

1.0ورق فلزی کویل چیست و چگونه استفاده میشود؟
ورقهای فلزی در عرضها و ضخامتهای مختلف تولید میشوند. این ورقها معمولاً برای جابجایی، حمل و نقل و پردازش بیشتر، به صورت کلاف پیچیده میشوند. ورقهای فلزی کلاف شده به چندین روش پردازش میشوند:
- میتوان آن را به تعدادی کویل مجزا با عرض کمتر برش داد
- برای پردازش بیشتر، میتوان آن را به قطعات مستطیلی یا نامنظم برش داد.
- ممکن است مستقیماً به دستگاه پرس یا سایر ماشین آلات تولید قطعات تغذیه شود.

2.0برش کویل چیست؟
برشکاری یک فرآیند برش است که در آن عرض یک کویل اصلی یا اصلی به چندین کویل باریکتر کاهش مییابد. طیف گستردهای از مواد و ضخامتها را میتوان برش داد، از فویلهای نازک گرفته تا صفحات ضخیم. معمولاً لبههای خارجی کویل اصلی بریده میشوند. این یک برش دقیق ایجاد میکند و یک نقطه مرجع فراهم میکند که از آن میتوان برشهای دیگر را انجام داد.
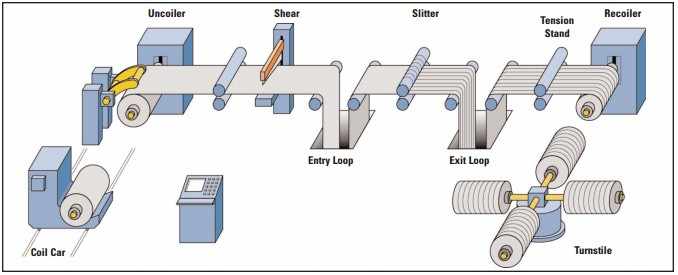
برش روی خطوط برش انجام میشود که از چهار دستگاه اساسی تشکیل شدهاند:
- بازکنندهی سیم، یا دستگاه دکوئیل زن، با استفاده از یک مندرل قابل انبساط، کویل اصلی را از قطر داخلی آن محکم میگیرد. کویل با چرخاندن یا حرکت دادن مندرل به دستگاه برش وارد میشود.
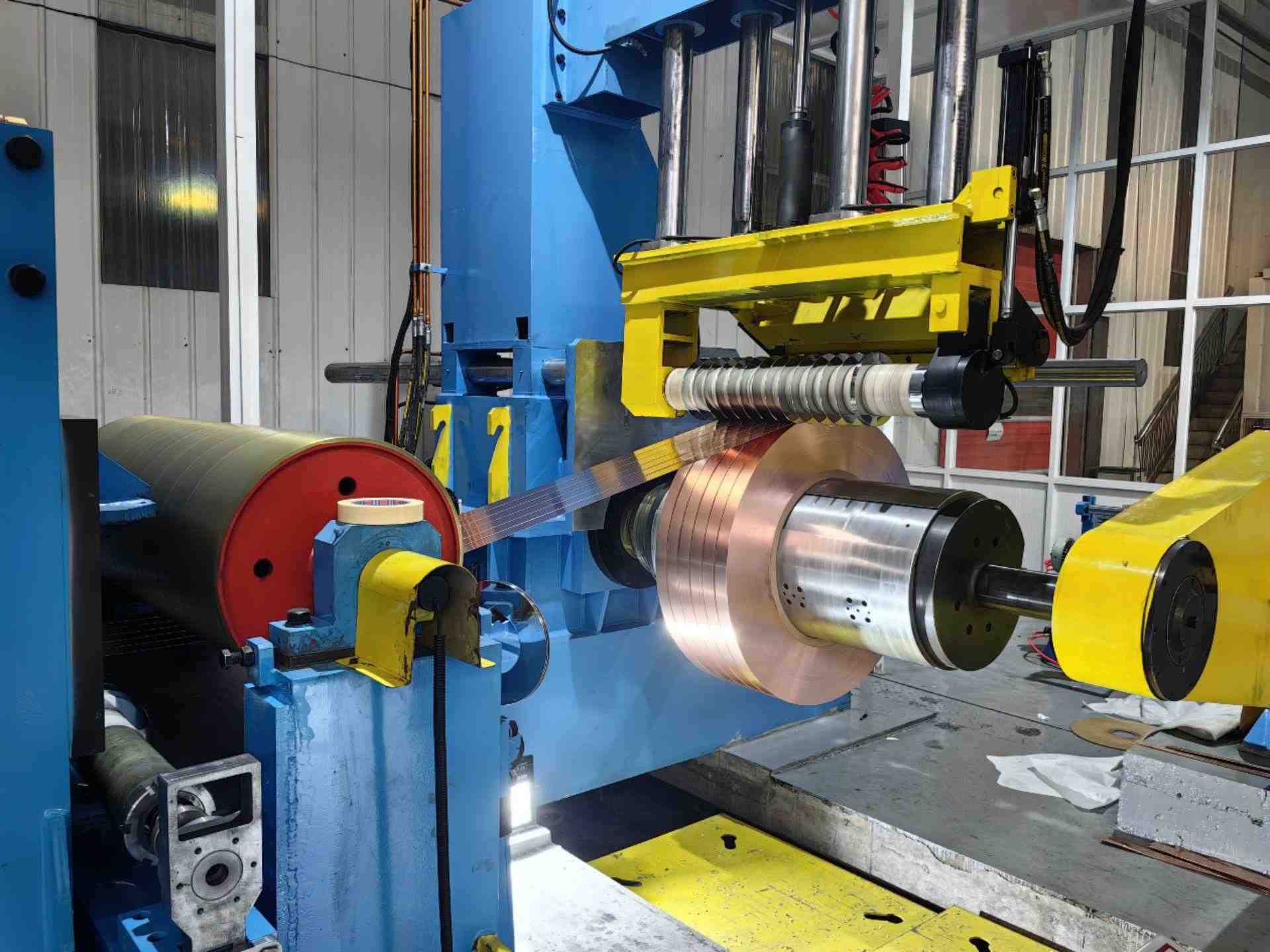
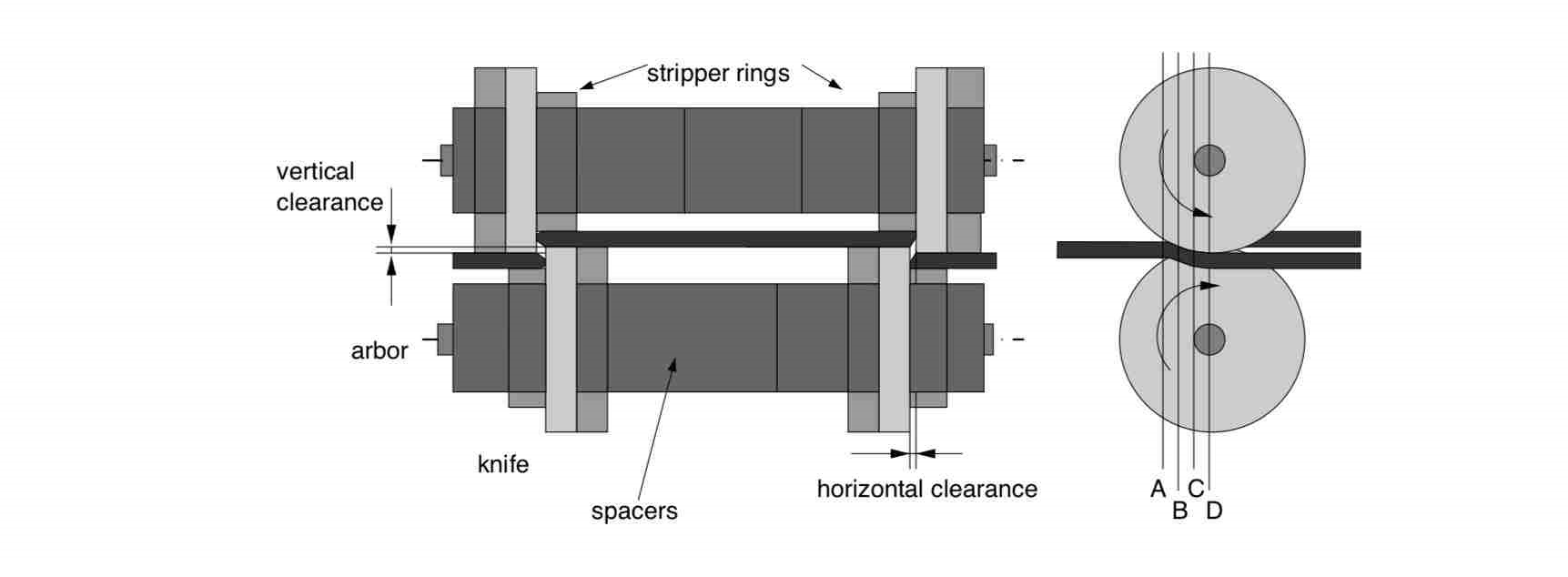
- برش دهنده که شامل دو محور موازی است که با تیغههای برش چرخشی نصب شدهاند. این تیغهها تا حدی به داخل کویل نفوذ میکنند و باعث ایجاد ترک یا شکستگی در دو طرف کویل میشوند و مواد را از هم جدا میکنند.
- دستگاه کشش بین دستگاه برش و دستگاه رول جمع کن بعدی قرار میگیرد. به دلیل اینکه کویل اصلی در مرکز عرض خود تاجدار یا قطر بزرگتری نسبت به لبهها دارد، به یک دستگاه کشش نیاز است. بدون دستگاه کشش، مواد شکافته شده از مرکز کویل اصلی سریعتر جمع میشوند، در حالی که نوارهای بیرونی شل آویزان میشوند.
- ریکویلکه کویلهای شکافدار را روی یک مندرل متحرک و قابل انبساط اشغال میکند. مندرل ریکویلر مجهز به دیسکهای جداکننده است که از تداخل عرضهای باریکتر کویل جلوگیری میکند.
تجهیزات اضافی خط برش میتواند شامل موارد زیر باشد:
- ماشین آلات دفع ضایعات
- تجهیزات اصلاح لبه
- دستگاههای بستهبندی
دو نوع اساسی وجود دارد خطوط برش:
- خط برش کششی
- خط برش حلقهای
3.0انواع خطوط برش کویل چیست؟
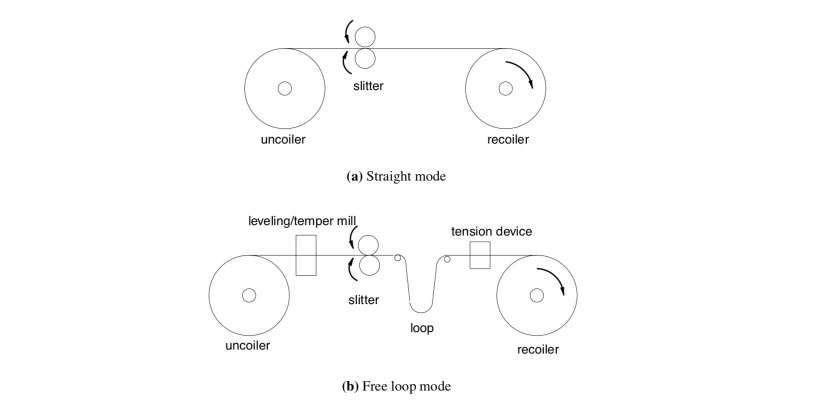
روشن خطوط برش کششی، دستگاه رول جمع کن نیروی لازم برای بیرون کشیدن مواد کویل از قرقره رول باز کن، از طریق دستگاه برش و جمع کردن نوارهای فرآوری شده را فراهم میکند.
در خطوط برش حلقهاییک گودال در خط تعبیه شده است. نوارهای کویل فرآوری شده به داخل گودال حلقه میشوند که به جذب اختلاف طول نوار در داخل کویلهای شکافدار کمک میکند. دستگاه برش معمولاً قدرت لازم برای باز کردن و برش مواد را فراهم میکند، در حالی که دستگاه رول جمعکن، قدرت لازم برای پیچیدن مجدد مواد را فراهم میکند.


4.0خالی شدن کویل چیست؟
قطعات ورق فلزی با اندازه متوسط تا بزرگ از ورقهای خام انباشته شده که به یک پرس قالبگیری وارد میشوند، تولید میشوند. این ورقهای خام از مواد کلاف شده با استفاده از هر یک از روشهای زیر تولید میشوند: خطوط برش طولی یا پرسهای خالی کننده.
- برای پردازشهای بعدی، نیاز به موارد زیر حیاتی است: انحنای طبیعی را صاف کنید، یا مجموعه از سهام سیم پیچ اصلی. برای دستیابی به این هدف، مواد سیم پیچ از طریق یک صاف کننده یا تراز کنندههمزمان با حرکت ورق فلزی از طریق صاف کننده یا تراز کننده، بین غلتکهای قابل تنظیم و مخالف، خم میشود. این خم شدن منجر به صاف شدن ورق میشود.
- صاف کننده ها فقط مجموعه کویل را بردارید
- ترازکنندهها مجموعه کویل را بردارید و عیوب رایج مانند موارد زیر را اصلاح کنید:
- لبههای موجدارکه در آن لبههای نوار بیرونی بلندتر از لبههای نوار مرکزی هستند
- کمانش مرکزی(تهیه روغن)، که در آن مرکز نوار از لبههای آن بلندتر است
پس از صاف کردن و تراز کردن، قطعات خالی به اندازه دلخواه قیچی میشوند. این کار معمولاً با استفاده از موارد زیر انجام میشود:
- برش ثابت یا خطوط برش طولی از نوع حلقهایجایی که سیمپیچ در حین برش متوقف میشود
- خطوط برش طولی با برش پرندهجایی که برش حرکت میکند و مواد کویل متحرک را برش میدهد
قطعات خام با شکل منظم با عملیات برش مستقیم تولید میشوند، در حالی که اشکال پیچیده و نامنظم با تولید میشوند پرسهای خالی کنندهکه ممکن است خارج از مرکز یا هیدرولیک با سرعت بالا باشد و حداکثر 80 ضربه در دقیقه داشته باشد. سوراخها و شیارها همچنین ممکن است در طول عملیات اولیهی خالی کردن ایجاد شود.
5.0خطوط پردازش کویل چیست؟
پردازش کویل به طور قابل توجهی کارایی عملیات پرسکاری ورق فلزی و همچنین سایر خطوط پردازش مانند ... را بهبود میبخشد. رول فرمینگ و تولید کانال کشیاز آنجا که سیمپیچ به طور مداوم از طریق سیستم تغذیه میشود، تولید بدون وقفه ادامه دارد.
علاوه بر این، خطوط پردازش کویل میتوانند نیاز به پرسهای خالیکن جداگانه را از بین میبرد و نیازهای ذخیرهسازی و جابجایی را کاهش میدهد.
اجزای اساسی خط تولید کویل شامل موارد زیر است:
- الف کویل بازکن، صافکننده و تغذیهکننده واحدی که عملیات باز کردن کلاف، صاف کردن و تغذیه را در یک سیستم یکپارچه ترکیب میکند.
- تجهیزات صاف کردن یا تراز کردن برای اطمینان از صاف بودن حجم کویل.
- مکانیزمهای تغذیه خودکار کویل، مانند کشویی، غلتکی یا گیرهای ماشینهای تغذیهکنندهبرای انتقال کلاف به داخل پرس یا سیستم برش استفاده میشوند.
- غلتکهای تغذیه مستقل که توسط سرووموتورهای کنترلشده دیجیتالی هدایت میشوند.
6.0چگونه کویلها برای پردازش مداوم جوش داده میشوند؟
تمام تولیدات کویل مقداری قراضه تولید میکند. در برخی موارد، پردازش قراضه میتواند تابعی از قالب مهر زنی خودش. اغلب، ضایعات توسط ... پردازش میشوند. مکانیسمهای جداگانه، که ممکن است با فشار فعال میشود یا به طور مستقل تغذیه میشود.
برای عملیات کویل با تولید بالا، یک جریان پیوسته و بدون وقفه از کویل مورد نیاز است. برای دستیابی به این هدف، ایستگاههای جوشکاری کویل به کویل طوری قرار میگیرند که لبه جلویی کلاف جدید بتواند به لبه پشتی کلاف قبلی جوش داده شود، حذف نیاز به پیچاندن سیمپیچ جدید به داخل خط.
برای تسهیل جوشکاری، یک آکومولاتور کویلی یا نواری برای نگه داشتن کلاف کافی جهت ادامه کار خط جوش در حین انجام جوش استفاده میشود.
نتیجهگیریخطوط پردازش کویل، روشی بهینه، کارآمد و مقیاسپذیر برای جابجایی ورقهای فلزی در محیطهای تولید صنعتی ارائه میدهند. از برش و سوراخکاری گرفته تا سیستمهای جوشکاری و تغذیه، هر قطعه نقش مهمی در تضمین حداکثر بهرهوری و دقت ایفا میکند.
7.0سوالات متداول (FAQ)
Q1: تفاوت بین برش کویل و خالی کردن کویل چیست؟
الف) برش کویل شامل برش یک کویل اصلی پهن به چندین کویل باریکتر است، در حالی که برش کویل به برش کلاف به قطعات مسطح یا شکلهای مختلف برای قالبگیری اشاره دارد. برش در مورد کاهش عرض است و برش در مورد تولید قطعات با اندازه جزئی است.
Q2: چرا تراز کردن در پردازش کویل مهم است؟
الف) تراز کردن، مجموعه سیمپیچ را از بین میبرد و عیوب شکلی مانند لبههای موجدار یا کمانش مرکزی را اصلاح میکند. این امر تضمین میکند که ماده به صورت صاف قرار میگیرد، که برای عملیات قالبگیری و شکلدهی با دقت بالا بسیار مهم است.
Q3: مزایای استفاده از خطوط پردازش کویل چیست؟
الف) خطوط فرآوری کویل با فراهم کردن امکان تغذیه مداوم، کاهش ضایعات مواد، به حداقل رساندن جابجایی دستی و ادغام برش، تراز کردن و تغذیه در یک سیستم ساده، راندمان تولید را بهبود میبخشند.
Q4: چه نوع موادی را میتوان روی خطوط برش پردازش کرد؟
الف) خطوط برش میتوانند طیف وسیعی از مواد، از جمله آلومینیوم، فولاد ضد زنگ، فولاد کربنی، مس و فلزات پوشش داده شده، از فویلهای نازک گرفته تا ورقهای ضخیم را پوشش دهند.
Q5: آیا میتوان کویلها را بدون توقف خط پردازش کرد؟
الف) بله. استفاده از دستگاه جوشکاری کویل به کویل و یک انباره، امکان اتصال کویلهای جدید را بدون توقف خط فراهم میکند و تولید مداوم و بدون وقفه را امکانپذیر میسازد.




