش بیلت → گرمایش ظرف → گرمایش قالب → اکستروژن → کوئنچ → صاف کردن → برش به طول → قفسهبندی → پیرسازی → تحویل است. هر پارامتر فرآیند مستقیماً بر کیفیت محصول نهایی تأثیر میگذارد.
الزامات کنترل فرآیند
- دما، فشار و سرعت خنکسازی اکستروژن باید به طور مداوم کنترل شوند تا از دقت ابعادی و عملکرد مکانیکی ثابت اطمینان حاصل شود.
- قالبهای اکستروژن باید صیقل داده شده و تا دمای ۴۴۰ تا ۴۸۰ درجه سانتیگراد پیش گرم شوند (برای قالبهای دریچهدار، زمان نگهداری ≥۱.۵ ساعت)؛ ظرف تا دمای ۳۸۰ تا ۴۳۰ درجه سانتیگراد گرم شده و مرتباً تمیز میشود.
- بیلتها برای رفع عیوب بررسی شده و بر اساس ضخامت دیواره (≥1.4 میلیمتر: 440-540 درجه سانتیگراد؛ <1.4 میلیمتر: 400-540 درجه سانتیگراد) گرم میشوند.
- فشار اولیه اکستروژن نباید از ۲۱۰ کیلوگرم بر سانتیمتر مربع تجاوز کند؛ فشار برای گاززدایی ۱۱۰ تا ۱۶۰ کیلوگرم بر سانتیمتر مربع آزاد میشود. دمای خروجی باید ≥۵۰۰ درجه سانتیگراد باشد و ضخامت لبه باید بین ۱۵ تا ۳۰ میلیمتر کنترل شود.
کوئنچینگ و پیری
اینها مراحل حیاتی برای بهبود خواص مکانیکی هستند. برای آلیاژ ۶۰۶۳ (تمپر T6)، خنکسازی با هوای فشرده با سرعت خنکسازی ≥۸۰ درجه سانتیگراد در دقیقه تا زیر ۱۷۰ درجه سانتیگراد مورد نیاز است. آلیاژ ۶۰۶۱ را میتوان با استفاده از هوای قوی، مه آب یا خنکسازی با آب کوئنچ کرد. پیرسازی به عناصر آلیاژی اجازه میدهد تا رسوب کنند و استحکام را به طور قابل توجهی بهبود بخشند.
6.2روشهای اصلی عملیات سطحی
| روش درمان | اصل فرآیند | ویژگیهای عملکرد | محدودیتها | کاربردهای معمول |
| آنودایزینگ | تشکیل یک لایه اکسید آلومینیوم متراکم از طریق واکنش الکتروشیمیایی (ضخامت ۵ تا ۲۵ میکرومتر) | سختی بالا، مقاومت عالی در برابر خوردگی و سایش، قابلیت رنگآمیزی در رنگهای مختلف، عمر مفید تا 20 سال | غیر رسانا، یکنواختی رنگ حساس به کنترل فرآیند | اجزای معماری، هیت سینکهای الکترونیکی |
| پوشش پودری | اعمال الکترواستاتیک پودر و به دنبال آن پخت در دمای ۱۸۰ تا ۲۰۰ درجه سانتیگراد | طیف گستردهای از رنگها و پرداختها (مات، براق)، مقاومت عالی در برابر آب و هوا، ضد محو شدن، بدون حلال، سازگار با محیط زیست | سایههای روشن ممکن است محو شوند، ممکن است نقصهای سطحی (پوست پرتقالی شدن، جدا شدن پودر) رخ دهد | دیوارهای پردهای، امکانات فضای باز |
| عملیات مکانیکی سطح | برس زدن، صیقل دادن، سندبلاست کردن برای ایجاد بافتهای متمایز | برس زدن خراشها را پنهان میکند، صیقل دادن سطحی آینهای ایجاد میکند، سندبلاست سطحی مات و غیر بازتابنده ایجاد میکند | — | قطعات تزئینی، تجهیزات دقیق |
| پوشش الکتروفورتیک | ذرات پوشش تحت میدان الکتریکی رسوب داده میشوند تا لایهای صاف و یکنواخت تشکیل دهند | چسبندگی قوی، مقاومت در برابر ضربه، پوششدهی کاملتر در مقایسه با آنودایزینگ | گزینههای رنگی محدود (نقرهای، شامپاینی، مشکی)، ممکن است تنوع رنگ رخ دهد | درها و پنجرههای معماری، پروفیلهای مبلمان |
| آندایزینگ رسانا | تشکیل لایه اکسید نازک (0.5-5 میکرومتر) | رسانایی الکتریکی را حفظ کرده و در عین حال محافظت اولیه را فراهم میکند | — | قطعات الکترونیکی |
| چاپ انتقال دانه چوب | شبیهسازی بافتهای چوب طبیعی روی سطح پروفیل | افزایش جذابیت تزئینی، ترکیب عملکرد آلومینیوم با زیباییشناسی چوب | — | مبلمان، دکوراسیون معماری |

6.3ابزار و تجهیزات اصلی
- قالبهای اکستروژنابزار ماهیچهای برای شکلدهی پروفیل، طراحی سفارشی بر اساس هندسه سطح مقطع؛ کیفیت قالب مستقیماً دقت ابعادی و دقت شکل را تعیین میکند و برای جلوگیری از عیوب مربوط به سایش، نیاز به نگهداری منظم دارد.
- فیکسچرها و سیستمهای گیره: برای موقعیتدهی و ایمنسازی پروفیلها در حین ماشینکاری استفاده میشود؛ طراحی مناسب، موقعیتدهی دقیق را تضمین میکند، از حرکت و لرزش جلوگیری میکند، تلرانسهای دقیق و ثبات دستهای را حفظ میکند و از عمر ابزار محافظت میکند.
- ابزارهای برششامل تیغه اره، مته، فرز، قلاویز و برقو؛ ابزارها باید دقت بالا و سطح نهایی عالی داشته باشند، با مواد، پوشش و هندسه برش بهینه برای آلومینیوم؛ ابزارهای تخصصی و روانکنندههای اختصاصی به دلیل تمایل آلومینیوم به چسبیدن به ابزارها در سرعتها و دماهای بالا توصیه میشوند.
6.4تجهیزات پردازش متداول
- مراکز ماشینکاری اسپیندل برقی پرسرعتقابلیت ماشینکاری چند جهته در محدوده ۱۸۰ درجه در اطراف سطح اکسترود شده؛ میتواند تا سه ضلع پروفیل مربع را در یک چیدمان واحد پردازش کند، مناسب برای نیازهای ماشینکاری پیچیده.
- ماشینهای اختصاصی پروفیل آلومینیومماشینهای سادهشده برای عملیات برش و سوراخکاری؛ کاربری آسان، مناسب برای پردازش اجزای با ساختار ساده.
- ماشینهای برش آلومینیومطراحی شده مخصوص پروفیلهای آلومینیومی؛ دقت برش بالا، لبههای بدون پلیسه، مناسب برای مقاطع و ضخامتهای مختلف، پشتیبانی از برش با طول ثابت برای درها، پنجرهها و پیشپردازش قاب.
- ماشین آلات خم پروفیل آلومینیومبرای خم کردن پروفیلها با کنترل دقیق زاویه (قابل تنظیم از 0 تا 180 درجه) استفاده میشود؛ میتواند پروفیلهای جدار نازک و ضخیم را به شکل قوس، زاویه قائمه و سایر اشکال پیچیده پردازش کند و الزامات طراحی معماری و صنعتی را برآورده سازد.

6.5عوامل کلیدی در ماشینکاری پروفیل
- انتخاب تجهیزاتماشینآلات باید بر اساس پیچیدگی فرآیند و هندسه قطعه انتخاب شوند تا از سازگاری با ابزار مورد نیاز، کیفیت پایدار و چرخههای تولید بهینه اطمینان حاصل شود.
- کنترل سایش ابزارروانکاری مؤثر، سیستمهای تخلیه براده و نگهداری منظم، سایش ابزار را کاهش میدهد، دقت ماشینکاری را حفظ میکند و عمر ابزار را افزایش میدهد.
- نظارت بر فرآیندسیستمهای نظارت بر ماشینکاری و ثبت دادهها، قابلیت ردیابی کامل را فراهم میکنند و تضمین میکنند که تمام قطعات تحت پارامترهای ثابتی برای تولید پایدار و قابل اعتماد پردازش میشوند.
- تضمین ایمنیتجهیزات کاملاً خودکار، تماس اپراتور با اجزای متحرک را به حداقل میرسانند؛ در هر مرحله از فرآیند، تجهیزات حفاظت فردی مناسب مورد نیاز است.
6.6روشهای پردازش ثانویه (عمیق)
- ماشینکاری CNCمناسب برای قطعات با دقت بالا، قادر به تولید سوراخها و شیارهای پیچیده با تلرانس تا ±0.01 میلیمتر؛ 6061 به دلیل سختی بالاتر، به سرعت برش کمی پایینتری نسبت به 6063 نیاز دارد؛ کاربردهای معمول آن شامل کانکتورهای دقیق و محفظههای الکترونیکی است.
- برش و سوراخکاریروشهای برش شامل ارهکاری و برش لیزری است؛ برش لیزری دقت بالا و لبههای صافی را ارائه میدهد که برای پروفیلهای دیواره نازک یا پیچیده ایدهآل است؛ سوراخکاری نیاز به نرخ پیشروی کنترلشده دارد و پروفیلهای دیواره نازک باید بهطور ایمن گیره شوند تا از تغییر شکل و کیفیت پایین سوراخ جلوگیری شود.
- خمکاری و جوشکاری۶۰۶۱ جوشپذیری بهتری نسبت به ۶۰۶۳ دارد و برای بازیابی استحکام نیاز به عملیات حرارتی پس از جوشکاری دارد؛ ۶۰۶۳ بیشتر مستعد ترک خوردن در حین جوشکاری است و نیاز به انتخاب دقیق فرآیند دارد.
7.0زمینههای کاربرد اصلی پروفیلهای آلومینیومی
- صنعت ساخت و ساز: مورد استفاده در سیستمهای دیوار پردهای، درها و پنجرهها، سازههای نصب خورشیدی، پلها، استادیومها، قابهای ساختمانهای بلند، قرنیزها و غیره. پروفیلهای در و پنجره ترمال بریک، همراه با نوارهای عایق، عملکرد حرارتی و صوتی عالی ارائه میدهند و الزامات ساختمانهای مدرن با بهرهوری انرژی را برآورده میکنند.
- صنعت حمل و نقلدر شاسی هواپیما و خودرو، سیستمهای خنککننده و اجزای داخلی کاربرد دارد. خواص سبک وزن به بهبود راندمان سوخت کمک میکند، در حالی که آلیاژهای آلومینیوم با استحکام بالا به طور گسترده در کاربردهای هوافضا برای کاهش وزن و افزایش عملکرد استفاده میشوند.
- صنعت الکترونیک و برق: معمولاً برای هیت سینکها، محفظههای تجهیزات و سیستمهای مدیریت کابل استفاده میشود. رسانایی حرارتی بالا و خواص محافظ الکترومغناطیسی از قطعات الکترونیکی حساس محافظت میکند و در عین حال راندمان اتلاف گرما را بهبود میبخشد.
- صنعت انرژیهای نومورد استفاده در سیستمهای نصب پنل خورشیدی و اجزای توربین بادی. مقاومت در برابر شرایط آب و هوایی شدید و قابلیت بازیافت به خوبی با الزامات پایداری بخش انرژیهای تجدیدپذیر مطابقت دارد.
- صنعت و ماشین آلات: در قابهای ماشین، میزهای کار، سیستمهای نقاله و محفظههای ایمنی صنعتی کاربرد دارد. سیستمهای پروفیل آلومینیومی مدولار، مونتاژ و پیکربندی مجدد سریع را امکانپذیر میکنند و از انعطافپذیری مورد نیاز خطوط تولید خودکار پشتیبانی میکنند.
- صنعت دکوراسیون و مبلمان: در ویترینها، قابهای مبلمان و چراغهای تزئینی LED استفاده میشود. پروفیلهای آلومینیومی زیباییشناسی را با کارایی ترکیب میکنند و میتوانند برای مطابقت با سبکهای مختلف طراحی و محیطهای داخلی، سطح آنها عملیات حرارتی شود.


8.0کنترل کیفیت و نگهداری پروفیلهای آلومینیومی
8.1استانداردهای کیفیت و بازرسی
- انطباق با استانداردهاتولید مطابق با استانداردهای شناخته شده بینالمللی، از جمله ISO 9001 (سیستمهای مدیریت کیفیت)، ISO 14001 (سیستمهای مدیریت زیستمحیطی) و استانداردهای مربوطه EN، ASTM و DIN برای پروفیلهای آلومینیومی انجام میشود و کنترل دقیق بر مقاومت مکانیکی، تلرانسهای ابعادی و دوام طولانی مدت را تضمین میکند.
- روشهای آزمایشآزمایشهای منظم شامل آزمایش استحکام کششی، آزمایش سختی و آزمایش مقاومت در برابر خوردگی است. کنترل فرآیند آماری و نظارت بر زمان واقعی برای اطمینان از ثبات و ثبات تولید اجرا میشوند.
- صدور گواهینامه و انطباق: از گواهینامه شخص ثالث برای تأیید انطباق محصول استفاده میشود و تضمین کیفیت قابل اعتمادی را برای سناریوهای مختلف کاربردی ارائه میدهد.
8.2دستورالعملهای نگهداری روزانه
پروفیلهای آلومینیومی به حداقل نگهداری نیاز دارند. تمیز کردن روتین با آب تمیز یا مواد شوینده خنثی برای از بین بردن گرد و غبار و بقایای روغن کافی است. باید از مواد تمیزکننده خورنده اجتناب شود. برای کاربردهای فضای باز، پوششهای سطحی باید به صورت دورهای بازرسی شوند و هرگونه آسیب باید به سرعت تعمیر شود تا عمر مفید افزایش یابد.
مرجع
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



