

- 1.0درک ظرفیت برشی بر اساس استانداردهای فولاد نرم
- 2.0عوامل کلیدی مؤثر بر نیروی برشی
- 3.0نقش زاویه براده در برش فلزات
- 4.0چگونه خواص مواد بر عملکرد برشی تأثیر میگذارند
- 5.0نیروی برشی و ضخامت فلز: چه رابطهای بین آنها وجود دارد؟
- 6.0حداقل ضخامت قابل برش بر اساس نوع دستگاه
- 7.0چرا فاصله بین تیغهها در برش ورق فلزی اهمیت دارد؟
- 8.0انواع چاقوهای برشی و کاربردهای آنها
- 9.0نکات ضروری در مورد سایش، بازرسی و نگهداری چاقو
- 10.0درک سختکاری در برش فلزات
- 11.0اثرات سخت کاری
- 12.0شیوههایی برای اجتناب
- 13.0ظرفیت برشی در مقابل ظرفیت چاقویی: تفاوت چیست؟
- 14.0جدول مرجع ظرفیت برشی عمومی (گزیده)
- 15.0جدول مرجع ظرفیت برشی فولاد
- 16.0ویژگیهای برش اختیاری که دقت برش را بهبود میبخشند
- 17.0خلاصه نهایی: بهترین شیوهها برای برش ایمن و کارآمد پشم
صنعتی ماشینهای برش ورق برای برش دقیق ورقهای فلزی و مواد صفحهای ضروری هستند. برای اطمینان از عملکرد بهینه و عملیات ایمن، درک چگونگی ارزیابی ظرفیت برشی و عوامل مؤثر بر راندمان برش بسیار مهم است. این راهنما مروری جامع بر اصول نیروی برشی، زاویه براده، انتخاب چاقو، خواص مواد و بهترین شیوههای نگهداری ارائه میدهد.


1.0درک ظرفیت برشی بر اساس استانداردهای فولاد نرم
رتبهبندیهای برشی معمولاً بر اساس حداکثر ضخامت برش فولاد نرم تحت یک زاویه براده مشخص انجام میشود. خواص مکانیکی استاندارد فولاد نرم شامل موارد زیر است:
| ملک | ارزش |
| حداکثر مقاومت برشی | ۵۰،۰۰۰ پوند بر اینچ مربع |
| مقاومت کششی نهایی (UTS) | ۵۵۰۰۰–۷۰۰۰۰ psi |
| استحکام تسلیم (YS) | ۳۵۰۰۰–۵۰۰۰۰ psi |
| کشیدگی (در 2 اینچ) | ۲۰–۳۵۱TP3T |
نکته: رتبهبندیها شامل مقادیر مجاز برای ضخامتهای بیش از حد معمول نیز میشوند. برای مثال، یک صفحه ۰.۲۵۰ اینچی ممکن است در واقع تا ۰.۰۳۰ اینچ ضخیمتر باشد و همچنان در محدوده ظرفیت نامی خود قرار گیرد.
2.0عوامل کلیدی مؤثر بر نیروی برشی
نیروی برشی باید از نیروی مورد نیاز برای برش ماده مورد نظر بیشتر باشد. عوامل مؤثر اصلی عبارتند از:
- مقاومت برشی مواد
- زاویه براده و ضخامت ماده
- شکلپذیری و کارسختی
- وضعیت و فاصله چاقو
- عمق قطعه پشتی و سیستمهای پشتیبانی
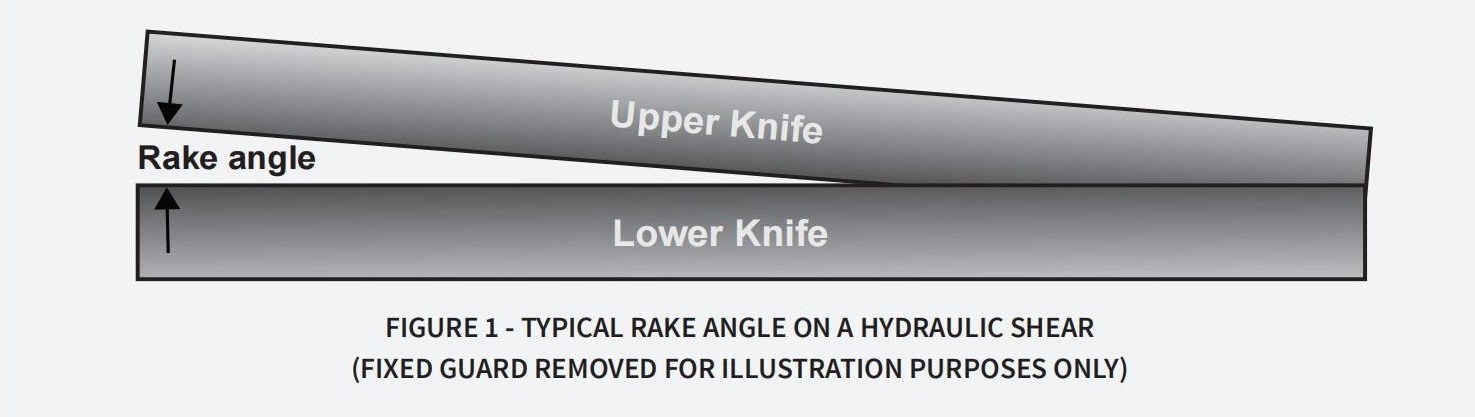
3.0نقش زاویه براده در برش فلزات
زاویه شیب شیب بین تیغههای چاقوی بالایی و پایینی است. این امر تا حد زیادی بر نیروی برش و رفتار ماده در حین برش تأثیر میگذارد:
- الف چنگک بزرگتر زاویه نیروی مورد نیاز را کاهش میدهد
- براده برداری بیش از حد ممکن است منجر به اعوجاج قطعه یا طولانی تر شدن ضربه چاقو شود.
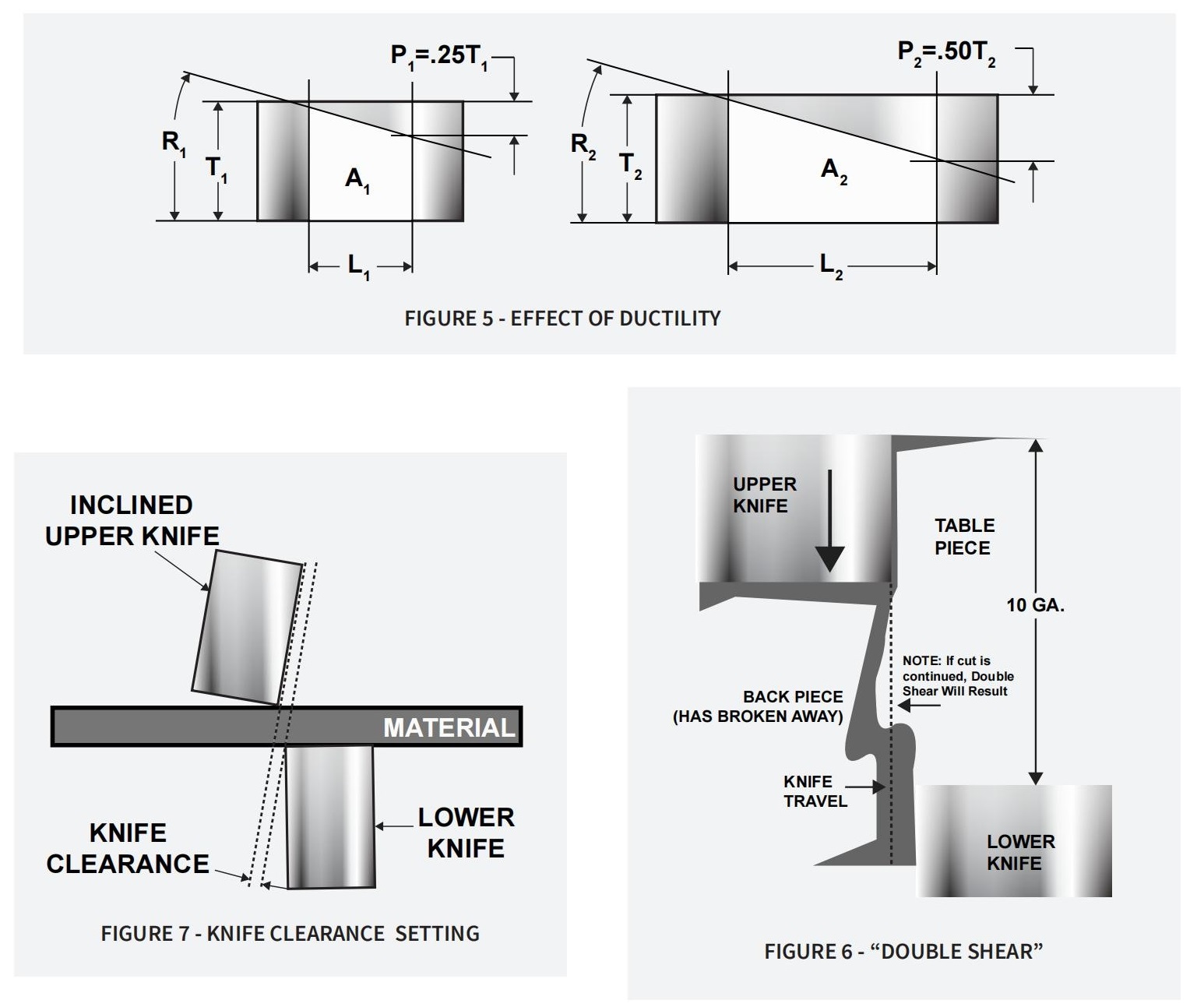
3.1زاویه شیب در عمل: کاهش نیرو و تأثیر بر کیفیت:
اگر R₂ = 2R₁ → باشد، آنگاه Force₂ = ½ Force₁
بهترین روش: از حداقل زاویه براده استفاده کنید که کیفیت برش قابل قبولی را بدون تجاوز از محدودیتهای دستگاه ارائه دهد. زاویههای براده بالاتر به ویژه برای فولاد ضد زنگ و مواد با شکلپذیری بالا مفید هستند.
4.0چگونه خواص مواد بر عملکرد برشی تأثیر میگذارند
4.1مقاومت مصالح و تأثیر آن بر ظرفیت برشی
موادی که از فولاد نرم قویتر هستند (UTS/YS بالاتر) ظرفیت کاهش یافته.
4.2شکلپذیری و نفوذ چاقو در برش ورق فلزی
موادی با ازدیاد طول بالاتر از 35% به دلیل نفوذ عمیقتر چاقو، عملکرد برشی را کاهش میدهند.
مثالها عبارتند از:
- فولادهای کربنی ۱۰۰۶، ۱۰۰۸ و گاهی اوقات ۱۰۱۰/۱۰۱۲
- ASTM A283 درجه A، A285 درجه A، A570 درجه 30 (زمانی که ازدیاد طول بیش از 35% باشد)
5.0نیروی برشی و ضخامت فلز: چه رابطهای بین آنها وجود دارد؟
نیروی برشی با ضخامت به صورت درجه دوم افزایش مییابد:
نیرو ∝ ضخامت²
→ اگر T₂ = 2T₁ → نیرو₂ = 4 × نیرو₁
6.0حداقل ضخامت قابل برش بر اساس نوع دستگاه
حداقل محدودیتها به فاصله و تیزی چاقو بستگی دارد. مثالها:
| مدل | گیج | اینچ | میلیمتر |
| ۳۷۵ اچ اس | ۲۶ جی ای | 0.018″ | 0.45 |
| ۵۰۰ اچ اس | ۲۲ جی ای | 0.030″ | 0.76 |
| ۷۵۰ اچ اس | ۲۰ گالیم | 0.036″ | 0.91 |
| سری SE | ۱۶ جی ای | 0.060″ | 1.52 |
7.0چرا فاصله بین تیغهها در برش ورق فلزی اهمیت دارد؟
فاصله مناسب چاقو، برشهای تمیز و یکدست را تضمین میکند.
- خیلی کم: برش مضاعف، پلیسه، سایش سریع
- خیلی زیادبرشهای نادرست، تا کردن
7.1تنظیمات توصیه شده برای فاصله تیغه از سطح زمین بر اساس نوع برش:
- قیچی مکانیکی: 7%از ضخامت مواد
- قیچی هیدرولیک: ۷–۱۵۱TP3Tقابل تنظیم با لبههای میز
برای فولاد ضد زنگ، حداقل فاصله را برای جلوگیری از پلیسه و سخت شدن کار حفظ کنید.
8.0انواع چاقوهای برشی و کاربردهای آنها
انتخاب تعادل مناسب مواد چاقو مقاومت در برابر سایش و مقاومت در برابر ضربه.
| نوع | مقاومت در برابر سایش | مقاومت در برابر ضربه | استفاده ایدهآل |
| الف | بالاترین | کمترین | فولاد نازک ملایم/ضد زنگ |
| ب | بالا | کم | استیل ضد زنگ یا آلومینیوم سبک |
| سی | متوسط | متوسط | برش عمومی |
| دی | کم | بالا | کاربردهای شوک بالا |
| ای | کمترین | بالاترین | مواد ساینده، شکننده یا با ضربه بالا |
| س | متوسط | بسیار بالا | آلیاژهای ضد زنگ، اینکونل، هستلوی، داکتیل |
برای برش مکرر فولاد ضد زنگ (به خصوص استفاده >50%)، نوع S توصیه میشود.
برای فولاد ضد زنگ سبک (≤10 GA)، نوع A ممکن است کافی باشد.
9.0نکات ضروری در مورد سایش، بازرسی و نگهداری چاقو
چاقوهای کند یا آسیبدیده نیروی برش را افزایش میدهند و میتوانند به ماشینآلات آسیب برسانند.
9.1شاخصهای رایج سایش چاقو
- حجامت
- مناطق روشن (نشان دهنده برش مضاعف)
- پرداخت لبه ضعیف
9.2عواملی که فرسایش چاقو را تسریع میکنند:
- مواد برش خورده با شعله یا سخت شده
- ورقهای طرحدار (مثلاً صفحه آجدار)
- ترخیص نامناسب
- مواد برش >300 BHN
9.3تأثیر عمق قطعه پشتی بر نیروی برشی:
- چاقوها را مرتباً بچرخانید و تیز کنید
- سایش مانیتور در نزدیکی بازوهای مربعی
- از بریدن صفحات AR >360 BHN خودداری کنید.

10.0درک سختکاری در برش فلزات
عمق قطعه پشتی، فاصله تیغه تا لبه انتهایی ماده است:
- عمق بیشتر → نیروی مورد نیاز بیشتر
- برای پشتیبانی از مواد سنگین یا انعطافپذیر، از میزهای پنوماتیک یا بازوهای گوشهای استفاده کنید.
11.0اثرات سخت کاری
مواد سخت شونده مانند فولاد ضد زنگ و آلیاژهای نیکل به دلیل افزایش سختی سطح، به نیروی بیشتری برای برش نیاز دارند. برای کاهش این مشکل، از چاقوهایی با مقاومت بالا در برابر ضربه و تنظیمات مناسب براده استفاده کنید.
12.0شیوههایی برای اجتناب
| تمرین | ریسک |
| برشهای کوتاه < 0.125″ | افزایش بار، گیر افتادن مواد |
| فاصله زیاد چاقو روی ورقهای نازک | پاک کردن به جای بریدگیهای تمیز |
| برش چند لایه | کیفیت برش ضعیف، بار اضافی دستگاه |
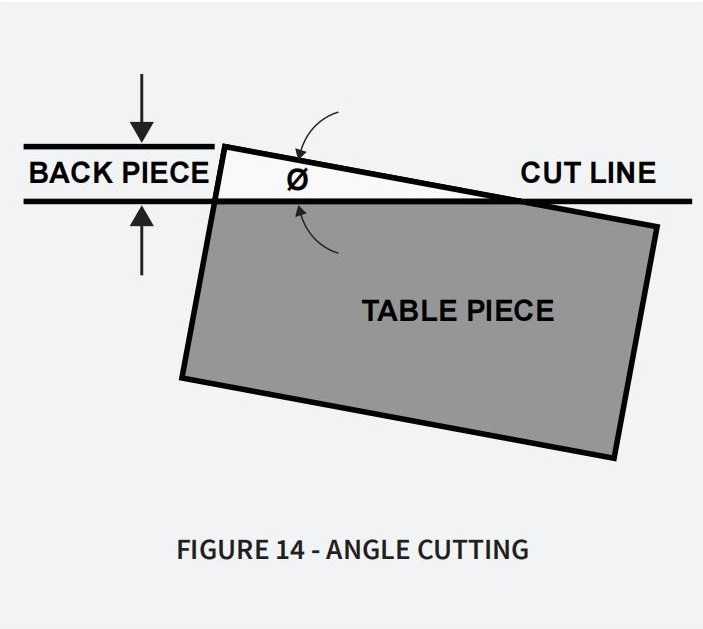
| برشهای زاویهای < 20° | تراشهها، شکست برشی |
13.0ظرفیت برشی در مقابل ظرفیت چاقویی: تفاوت چیست؟
درک این تمایز از نارسایی زودرس جلوگیری میکند:
| پارامتر | حکومت میکند | بستگی دارد |
| ظرفیت برشی | ماشین | ضخامت² × مقاومت برشی × زاویه برش |
| ظرفیت چاقو | جنس چاقو | ضخامت × مقاومت برشی (مستقل از میزان شیب) |
مدلهای هیدرولیکی اغلب دارای محافظ اضافه بار هستند. با این حال، خاموش شدن، سایش تیغه را افزایش میدهد.
14.0جدول مرجع ظرفیت برشی عمومی (گزیده)
| گرید ASTM | استحکام کششی (کیلووات بر اینچ مربع) | استحکام تسلیم (ksi) | حداقل کشیدگی (% در 2 اینچ) | ضخامت فولاد ملایم دارای رتبه | حداکثر ظرفیت معادل (اینچ) |
|---|---|---|---|---|---|
| A36 | ۵۸–۸۰ | ۳۶–۵۱ | 23 | ۰.۱۸۸ اینچ (تقریباً ۷ گالن) | 0.250 / 0.375 / 0.500 / 0.625 / 0.750 |
| A514 | ۱۱۰–۱۳۰ | ۱۱۰≥ | 18 | ۰.۱۸۸ اینچ (تقریباً ۷ گالن) | 0.281 / 0.375 / 0.500 / 0.625 / 0.750 |
| A572 درجه 50 | ≥۶۵ | ۵۰≥ | 21 | ۰.۱۸۸ اینچ (تقریباً ۵ گالن) | 0.344 / 0.438 / 0.562 / 0.688 / 0.875 |
یادداشتهای استفاده:
این نمودار برای تخمین حداکثر ضخامت قابل برش برای گریدهای مختلف فولاد ASTM در ماشینهای برش فلز، شامل قیچیهای هیدرولیکی، قیچیهای مکانیکی و سیستمهای برش تحت کنترل CNC، در نظر گرفته شده است.
«حداکثر ظرفیت معادل» نشاندهندهی میزان برش معمول بر اساس فولاد نرم به عنوان مادهی پایه است.
14.1مثال:
- ۲۵۰ اینچ A572 درجه ۶۵→ نیاز به برش درجه بندی شده برای فولاد نرم ۰.۳۷۵ اینچی
- تی-۱ (ASTM A514)روی یک برش ۷۵۰ اینچی → حداکثر ظرفیت: 0.625″
15.0جدول مرجع ظرفیت برشی فولاد
| درجه فولاد | استحکام کششی (کیلووات بر اینچ مربع) | استحکام تسلیم (ksi) | حداقل کشیدگی (%) | ۱۲ GA (0.1046 اینچ) | ۱۰ GA (0.1345 اینچ) | 0.188″ | 0.250″ | 0.281″ | 0.375″ | 0.500″ | 0.625″ | 0.750″ | 1.000″ | 1.250″ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1008 CS نوع A/B/C | ان اس | ۲۰–۴۰ | 30 | ۱۲ جی ای | 10 گالیم | ۷ جی ای | 0.250 | – | – | – | – | – | – | – |
| A1008 امتیاز تنوع غذایی | ان اس | ۱۷–۲۹ | 38 | ۱۴ جی ای | ۱۲ جی ای | 10 گالیم | 0.250 | – | – | – | – | – | – | – |
| A1008 SS درجه 40 | ۵۲ دقیقه | ۴۰ دقیقه | 20 | ۱۲ جی ای | 10 گالیم | ۷ جی ای | 0.250 | – | – | – | – | – | – | – |
| A1008 HSLAS درجه 50 کلاس 1 | ۶۵ دقیقه | ۵۰ دقیقه | 20 | ۱۳ جی ای | ۱۱ جی ای | ۸ جی ای | ۵ گالیم | – | – | – | – | – | – | – |
| A1011 SS درجه 36 نوع 2 | ۵۸–۸۰ | ۳۶–۵۱ | 21 | ۱۲ جی ای | 10 گالیم | ۷ جی ای | 0.250 | – | – | – | – | – | – | – |
| A1011 HSLAS درجه 70 کلاس 1 | ۸۵ دقیقه | ۷۰ دقیقه | 14 | ۱۴ جی ای | ۱۲ جی ای | 9 جی ای | ۷ جی ای | – | – | – | – | – | – | – |
| A1011 HSLAS-F درجه 80 | ۹۰ دقیقه | ۸۰ دقیقه | 18 | ۱۴ جی ای | ۱۲ جی ای | 10 گالیم | ۷ جی ای | 0.281 | 0.375 | 0.500 | – | – | – | – |
یادداشتها:
این جدول دستورالعملهای کلی برای تخمین ضخامت قابل برش بر اساس خواص مکانیکی مواد ارائه میدهد.
مقادیر اسمی هستند و باید با ظرفیت و پیکربندی تیغه دستگاه برش خاص مطابقت داده شوند.
مرجعهای GA (گیج) تقریبی هستند و ممکن است بر اساس استاندارد متفاوت باشند (مثلاً گیج فولاد ایالات متحده در مقابل مشخصات سازنده).
عملکرد برش تحت تأثیر زاویه براده، فاصله تیغه از سطح، وضعیت تیغه و سختی ماده قرار دارد.
16.0ویژگیهای برش اختیاری که دقت برش را بهبود میبخشند
- شیمهای میزِ دربند برای تنظیم سریع فاصله چاقو
- ترخیص چاقوی برقی(مدلهای خودکار)
- ورق پنوماتیک پشتیبانی میکند برای جابجایی مواد بزرگ یا انعطافپذیر
- گوشه عقب پشتیبانی میکند برای جلوگیری از اعوجاج روی قطعات ضخیم یا انعطافپذیر
17.0خلاصه نهایی: بهترین شیوهها برای برش ایمن و کارآمد پشم
- با حداکثر زاویه برش شروع کنید، سپس بر اساس کیفیت برش، زاویه را کاهش دهید
- همیشه نوع چاقو را با جنس و ضخامت آن مطابقت دهید
- سایش را زیر نظر داشته باشید، فاصله را حفظ کنید و چاقوها را مرتباً بچرخانید
- هرگز از ظرفیت برشی یا چاقویی مجاز تجاوز نکنید
با به کارگیری این اصول و درک فیزیک پشت برش، اپراتورها میتوانند عملکرد ایمن، دقیق و طولانی مدت تجهیزات برش خود را تضمین کنند.




