
برشکاری یک فرآیند اساسی در ساخت ورق فلزی است که امکان برش سریع و بدون براده فلزات را به اشکال خاص فراهم میکند. چه یک صنعتگر، تکنسین یا مبتدی در حال یادگیری فلزکاری باشید، درک نحوه کار برشکاری، ماشین آلات مورد استفاده و نحوه ایمن ماندن ضروری است.
در این مقاله، شما را با هدف، مزایا، ابزارها، عملیات و رویههای ایمنی قیچی کردن پشم آشنا خواهیم کرد.
1.0برشکاری در فلزکاری چیست؟
برشکاری یک روش برش بدون براده برای ورقهای فلزی و مقاطع فولادی است. این روش برشهای مستقیم یا منحنی را در طولهای قابل انتخاب و بدون برداشتن مواد ایجاد میکند.
مزایای قیچی کردن نسبت به اره یا قلمزنی:
- بدون اتلاف مواد در حین برش
- ترازبندی دقیق در امتداد خطوط ترسیم شده
- حداقل نیاز به پرداخت نهایی روی سطوح برش خورده
- سرعت برش سریعتر
- مسیرهای برش مستقیم یا منحنی
تکنیکهای رایج قیچی کردن عبارتند از:
- برش
- قطع کردن
- برش
- مشت زدن
2.0انواع ابزار و ماشین آلات برش
ابزارهای مختلفی برای برش بر اساس ضخامت مواد و سبک برش استفاده میشوند. در زیر رایجترین انواع قیچیها آمده است:
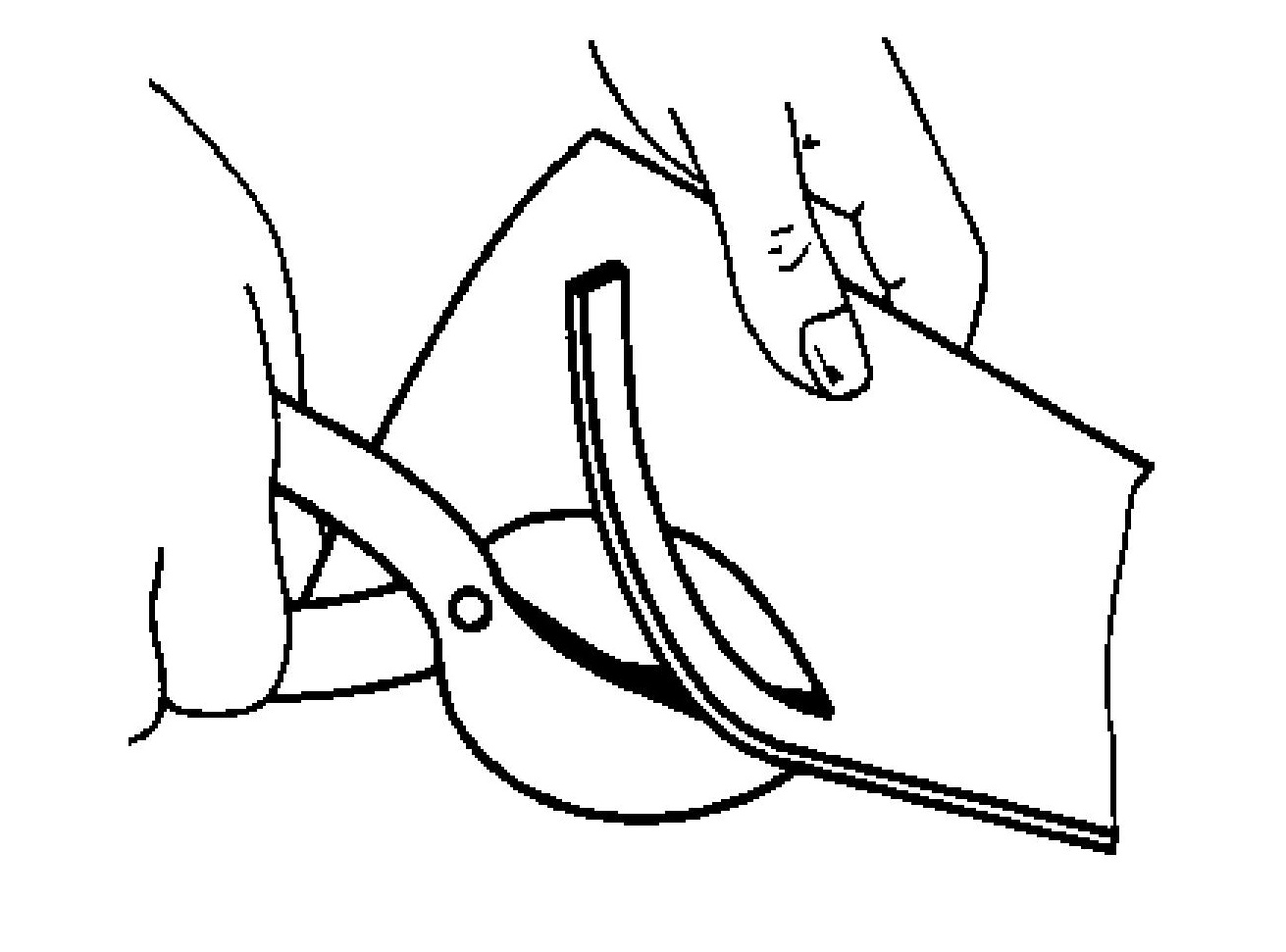
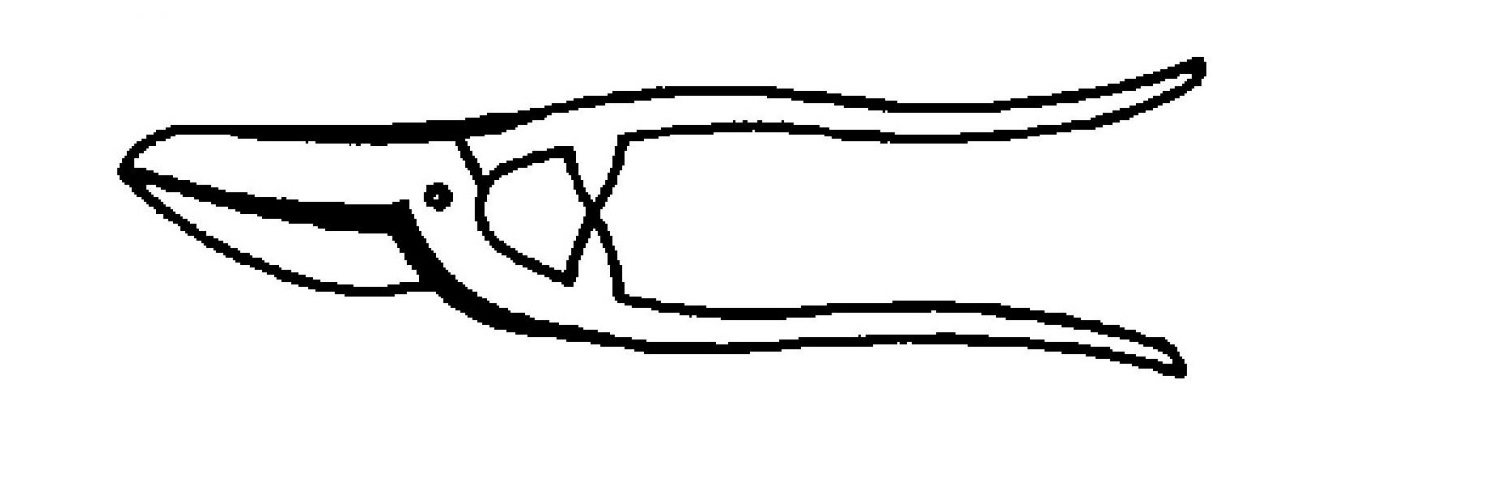
2.1قیچی حلبیسازان
برای برشهای کوتاه مستقیم یا منحنی روی ورقهای نازک فلزی استفاده میشود.
حداکثر ضخامت برش:
- فولاد – ۰.۷ میلیمتر
- برنج – ۰.۸ میلیمتر
- مس – ۱.۰ میلیمتر
- آلومینیوم - ۱.۰ تا ۲.۵ میلیمتر
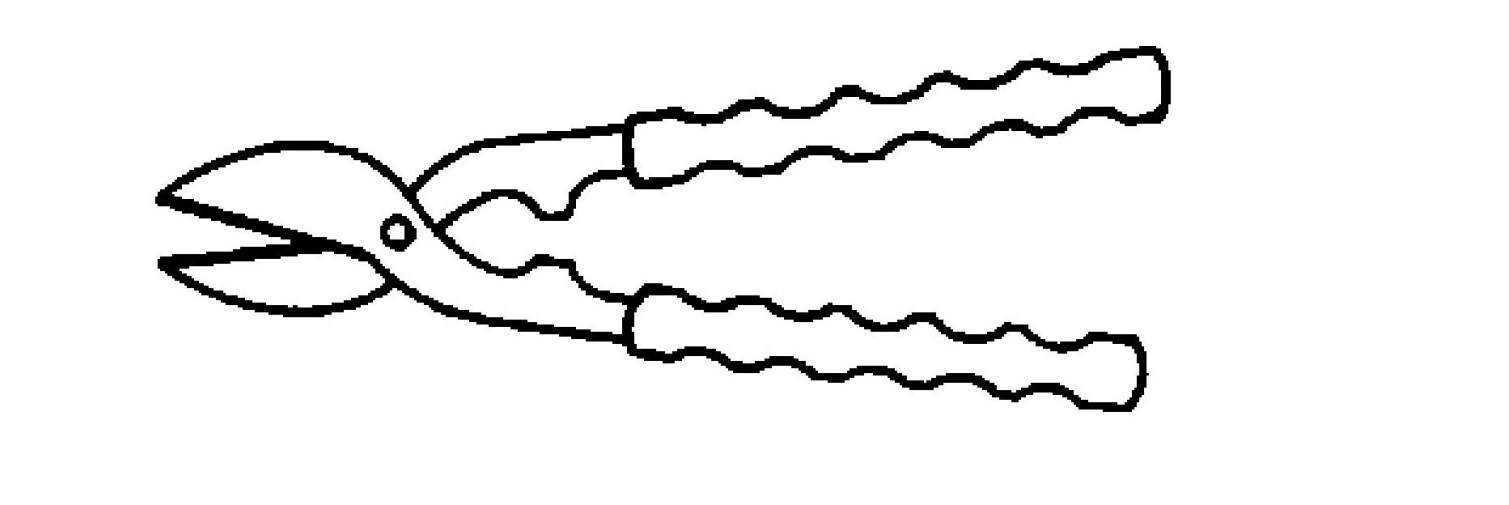
2.2قیچی حلبیسازان
طراحی شده برای برشهای مستقیم و طولانی در ورقهای نازک. برای ایمنی، مواد از زیر دست عبور میکنند.
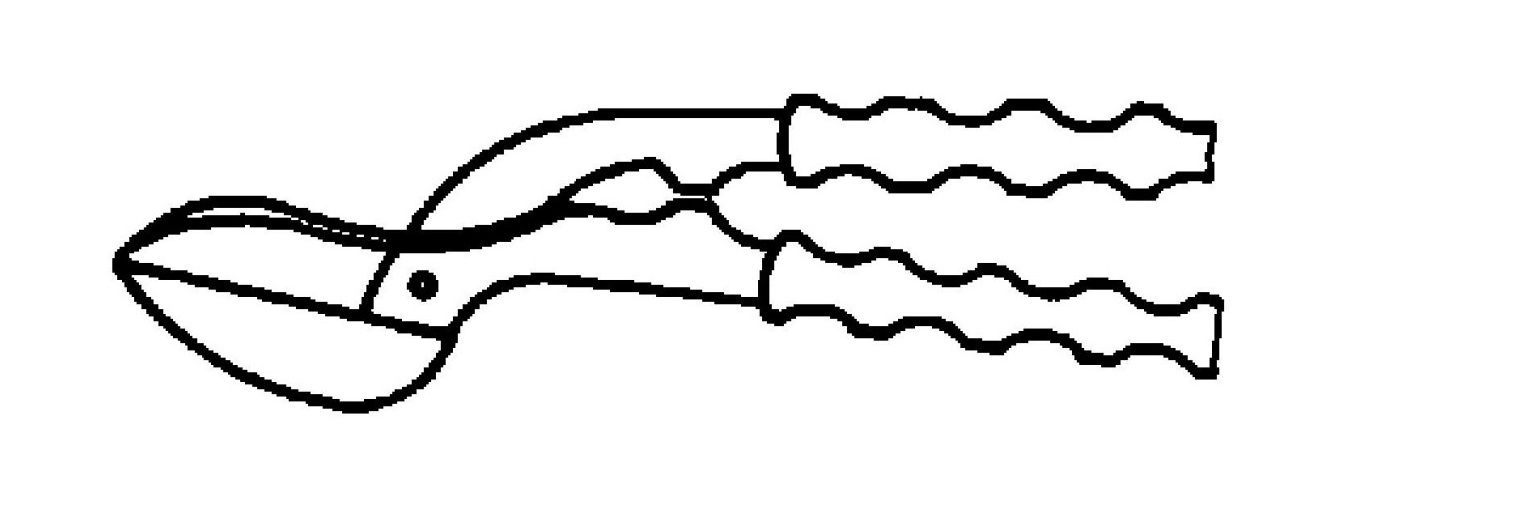
2.3برش سوراخ
برای برشهای منحنی در فلز نازک استفاده میشود. تیغه منحنی یک طرفه برای برشهای مستقیم مناسب نیست.
2.4برش منحنی
ایدهآل برای برشهای دایرهای یا منحنی در ورقهای نازک تا ضخامت متوسط تا ۴ میلیمتر. ورق را میتوان در حین برش چرخاند.
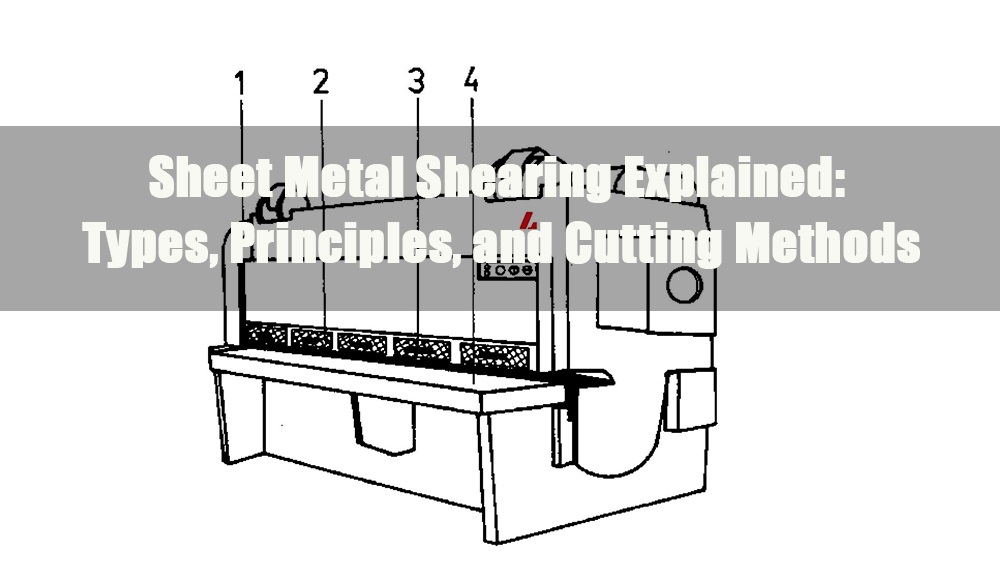
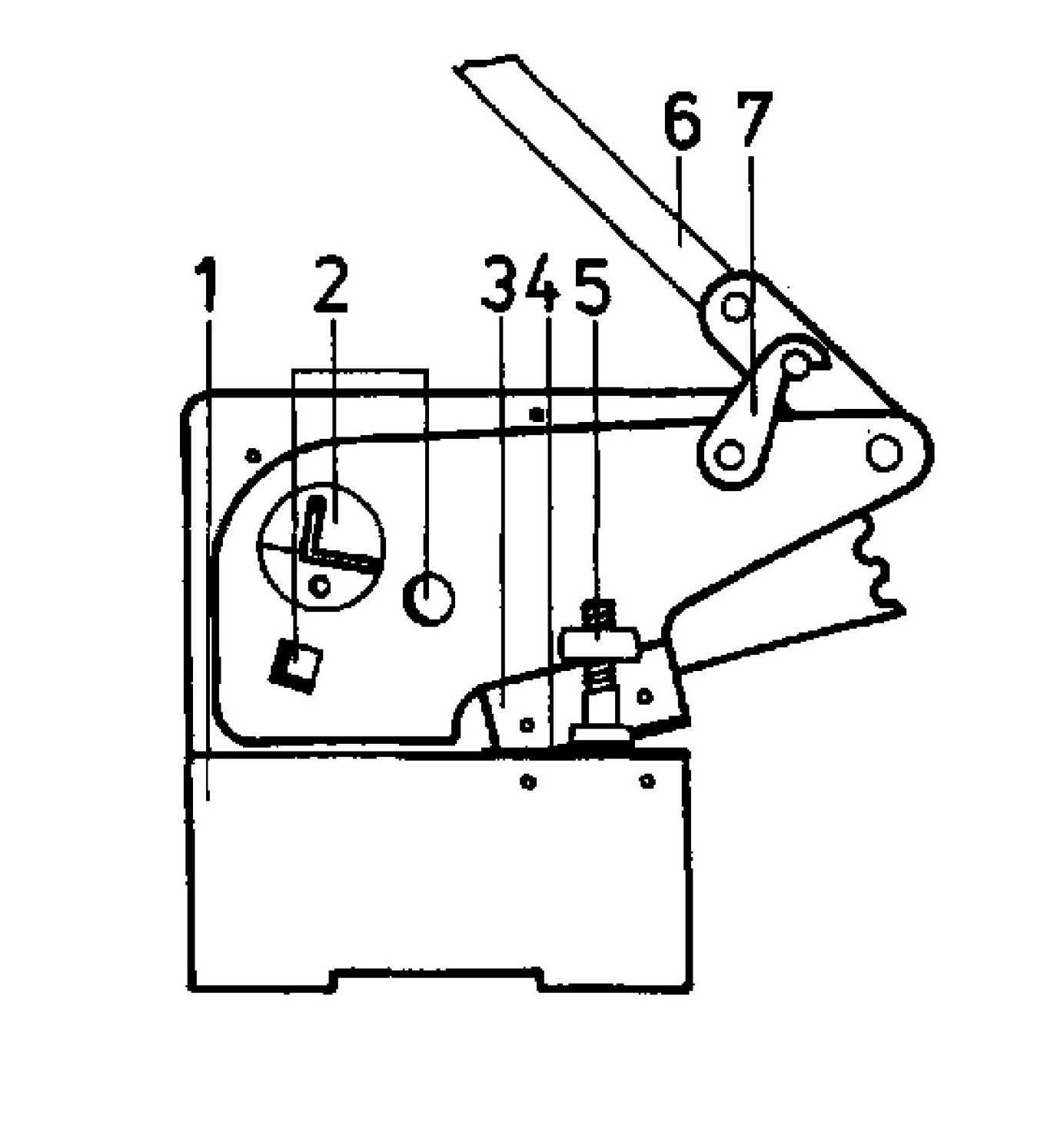
2.5دستگاه گیوتین
برای برش مستقیم ورقهای نازک (حدود ۳ میلیمتر) در طولهای بلند استفاده میشود. تیغه بالایی به سمت پایین و در مقابل تیغه پایینی حرکت میکند. در مدلهای دستی و برقی موجود است.
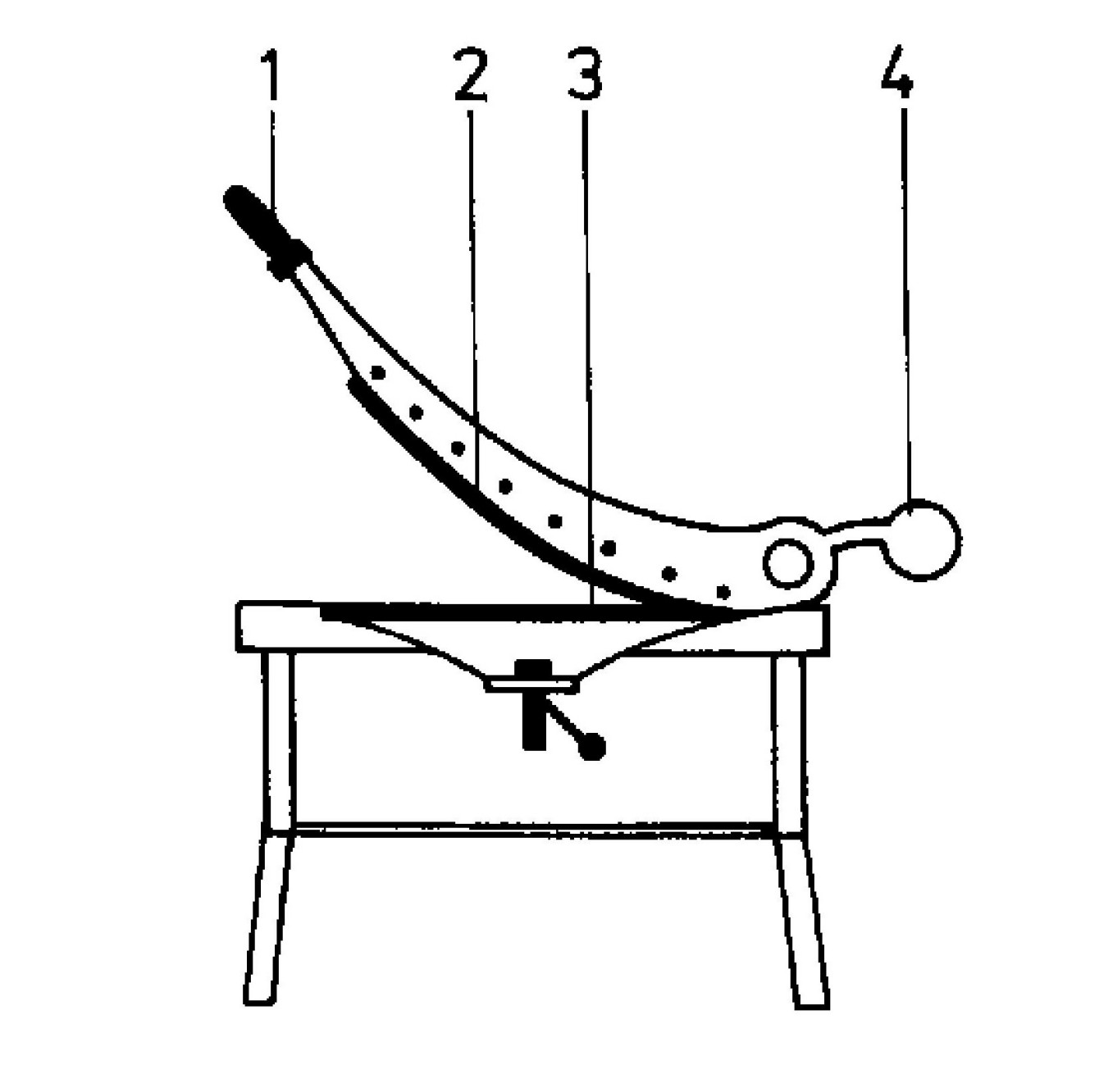
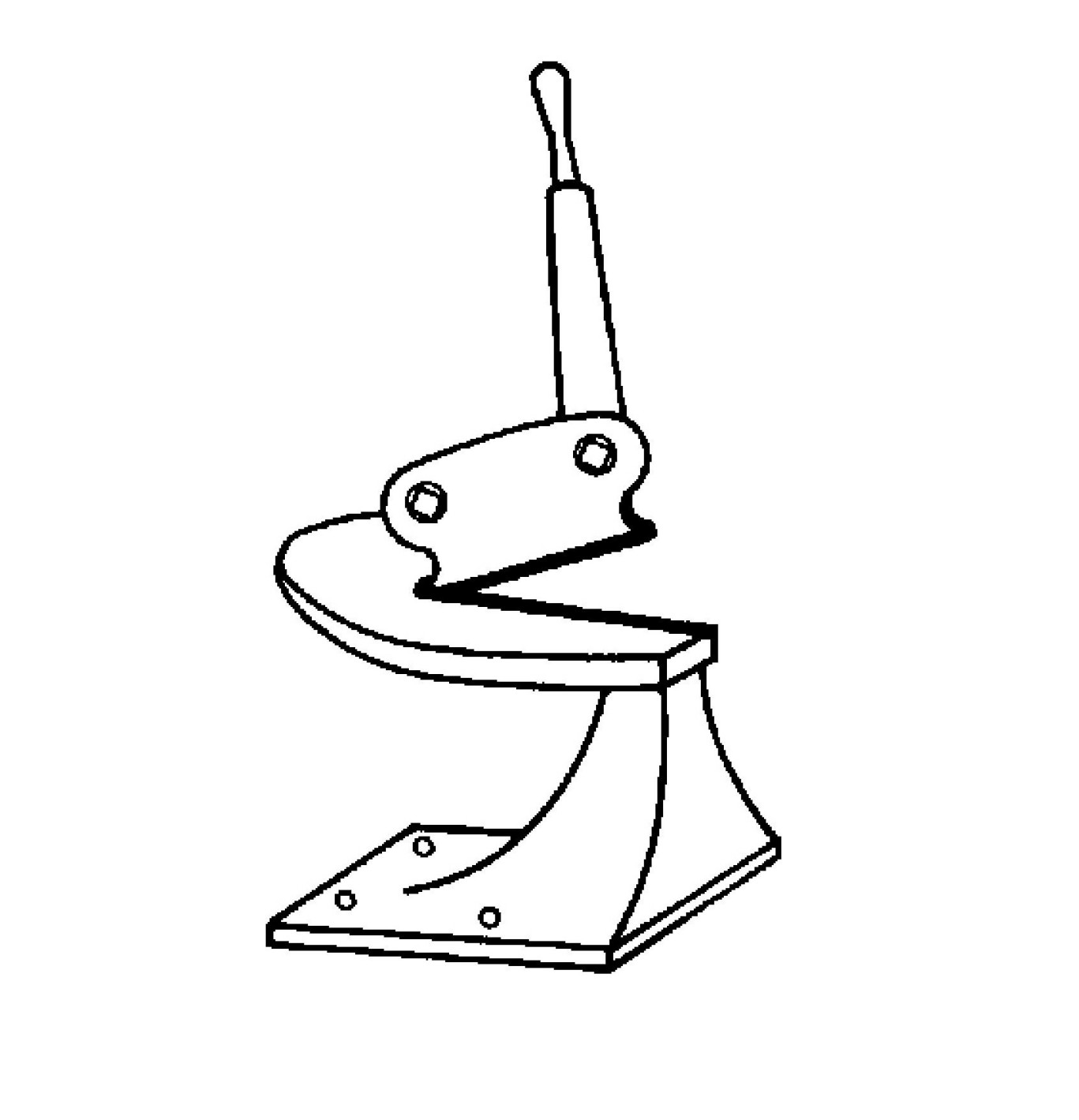
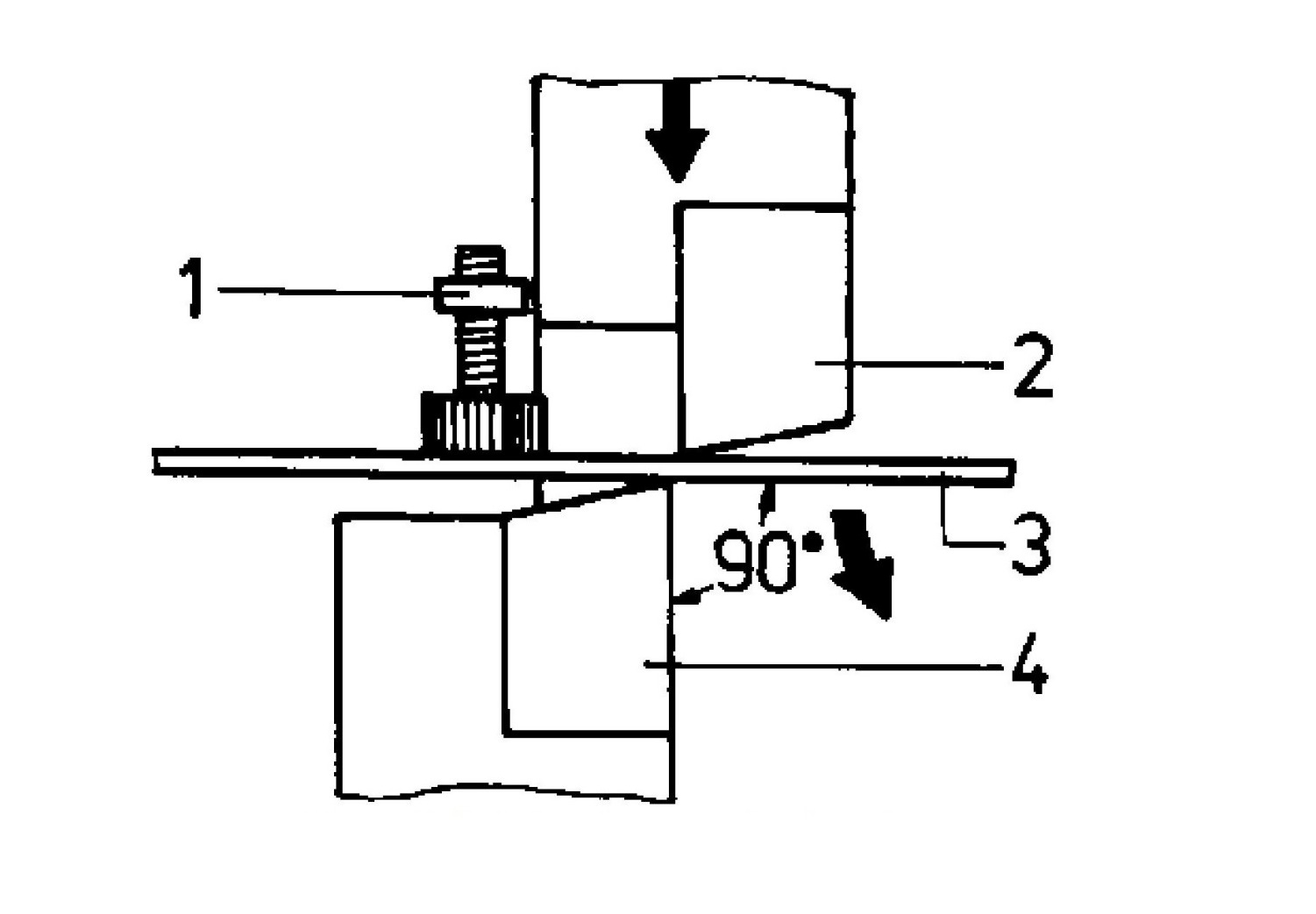
2.6برش اهرمی
برشهای کوتاه مستقیم یا منحنی را در ورقهای فلزی یا مقاطع فولادی با ضخامت متوسط انجام میدهد. تیغه بالایی از طریق یک اهرم به سمت پایین میچرخد. یک وسیله قفل کننده از حرکت ناخواسته تیغه جلوگیری میکند.
2.7برش دایرهای (برشی غلتکی)
برای برشهای منحنی بلند در ورقهای نازک یا ضخیم استفاده میشود. دارای تیغههای چرخمانند چرخان است. برای مواد ضخیم، ممکن است چندین بار برش لازم باشد.
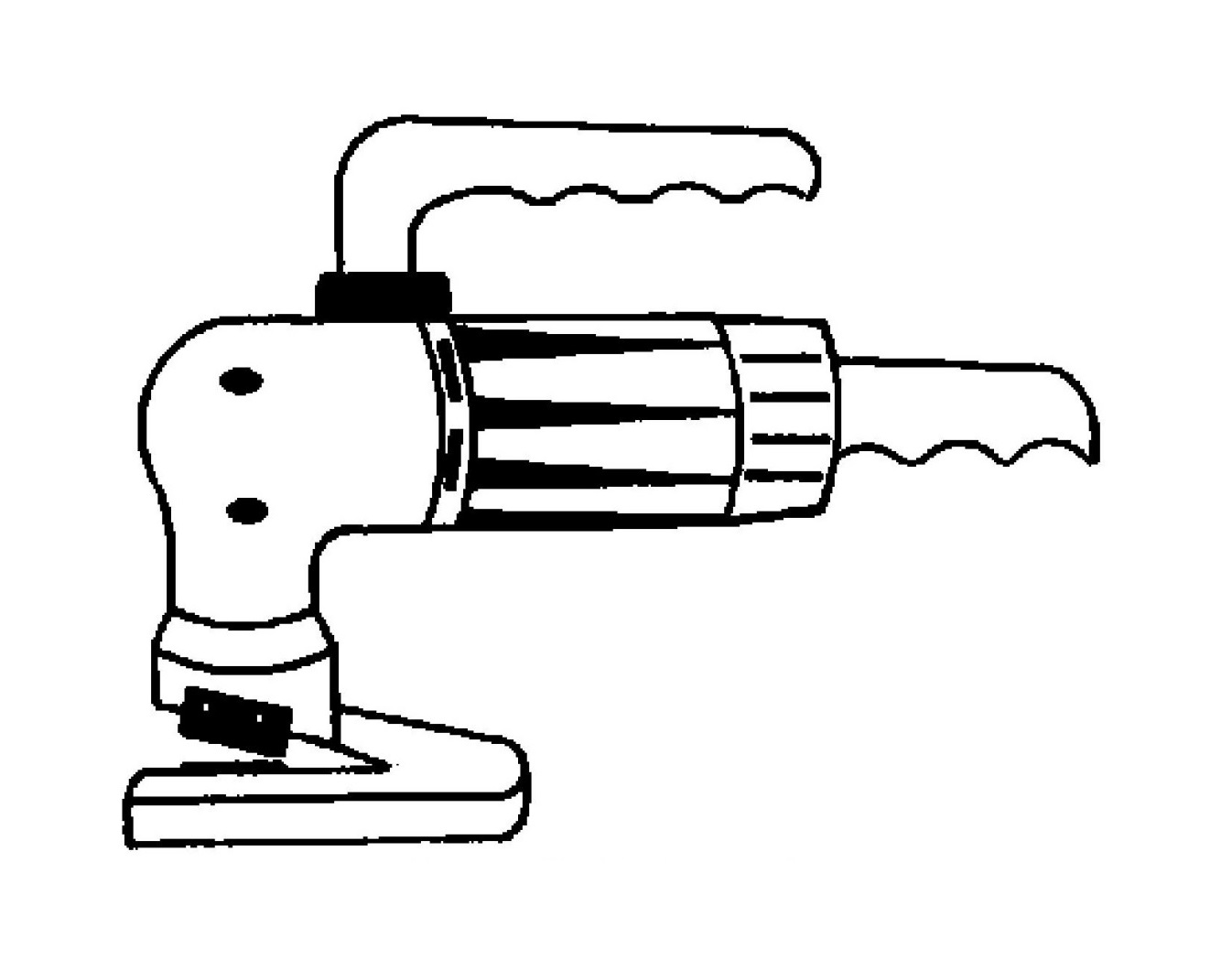
2.8قیچی برقی حلبیسازها
برای برش ورقهای نازک با مسیرهای منحنی استفاده میشود. تیغه بالایی به سرعت از طریق موتور به بالا و پایین حرکت میکند، در حالی که اپراتور ورق را هدایت میکند.
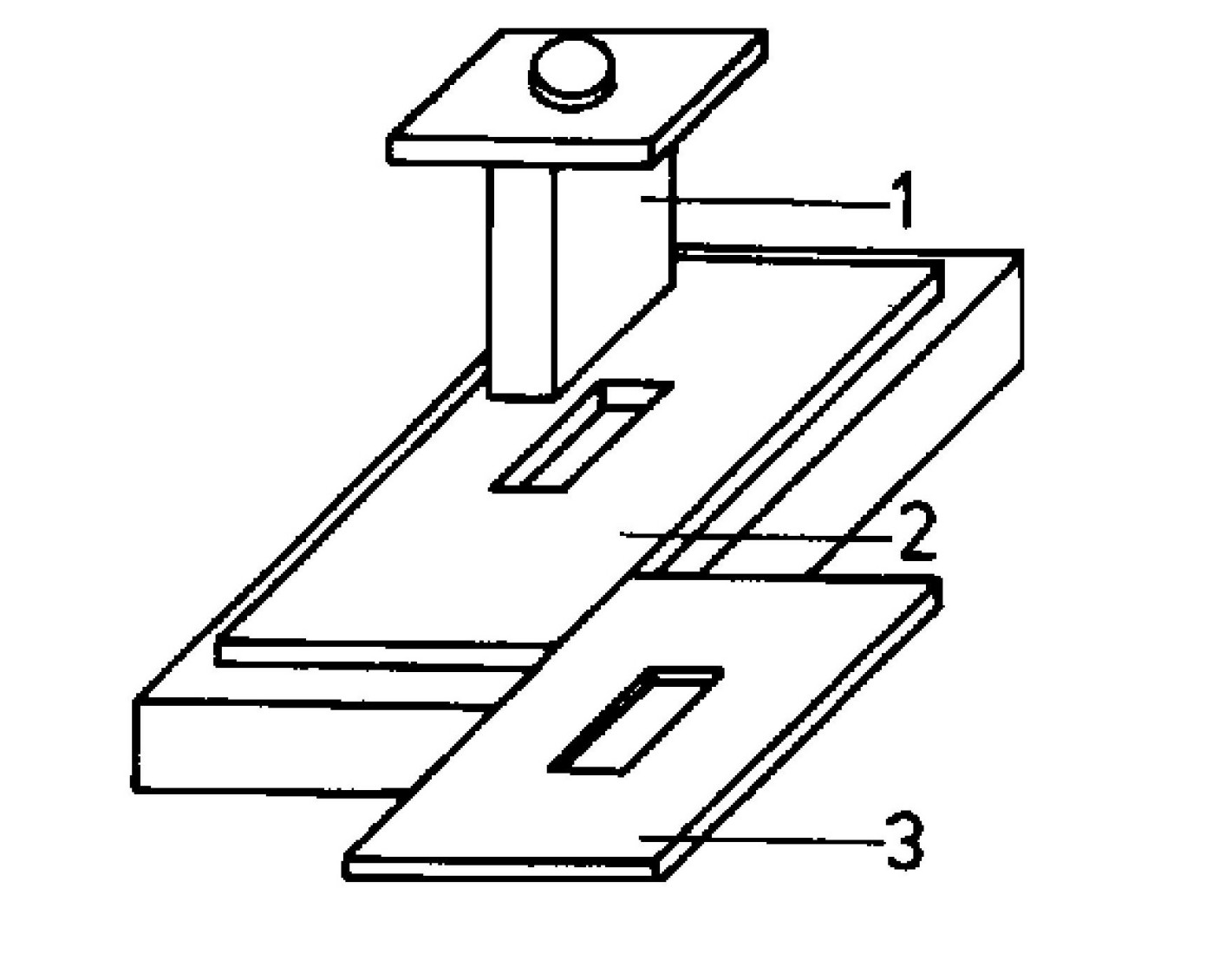
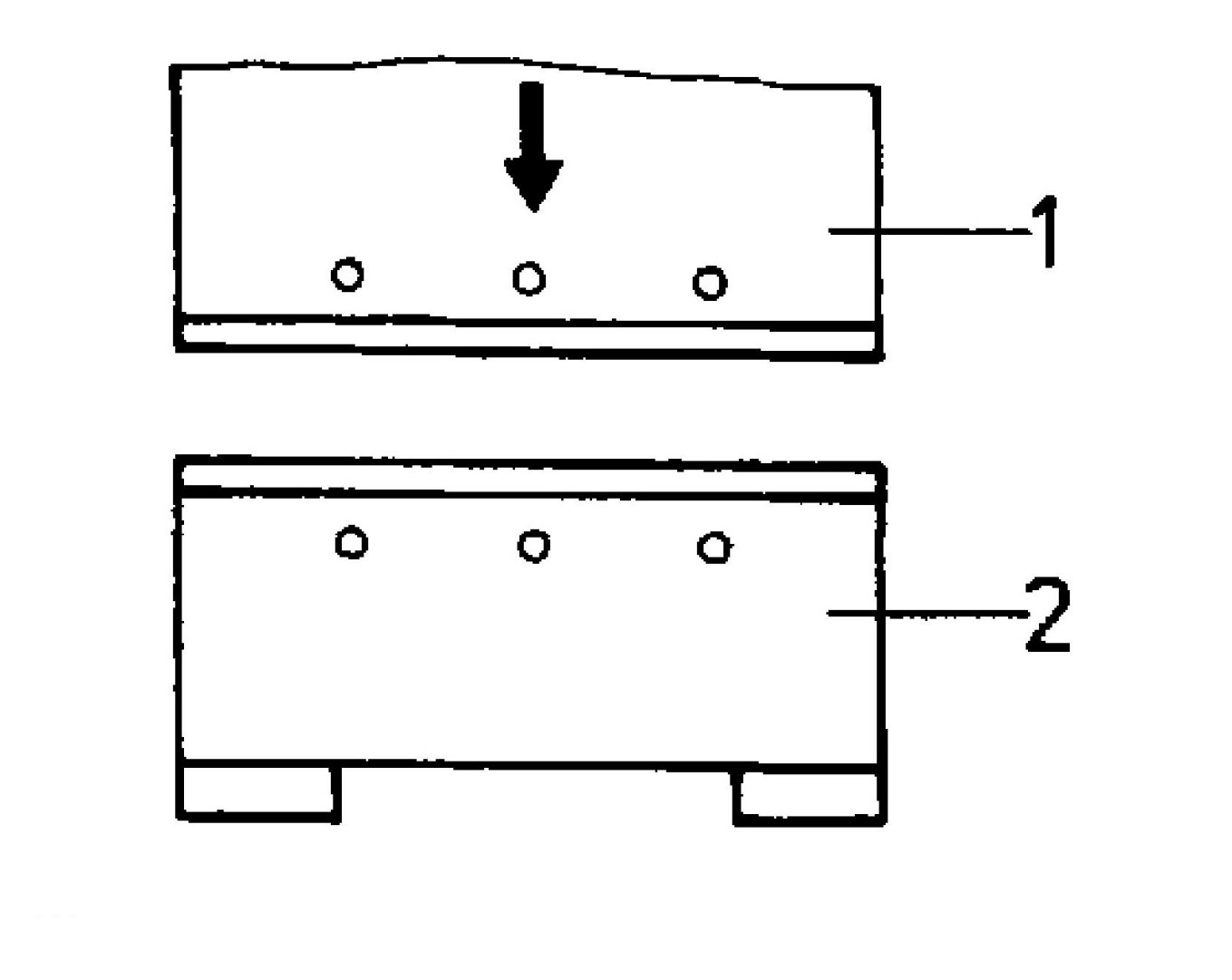
2.9ابزارهای برشی (پانچ و قالب)
برای برشهای تکراری و یکسان در تولید استفاده میشود. پانچ دقیقاً با فاصله 0.05 تا 0.1 میلیمتر (بسته به ضخامت ورق) در صفحه برش قرار میگیرد.
مطالعهی پیشنهادی:عیبیابی خرابی پانچ: ترازبندی، فاصلهگذاری و نکات ایمنی
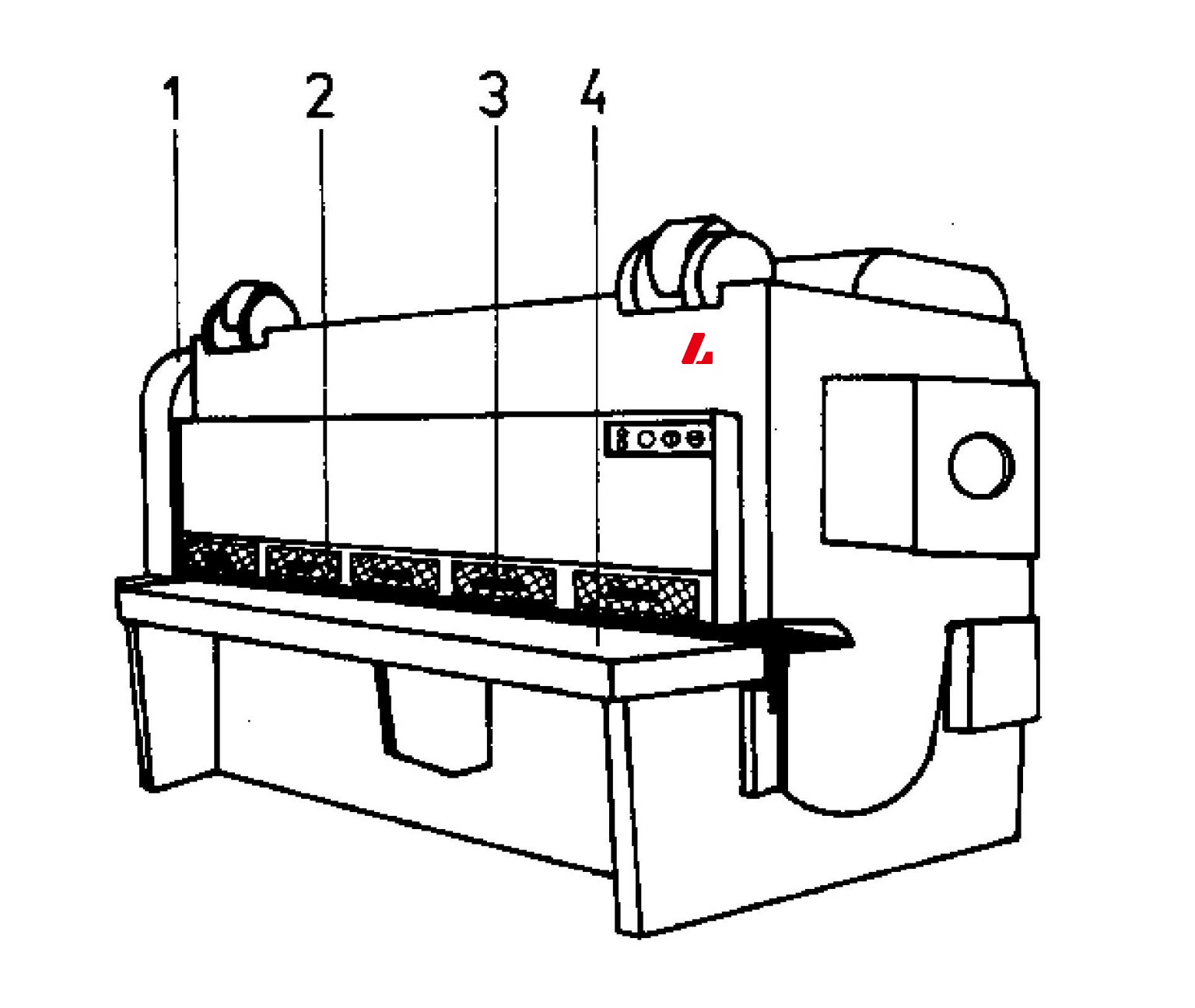
2.10دستگاه برش برقی
برای ورقهای فلزی بسیار بلند یا ضخیم (بیش از 10 میلیمتر) و مقاطع محکم. از ویژگیهای آن میتوان به درایو قدرتمند، میله نگهدارنده هیدرولیکی و تنظیم فاصله تیغه اشاره کرد.

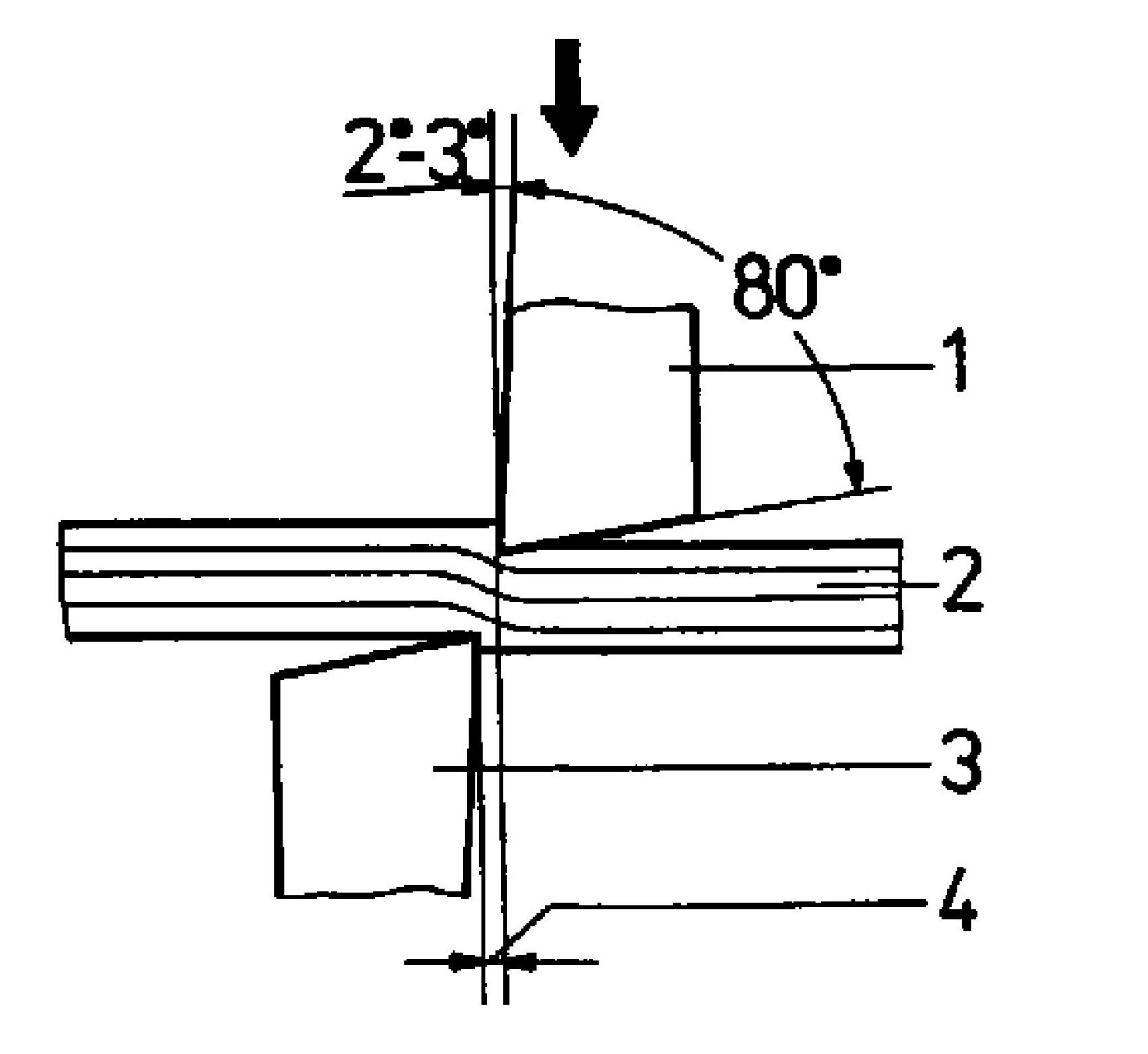
3.0اصول ساخت و کار قیچیها
قیچیها برای مقاومت در برابر نیروهای برشی بالا ساخته شدهاند. ملاحظات فنی کلیدی عبارتند از:
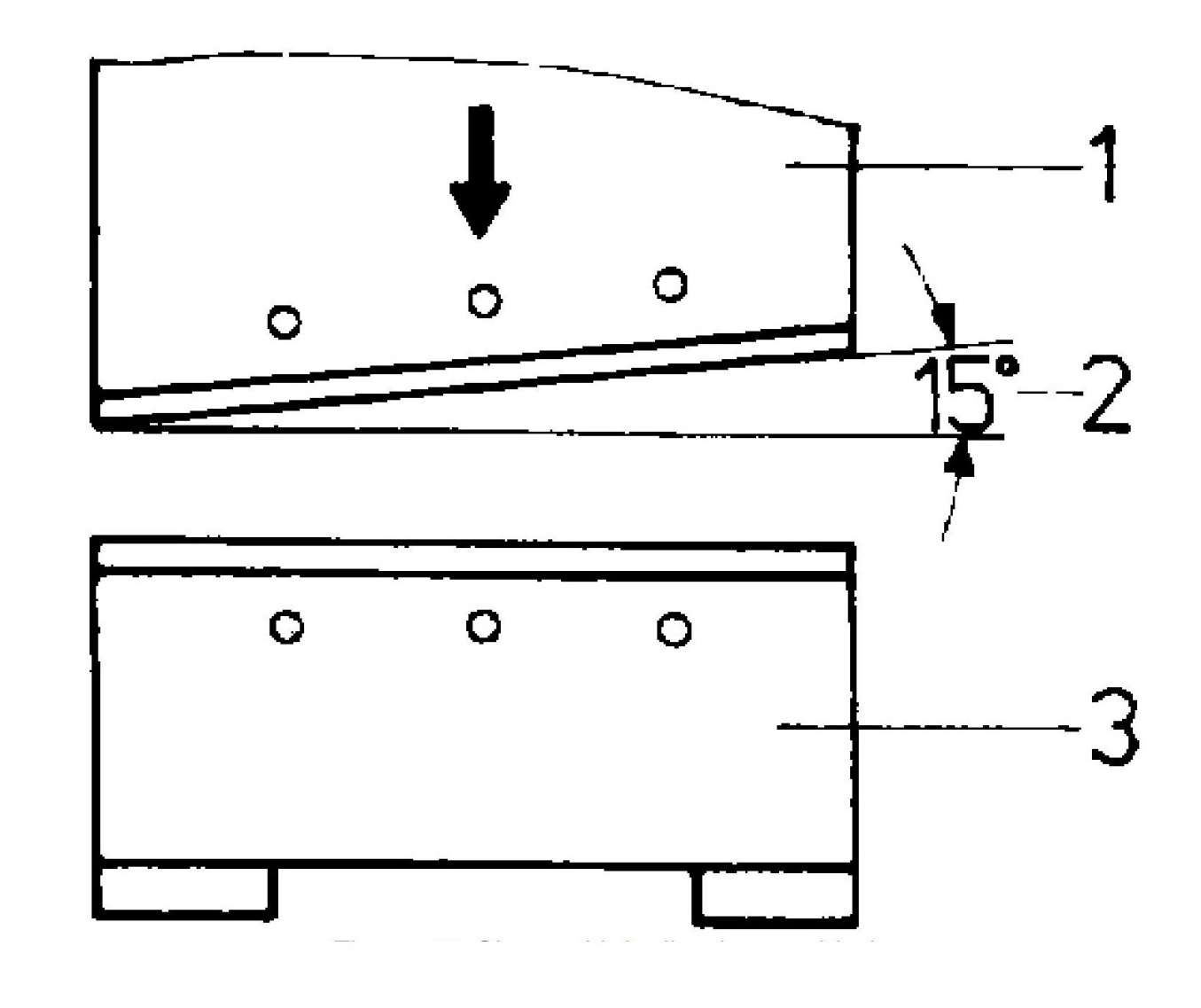
- زاویه گوه تیغه: تقریباً ۸۰ درجه، برای پایداری
- زاویهی آزاد: ۲ تا ۳ درجه، اصطکاک را کاهش میدهد
- فاصله تیغه: 0.05-0.1 میلیمتر × ضخامت ورق، برای اطمینان از برشهای تمیز
فاصله نامناسب تیغه میتواند منجر به لبههای ناهموار یا خم شدن ورقها شود.
شکاف بیش از حد منجر به پرداخت سطح ضعیف و تغییر شکل ورق میشود.
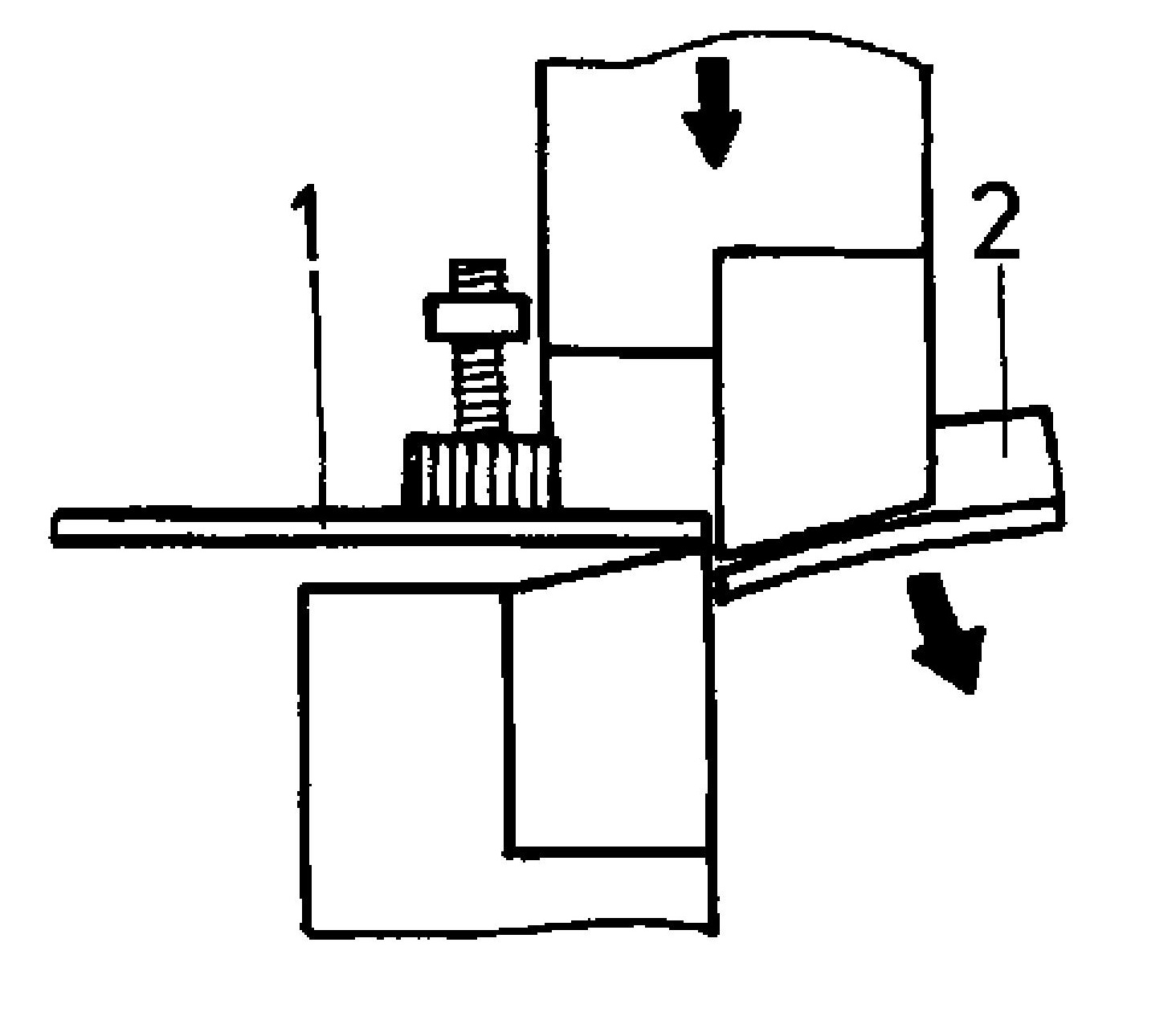
استفاده از یک میله نگهدارنده که به درستی تنظیم شده باشد، از حرکت ورق جلوگیری میکند.
تیغههای موازی کل لبه را به طور همزمان برش میدهند و به نیروی بیشتری نیاز دارند. اکثر ماشینها از تیغه بالایی شیبدار برای کاهش نیروی برش مورد نیاز استفاده میکنند.
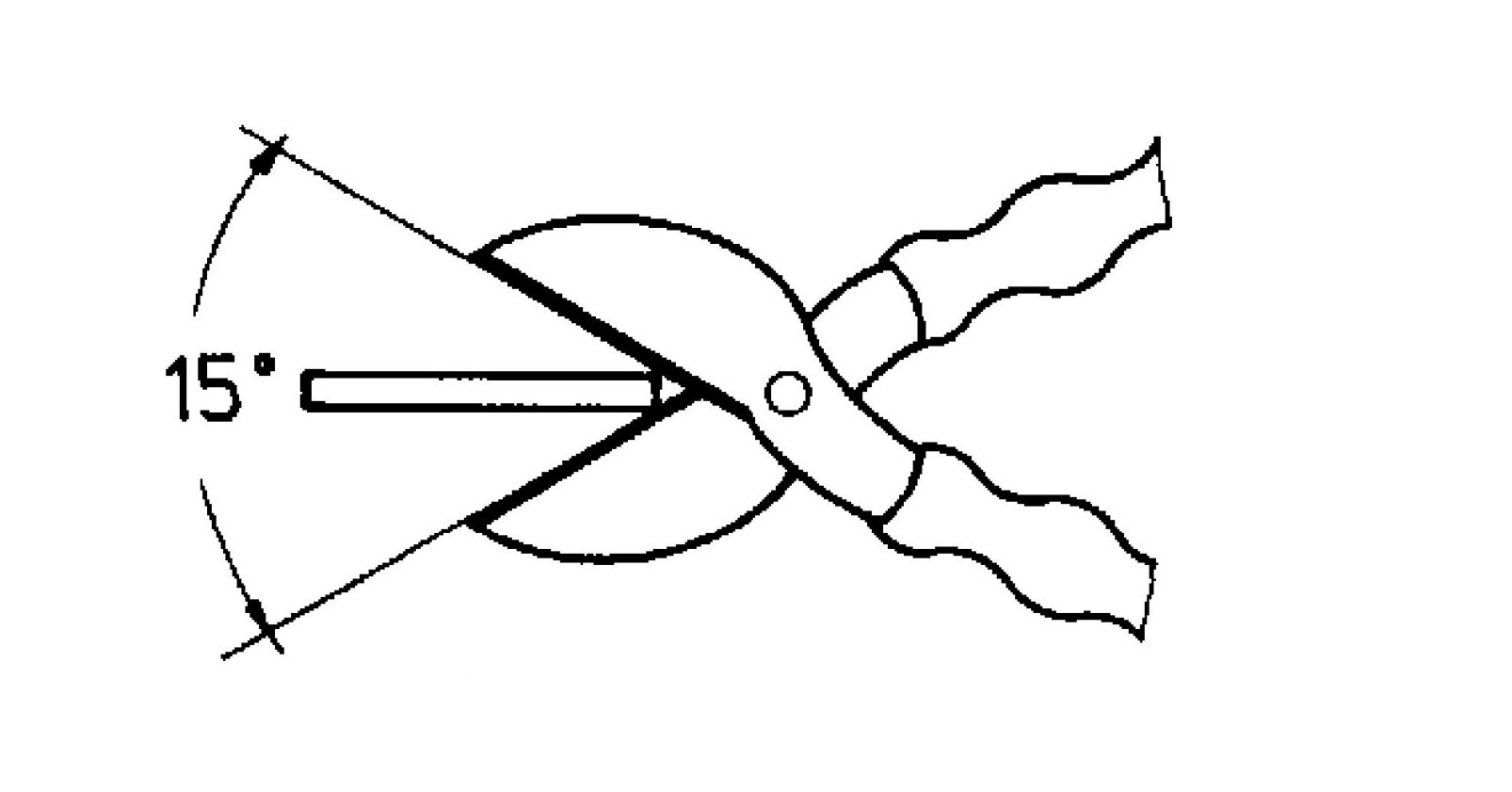
فرو بردن عمیق قطعه کار در برش، قدرت اهرم را افزایش میدهد، اما خطر لغزش قطعه کار را نیز افزایش میدهد. زاویه براده تیغه (حدود ۱۵ درجه) برای حفظ کیفیت برش ضروری است.
4.0فرآیند قیچی کردن: عملیات گام به گام
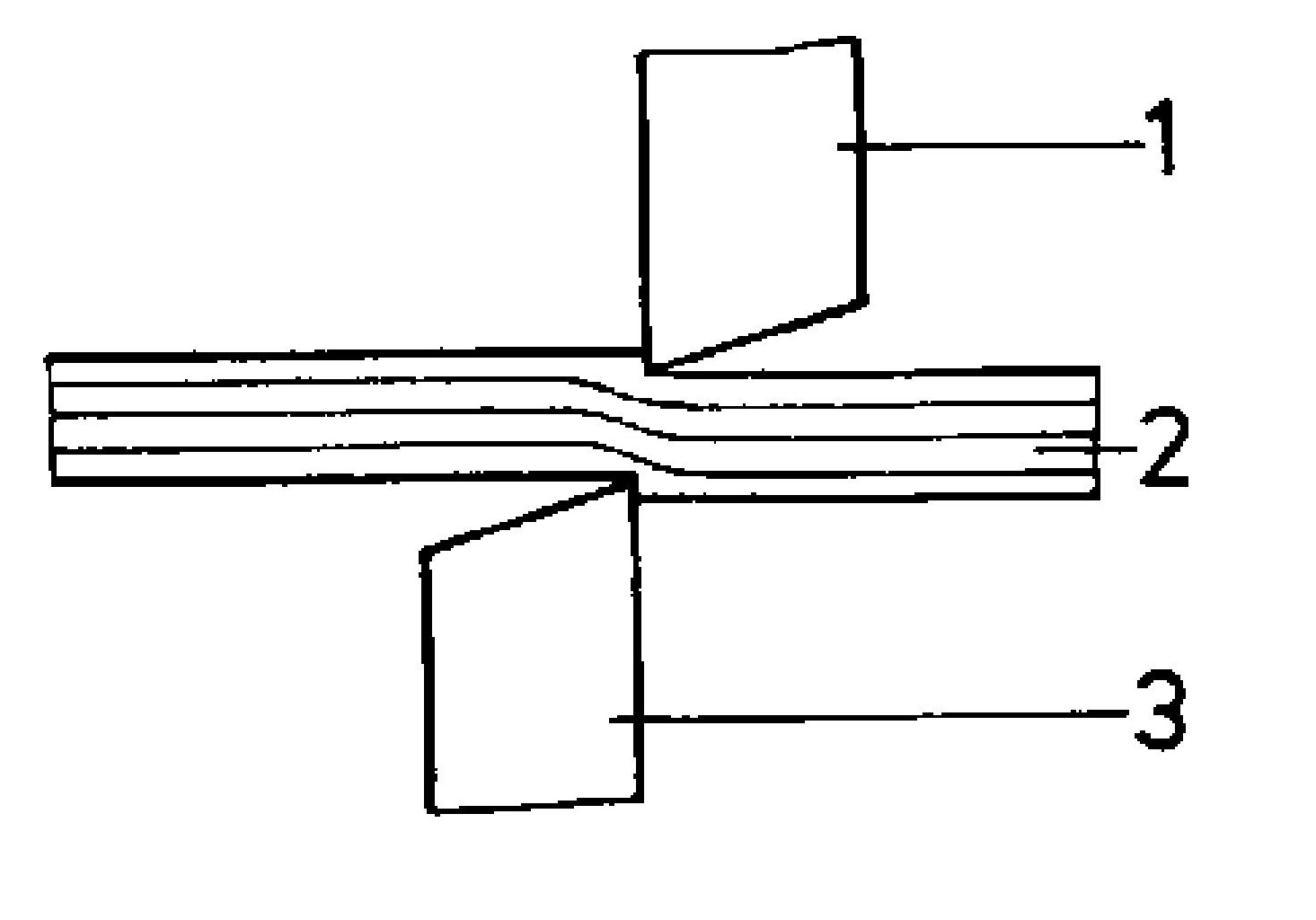
فرآیند برش شامل سه مرحله کلیدی است:
4.1برش
فرورفتگی اولیه ماده هنگام تماس تیغهها با ورق.
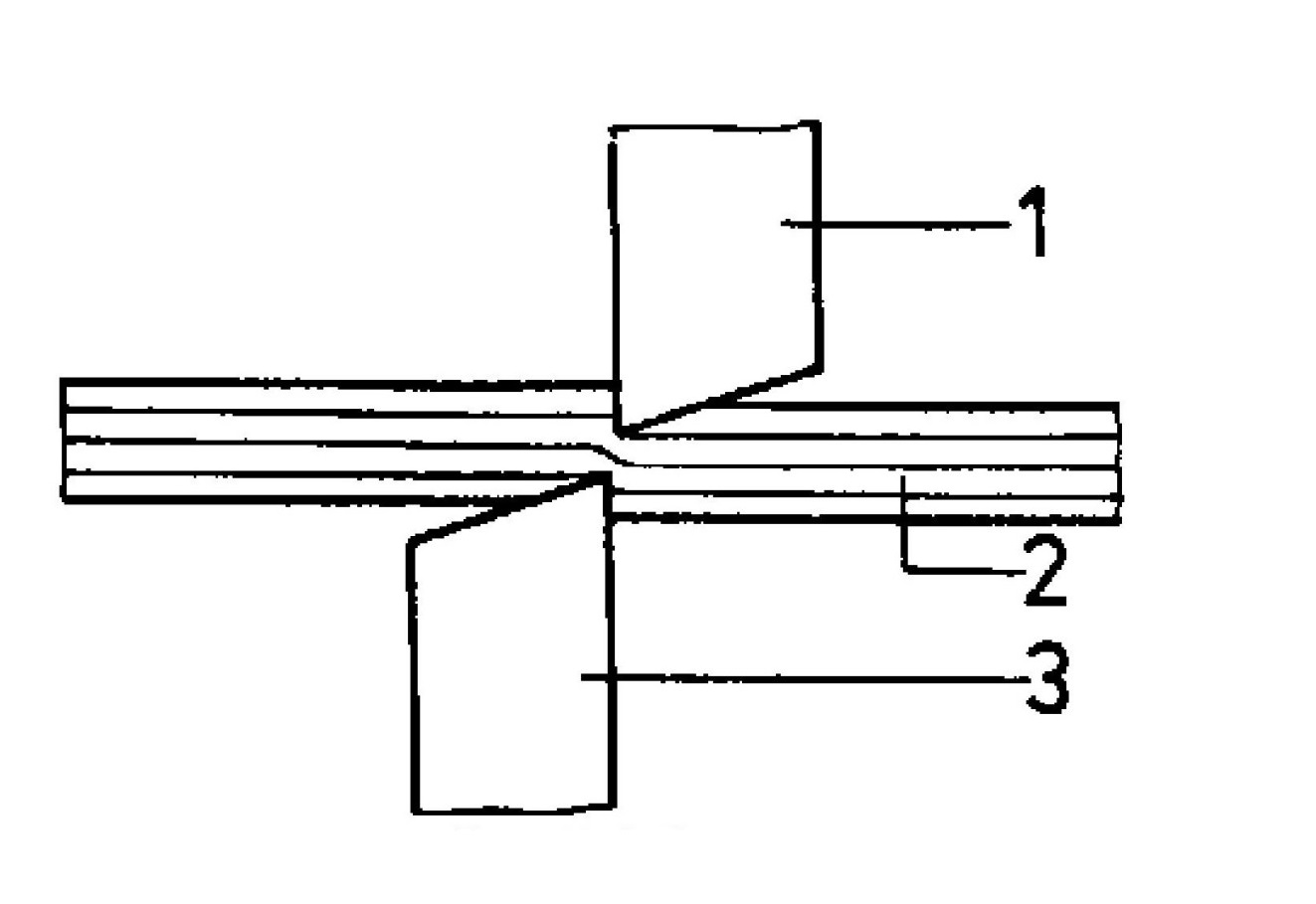
4.2برش
تیغهها به سازه فلزی نفوذ کرده و آن را میشکنند.
4.3پاره شدن
جدایش نهایی ماده به دلیل کشش داخلی و پارگی.
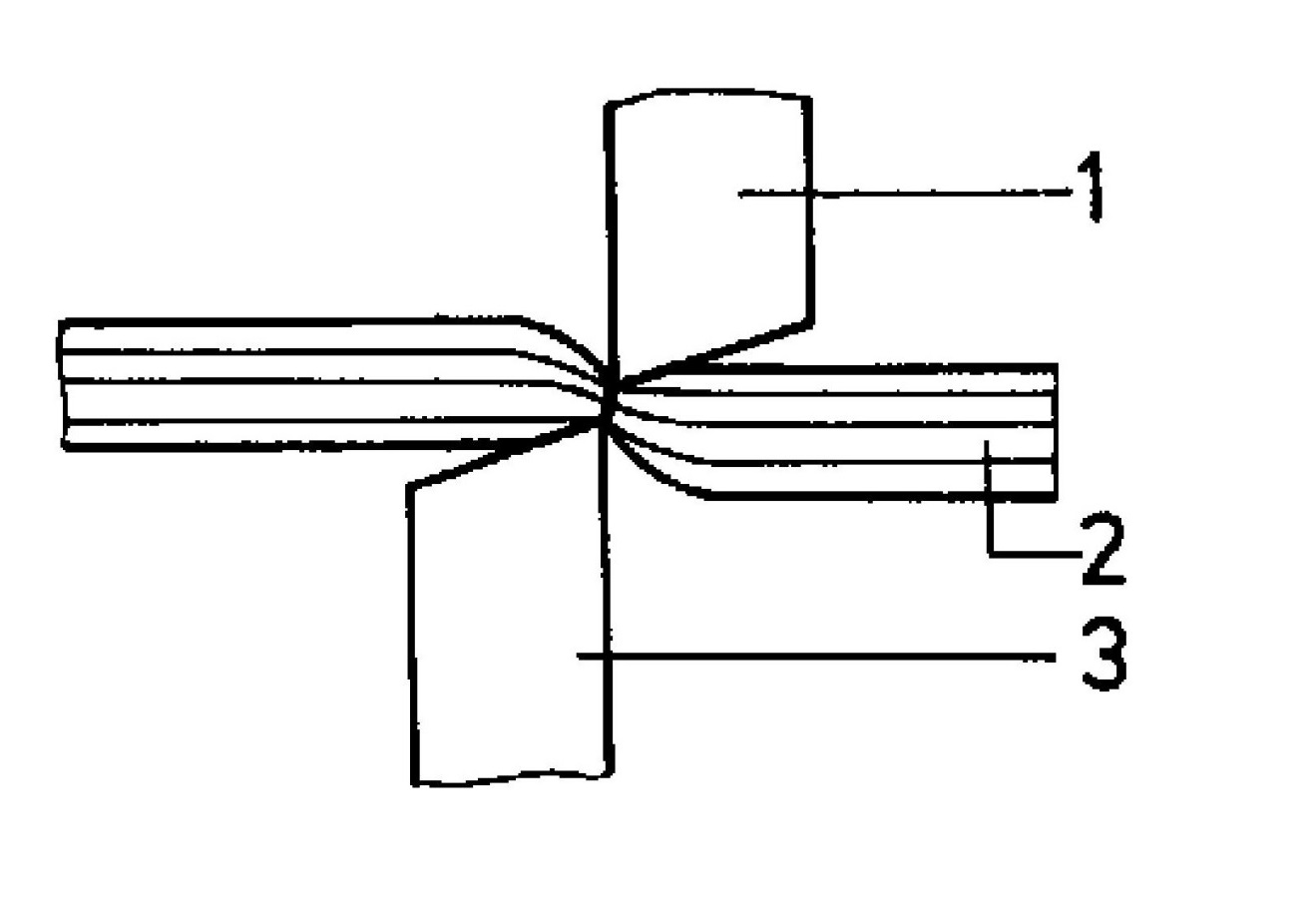
این مراحل، نواحی قابل شناسایی را روی سطوح برش خورده با ورق ضخیم به جا میگذارند.
5.0تکنیکهای قیچیکاری: روشهای برش و کاربرد آنها
برش را میتوان بر اساس نوع و میزان جداسازی مواد طبقهبندی کرد:
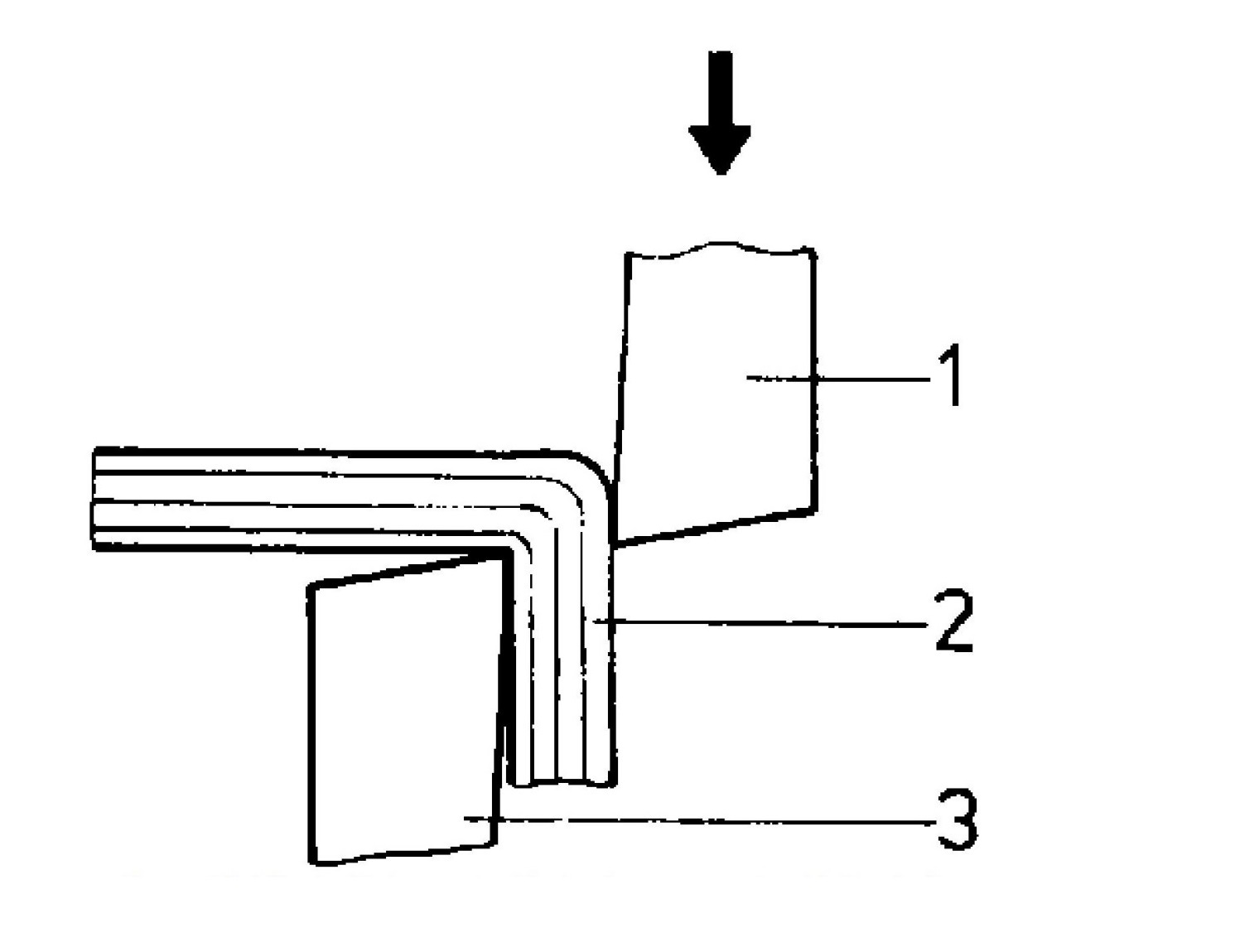
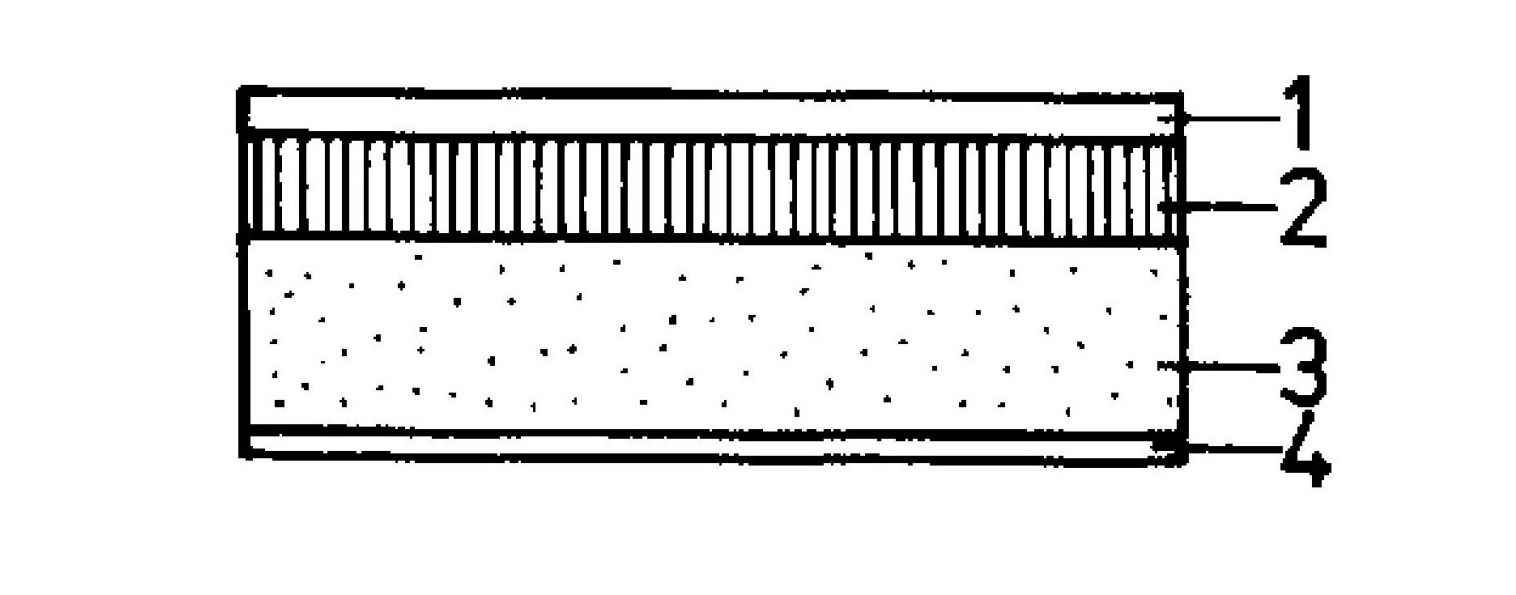
5.1برش
برشهای با عمق جزئی برای آمادهسازی ورق جهت عملیات خمش یا تا زدن بعدی استفاده میشوند. برش به طور کامل از ماده عبور نمیکند، بلکه آن را در امتداد یک خط ضعیف میکند تا امکان تغییر شکل دقیق و کنترلشده فراهم شود.

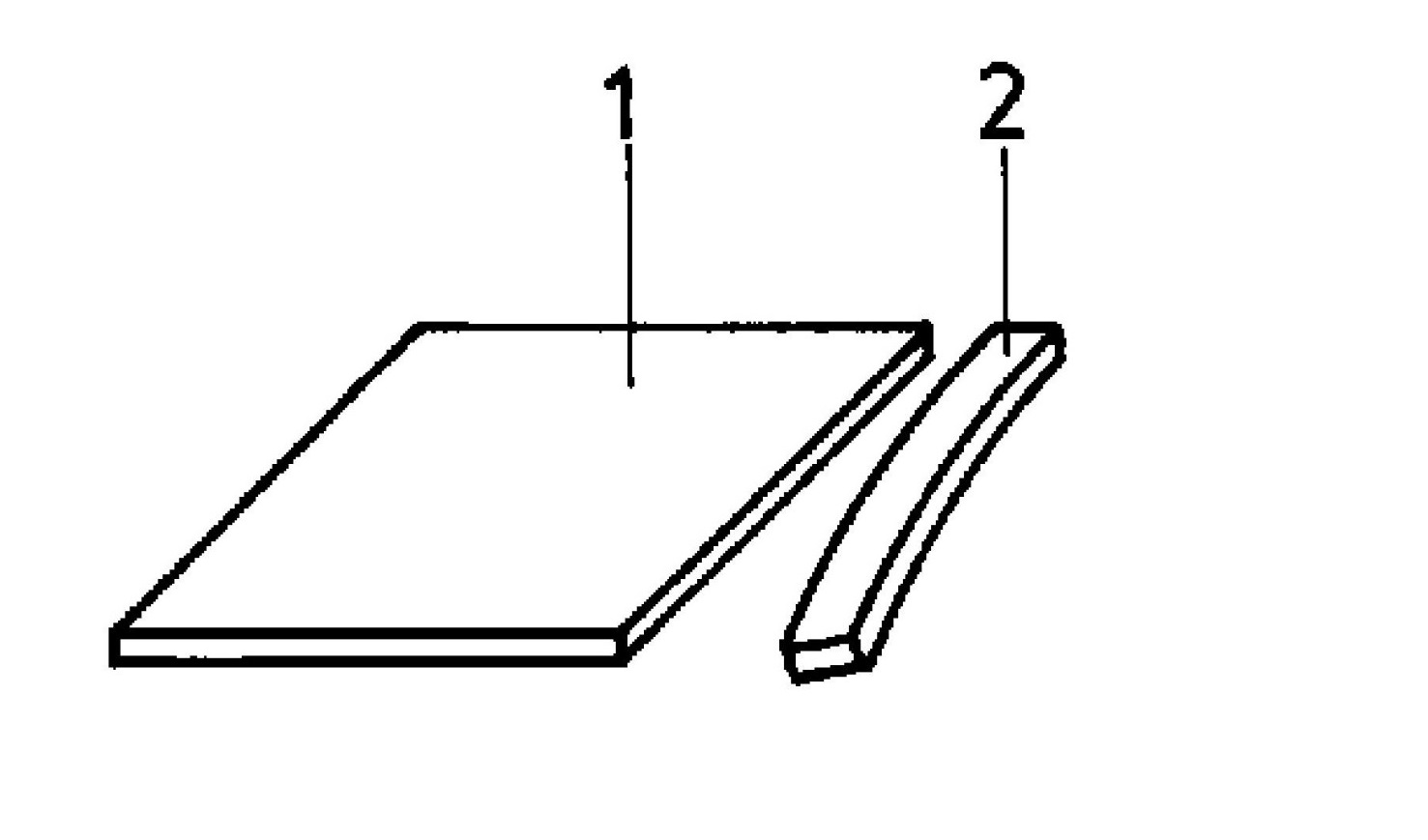
5.2برش
برش کامل سراسری که قطعه کار را به دو بخش تقسیم میکند، معمولاً برای حذف مواد ناخواسته به عنوان ضایعات. این یک عمل برشکاری اساسی است که با استفاده از قیچیهای دستی یا ماشینی انجام میشود.
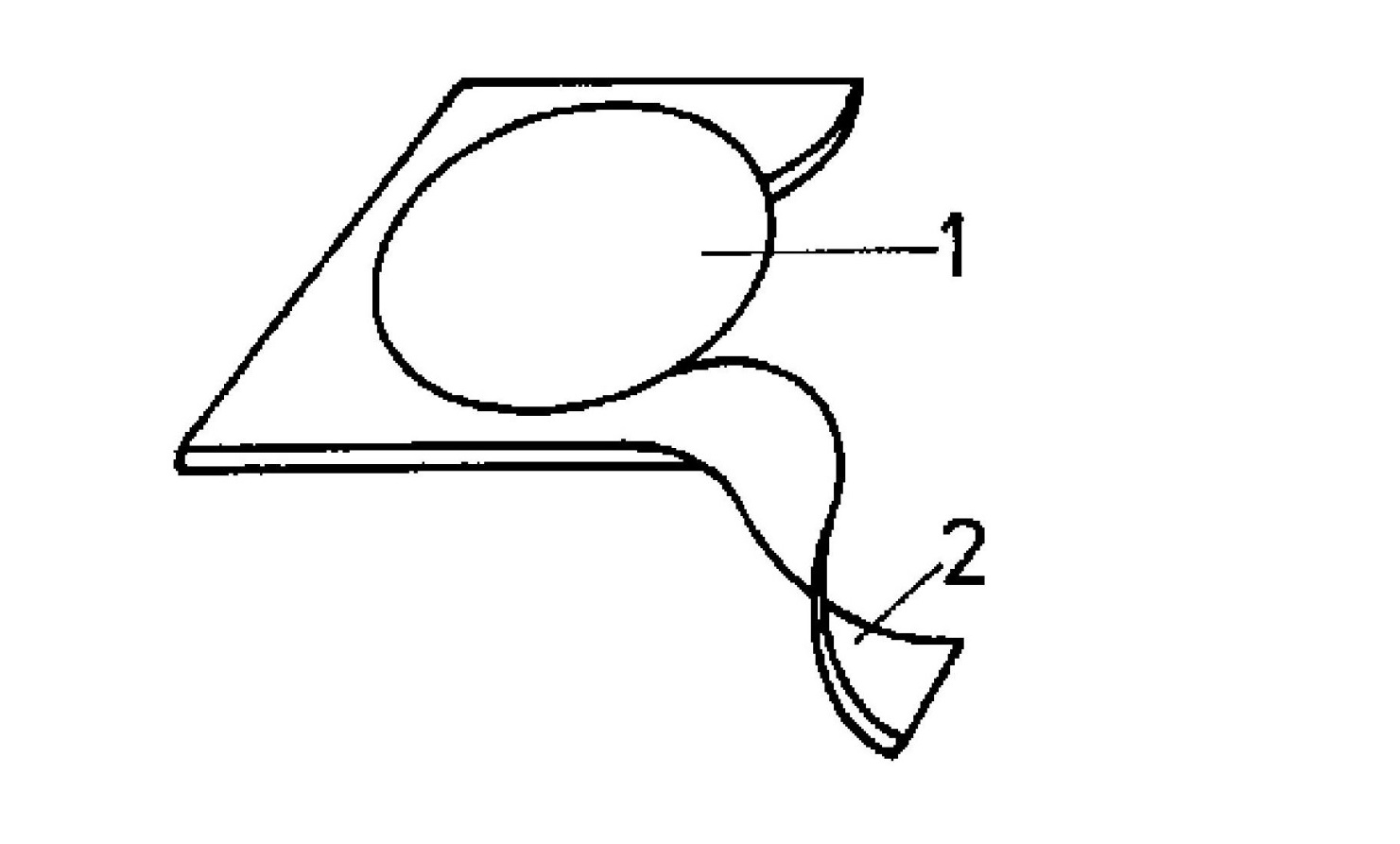
5.3برش
این تکنیک شامل برش در امتداد یک خط بسته، مانند دایره یا مستطیل است که در آن قسمت داخلی قطعه کار مورد نظر است و قسمت بیرونی دور ریخته میشود. این روش معمولاً برای استخراج اشکال کاربردی از مواد ورق استفاده میشود.
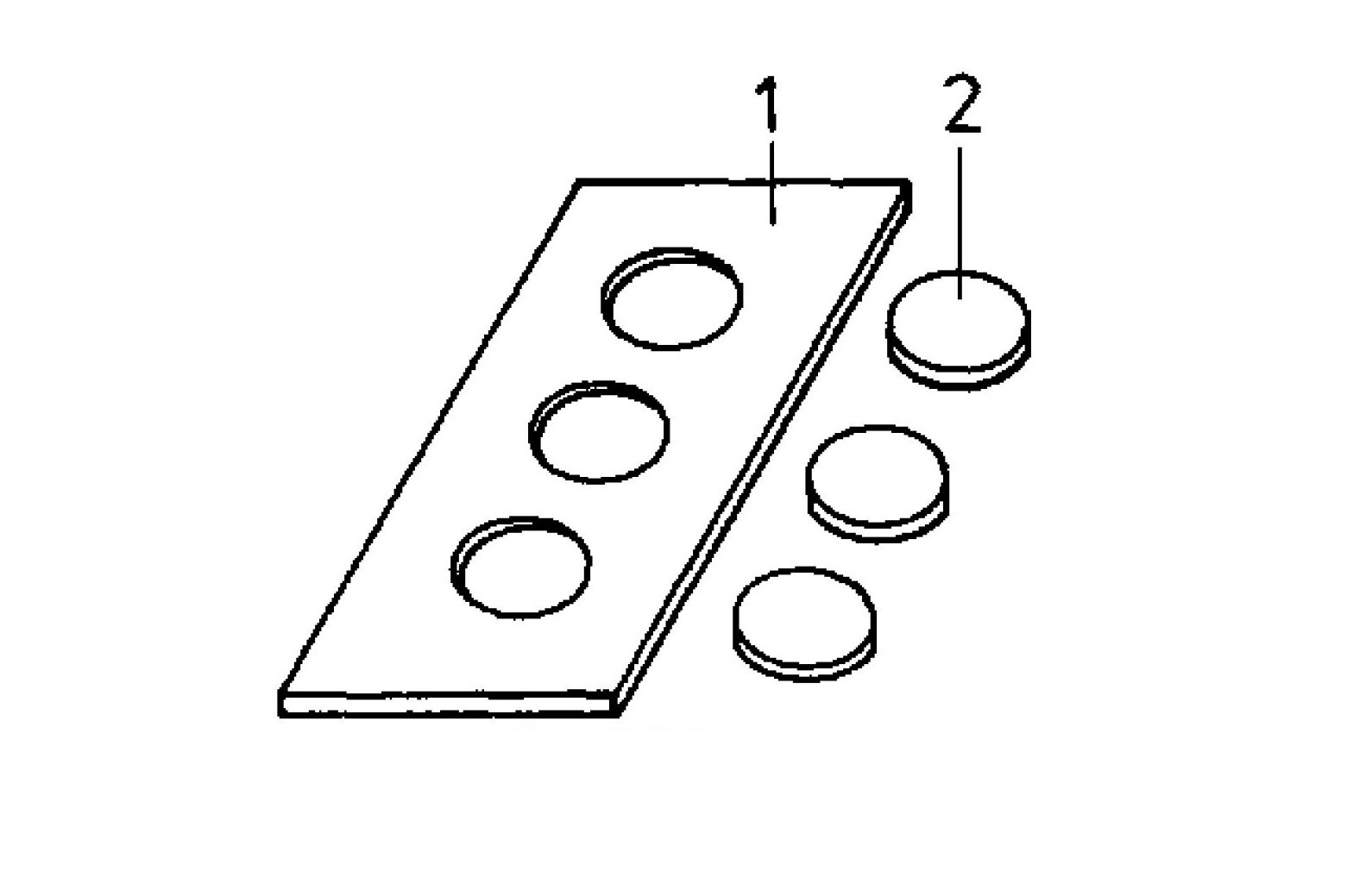
5.4مشت زدن
مشابه برش، پانچ نیز از یک مسیر خط بسته پیروی میکند. با این حال، در پانچ، بخش داخلی برداشته شده به عنوان ضایعات در نظر گرفته میشود و ورق اطراف باقی مانده، قطعه کار واقعی را تشکیل میدهد. این یکی از رایجترین عملیات در پردازش ورق صنعتی است.
5.5پرسکاری یکپارچه در تولید مدرن
در فرآیندهای ساخت مدرن، دستگاههای پرس قادر به انجام تمام تکنیکهای برش فوق - برش داخلی، برش خارجی، برش خارجی و پانچ - با استفاده از مجموعههای پانچ و قالب سفارشی هستند. این دستگاهها معمولاً در قالبهای پرسکاری پیشرونده یافت میشوند، پرسهای هیدرولیک، و پرسهای C-frame در تولید انبوه استفاده میشود.
دستگاههای پرس ارائه میدهند:
- تکرارپذیری و ثبات بالا
- کاهش زمان چرخه
- برش پیچیده چند مرحلهای در یک حرکت
- ادغام با سیستمهای تغذیه و اتوماسیون
این ادغام، آنها را به ابزارهای ضروری در بخشهایی مانند خودروسازی، لوازم خانگی و تولید لوازم الکترونیکی تبدیل کرده است.
6.0رویههای عملیاتی: انجام وظایف برش
6.1برش با قیچی حلبی
- برگه را با دقت علامت گذاری کنید
- فکها را تقریباً ۱۵ درجه باز کنید، با خط تراز کنید
- برش را تا حدی ببندید، از پاره شدن جلوگیری کنید
- گام به گام تا رسیدن به طول کامل پیشرفت کنید
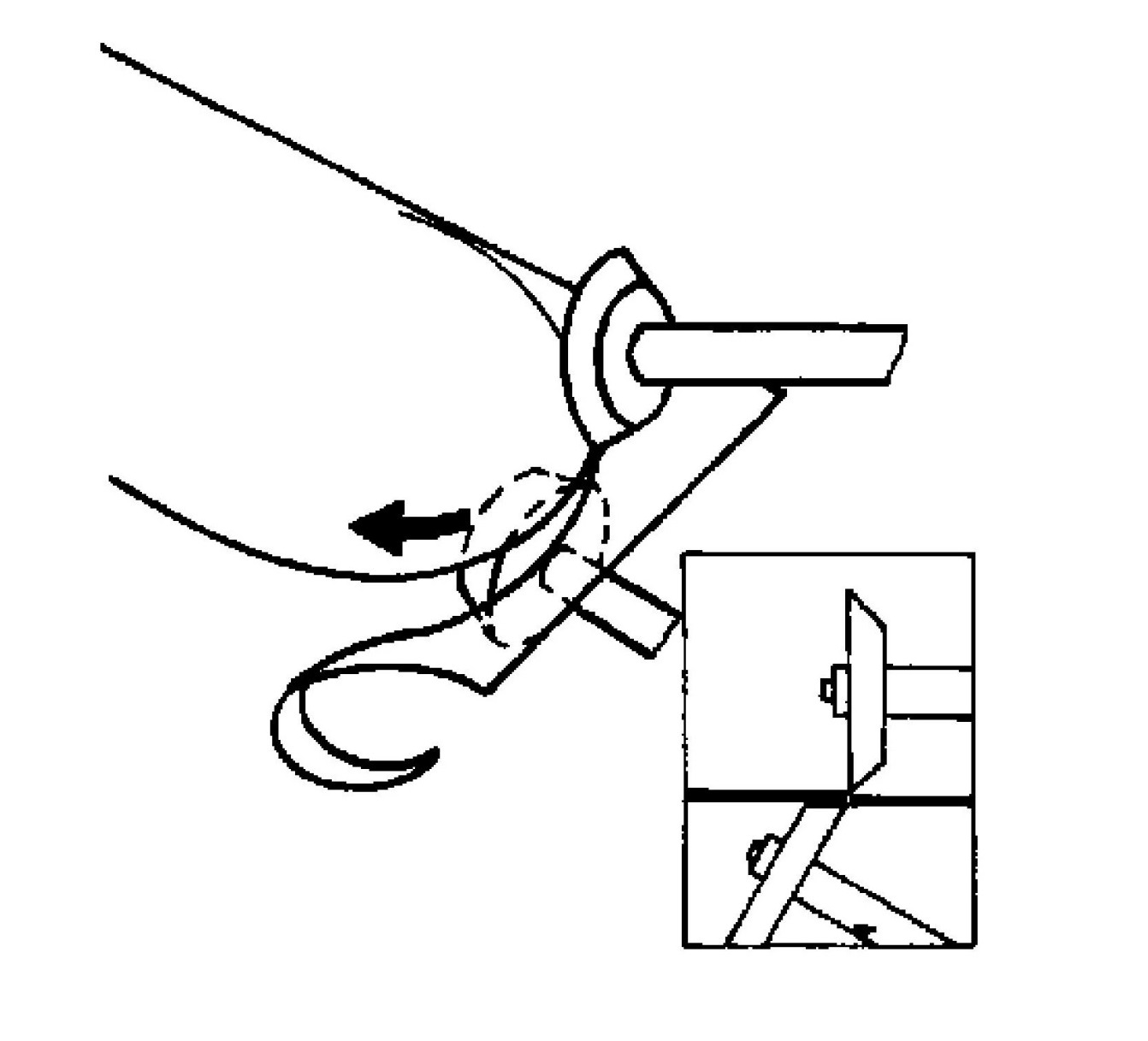
6.2برش با قیچی اهرمی
- ورق را علامت گذاری و تراز کنید
- در صورت نیاز، فاصله تیغهها را تنظیم کنید
- میله نگهدارنده را درگیر کرده و اهرم را آزاد کنید
- تیغه را به آرامی پایین بیاورید، از ضربه کامل خودداری کنید تا از ترک خوردن جلوگیری شود
- اهرم را پس از برش قفل کنید و ضایعات را بردارید
همیشه سمت قراضه را در سمت راست خط دید خود قرار دهید.
6.3مقاطع زاویهدار برش با برش اهرمی
- سطح داخلی را علامت بزنید
- نگهدارنده تیغه را در قسمت پروفیل شده قرار دهید
- با جدیدترینها هماهنگ شوید
- قفل را باز کنید و اهرم را با زور به پایین بکشید
- زبالهها را فوراً دور بریزید

7.0دستورالعملهای ایمنی برای عملیات برش پشم
- هنگام کار با ورق فلزی از دستکش استفاده کنید
- دستان خود را از ناحیه تیغه دور نگه دارید
- فقط از ابزارهایی که به درستی نگهداری میشوند استفاده کنید
- اهرمهای دستی را پس از برش محکم کنید
- استفاده از چاقوهای برش برای پروفیلهای سازهای
- تمام دستورالعملهای سازندگان تجهیزات را دنبال کنید
- برای جلوگیری از آسیب دیدگی، ضایعات خم شده یا تیز را فوراً دور بیندازید.
8.0سوالات متداول
اگر فاصله بین تیغهها خیلی زیاد باشد چه اتفاقی میافتد؟
کیفیت سطح پایین، پلیسهها و خمیدگی ورق.
چرا زاویه گوه تیغه اینقدر بزرگ است؟
برای اطمینان از پایداری و دوام لبه برش.
تفاوت بین برش و پانچ چیست؟
در برش، قطعه داخلی نگه داشته میشود؛ در پانچ، قطعه داخلی زائد است.
چرا زاویه شیب ۱۵ درجه مهم است؟
نیروی برش مورد نیاز را کاهش داده و کیفیت برش را بهبود میبخشد.
چرا مقاطع سازهای باید با چاقوهای برش برش داده شوند؟
تیغههای تخت ممکن است هنگام برش بخشهای جامد، لبپریده یا بشکنند.
9.0نتیجهگیری
برشکاری روشی سریع، کارآمد و قابل اعتماد برای پردازش ورقهای فلزی و مقاطع فولادی است. تسلط بر انتخاب ابزار، تنظیم دستگاه و رویههای ایمنی، نتایج با کیفیت را تضمین کرده و ریسک در ساخت فلز را کاهش میدهد.




