
- 1.0دستگاه پرس مهر چیست؟
- 2.0انواع فریم: پرسهای C-Frame در مقابل پرسهای Straight-Side
- 3.0پرسهای مکانیکی: سیستمهای عملیاتی و محرک
- 4.0پرسهای هیدرولیک: انعطافپذیری و کنترل نیرو
- 5.0انتخاب مطبوعات مناسب
- 6.0مزایای پردازش کویل
- 7.0مکانیسمهای تغذیه پرس
- 8.0پردازش ضایعات
- 9.0کاربردهای پرسهای مهرزنی در صنایع مختلف
- 10.0نتیجهگیری
- 11.0سوالات متداول (FAQ)
پرسهای مهرزنی در قلب ساخت ورقهای فلزی مدرن قرار دارند و مواد مسطح را با دقت، کارایی و حداقل ضایعات به محصولات نهایی تبدیل میکنند. این راهنمای جامع، انواع اصلی پرسهای مهرزنی، اجزای اصلی آنها، مکانیسمهای محرک، معیارهای انتخاب پرس و سیستمهای مدرن پردازش کویل را بررسی میکند.
1.0دستگاه پرس مهر چیست؟
پرسهای پرسکاری از نیروی یک قوچ متحرک (یا کشویی) برای انتقال تناژ به ابزار خاص به منظور شکلدهی به محصول استفاده میکنند. این فرآیند اغلب منجر به ضایعات کم یا بدون ضایعات میشود و به حداقل مداخله اپراتور نیاز دارد. بسته به پیچیدگی قطعه، هندسه و مقیاس تولید، طیف گستردهای از اندازهها و انواع پرس مورد استفاده قرار میگیرد.
نیروی حرکتی از مطبوعات به صورت مکانیکی یا هیدرولیکی نیرو میگیرد. قالبگیریهای ساده و تکبعدی را میتوان با پرسهای رومیزی جمعوجور که تنها پنج تن نیرو تولید میکنند، انجام داد. در مقابل، قطعات بزرگ و پیچیده به پرسهایی با ظرفیت هزاران تن نیاز دارند. سرعت پرس بهطور قابلتوجهی متفاوت است، از 10 تا 18 ضربه در دقیقه برای کاربردهای استاندارد تا 1800 ضربه در دقیقه در سیستمهای پرسرعت.


2.0انواع فریم: پرسهای C-Frame در مقابل پرسهای Straight-Side
پرسهای هیدرولیکی و مکانیکی بر اساس نوع قابی که اجزای متحرک روی آن نصب شدهاند، طبقهبندی میشوند. دو نوع رایج قاب پرس عبارتند از:
2.1پرس Gap-Frame (C-Frame)
The پرس فریم «سی» دسترسی آسان به سه طرف ناحیه قالب را فراهم میکند، به فضای کمتری نیاز دارد و اغلب مقرون به صرفهتر است، به خصوص در محدودههای بین ۳۵ تا ۶۰ تن. با این حال، به دلیل قاب باز آن، قاب C مستعد عدم همترازی زاویهای است زیرا سازه تحت بار خم میشود. اگرچه همیشه مشکلساز نیست، اما این امر میتواند برای کاربردهای خاص، قابهای سنگینتر (و گرانتر) را ضروری کند.
یک نوع محبوب آن است پرس شیبدار پشت باز (OBI)که قاب را به سمت عقب کج میکند تا قطعه یا ضایعات راحتتر خارج شوند. روش دیگر، پرس ثابت پشت باز (OBS) بیشتر مورد استفاده قرار میگیرد و قطعات یا ضایعات را با استفاده از انفجارهای هوای زمانبندی شده، دستگاههای مکانیکی یا نوار نقاله تخلیه میکند.
2.2پرس مستقیم
پرسهای مستقیم دارای ستونهای عمودی یا قائم هستند که انحراف زاویهای را از بین میبرند. این موارد باعث افزایش طول عمر قالب و دقت قطعه میشوند.
چهار جزء اصلی یک پرس مستقیم عبارتند از:
- تاج: از موتور، فلایویل و مکانیزمهای محرک پشتیبانی میکند
- ستونها: از تاج پشتیبانی میکند و شامل گیرههایی برای ترازبندی و هدایت است
- تخت: به عنوان پایه سازه عمل میکند
- تقویت کننده: برای پشتیبانی و تقویت تنظیمات قالب، روی تخت نصب شده است

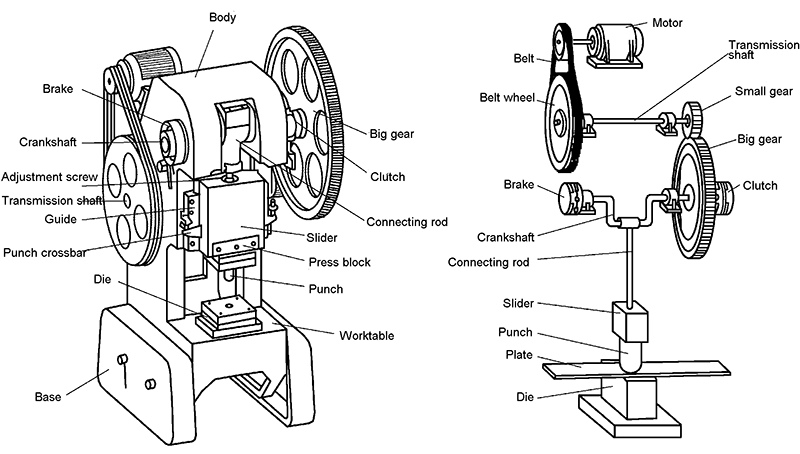
3.0پرسهای مکانیکی: سیستمهای عملیاتی و محرک
پرسهای مکانیکی با استفاده از یک موتور الکتریکی که یک چرخ لنگر را میچرخاند، کار میکنند. چرخ لنگر تا زمانی که توسط یک کلاچ درگیر شود، به دور میل لنگ میچرخد و انرژی را از طریق یک سیستم انتقال قدرت به اسلاید یا رام منتقل میکند.
3.1اجزای کلیدی:
- کلاچ: انرژی چرخ طیار را به میل لنگ منتقل می کند.
- سیستم ترمز: هنگام آزاد بودن، قوچ را در موقعیت خود نگه میدارد.
3.2ظرفیت نیرو
ظرفیت نیرو به تناژ اعمال شده در فاصله مشخص از پایین ترین نقطه کورس اشاره دارد که تحت تأثیر موارد زیر قرار دارد:
- سرعت فلایویل
- ظرفیت گشتاور سیستم انتقال قدرت
توجه: نسبت دنده در پرسهای دندهای، نیرو را افزایش نمیدهند، اما به بهینهسازی سرعت چرخ طیار برای افزایش ظرفیت گشتاور کمک میکنند.
3.3پرسهای مکانیکی پرسرعت
پرسهایی که قادر به ۳۰۰ ضربه در دقیقه یا بیشتر باشند، پرسهای پرسرعت محسوب میشوند. برای تولید کم حجم و با حجم بالا، سرعتها میتوانند تا ... ۱۴۰۰ ضربه در دقیقه.
3.4تغییرات سیستم انتقال قدرت
سه نوع چیدمان اصلی سیستم انتقال قدرت مکانیکی وجود دارد:
3.5سیستم محرک مستقیم
- موتور محرک، چرخ لنگر را مستقیماً از طریق سیستم تسمه میچرخاند.
- ارائه میدهد بالاترین سرعت, اتلاف انرژی کمتر، و نگهداری آسان.
- عیب: برای دستیابی به نیروی شکلدهی کامل، باید با حداکثر سرعت کار کند و میتواند به دلیل گشتاور روی یک سر میللنگ، باعث ناهمترازی زاویهای شود.
3.6سیستمهای انتقال قدرت دندهای
- شامل کردن تک دنده یا دو دنده کاهشها و چرخ دنده های خارج از مرکز.
- رفع ناهمترازی زاویهای.
- ارائه قدرت بیشتر برای شکلدهی قطعات بزرگ یا عمیق کشیده شده.
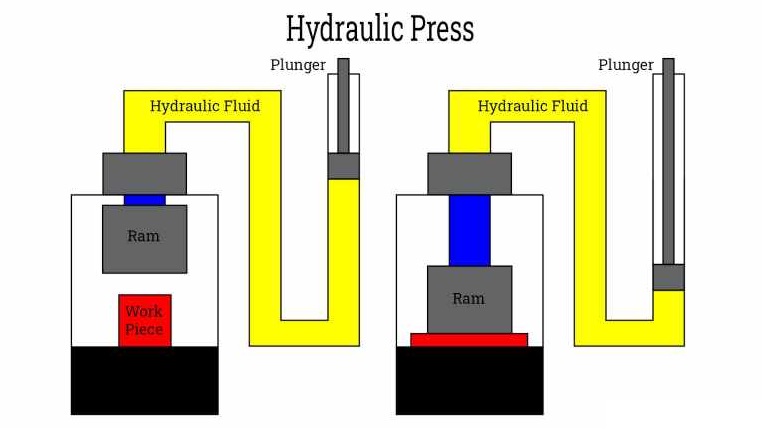
4.0پرسهای هیدرولیک: انعطافپذیری و کنترل نیرو
اگرچه پرسهای مکانیکی بازار را در دست دارند، پرسهای هیدرولیک به دلیل انعطافپذیریشان، محبوبیت زیادی پیدا کردهاند.
4.1مزایای پرسهای هیدرولیک:
- تناژ کامل موجود است در هر موقعیت ضربه ای.
- ایدهآل برای عمیق نقاشی که در اوایل ضربه به نیرو نیاز دارد.
- قابل تنظیم سکته فاصله بین قطعات را بین چرخهها بهبود میبخشد.
- از پیش تعیین شده فشار ارتفاع قالب و ضخامت مواد مختلف را در خود جای میدهد.
پرسهای هیدرولیک فعال میشوند کنترل بهترکه آنها را برای کاربردهایی که شامل قطعات بزرگ یا نامنظم هستند، مناسب میکند.
5.0انتخاب مطبوعات مناسب
هیچ ماشین چاپ واحدی وجود ندارد که تمام نیازهای کاربردی را برآورده کند. انتخاب شامل مصالحه بین عملکرد، هزینه و خواستههای عملیاتی است.
5.1عوامل انتخاب اولیه:
- اندازه مطبوعات
- ظرفیت نیرو
- در دسترس بودن انرژی
- سرعت و میزان ضربه
5.2ملاحظات اضافی:
- اندازه و پیچیدگی قطعات کار
- تعداد عملیات مهر زنی
- حجم تولید و نرخ چرخه
- تلرانسهای مورد نیاز و پرداخت سطح
- هزینه کل سیستم (شامل اتوماسیون و کنترل)
همچنان که عملیات خودکارتر میشوند، کنترلهای سیانسی و سیستمهای حالت جامد به همین ترتیب، سیستمهای تغذیه مواد باید با سرعت و ظرفیت پرس مطابقت داشته باشند تا بهرهوری حفظ شود.
6.0مزایای پردازش کویل
عملیات مهرزنی با حجم بالا به طور فزایندهای به ... متکی است. تغذیه کویل برای به حداکثر رساندن بهرهوری. مدرن سیستمهای تغذیه کویل تحویل مداوم مواد، کاهش جابجایی دستی و به حداقل رساندن فضای کف و نیاز به نیروی کار، آنها را برای خطوط پرس خودکار ایدهآل میکند.
یک راه حل به ویژه کارآمد این است که سیستم صاف کننده و تغذیه کننده رول بازکن سه در یک، که ادغام میکند باز کردن کلاف، صاف کردن و تغذیه در یک واحد جمع و جور. این طراحی، تنظیم خط را ساده میکند، زمان تغییر کویل را کوتاه میکند و عملکرد هماهنگ با پرس مهر زنی را تضمین میکند.
6.1توابع خط پردازش کویل
یک سیستم کامل پردازش کویل معمولاً شامل موارد زیر است:
- باز کردن کلاف ورق فلزی از رول
- صاف کردن/همسطح کردن برای از بین بردن انحنای مجموعه کویل
- تغذیه به مطبوعات
- پردازش قراضه برای مدیریت پسماند
برای انجام این عملکردها، از پیکربندیهای مختلف تجهیزات استفاده میشود:
- قرقرههای پرداخت سیم پیچ فلزی را نگه دارید و از حالت پیچشی خارج کنید.
- گهوارههای کویل برای کار با مواد ضخیمتر یا موادی که به پرداخت کمتری نیاز دارند، مناسب هستند.
- صاف کنندهها یا ترازکنندهها از غلتکهای قابل تنظیم برای از بین بردن انحنا استفاده کنید و از ورود ورق صاف به داخل قالب اطمینان حاصل کنید.
در بسیاری از خطوط مهرسازی پیشرفته، الف دستگاه صاف کننده و تغذیه کننده رول بازکن سه در یک جایگزین ماشینهای جداگانه میشود و یک راهحل صرفهجویی در فضا و کاملاً هماهنگ ارائه میدهد. این سیستمهای همهکاره دقت تغذیه را بهبود میبخشند و عدم تراز را کاهش میدهند، بهویژه در کاربردهای با سرعت بالا یا دقیق مفید هستند.
جزئیات تجهیزات:
- تسویه حساب حلقه را نگه دارید و فلز را از کلاف خارج کنید.
- کویل گهواره ها برای مواد ضخیمتر یا غیر حساس به پرداخت استفاده میشوند.
- صاف کننده ها یا ترازکنندهها انحنای صحیح را از طریق غلتکهای قابل تنظیم ایجاد کنید و از ورود مواد صاف به قالب اطمینان حاصل کنید.

7.0مکانیسمهای تغذیه پرس
سیستمهای تغذیه خودکار، نیروی کار را کاهش و کارایی را افزایش میدهند. انواع آنها عبارتند از:
7.1فید اسلاید
گیرهها، سیمپیچ را تا فاصلهی مشخصی حرکت میدهند، رها میکنند و برای چرخهی بعدی برمیگردند.
7.2فیدهای رول
- رایجترین سیستم.
- غلتکهای متناوباً مخالف، مواد را تغذیه میکنند.
- به کویل اجازه میدهد تا در طول ضربه پرس مکث کنید.
- اغلب به صورت پنوماتیکی یا هیدرولیکی تغذیه میشود.
7.3تغذیه سروو (کنترل دیجیتالی)
غلتکهای مستقل با نیروی محرکه اجازه میدهند:
- تغذیه با حرکات آهسته
- زیگزاگ الگوها
- فیدهای نوسانی
- فیدهای شاتل
سیستمهای سروو-محور ارائه میدهند کنترل دقیق، افزایش تعداد ضربات در دقیقه، و ضایعات را کاهش دهید.


8.0پردازش ضایعات
تمام خطوط پرسکاری کویل مقداری ضایعات تولید میکنند. این ضایعات را میتوان از دو طریق مدیریت کرد:
- قراضه یکپارچه بیرون راندن از طریق قالب مهر زنی
- سیستمهای ضایعات خارجی، یا با فشار یا با نیروی مستقل
9.0کاربردهای پرسهای مهرزنی در صنایع مختلف
پرسهای پرسکاری به دلیل تطبیقپذیری، سرعت و توانایی تولید قطعات با دقت بالا در مقیاس بزرگ، در طیف وسیعی از صنایع ضروری هستند.
- صنعت خودروشاید بزرگترین مصرفکننده فناوری پرسکاری، بخش خودروسازی باشد که از پرسها برای ساخت پنلهای بدنه، براکتها، تقویتکنندهها و اجزای شاسی استفاده میکند. پرسهای مکانیکی پرسرعت معمولاً برای تولید قطعاتی با هندسه و پرداخت ثابت استفاده میشوند.
- تولید لوازم خانگیدر بخش لوازم خانگی، پرسهای پرسکاری، محفظهها، پنلهای کنترل، قابهای نگهدارنده و قطعات داخلی یخچال، فر، ماشین لباسشویی و موارد دیگر را تولید میکنند. توانایی کار با ورقهای بزرگ در این کاربرد بسیار مهم است.
- قطعات الکترونیکی و الکتریکیپرسهای پرسکاری دقیق، ترمینالها، کانکتورها، قطعات محافظ و صفحات تماس مورد استفاده در بردهای مدار و مجموعهها را تشکیل میدهند. پرسهای پرسرعت به دلیل تواناییشان در تولید قطعات کوچک و ظریف در حجم بالا مورد توجه هستند.
- هوافضا و دفاعقطعات هواپیما، تقویتکنندههای سازهای و براکتهای سفارشی اغلب با پرسهای مستقیم یا هیدرولیکی ساخته میشوند که دقت و نیروی بالاتری را در کورسهای طولانیتر ارائه میدهند.
- ساخت و ساز و تهویه مطبوعپرسهای پرسکاری، اجزای کانالکشی، براکتها، پنلها و پروفیلهای معماری را شکل میدهند. خطوط تغذیه خودکار، خروجی ثابتی را در این صنایع با ضخامتهای مختلف مواد تضمین میکنند.
10.0نتیجهگیری
پرسهای پرسکاری، ماشینهای متنوع و با کارایی بالایی هستند که برای تولید مدرن ضروری هستند. انتخاب بین سیستمهای مکانیکی و هیدرولیکی، انتخاب نوع فریم مناسب و پیادهسازی سیستمهای پیشرفته تغذیه کویل، همگی نقشهای حیاتی در بهرهوری و کیفیت قطعه ایفا میکنند. با تکامل اتوماسیون و کنترلهای دیجیتال، قابلیتهای پرسکاری نیز افزایش مییابد و فرآیندهای پرسکاری سریعتر، انعطافپذیرتر و مقرونبهصرفهتر را در صنایع مختلف به ارمغان میآورد.
11.0سوالات متداول (FAQ)
تفاوت بین پرس مکانیکی و پرس هیدرولیکی چیست؟
پرسهای مکانیکی سریعتر و برای مهرزنی با سرعت بالا ایدهآل هستند، در حالی که پرسهای هیدرولیکی نیروی کامل را در سراسر مسیر حرکت اعمال میکنند و برای کشش عمیق و اشکال پیچیده مناسبتر هستند.
چگونه میتوانم بین پرس C-frame و پرس مستقیم یکی را انتخاب کنم؟
پرسهای C-frame جمعوجورتر و اقتصادیتر هستند اما ممکن است در زیر بارهای سنگین دچار انحراف شوند. پرسهای مستقیم دقت بهبود یافته و پشتیبانی بیشتری را برای عملیات بزرگ یا پرفشار ارائه میدهند.
دستگاههای پرس استمپینگ با چه موادی میتوانند کار کنند؟
مواد رایج شامل فولاد نرم، فولاد ضد زنگ، آلومینیوم، مس و فلزات روکشدار هستند. ضخامت، استحکام کششی و ویژگیهای شکلدهی مواد باید با نوع پرس مناسب مطابقت داشته باشد.
چرا تغذیه کویلی نسبت به تغذیه دستی ترجیح داده میشود؟
تغذیه کویل، تولید بدون وقفه را تضمین میکند، زمان جابجایی را کاهش میدهد، ایمنی را بهبود میبخشد و سرعتهای بالاتر را امکانپذیر میسازد، بهویژه در عملیات با حجم زیاد.
آیا میتوان پرسها را خودکار کرد؟
بله، اکثر دستگاههای پرس مدرن میتوانند با سروو تغذیه، رباتهای کنترل قطعات، تعویضکنندههای قالب و کنترلکنندههای پرس مبتنی بر CNC کاملاً خودکار شوند.
منابع
https://pavithrasprings.com/press-components.html
https://www.iqsdirectory.com/articles/hydraulic-press.html




