
- 1.0برشکاری در شکلدهی فلزات چیست؟
- 2.0عملیات برش و مکانیک ابزار
- 3.0پانچ در مقابل برش: تفاوتهای کلیدی در برش فلز
- 4.0انواع متداول تکنیکهای برش در برش ورق فلزی
- 5.0ماشینهای قیچی: انواع و اصول برش
- 6.0چگونه عملکرد دستگاه برش را بهینه کنیم
- 7.0مطالعات موردی: کاربردهای نوآورانه فرآیندهای برش
- 8.0نتیجهگیری و توصیهها
- 9.0سوالات متداول (FAQ)
1.0برشکاری در شکلدهی فلزات چیست؟
برشکاری یک فرآیند برش مکانیکی است که برای جدا کردن مواد - به ویژه ورق فلز - بدون تشکیل براده، سوختن یا ذوب شدن استفاده میشود. این تکنیک به طور گسترده به عنوان ... عملیات مقدماتی برای تولید پاییندستی به دلیل توانایی آن در حفظ دقت و ثبات در محصولات نهایی.
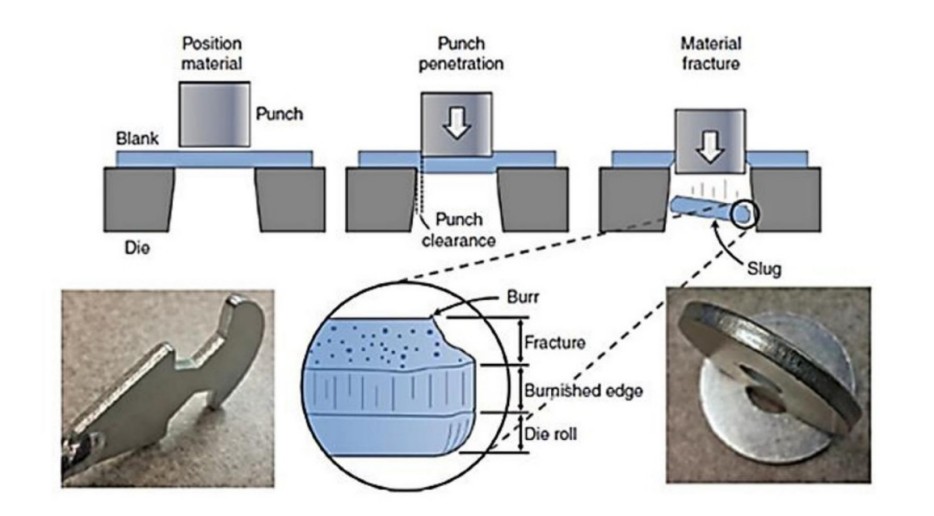
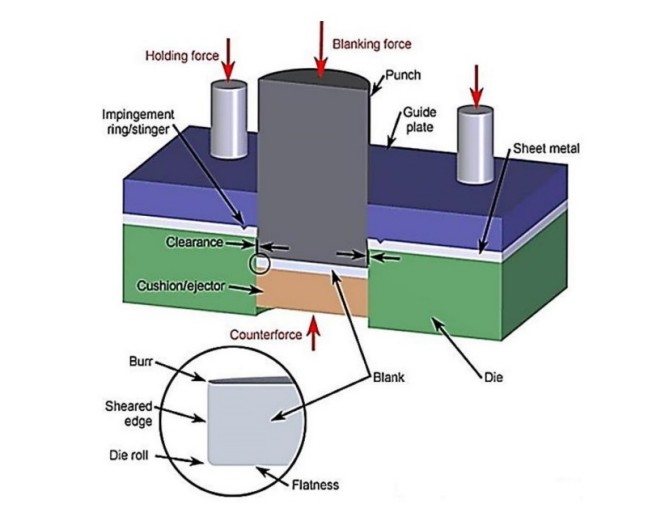
قیچی کردن همچنین به عنوان شناخته میشود برش ورق فلزیوقتی نیروی برشی از مقاومت برشی نهایی ماده بیشتر شود، ماده در محل اعمال شده میشکند و از هم جدا میشود. فرآیند برش از دو ابزار اصلی استفاده میکند: یک پانچ و یک قالب (یا تیغههای بالایی و پایینی) که به ترتیب در بالا و پایین ورق قرار دارند (شکل 1).
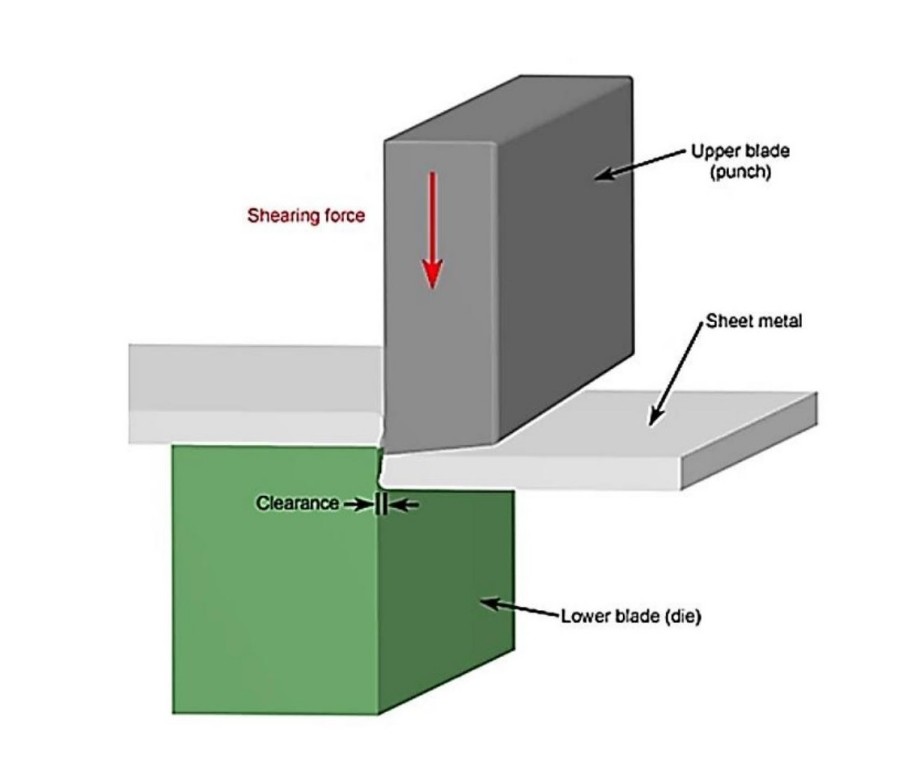
فاصله بین تیغههای بالایی و پایینی معمولاً از 2% تا 10% ضخامت ورق متغیر است که به خواص مکانیکی ماده، مانند مقاومت برشی، بستگی دارد. فاصله مناسب، برش کارآمد را تضمین میکند و در عین حال باعث افزایش تغییر شکل پلاستیک بدون آسیب رساندن به مواد.
2.0عملیات برش و مکانیک ابزار
وقتی دو تیغه یک ورق را برش میدهند، این عمل عموماً برش نامیده میشود. قیچی کردنبا این حال، هنگامی که تیغهها زاویهدار یا به طور متفاوتی پیکربندی شدهاند، عملیاتی مانند خالی کردن، سوراخ کردن، بریدن یا کوتاه کردن از دیدگاه طراحی ابزار و رفتار مواد، همه آنها فرآیندهای مرتبط با برش در نظر گرفته میشوند.
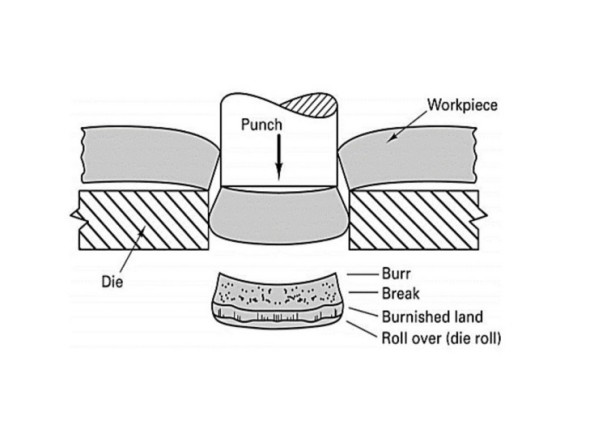
در برش معمولی، پانچ فلز را از میان قالب عبور میدهد و تغییر شکل موضعی در امتداد یک ناحیه برشی باریک ایجاد میکند. فاصله 5%-10% از ضخامت ورق حفظ میشود. هنگامی که تحت شرایط فشاری انجام میشود، این امر شکستگیها را کاهش و سختی را افزایش میدهد. کسر لبه صافدر فشار کافی، ماده ممکن است با حداقل شکستگی سطح، کاملاً برش بخورد.
3.0پانچ در مقابل برش: تفاوتهای کلیدی در برش فلز
اگرچه اغلب به جای یکدیگر استفاده میشوند، مشت زدن و برش دادن فرآیندهای متمایزی هستند. برش به اعمال نیروهای افست برای تقسیم مواد در امتداد یک مسیر مستقیم یا منحنی اشاره دارد. از سوی دیگر، پانچ کردن شامل ایجاد ... اشکال بسته با حذف مواد، شبیه به استفاده از پانچ سوراخ کاغذ
تفاوتهای کلیدی عبارتند از:
- قیچی کردن از تیغههای خطی مخالف برای جدا کردن مواد استفاده میکند.
- مشت زدن ساختارهای بستهای مانند سوراخهای دایرهای را تشکیل میدهد.
- لبههای برش مستقیماً بر شکل نهایی قطعه تأثیر میگذارند.
4.0انواع متداول تکنیکهای برش در برش ورق فلزی
چندین نوع عملیات برش وجود دارد که هر کدام برای وظایف خاصی مناسب هستند:
- قیچی ساده
- مشت زدن
- برش
- خالی کردن
- برش
- قطع
- نوک زدن
- تراشیدن
- پیرایش
- دینکینگ
- لنسینگ
- خالی کردن ظریف
4.1برش: برش فلز از کویل به نوار
برش ورقهای فلزی با استفاده از دستگاه برش، آنها را به نوارهای باریکتری برش میدهد. تیغههای برش دایرهایاین فرآیند پیوسته، سریع و اقتصادی است و در مقایسه با سایر روشهای برش، نتایج دقیقی ارائه میدهد.
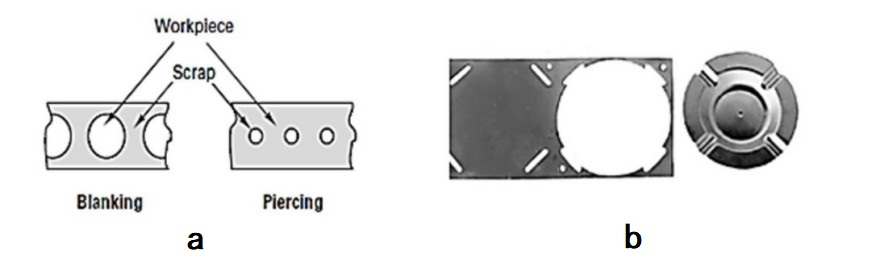
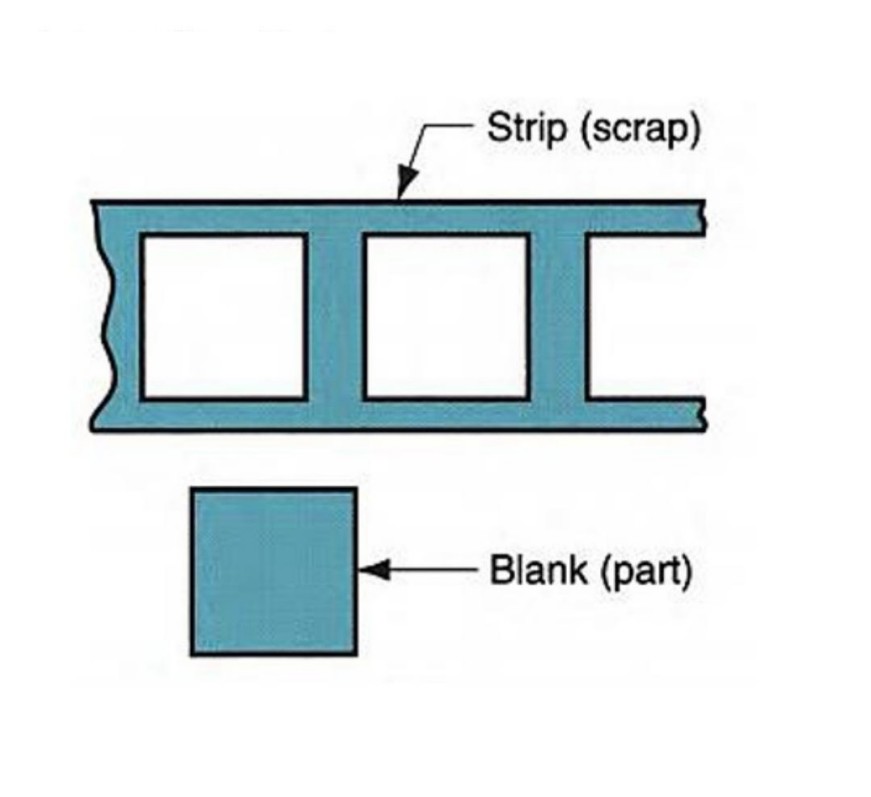
4.2خالی کردن: استخراج شکل یک مرحلهای
بلنک کاری شامل برش پانچی ورق فلزی برای حذف شکل مورد نظر (بلنک) و جدا کردن آن از مواد اولیه اطراف است.
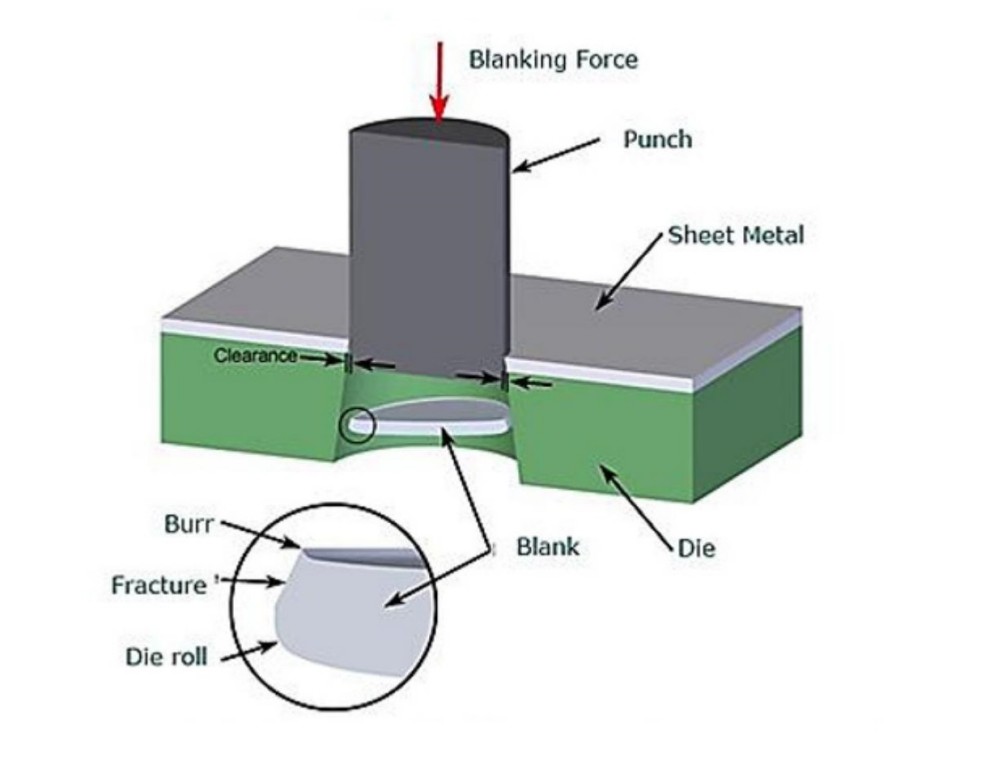
یک پرس هیدرولیک، قالب سوراخکاری را با سرعت بالا تا ... به حرکت در میآورد. ۱۰۰۰ ضربه در دقیقه- با فاصله 10-20% برای برش تمیز.
4.3برش دقیق: برش با دقت بالا
کاربردهای خالی کردن ظریف سه نیروی کنترلشده برای دستیابی به صافی برتر، حداقل پلیسه و تلرانس ابعادی تا نزدیکی ±0.0003. تنظیمات مشابه روش خامکن معمولی است، اما شامل کنترلهای اضافی برای نتایج با کیفیت بالاتر است.
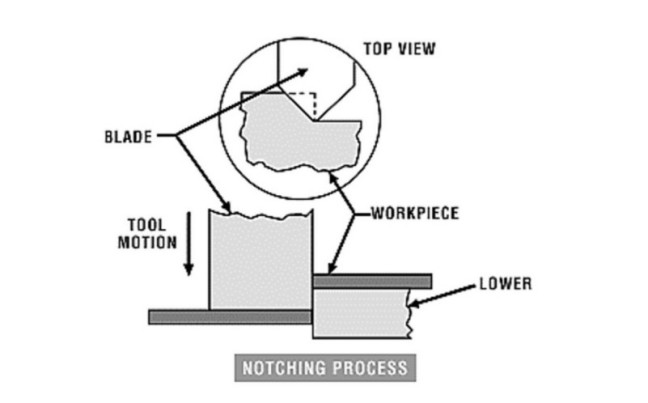
4.4برش: حذف ضایعات لبه
شیارزنی، مواد زائد را از لبه قطعه کار حذف میکند. این معمولاً یک فرآیند دستی و کم حجم ایدهآل برای اشکال یا زوایای سفارشی.
مزایا:
- برشهای زاویهدار قابل تنظیم
- قابلیت ایجاد هندسههای منحصر به فرد که در برش استاندارد امکانپذیر نیست
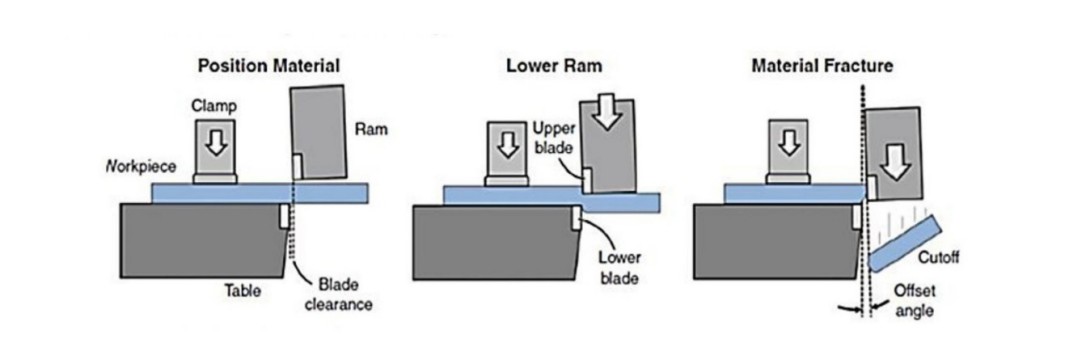
5.0ماشینهای قیچی: انواع و اصول برش
دستگاههای قیچی فلزات را با استفاده از ... برش میدهند. قیچی مانند حرکت یا حرکت تیغه مستقیم. ماشینهای کوچکتر ممکن است از حرکت زاویهای استفاده کنند، در حالی که ماشینهای بزرگتر به ... متکی هستند. زاویه چنگک و فاصله برای بهینه سازی عملکرد.

5.1انواع رایج ماشینهای برش:
- قیچی پنوماتیک- با سیلندرهای هوا کار میکند
- قیچیهای هیدرومکانیکی- با موتورهای هیدرولیکی کار میکند
- قیچیهای سروو موتور- مستقیماً به سروو موتورها متصل میشود
- قیچی هیدرولیک- نیروی برش بسیار بالایی را فراهم کنید
- قیچی برقی - مستقیماً توسط موتورهای الکتریکی (معمولاً همراه با گیربکس مکانیکی یا هیدرولیکی) تغذیه میشود
- قیچی دستی– بزرگنمایی با نیروی دست از طریق اهرم
6.0چگونه عملکرد دستگاه برش را بهینه کنیم
فرآیند برش پشم، کاری طاقتفرسا است و برای به حداکثر رساندن بهرهوری، به کنترل دقیق نیاز دارد. عوامل کلیدی عبارتند از:
- اطمینان حاصل کنید که تیغهها کاملاً صاف هستند
- تنظیم فاصله با توجه به ضخامت مواد
- تنظیمات صحیح گیج پشتی را تأیید کنید
- تثبیت ورق در حین برش
- انجام منظم سرویس و نگهداری (تمیز کردن، تعویض قطعات)
قیچی کردن برای موارد زیر ایدهآل است: برنز، برنج، آلومینیوم و فولادهای کم کربن، حداقل بریدگی و تلرانس را ایجاد میکند. با این حال، برای موارد زیر مناسب نیست مواد سخت و شکننده مانند تنگستن و برای قطعات با طول کمتر از 3.2 میلیمتر.
7.0مطالعات موردی: کاربردهای نوآورانه فرآیندهای برش
7.1مورد ۱: C2S2 – برش نواری با محصورشدگی پیوسته
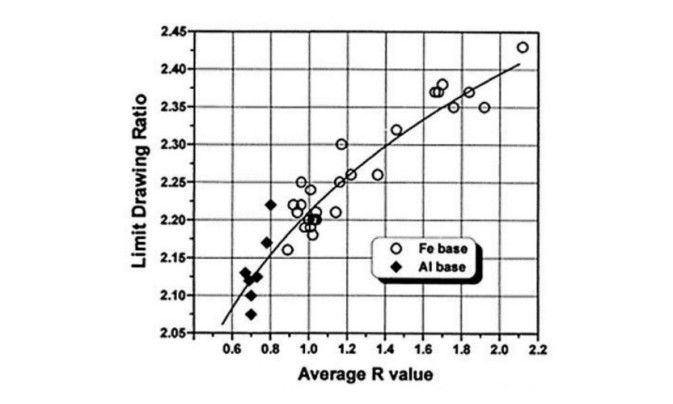
برای تولید خودروهای سبکتر، آلومینیوم (آلومینیوم) ورقها جایگزین ورقهای سنگینتر بر پایه آهن میشوند. استفاده پرس زاویهدار با کانالهای مساوی (ECAP)مهندسان کرنش برشی را القا میکنند تا مقدار R فلز را افزایش دهند و شکلپذیری آن را بهبود بخشند.
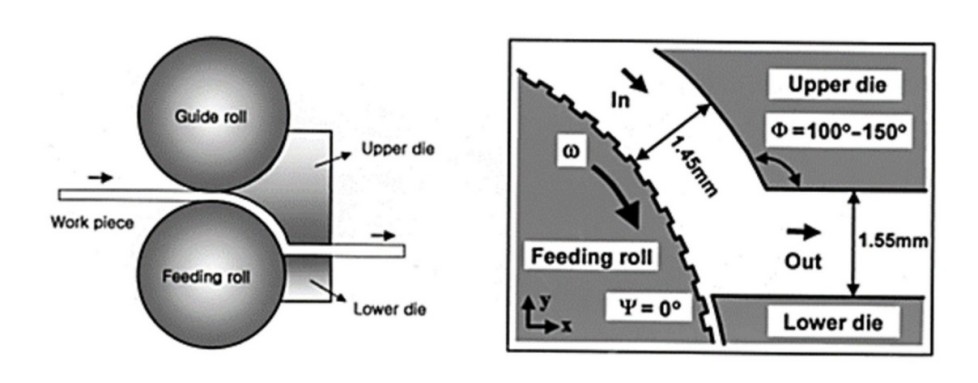
سیستم C2S2 از غلتکهای دوقلو برای ایجاد تغییر شکل برشی ثابت - که از پرسهای هیدرولیک کارآمدتر است - استفاده میکند و میتواند عیوب سطحی را در حین کار تشخیص دهد.
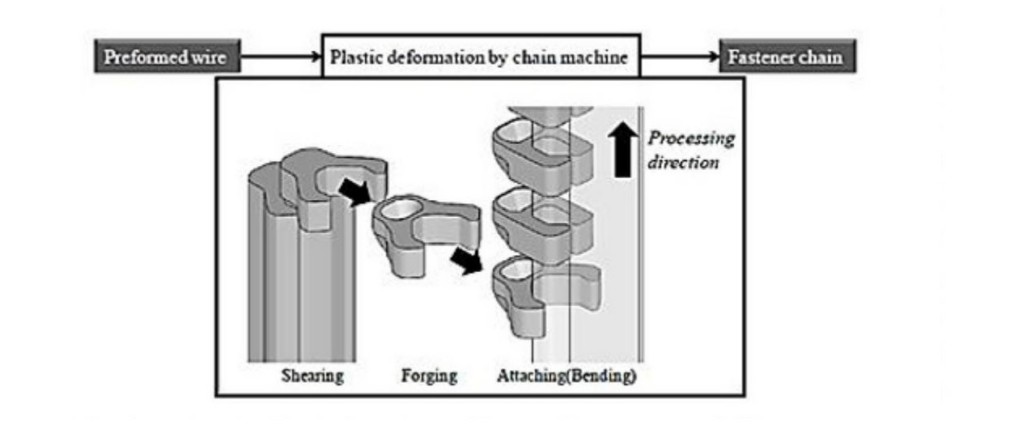
7.2مورد ۲: برش قطعات زیپ مس-روی
در پوشاک و اکسسوریها استفاده میشود، سیم آلیاژی مسی Y شکل به صورت تراشه برش داده میشود، آهنگری میشود و برای تشکیل دندانههای زیپ خم میشود. با پیچیدهتر شدن طرحها، دستیابی به دقت در شکلدهی نیاز به تکرارهای متعدد دارد.
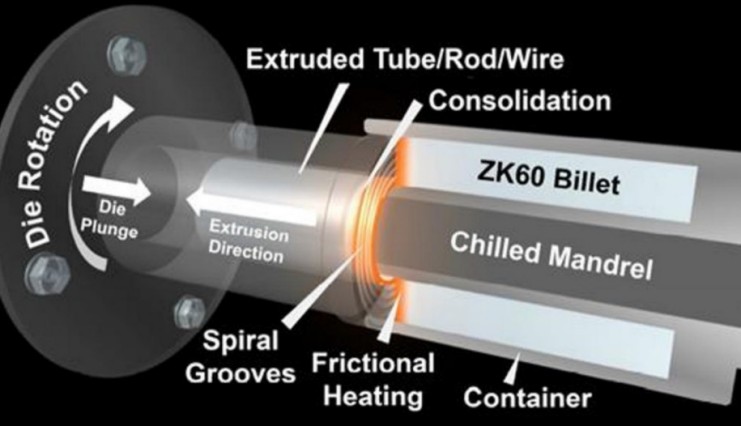
7.3مورد ۳: شکل لوله آلیاژ منیزیم ZK60
آلیاژهای منیزیم، به ویژه منیزیم غیر کمیاب، مزایای کاهش وزن را ارائه میدهند. استفاده از پردازش و اکستروژن به کمک برش (SHAPE) با اصلاح ریزساختارها و حذف نقاط ضعف فاز دوم، خواص مکانیکی را بهبود میبخشد.
8.0نتیجهگیری و توصیهها
این مطالعه نکات کلیدی را برجسته میکند عملیات برش، ماشین آلات و کاربردهای پیشرفتهفرآیند برش برای فلزات نرم تا متوسط بسیار مؤثر است و ... مقرون به صرفه برای تولید انبوه، اما برای کاربردهای با سختی بالا یا پرداخت سطح دقیق ایدهآل نیست.
توصیه: از برشکاری برای طولهای کمتر از ۳.۲ میلیمتر یا فلزات شکننده و با مقاومت بالا خودداری کنید.
جهت گیری آینده: تکنیکهایی مانند SHAPE و C2S2 نویدبخش بهبود خواص مواد از طریق تغییر شکل برشی هستند.
9.0سوالات متداول (FAQ)
Q1: تفاوت بین برش و مشت زدن چیست؟
الف: برش شامل برش مواد در امتداد یک مسیر مستقیم یا منحنی با استفاده از تیغههای مخالف، شبیه به قیچی است. از سوی دیگر، پانچ کردن، مواد را به طور کامل به شکل بسته، مانند ایجاد سوراخ با پانچ، برمیدارد. هر دو از ابزارهای مشابهی استفاده میکنند اما در شکل و هدف از برداشتن مواد متفاوت هستند.
Q2: چه موادی برای فرآیند برش مناسبتر هستند؟
الف: برشکاری روی فلزات نرم تا متوسط مانند آلومینیوم، فولاد کم کربن، برنج و برنز به بهترین شکل انجام میشود. توصیه نمیشود برای مواد سخت یا شکننده مانند تنگستن به دلیل سایش ابزار و خطر تغییر شکل غیرطبیعی.
س ۳:بلانکینگ ظریف چیست و چه تفاوتی با بلانکینگ معمولی دارد؟
الف: خالی کردن دقیق، نسخهای با دقت بالا از خالی کردن است که از ... استفاده میکند. سه نیروی اعمال شده برای تولید لبههای صاف، تلرانسهای دقیقتر (تا نزدیکی ±0.0003 اینچ) و حداقل پلیسه. معمولاً برای قطعات دقیق خودرو و الکترونیکی استفاده میشود.
Q4: فاصله بین لبهها چه تاثیری بر عملیات برش دارد؟
الف: منظور از فاصله، فاصله بین تیغههای بالایی و پایینی (پانچ و ماتریس) است. این فاصله معمولاً از ... متغیر است. ۲۱TP3T تا ۱۰۱TP3T از ضخامت ماده. فاصله مناسب، برشهای تمیز را تضمین میکند، از پارگی یا پلیسههای بیش از حد جلوگیری میکند و سایش ابزار را کاهش میدهد.
Q5: آیا میتوان از برش برای تولید با حجم بالا استفاده کرد؟
الف: بله. پشمچینی برای موارد زیر مناسب است: تولید انبوهبه خصوص در پردازش ورق فلز. ماشینهای برش هیدرولیک و سروو موتور میتوانند به سرعتهایی تا ... دست یابند. ۱۰۰۰ ضربه در دقیقه، که آن را برای عملیات مداوم بسیار کارآمد میکند.




