

یاتاقانهای با کارایی بالا به طور گسترده در بخشهای صنعتی حیاتی مانند خودرو، ماشینهای ابزار دقیق و نیروگاههای بادی مورد استفاده قرار میگیرند. نورد حلقهای دقیق، یک فناوری پیشرفته شکلدهی چرخشی، در تولید حلقههای یاتاقان بدون درز به کار میرود و در نتیجه عمر مفید کلی یاتاقانها را افزایش میدهد.
این مقاله سه روش نورد حلقهای دقیق را که برای یاتاقانهایی با اندازههای مختلف طراحی شدهاند، شرح میدهد:
- نورد حلقهای سرد: برای تولید یاتاقانهای کوچک کاربرد دارد.
- نورد حلقهای شعاعی گرممناسب برای بلبرینگهای متوسط.
- نورد گرم حلقهای شعاعی-محوری: برای بلبرینگهای بزرگ استفاده میشود.
0.1مقدمه
یاتاقانها اجزای مکانیکی اساسی هستند که وظیفه حمل بار و انتقال نیرو را بر عهده دارند و به طور گسترده در صنایعی مانند ماشینآلات، خودرو، راهآهن، کشتیسازی، انرژی و هوافضا کاربرد دارند. در کاربردهای پیشرفته - از جمله ماشینآلات CNC دقیق، راهآهن پرسرعت، انرژی بادی و موتورهای هواپیما - یاتاقانها نه تنها باید به دقت ابعادی بالایی دست یابند، بلکه باید عمر طولانی و عملکرد قابل اعتمادی را در شرایط عملیاتی سخت مانند سرعت بالا، بار سنگین، دماهای بالا و نیروهای ضربه تضمین کنند. این یاتاقانها عموماً به صورت زیر تعریف میشوند: بلبرینگهای با کارایی بالاسطح تکنولوژیکی یاتاقانهای با کارایی بالا نه تنها نشان دهنده عملکرد اصلی محصولات یاتاقان است، بلکه تا حدودی نشاندهنده توانایی صنعتی یک منطقه تولیدی خاص نیز میباشد.
از نظر ساختاری، یاتاقانها معمولاً از حلقههای یاتاقان، اجزای غلتشی و قفس تشکیل شدهاند. در میان آنها، حلقه یاتاقان به عنوان جزء اساسی فونداسیون عمل میکند و ... 60%–70% از کل وزن و هزینه یاتاقاندر نتیجه، دقت و عملکرد حلقههای یاتاقان مستقیماً کیفیت کلی یاتاقانها را تعیین میکند. روش سنتی تولید حلقههای یاتاقان - "آهنگری قطعات خام + ماشینکاری" - با معایب رایجی مانند مصرف انرژی بالا، استفاده کم از مواد، راندمان تولید پایین، ریزساختار درشت و غیر یکنواخت، جریان دانه ناقص و خواص مکانیکی نامطلوب مواجه است. این محدودیتها، برآورده کردن الزامات سختگیرانه یاتاقانهای با عملکرد بالا را دشوار میکند.
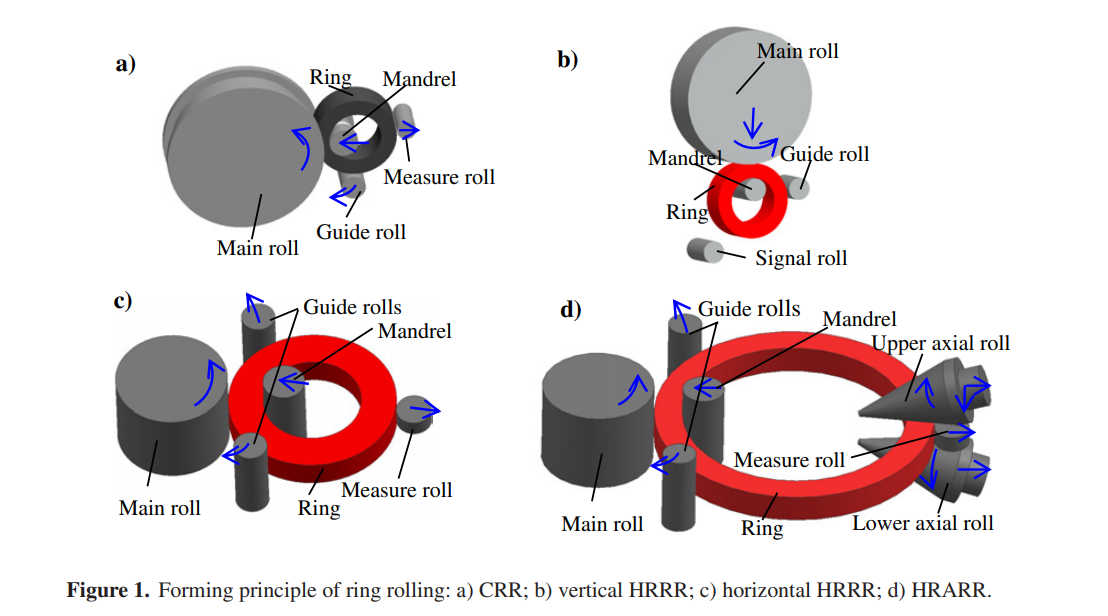
شکل 1 – نمودار شماتیک اصول نورد حلقه: الف) نورد حلقهای سرد (CRR)؛ ب) نورد حلقهای شعاعی گرم عمودی (HRRR)؛ ج) نورد حلقهای شعاعی گرم افقی (HRRR)؛ د) نورد حلقهای شعاعی-محوری گرم (HRARR).
فناوری نورد حلقهای، یک روش شکلدهی چرخشی دقیق برای حلقههای بدون درز، مبتنی بر اصل تغییر شکل پلاستیک موضعی است که توسط چرخش غلتکها همراه با تغذیه خطی هدایت میشود. این فرآیند امکان کاهش ضخامت دیواره، افزایش قطر و شکلدهی پروفیلهای حلقه را فراهم میکند و در نهایت به هندسه و خواص ریزساختاری مورد نظر دست مییابد. با اعمال نورد حلقه در تولید حلقه یاتاقان، میتوان مصرف انرژی و هزینههای مواد را کاهش داد در حالی که راندمان تولید و عملکرد مکانیکی بهبود مییابد و در نتیجه عمر مفید یاتاقان افزایش مییابد. حلقههای یاتاقان نورد حلقهای، ریزساختارهای متراکمتر و جریان دانه همسو با جهت مسیر حرکت را نشان میدهند. امروزه، نورد حلقه به طور گسترده در تولید حلقه یاتاقان مورد استفاده قرار گرفته و به یکی از فناوریهای پیشرفته شکلدهی ضروری برای یاتاقانهای با عملکرد بالا تبدیل شده است.
1.0فناوریهای معمول نورد حلقه برای حلقههای یاتاقان
1.1نورد سرد حلقهای (CRR) برای حلقههای یاتاقان کوچک
نورد حلقهای سرد (CRR) یک فرآیند شکلدهی چرخشی پیشرفته است که در دمای اتاق با استفاده از آسیابهای مخصوص CRR انجام میشود. تحت محدودیت عبور غلتک شعاعی، حلقه تحت فشار موضعی مداوم قرار میگیرد که منجر به کاهش تدریجی ضخامت شعاعی، افزایش همزمان قطر و تشکیل تدریجی شکل مقطع عرضی مورد نظر میشود.
اجزای کلیدی یک آسیاب CRR شامل موارد زیر است: سیستم غلتک اصلی، سیستم مندرل، سیستم راهنما، سیستم اندازهگیری، قاب دستگاه و سیستم قدرت و کنترل. در طول نورد، غلتک اصلی چرخش فعال را فراهم میکند، در حالی که مندرل به صورت خطی در امتداد یک جهت تعیین شده تغذیه میشود. غلتکهای راهنما با افزایش قطر حلقه، موقعیت خود را تنظیم میکنند و غلتک اندازهگیری به طور مداوم تغییرات قطر را کنترل میکند. پس از رسیدن به قطر از پیش تعیین شده، فرآیند نورد پایان مییابد.
محدوده کاربرد: CRR در درجه اول برای تولید حلقههای یاتاقان کوچک با قطر کمتر از 250 میلیمتر مناسب است.
1.2نورد حلقه شعاعی گرم (HRRR) برای حلقههای یاتاقان با اندازه متوسط
نورد حلقهای شعاعی گرم (HRRR) یک فرآیند شکلدهی دقیق است که در دماهای بالا با استفاده از آسیابهای HRRR انجام میشود. مشابه CRR، HRRR از عبور غلتکهای شعاعی برای اعمال فشار موضعی، کاهش ضخامت شعاعی، افزایش قطر و شکلدهی سطح مقطع استفاده میکند.
بر اساس جهتگیری نسبی محورهای غلتک و جهت افقی، آسیابهای HRRR به موارد زیر طبقهبندی میشوند:
- آسیاب عمودی HRRR: محورهای غلتکها موازی با صفحه افقی هستند. در طول نورد، غلتک اصلی چرخش فعال همراه با تغذیه خطی را انجام میدهد، در حالی که مندرل به صورت غیرفعال میچرخد. غلتک راهنما در سمت خروجی غلتک اصلی قرار دارد و غلتک سیگنال در مقابل غلتک راهنما قرار میگیرد. نورد زمانی متوقف میشود که قطر حلقه برای تماس با غلتک سیگنال افزایش یابد.
- آسیاب HRRR افقی: محورهای غلتک عمود بر صفحه افقی هستند. غلتک اصلی به طور فعال میچرخد، در حالی که مندرل تغذیه خطی را انجام میدهد. دو غلتک راهنما به صورت متقارن در دو طرف غلتک اصلی قرار گرفتهاند و با افزایش قطر، موقعیت خود را تنظیم میکنند. غلتک سیگنال در مقابل غلتک اصلی قرار میگیرد تا قطر را به صورت لحظهای کنترل کند. نورد پس از رسیدن به قطر از پیش تعیین شده پایان مییابد.
محدوده کاربرد: HRRR عمدتاً برای ساخت حلقههای یاتاقان با اندازه متوسط با قطر بین 50 میلیمتر تا 1000 میلیمتر استفاده میشود.
1.3نورد گرم حلقهای شعاعی-محوری (HRARR) برای حلقههای یاتاقان بزرگ
نورد حلقهای شعاعی-محوری گرم (HRARR) یک فرآیند شکلدهی چرخشی پیشرفته است که در دماهای بالا با استفاده از نوردهای HRARR انجام میشود. برخلاف نورد صرفاً شعاعی، HRARR هر دو مسیر نورد شعاعی و محوری را ترکیب میکند و امکان کاهش همزمان ضخامت شعاعی و ارتفاع محوری را همراه با افزایش قطر فراهم میکند و در نهایت پروفیل مقطع مورد نظر را تشکیل میدهد.
تمایز کلیدی بین آسیابهای HRARR و افقی HRRR در افزودن یک جفت غلتک محوری برای تنظیم ارتفاع حلقه است. در طول نورد، غلتک محوری بالایی چرخش فعال همراه با تغذیه خطی رو به پایین را انجام میدهد، در حالی که غلتک محوری پایینی بدون تغذیه به طور فعال میچرخد. هر دو غلتک محوری روی قاب محوری نصب شدهاند و همزمان با قطر حلقه در حال انبساط به سمت بیرون حرکت میکنند.
محدوده کاربرد: HRARR در درجه اول برای تولید حلقههای یاتاقان بزرگ با قطر بیش از 1000 میلیمتر استفاده میشود.
2.0توسعه و کاربرد فناوری نورد دقیق حلقه در تولید حلقه یاتاقان
از منظر جهانی، مناطق خاصی در آسیا به عنوان بازارهای کلیدی بینالمللی و پایگاههای تولیدی برای یاتاقانها عمل میکنند. بازار یاتاقان در این منطقه تقریباً ... ۱۰۱TP3T از کل جهانیبا نزدیک شدن به تولید سالانه ۲۰ میلیارد واحد و مقدار تولید سالانه بیش از ۱TP4T30 میلیارددر پاسخ به روندهای جهانی شدن و توسعه پایدار در تولید، این منطقه در حال گذار صنعت بلبرینگ خود از یک مدل «مقیاس محور» به یک مدل «فناوری محور» است و به تدریج توانایی داخلی را برای تولید بلبرینگهای پیشرفته افزایش میدهد.
در این زمینه، تولیدکنندگان یاتاقان محلی، دانشگاهها و مؤسسات تحقیقاتی تحقیقات مشترکی را با تمرکز بر روی ... انجام دادهاند. توسعه مستقل فناوریهای نورد دقیق حلقه برای تولید یاتاقان با کارایی بالا. پیشرفتهای تکنولوژیکی قابل توجهی در زمینههای کلیدی، از جمله موارد زیر، حاصل شده است. نورد حلقه سرد، نورد حلقه شعاعی گرم و نورد حلقه شعاعی-محوری گرم، با نتایجی که قبلاً در تولید عملی پیادهسازی شدهاند.
2.1فناوری نورد سرد حلقه دقیق برای حلقههای یاتاقان کوچک و متوسط
فرآیند نورد حلقه سرد دقیق
تیمهای تحقیقاتی با تکیه بر فناوری بینالمللی نورد حلقهای سرد نیمهدقیق، به طور نوآورانهای روشی را توسعه دادهاند فرآیند نورد حلقه سرد دقیق مناسب برای تولید حلقه یاتاقان. جریان اصلی فرآیند به شرح زیر است:
برش میلگرد → آهنگری گرم قطعات → عملیات مقدماتی → تراشکاری خشن → نورد حلقهای سرد دقیق → کوئنچ → سنگزنی
این فرآیند بر کنترل دقیق دقت قطعه کار تأکید دارد تا کیفیت شکلدهی را بهبود بخشد و در نهایت به ... حلقههای یاتاقان تقریباً به شکل نهاییمزایای فنی این فرآیند عبارتند از:
- بهبود دقت شکلدهی: هندسه حلقه میتواند به درجه ۷-۸ برسد، با زبری سطح کنترل شده در Ra 0.8–1.6 میکرومترکه نشاندهنده بهبود ۱ تا ۲ درجهای نسبت به نورد حلقهای سرد نیمهدقیق مرسوم است.
- بهرهوری بهینه منابع: شیارها را میتوان مستقیماً با نورد حلقهای و بدون تراشکاری بعدی تشکیل داد که به طور مؤثر ضایعات مواد و زمان ماشینکاری را کاهش میدهد.
- عملکرد مکانیکی پیشرفته: شیارهای ایجاد شده توسط نورد حلقهای سرد دقیق، ریزساختارهای متراکم و خطوط جریان پیوسته فلز را حفظ میکنند و از تخریب خواص مکانیکی ناشی از چرخش جلوگیری میکنند.


شکل ۲الف) یک فرز الکترومکانیکی جدید با سروو NC دقیق CRR؛ ب) حلقههای یاتاقان ماشین ابزار و خودرو
تجهیزات نورد حلقه سرد دقیق
تیمهای تحقیقاتی بهطور مستقل توسعه دادهاند آسیابهای نورد حلقهای سرد دقیق CNC جدید، با رویکردی نوآورانه سیستم تغذیه درایو "سروو موتور - کاهنده سرعت - پیچ ساچمه ای با مقاومت بالا" که جایگزین سیستمهای سروو هیدرولیک سنتی به عنوان مکانیزم اصلی تغذیه درایو میشود. این طراحی امکان پذیر است تغذیه دقیق تحت شرایط بار ۵۰ تنی، دستیابی به دقت پیشروی 0.005 میلیمتر و دقت ماشینکاری φ100 ± 0.02 میلیمترکه از بسیاری از ماشینهای نورد حلقه سرد دقیق بینالمللی مشابه (معمولاً φ100 ± 0.1 میلیمتر) پیشی میگیرد.
کارخانه نورد حلقهای سرد جدید، بر محدودیتهای کارخانههای سنتی که عمدتاً برای تغذیه محرک به سیلندرهای هیدرولیک متکی هستند، غلبه میکند و ... شکلدهی پایدار در طول نورد حلقه سرد دقیق و ارتقاء در طراحی سازه آسیاب و روشهای تولید. بر اساس این فناوری و تجهیزات، شرکتها به دستاوردهایی دست یافتهاند. تولید انبوه حلقههای بلبرینگ، حلقههای بلبرینگ غلتکی و حلقههای بلبرینگ مفصلی، با محصولاتی که به طور گسترده در آنها استفاده می شود یاتاقانهای ابزار ماشینی با کارایی بالا و یاتاقانهای خودروو به تولیدکنندگان پیشرو بینالمللی بلبرینگ مانند ... صادر میشود. SKF، FAG، NSK و TIMKEN.
فناوریهای کلیدی در نورد حلقهای سرد دقیق
فناوریهای اصلی برای نورد سرد دقیق حلقههای یاتاقان با کارایی بالا عبارتند از:
- پیش عملیات با پلاستیسیته بالا برای تغییر شکل سرد فولاد یاتاقان در دمای اتاق.
- طراحی و ساخت پروفیلهای نورد با عمر طولانی
- طراحی بهینه پارامترهای فرآیند برای نورد حلقهای سرد دقیق
- اندازهگیری دقیق آنلاین و کنترل حلقه بسته در طول نورد سرد حلقهای.
2.2فناوری نورد حلقه شعاعی داغ دقیق برای حلقههای یاتاقان تخصصی با اندازه بزرگ
فرآیند نورد حلقهای شعاعی داغ دقیق
برای حلقههای یاتاقان غلتکی مخروطی بزرگ که در لوکوموتیوهای راهآهن پرسرعت و واگنهای باری سنگین استفاده میشوند، فرآیندهای نورد گرم حلقه سنتی ابتدا نیاز به نورد حلقه به یک مقطع ساده دارند و به دنبال آن ماشینکاری برای دستیابی به پروفیل کامل انجام میشود که منجر به راندمان فنی و اقتصادی ضعیف میشود. برای حل این مشکل، تیمهای تحقیقاتی روشی را توسعه دادهاند. فرآیند نورد حلقهای شعاعی داغ دقیق (HRRR) مخصوصاً برای چنین حلقههایی. جریان فرآیند اصلی به شرح زیر است:
برش میلگرد → اکستروژن داغ قطعات خام → نورد حلقهای شعاعی داغ دقیق → ماشینکاری → عملیات حرارتی → سنگزنی
با بهبود دقت ابعادی قطعه خام و بهینهسازی کنترل فرآیند نورد حلقهای شعاعی گرم، این روش امکان ... شکلدهی مستقیم مقاطع پیچیده، به طور قابل توجهی ماشینکاری بعدی را کاهش داده و عملکرد محصول را افزایش میدهد. در مقایسه با نورد حلقهای شعاعی گرم سنتی، این فرآیند به موارد زیر دست مییابد:
- بهبود استفاده از مواد:افزایش ۱۵۱TP3T–۲۰۱TP3T.
- راندمان تولید:۳ برابر بالاتر.
- کاهش هزینههای تولید: تقریباً 20%.


شکل ۳. الف) یک دستگاه فرز الکترومکانیکی جدید با سروو NC دقیق HRRR؛ ب) حلقههای یاتاقان ریلی پرسرعت که توسط HRRR دقیق تشکیل شدهاند
تجهیزات نورد حلقه شعاعی داغ دقیق
این تیم با تکیه بر تحقیقات انجام شده در مورد کارخانههای نورد حلقه سرد دقیق CNC، توسعه بیشتری یافت. آسیابهای نورد حلقهای شعاعی داغ دقیق CNCنوآوریهای کلیدی عبارتند از:
- جایگزینی سیستمهای سروو هیدرولیک سنتی با سیستمهای سروو الکترومکانیکی به عنوان مکانیسم اصلی تغذیه درایو، دستیابی به دقت پیشروی 0.01 میلیمتر و دقت شکلدهی که در محدوده کنترل میشود φ100 ± 0.25 میلیمتر.
- بهبود یافته توابع اندازهگیری و کنترل خودکارجایگزین عملیات دستی مورد استفاده در آسیابهای نیمه CNC، تضمین دقت ابعادی پایدار حلقه و افزایش اتوماسیون فرآیند نورد گرم حلقه.
بر اساس این فناوری و تجهیزات، شرکتها متوجه شدهاند تولید انبوه یاتاقانهای غلتکی مخروطی، یاتاقانهای غلتکی استوانهای و یاتاقانهای ساچمهایبا کاربردهایی در تولید یاتاقان با کارایی بالا برای راه آهن پرسرعت، ماشین آلات دقیق و کارخانه های نورد متالورژی سنگین.
فناوریهای کلیدی در نورد حلقهای شعاعی داغ دقیق
فناوریهای اصلی برای نورد شعاعی داغ دقیق حلقههای یاتاقان با کارایی بالا عبارتند از:
- طراحی منطبق فرآیند برش دقیق و فرآیند نورد حلقهای شعاعی گرم.
- کنترل دقیق خنککاری در طول فرآیند نورد حلقه گرم.
- اندازهگیری دقیق آنلاین و کنترل دینامیکی فرآیند نورد حلقهای شعاعی گرم
2.3فناوری نورد حلقه شعاعی-محوری گرم دقیق برای حلقههای یاتاقان بسیار بزرگ
فرآیند نورد حلقهای شعاعی-محوری گرم دقیق
برای یاتاقانهای توربین بادی بسیار بزرگ با قطر بیش از 1 متر، فرآیند تولید سنتی معمولاً شامل موارد زیر است:
برش میلگرد → گرمایش میلگرد → آهنگری آزاد قطعات خام → انبساط مندرل → ماشینکاری
مرحله انبساط مندرل نیاز به چندین چرخه گرمایش دارد که منجر به ... مصرف بالای انرژی، اتلاف قابل توجه مواد و چرخههای تولید طولانیعلاوه بر این، نمیتواند به طور کامل مسیر عبور یاتاقان را تشکیل دهد، که منجر به ... میشود. ماشینکاری گسترده بعدی و دشواری در تضمین عملکرد محصول.
برای رسیدگی به این مسائل، تیمهای تحقیقاتی یک فرآیند نورد حلقهای شعاعی-محوری گرم دقیق (HRARR) برای حلقههای یاتاقان بسیار بزرگ. حفظ مراحل اولیه برش میلگرد → گرمایش میلگرد → آهنگری رایگان قطعات خاماین فرآیند جایگزین انبساط سنتی مندرل میشود. نورد حلقهای شعاعی-محوری گرم دقیق، فعال کردن نورد تک گرمایشی و تشکیل مسیر مستقیماجرای این فرآیند منجر به موارد زیر میشود:
- صرفهجویی در مصرف انرژی: کاهش 30%–40%.
- صرفه جویی در مواد: کاهش ۲۵۱TP3T–۳۰۱TP3T.
- راندمان تولید: بیش از ۵ برابر افزایش.
- کاهش هزینههای تولید: تقریباً 30%.
علاوه بر این، این فرآیند بر محدودیتهای اندازه انبساط مندرل غلبه میکند و امکان تشکیل حلقههای یاتاقان فوقالعاده بزرگ با قطرهای بیش از ... را فراهم میکند. ۵ متر.


شکل ۴. الف) یک آسیاب HRARR RAM 9000 در مقیاس بسیار بزرگ؛ ب) یک حلقه یاتاقان بادی در مقیاس بسیار بزرگ که توسط HRARR دقیق ساخته شده است.
دستگاه نورد حلقه شعاعی-محوری دقیق
تیم به طور مستقل توسعه یافت دستگاه نورد حلقه شعاعی-محوری داغ با دقت بسیار بالای CNC(مثلاً RAM 9000). مشخصات فنی کلیدی، الزامات حلقههای یاتاقان فوقالعاده بزرگ را برآورده میکنند:
- حداکثر قطر حلقه: 10 متر
- حداکثر ارتفاع حلقه: ۱.۷ متر
- نیروی شعاعی نورد: ۸۰۰ تن
- نیروی محوری نورد: ۶۰۰ تن
بر اساس این فناوری و تجهیزات، شرکتها به دستاوردهایی دست یافتهاند تولید انبوه حلقههای بلبرینگ، حلقههای بلبرینگ چرخ و سایر حلقههای بلبرینگ فوق بزرگ با قطر ۱ متر یا بیشتر، به طور گسترده در یاتاقانهای توربین بادی با عملکرد بالاو به شرکتهای پیشرو در زمینه انرژی بادی جهانی مانند ... صادر شده است. جنرال الکتریک (GE، ایالات متحده آمریکا) و وستاس (دانمارک).
فناوریهای کلیدی در نورد حلقهای شعاعی-محوری گرم دقیق
فناوریهای اصلی برای حلقههای یاتاقان با عملکرد بالا که توسط نورد حلقه شعاعی-محوری گرم دقیق تولید میشوند عبارتند از:
- طراحی تطبیقی تغییر شکل شعاعی و محوری حلقهها.
- بهینهسازی طرح فرآیند HRARR و مراحل گذار.
- کنترل پایداری فرآیند HRARR.
3.0روندهای توسعه فناوری نورد حلقه دقیق در تولید حلقه یاتاقان
یاتاقانهای با عملکرد بالا، به عنوان اجزای اصلی تجهیزات پیشرفته، نشاندهنده یک جهتگیری کلیدی توسعه در صنعت یاتاقان جهانی هستند. برای برآورده کردن نیازهای رو به رشد محصولات، فناوری و بازارهای یاتاقان با عملکرد بالا، روند توسعه فناوری نورد دقیق حلقه در تولید حلقه یاتاقان عمدتاً شامل سه جنبه زیر است:
3.1گسترش فناوری نورد سرد حلقه برای حلقههای یاتاقان بزرگ:
با توجه به خواص دمای اتاق فولاد کرومدار پرکربن (GCr15)، قطر حلقههای یاتاقان که در حال حاضر با نورد سرد حلقهای تولید میشوند، عموماً کمتر از ... φ250 میلیمتردر آینده، تحقیقات باید بر توسعه تمرکز کنند. فناوری نورد سرد حلقه و تجهیزات تخصصی برای حلقههای بزرگ یاتاقان با قطرهای بین ۲۵۰ میلیمتر تا ۵۰۰ میلیمترضمن اینکه سناریوهای کاربردی نورد سرد حلقه را برای انواع مختلف حلقههای یاتاقان بیشتر گسترش میدهد.
3.2فناوری کنترل دقیق در فرآیندهای نورد حلقه گرم:
در حال حاضر، شرایط کلیدی فرآیند در طول نورد حلقه گرم - مانند آمادهسازی ورق، نورد و خنکسازی - مستعد نوسانات هستند که منجر به پایداری ضعیف ... ابعاد هندسی و خواص ریزساختاری از حلقههای یاتاقان نورد گرم. تحقیقات آینده باید تقویت شود فناوریهای کنترل برای نورد حلقه گرم، دستیابی به کنترل هماهنگ هندسه حلقه و ریزساختار با تنظیم دقیق شرایط پیش گرمایش، پارامترهای تغییر شکل در حین نورد و نرخهای خنکسازی پس از نورد، عملکرد پایدار محصول را تضمین میکند.
3.3نوآوری در تولید کوتاه مدت حلقههای یاتاقان:
در حال حاضر، آمادهسازی قطعات خام برای حلقههای بزرگ یاتاقان معمولاً شامل چندین مرحله است: ذوب → ریختهگری شمش → برش شمش → نورد کردن → مشت زدنو در نتیجه چرخه تولید طولانی میشود. له کردن و پانچ کردن منجر به از دست رفتن قابل توجه مواد میشود و گرمایش مکرر در طول فرآیند، افزایش مییابد. مصرف انرژی و فرسودگی مواد، در حالی که به طور بالقوه بر کیفیت داخلی قطعه خالی تأثیر میگذارد. برای پرداختن به این موضوع، فرآیند «کامپوزیت ریختهگری-نورد» پیشنهاد شده است، اجازه میدهد نورد مستقیم قطعات ریختهگری شده، به طور قابل توجهی فرآیند تولید را کوتاه میکند، تلفات قطعه خام را کاهش میدهد و راندمان تولید را بهبود میبخشد. با مزایای فنی قابل توجه خود، انتظار میرود فناوری کامپوزیت ریختهگری-نورد به یک جهتگیری مهم در آینده در تولید نورد حلقه برای حلقههای یاتاقان تبدیل شود.
4.0نتیجهگیری
فناوری نورد حلقه دقیق به سنگ بنای تولید حلقههای یاتاقان با کارایی بالا تبدیل شده است و مزایای قابل توجهی در دقت شکلدهی، استفاده از مواد، خواص مکانیکی و راندمان تولید ارائه میدهد. از حلقههای یاتاقان کوچک تا فوقالعاده بزرگ، فرآیندهای پیشرفتهای مانند نورد حلقه سرد، نورد حلقه شعاعی گرم و نورد حلقه شعاعی-محوری گرم امکان شکلدهی مستقیم مقاطع پیچیده را فراهم میکند و در عین حال ماشینکاری بعدی را کاهش میدهد. نورد حلقهای دقیق، همراه با نوآوری در تجهیزات CNC، کنترل خودکار و بهینهسازی فرآیند، نه تنها رقابتپذیری جهانی تولیدکنندگان یاتاقان را افزایش میدهد، بلکه باعث تکامل یاتاقانهای با کارایی بالا در خودرو، هوافضا، انرژی بادی، راهآهن و سایر بخشهای صنعتی حیاتی نیز میشود. با نگاهی به آینده، ادغام کنترل دقیق، تولید در فرآیند کوتاه و فناوریهای کامپوزیت ریختهگری-نورد همچنان به گسترش کاربرد و کارایی نورد حلقه ادامه خواهد داد و نقش آن را به عنوان یک فناوری ضروری در تولید یاتاقان نسل بعدی تثبیت خواهد کرد.
5.0سوالات متداول (FAQ)
Q1: نورد حلقه دقیق چیست؟
A1: نورد حلقه دقیق یک فرآیند شکلدهی چرخشی است که از غلتکهای چرخان و تغذیه خطی برای کاهش ضخامت دیواره، افزایش قطر و شکلدهی سطح مقطع حلقههای بدون درز استفاده میکند و حلقههای یاتاقان با کیفیت بالا با ریزساختارهای متراکم و خواص مکانیکی بهینه تولید میکند.
Q2: چه نوع حلقههای یاتاقانی را میتوان با استفاده از نورد حلقه دقیق تولید کرد؟
A2: نورد حلقه دقیق میتواند حلقههای یاتاقان کوچک، متوسط، بزرگ و فوقالعاده بزرگ، از جمله حلقههای یاتاقان ساچمهای، حلقههای یاتاقان غلتکی استوانهای و مخروطی و حلقههای تخصصی برای راهآهن پرسرعت، توربینهای بادی و کاربردهای ماشینآلات سنگین تولید کند.
س ۳: مزایای کلیدی نورد حلقهای دقیق چیست؟
A3: مزایای کلیدی عبارتند از:
- دقت شکلدهی بالا و تولید نزدیک به شکل نهایی
- بهبود استفاده از مواد و کاهش ماشینکاری
- عملکرد مکانیکی بهبود یافته به دلیل حفظ ریزساختار و جریان پیوسته فلز
- افزایش راندمان تولید و کاهش مصرف انرژی
سوال ۴: روندهای آینده در تولید حلقه یاتاقان با نورد دقیق حلقه چیست؟
A4: روندهای اصلی عبارتند از:
- گسترش نورد حلقهای سرد به قطرهای بزرگتر
- فناوریهای کنترل دقیق در نورد حلقه گرم
- تکنیکهای تولید کوتاهمدت و ریختهگری-نورد کامپوزیت برای بهبود بهرهوری، کاهش اتلاف مواد و حفظ کیفیت ثابت محصول
منابع
https://www.iqsdirectory.com/articles/forging/rolled-ring-forging.html
https://en.wikipedia.org/wiki/Rolling_(metalworking)




