

1.0چرا پانچها ترک میخورند یا لبپر میشوند؟
پانچ یک قطعه ابزار با استحکام بالا است که بر روی تجهیزات پرسکاری نصب میشود و در درجه اول برای برش ورقهای فلزی یا سایر مواد به اشکال خاص استفاده میشود. در طول عملیات پانچ، باید در برابر نیروهای برشی و بارهای ضربهای قابل توجهی مقاومت کند که الزامات سختی را بر خواص مواد، طراحی سازه و شرایط استفاده آن تحمیل میکند.
اگرچه پانچهای مدرن معمولاً از فولادهای ابزار مقاوم در برابر ضربه ساخته میشوند و با دقت ماشینکاری و عملیات حرارتی میشوند، اما عوامل مختلفی در طول استفاده واقعی میتوانند باعث لبپریدگی، شکستگی گوشه یا ترک خوردگی شوند. این خرابیها نه تنها بر کیفیت محصول و طول عمر تجهیزات تأثیر میگذارند، بلکه ممکن است خطرات ایمنی جدی نیز ایجاد کنند.
این مقاله یک تحلیل سیستماتیک از علل رایج ترک خوردن یا شکستن پانچ ارائه میدهد. این تحلیل با تجهیزات معمول پانچ و شیوههای عملیاتی در محل ترکیب شده و توصیههای عملی برای کمک به افزایش عمر مفید پانچ و تضمین تولید ایمن و پایدار ارائه میدهد.


2.0علل رایج ترک خوردن/ لب پریدگی پانچ و راه حل های پیشنهادی
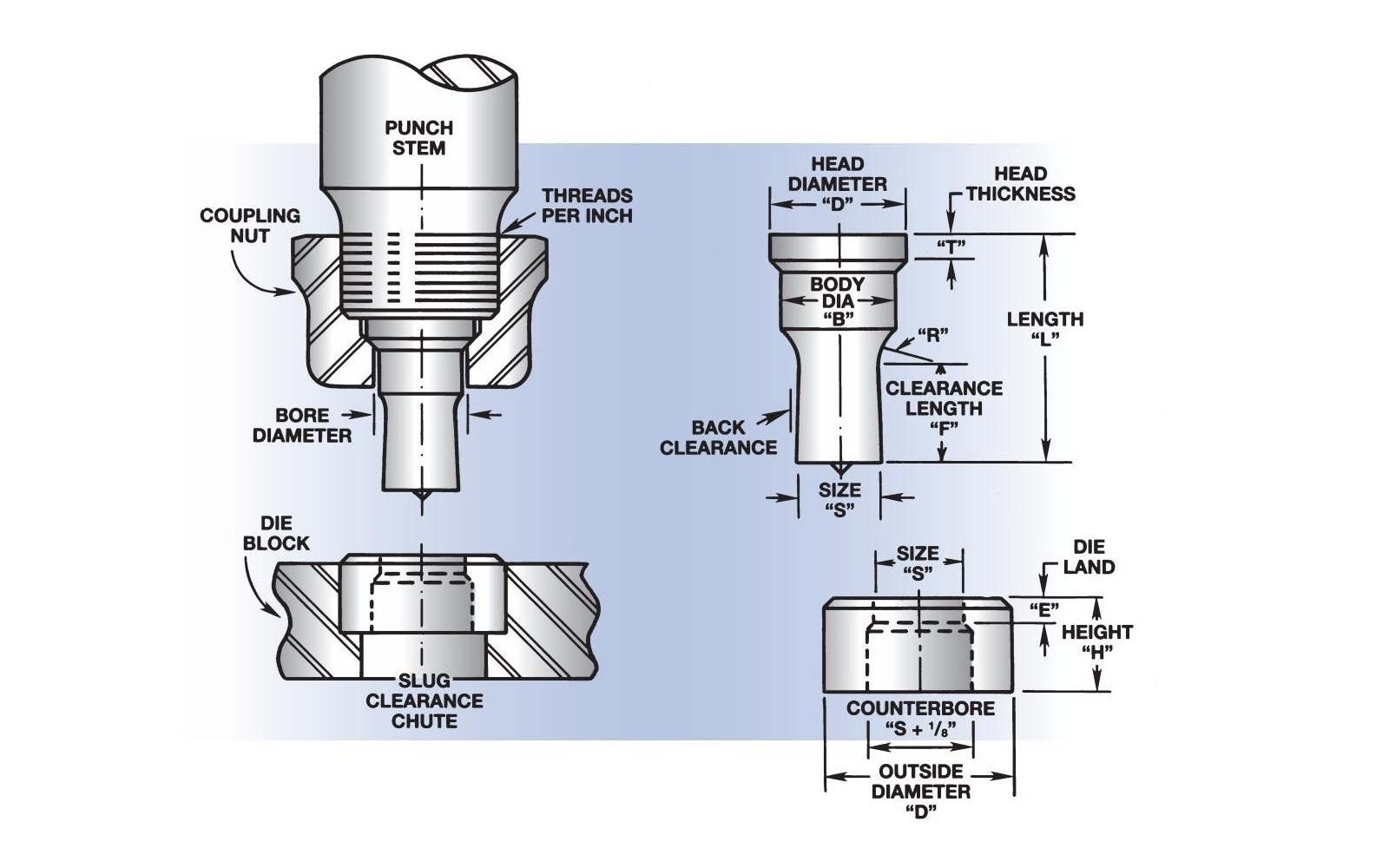
2.1مهره کوپلینگ شل
مسئله: جابجایی جزئی در حین مشت زدن باعث توزیع ناهموار نیرو میشود
راه حل: برای اطمینان از نصب ایمن پانچ، مهره کوپلینگ را مرتباً بررسی و محکم کنید.
2.2ناهمترازی بین سنبه و قالب
مسئله: سنبه به درستی با سوراخ قالب همتراز نیست و منجر به بارگذاری نامتقارن میشود.
راه حل: موقعیت قالب را تنظیم کنید تا از تراز متحدالمرکز بین سنبه و قالب اطمینان حاصل شود.
2.3تنظیم نامناسب فاصله
مرجع ترخیص استاندارد:
- ضخامت مواد ۱/۸ اینچ تا ۱/۲ اینچ: فاصله کلی ۱/۳۲ اینچ
- ضخامت مواد ۱/۲ اینچ تا ۳/۴ اینچ: فاصله کلی ۱/۱۶ اینچ
- مواد با ضخامت بیش از ¾ اینچ: ¾ اینچ فضای خالی کامل
راه حل: بر اساس ضخامت مواد، فاصله مناسب را انتخاب کنید تا از آسیب دیدن سنبه یا قالب جلوگیری شود.
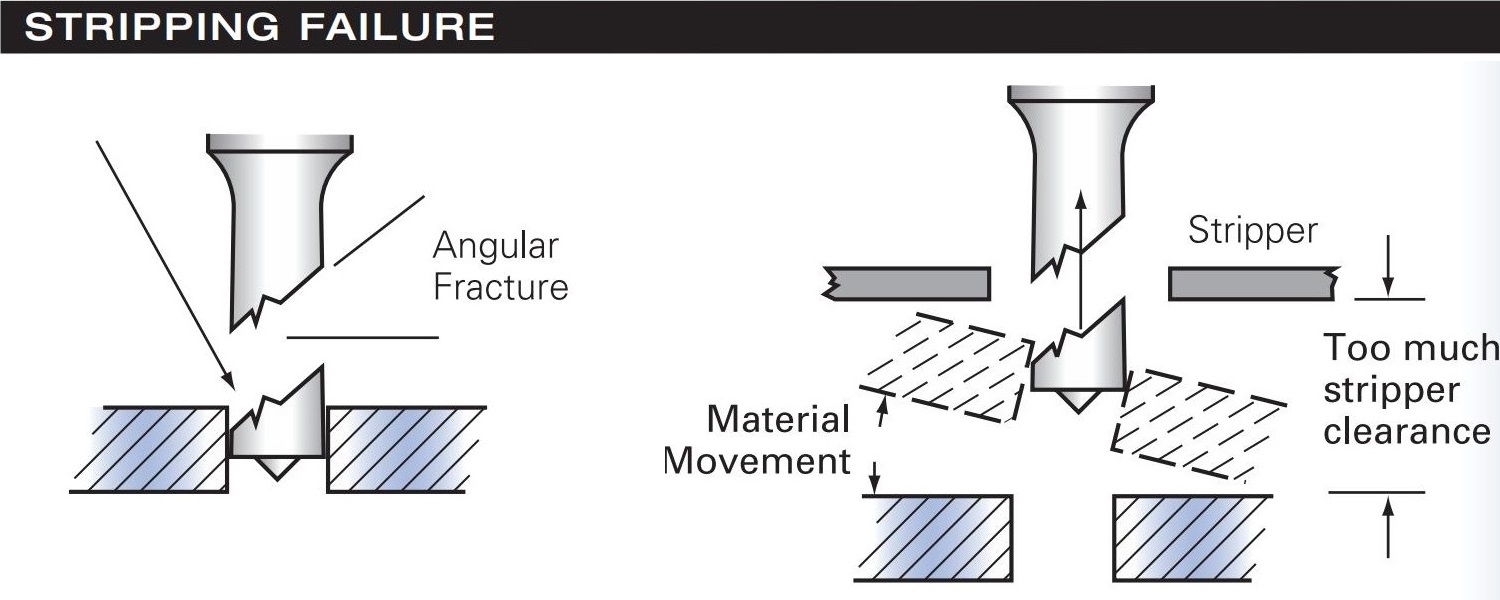
2.4لایه برداری ناهموار
مسئله: در طول حرکت رو به بالا، ورق به درستی نگه داشته نمیشود و فشار در یک طرف متمرکز میشود.
راه حل: مکانیزم لایه بردار را بررسی و تنظیم کنید تا از فشار یکنواخت در سراسر سطح کار اطمینان حاصل شود.
3.0خرابیهای رایج پانچ، علل و راهحلها
3.1نوک پانچ شکسته
- شکستبخشی از پانچ شکسته شده و در ماده باقی مانده است.
- علت احتمالی: فاصله بیش از حد مجاز جداکننده.
- راه حل: برای اعمال فشار یکنواخت، دستگاه جداکننده را نزدیکتر به سطح ماده تنظیم کنید.
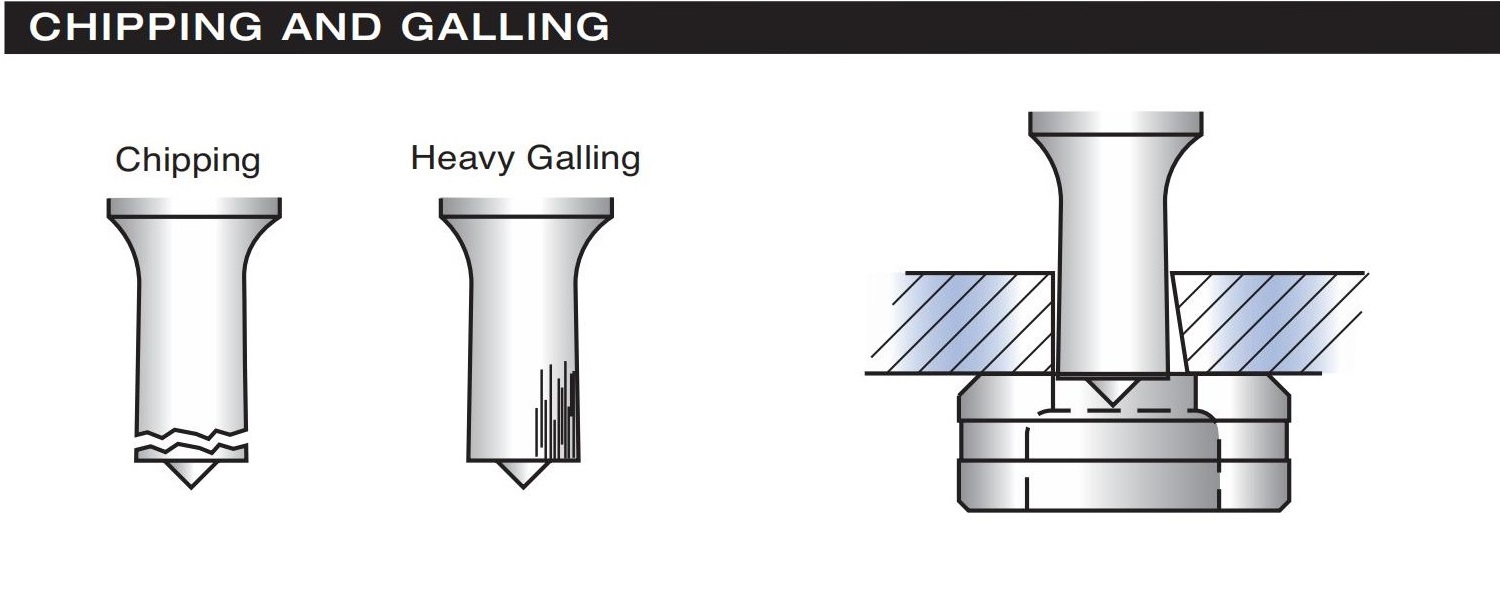
3.2لب پریدگی یا خراشیدگی روی سطح پانچ
- شکست: سطح پانچ شده، لب پریدگی موضعی یا ساییدگی شدید را نشان میدهد.
- علت احتمالی: عدم همترازی بین سنبه و قالب، که باعث ایجاد نیروی پسا میشود.
- راه حلسنبه و ماتریس را دوباره تراز کنید تا از فضای خالی مساوی در اطراف محیط اطمینان حاصل شود.
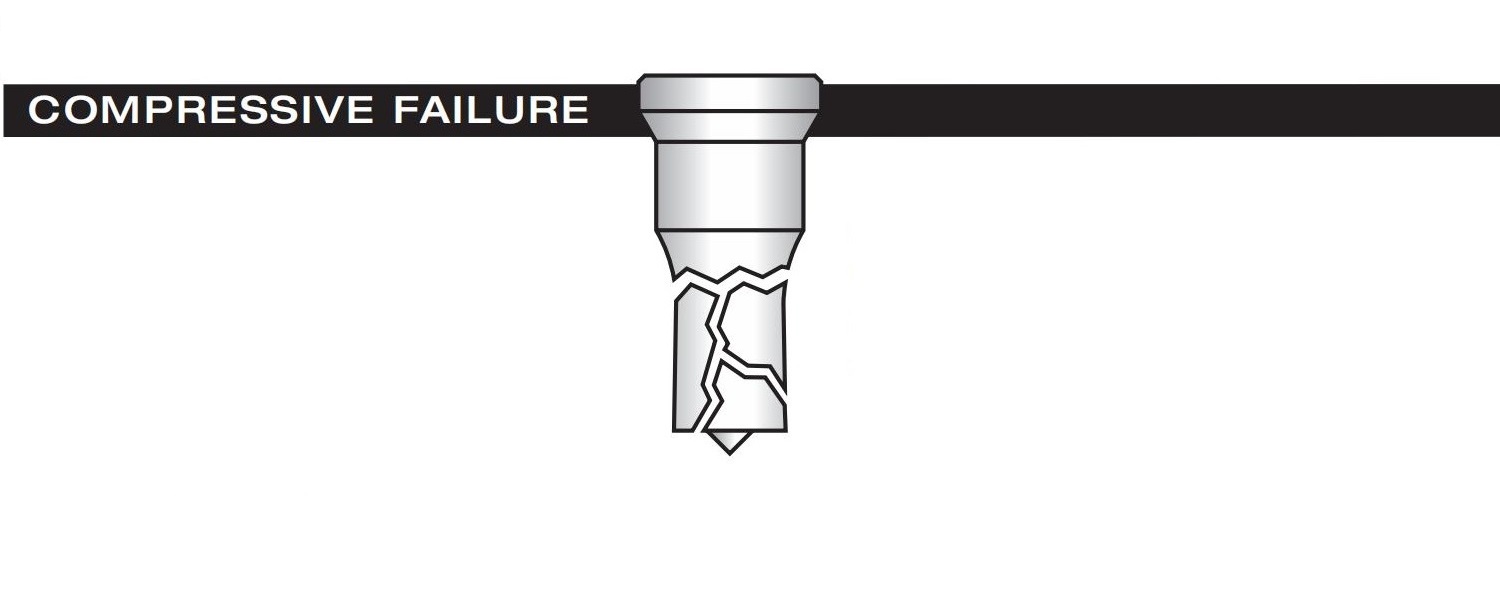
3.3شکست فشاری
- شکست: تمام انتهای کار پانچ خرد میشود.
- علت احتمالیپانچ کردن مواد بسیار سخت یا ضخیم، یا ناهماهنگی کامل قالب پانچ.
- راه حل: برای کاربردهای دشوار از پانچهای با چقرمگی بالا استفاده کنید.
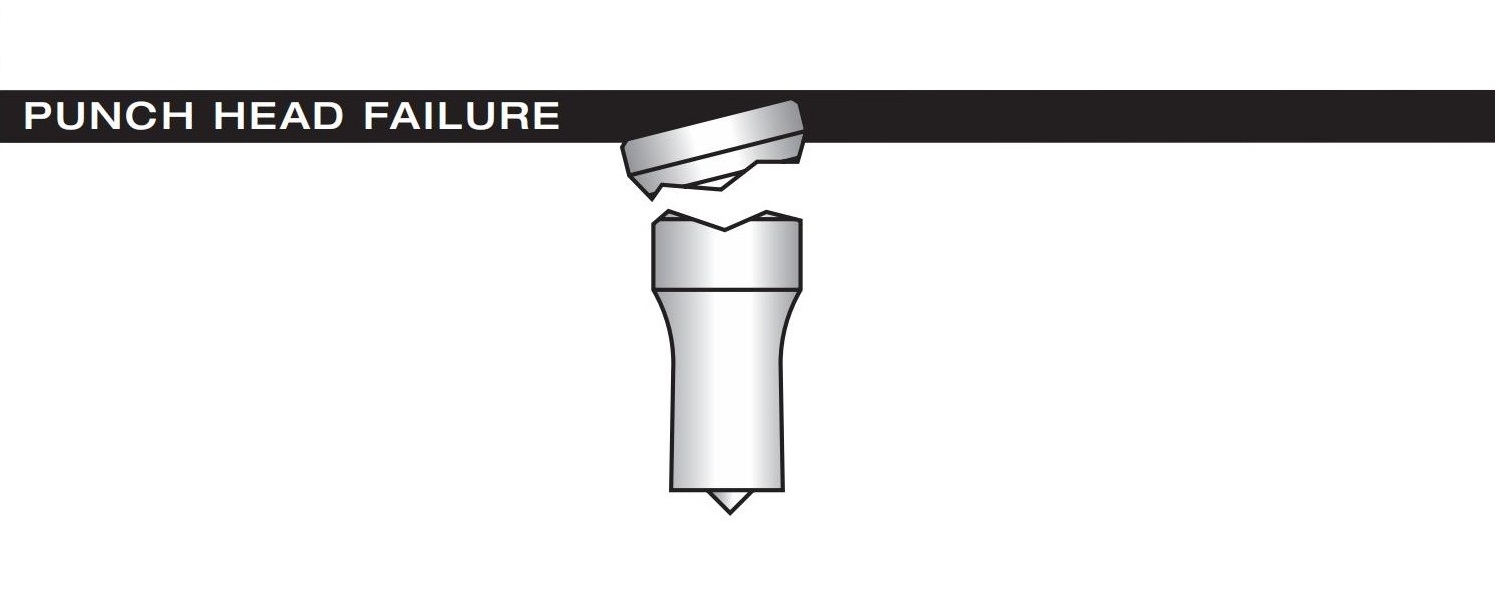
3.4شکستگی سر پانچ
- شکست: سر پانچ میشکند یا میشکند.
- علت احتمالیمهره کوپلینگ شل یا فرسوده یا تماس ناهموار ساقه پانچ.
- راه حلمهره کوپلینگ را مرتباً بررسی و دوباره سفت کنید؛ مطمئن شوید که سطح ساقه پانچ صاف و مسطح است.
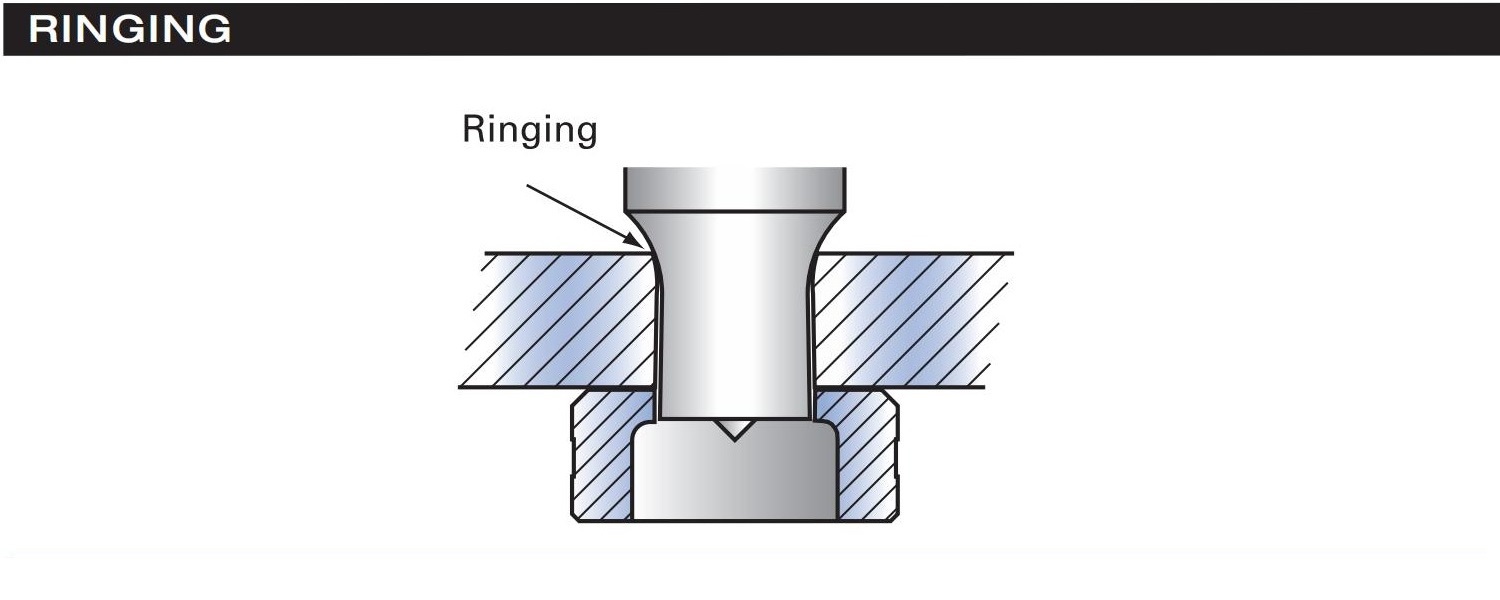
3.5تغییر شکل مواد (زنگ زدن)
- شکست: ماده با هر بار ضربه زدن، نشانههایی از تاب برداشتن یا برآمده شدن را نشان میدهد.
- علت احتمالی: پانچ خیلی عمیق وارد قالب میشود، یا ماده برای طول پانچ خیلی ضخیم است.
- راه حلعمق ضربه را طوری تنظیم کنید که ورود پانچ به داخل قالب بیش از ۱/۱۶ اینچ نباشد.
4.0ظاهر مناسب حلزون و شاخصهای خرابی رایج
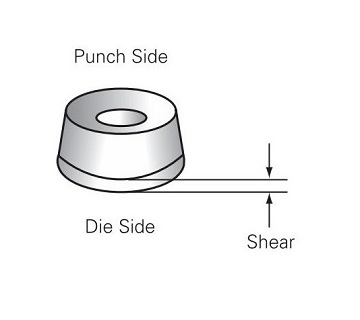
4.1ظاهر صحیح Slug (تنظیمات استاندارد)
- پانچ کناری: باید یک فرورفتگی در نقطه مرکزی و کمی برآمدگی داشته باشد.
- سمت قالب (هنگام پانچ فولاد نرم ۱/۸ اینچ یا ضخیمتر): معمولاً به شکل بشقابی.
- دیواره جانبی اسلاگیک سطح برشی تمیز و براق باید روی ضخامت ماده در محدوده 10%-20% قابل مشاهده باشد.
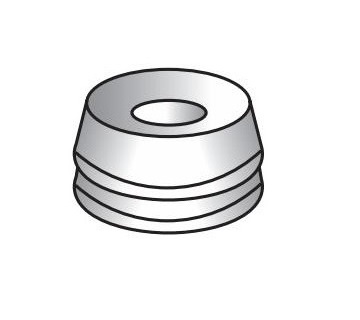
4.2برش دوگانه
- نشانگر خرابی: دو صفحه برشی روی اسلاگ.
- علت: فاصله کافی بین سنبه و قالب وجود ندارد.
- راه حلافزایش فاصله بین سنبه و قالب.
4.3ناهمواری با مته
- نشانگر خرابی: بر (Bur) در اطراف حلزون (slug) نامنظم یا ناهماهنگ به نظر میرسد.
- علت: ابزار فرسوده یا ناهمراستایی سنبه و ماتریس.
- راه حلوضعیت ابزار را بررسی کنید؛ اجزای فرسوده را مجدداً تنظیم یا تعویض کنید.
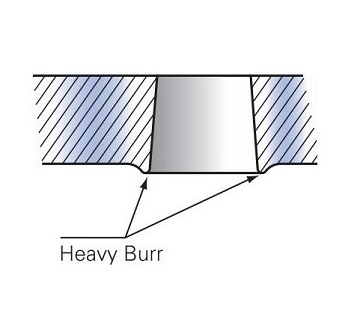
4.4مته سنگین
- نشانگر خرابی: برآمدگی بزرگ در سمت قالب حلزون.
- علت: فاصله زیاد بین سنبه و ماتریس.
- راه حل: فاصله قالب را کاهش دهید تا با ضخامت ماده مطابقت داشته باشد.
5.0انواع تجهیزات رایج برای پانچ
پانچها به طور گسترده در انواع تجهیزات زیر استفاده میشوند:
- پرس پانچ
پرسهای پانچ مکانیکی یا هیدرولیکی سنتی برای عملیات عمومی پرسکاری استفاده میشوند. - پرس پانچ برجک CNC
مناسب برای اشکال پیچیده و پانچ چند سوراخه، دارای تعویض خودکار ابزار برای راندمان بالا. - پرس قالبی مترقی
ایدهآل برای قالبگیری تدریجی با چندین ایستگاه، که در آن هر مرحله به طور خودکار برای شکلدهی مداوم به هم متصل میشود. - دستگاه پانچ هیدرولیک
معمولاً برای کاربردهای پانچ در صنایعی مانند سازههای فلزی، نبشیهای فولادی و محفظههای الکتریکی استفاده میشود. - دستگاه آهنگری
دستگاهی همهکاره که در کارگاههای ساخت فلز برای پانچ، برش، برش عرضی و خم کردن صفحات و پروفیلهای فولادی استفاده میشود. بهویژه برای کارهای سازههای فولادی و کارهای تولید در مقیاس کوچک مفید است.
6.0یادآوریهای ایمنی
اپراتورها مسئول رعایت مقررات OSHA هستند و ANSI B11.5 رعایت استانداردهای ایمنی با استفاده از ابزار مناسب و پیروی از رویههای عملیاتی استاندارد برای اطمینان از ایمنی پرسنل و تجهیزات.
- همیشه قبل از شروع کار، از محکم بودن نصب پانچها و قالبها اطمینان حاصل کنید.
- هرگز هنگام کار دستگاه، دستهایتان را داخل ناحیه قالب قرار ندهید.
- در حین کار از عینک ایمنی، کفش ایمنی و دستکش محافظ استفاده کنید.
- قبل از استفاده، از عملکرد صحیح وسایل ایمنی (مانند پردههای نوری) اطمینان حاصل کنید.
- قبل از تعویض یا سرویس پانچها، برق را قطع کنید.
- مهرههای کوپلینگ، دستگاههای لختکن و فاصله بین سنبه و قالب را مرتباً بررسی کنید.
- فقط پرسنل آموزش دیده مجاز به کار با تجهیزات پانچ هستند.
- فوراً دستگاه را متوقف کنید تا هرگونه صدای غیرمعمول یا کیفیت پایین پانچ را بررسی کنید.
7.0سوالات متداول (FAQ)
سوال ۱: چرا پانچها ترک میخورند یا لبپر میشوند؟
الف) لبپریدگی یا ترکخوردگی پانچ معمولاً ناشی از شل بودن مهرههای کوپلینگ، عدم همترازی با قالب، فاصله نامناسب یا لخت شدن ناهموار است که باعث اعمال نیروهای ناهموار بر پانچ میشود.
س ۲: چگونه میتوانم از لبپریدگی و ترکخوردگی پانچ جلوگیری کنم؟
A2: مهرههای کوپلینگ را مرتباً سفت کنید، از تراز صحیح سنبه تا قالب اطمینان حاصل کنید، بر اساس ضخامت مواد، فاصله صحیح را تنظیم کنید و دستگاه جداکننده را برای اعمال فشار یکنواخت تنظیم کنید.
س ۳: فاصله بین پانچ و قالب چیست و چگونه باید تنظیم شود؟
A3: فاصله بین سنبه و قالب است. استانداردهای توصیه شده عبارتند از: فاصله کلی 1/32 اینچ برای مواد با ضخامت 1/8 اینچ تا 1/2 اینچ، 1/16 اینچ برای 1/2 اینچ تا 3/4 اینچ و 3/32 اینچ برای مواد ضخیمتر از 3/4 اینچ.
س ۴: اگر پانچها مرتباً بشکنند، چه باید بکنم؟
A4: پانچهای شکسته و نمونههای مواد را جمعآوری کنید، آنها را برای تجزیه و تحلیل به تأمینکننده یا سازنده خود ارسال کنید و استفاده از پانچهای محکمتر یا تنظیم پارامترهای فرآیند را در نظر بگیرید.
سوال ۵: هنگام کار با دستگاه پانچ چه نکات ایمنی باید رعایت شود؟
A5: اطمینان حاصل کنید که ابزارآلات به طور ایمن نصب شدهاند، از تجهیزات حفاظت فردی مناسب استفاده کنید، در حین کار دستهایتان را از ناحیه قالب دور نگه دارید، مرتباً وسایل ایمنی را بررسی کنید و قبل از تعمیر و نگهداری، برق را قطع کنید.


