

- 1.0انواع سایش طبیعی ابزارهای برش فلز چیست؟
- 2.0فرآیند سایش ابزارهای برش فلز چیست؟
- 3.0معیار فرسودگی (کند شدن) ابزار برای ابزارهای برش فلز چیست؟
- 4.0عمر مفید ابزارهای برش فلز چقدر است؟
- 5.0چه عواملی بر عمر ابزار برش فلز تأثیر میگذارند؟
- 6.0چگونه میتوان عمر مفید ابزارهای برش فلز را به طور معقول تعیین کرد؟
- 7.0سوالات متداول (FAQ)
مقدمه
برش فلز پایه و اساس تولید مدرن است و ابزارهای برش فلز عناصر اصلی این پایه و اساس هستند. از قطعات خودرو گرفته تا سازههای هوافضا، از قالبهای دقیق گرفته تا قطعات مکانیکی عمومی، تولید تقریباً همه محصولات فلزی به ابزارهای برش کارآمد و قابل اعتماد متکی است.
با این حال، در طول عملیات برش مداوم، سایش ابزار اجتنابناپذیر است. این امر به طور مستقیم عمر ابزار را تعیین میکند و به نوبه خود بر راندمان تولید، هزینه ماشینکاری و پایداری کیفیت محصول تأثیر میگذارد.
1.0انواع سایش طبیعی ابزارهای برش فلز چیست؟
طبقهبندی خرابی ابزار:
خرابی ابزار را میتوان به دو دسته عمده تقسیم کرد: سایش عادی و شکستگی ابزار. سایش عادی عمدتاً شامل اشکال زیر است.
1.1پوشیدن صورت با چنگک:
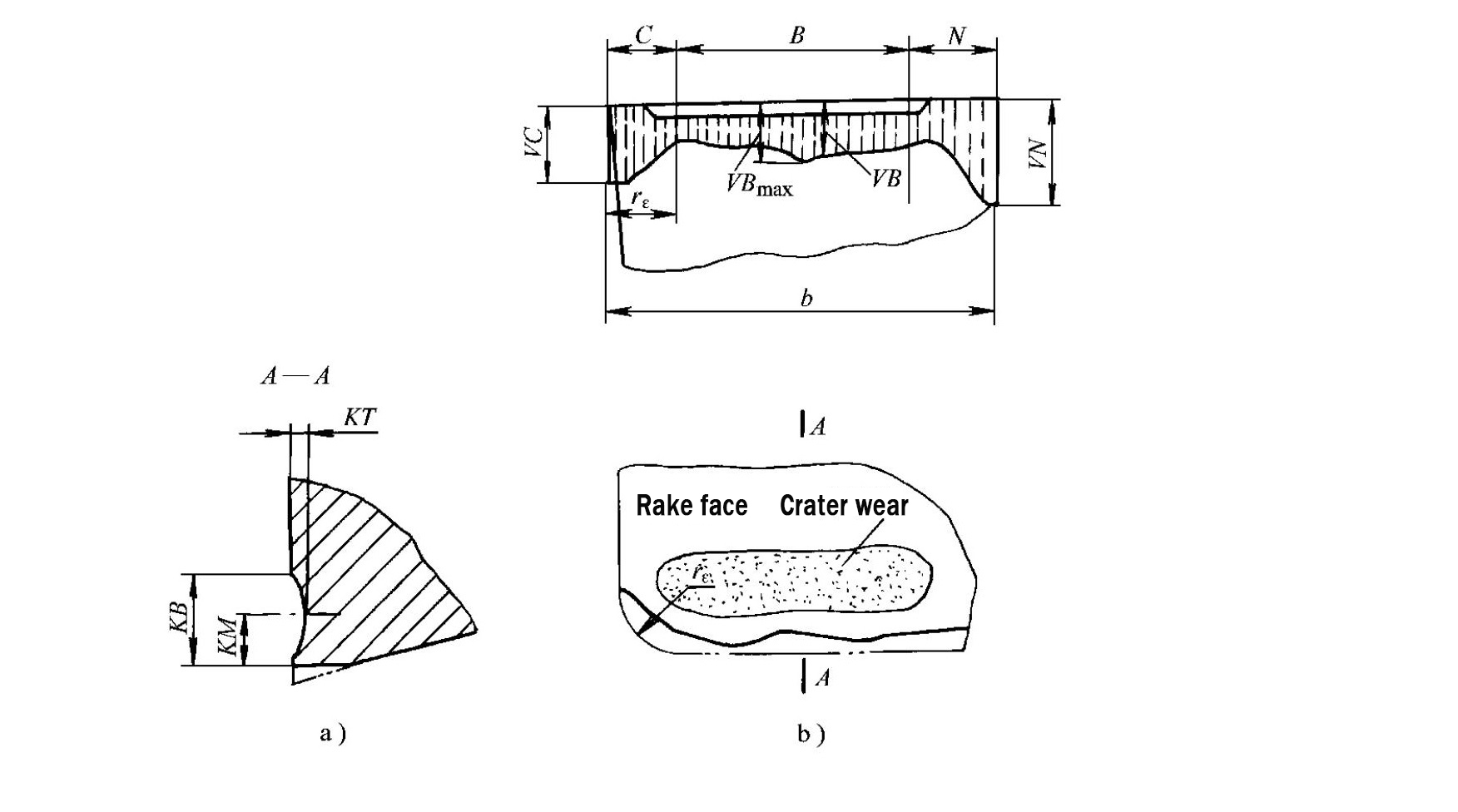
هنگام برشکاری با سرعتهای برش بالا و ضخامتهای برش بزرگ، به خصوص در حین ماشینکاری فلزات شکلپذیر با نقطه ذوب بالا مانند فولاد، اصطکاک شدید روی سطح براده منجر به تشکیل یک دهانه هلالی شکل میشود.
مرکز دهانه مطابق با بالاترین دمای برش روی سطح براده است. یک فرورفتگی کوچک بین دهانه و لبه برش اصلی باقی میماند. با ادامه برش، دهانه به تدریج از نظر عرض و عمق افزایش مییابد، فرورفتگی باریکتر میشود و در نهایت لبپریدگی لبه رخ میدهد.
فاصله از مرکز دهانه تا لبه برش اصلی (\(K_M\)) معمولاً حدود ۱ تا ۳ میلیمتر است و میزان سایش با حداکثر عمق دهانه \(K_T\) بیان میشود.
1.2لباس پهلو و صورت:
اصطکاک شدیدی بین سطح جانبی ابزار برش فلز و سطح ماشینکاری شده رخ میدهد و به سرعت یک ناحیه سایش باریک با زاویه لقی صفر در نزدیکی لبه برش اصلی تشکیل میدهد.
این نوع سایش در سرعتهای برش پایین و ضخامتهای برش کوچک، صرف نظر از اینکه فلزات ترد یا چکشخوار ماشینکاری میشوند، رخ میدهد.
ویژگیهای معمول نوار سایش پهلو:
- ناحیه نوک ابزار (ناحیه C): به دلیل استحکام پایین و اتلاف حرارت ضعیف، شدیدترین سایش را تجربه میکند؛ حداکثر مقدار آن به صورت \(V_C\) بیان میشود.
- سطح جانبی نزدیک سطح قطعه کار (ناحیه N): مستعد شیارهای عمیق (سایش مرزی)؛ عمق با \(V_N\) نشان داده میشود.
- بخش میانی نوار سایش (ناحیه B): سایش نسبتاً یکنواختی را نشان میدهد؛ حداکثر پهنای سایش با \(V_{B\text{max}}\) نشان داده میشود.
1.3سایش همزمان چنگکی و جانبی:
هنگام ماشینکاری فلزات داکتیل با نقطه ذوب بالا تحت سرعتهای برشی و نرخ پیشروی متوسط، سایش حفرهای روی سطح براده و سایش روی سطح جانبی اغلب به طور همزمان رخ میدهد.
2.0فرآیند سایش ابزارهای برش فلز چیست؟
تقسیم بندی مرحله سایش:
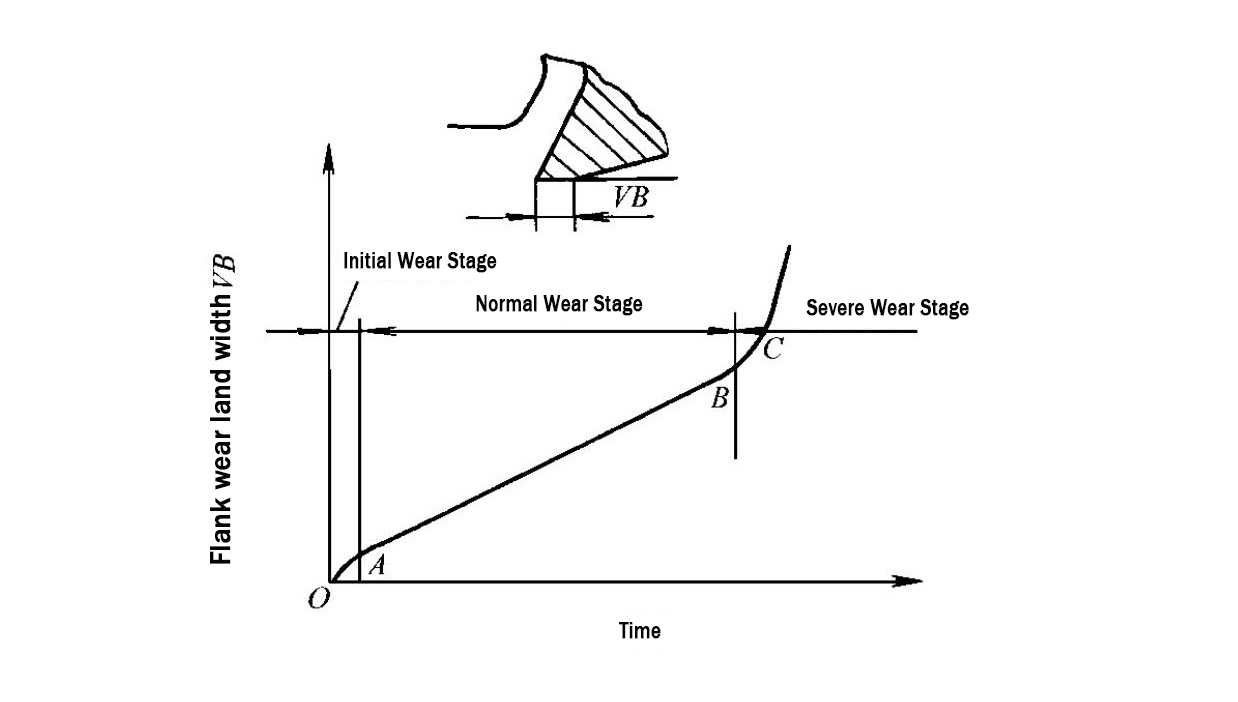
تحت شرایط برش معین، صرف نظر از نوع سایش، سایش ابزار با زمان برش افزایش مییابد و عموماً از طریق سه مرحله پیش میرود.
2.1مرحله سایش اولیه:
ابزارهای برش فلز تازه سنگزنی شده دارای سطوح ناهموار و عیوب میکروسکوپی مانند ترکهای ریز روی سطح جانبی هستند. لبه برش تیز است و سطح تماس بین سطح جانبی و سطح ماشینکاری شده کوچک است.
در نتیجه، تنش فشاری و دمای برش به شدت در لبه برش متمرکز میشوند و منجر به نرخ سایش نسبتاً بالایی میشوند.
2.2مرحله سایش عادی:
پس از دوره سایش اولیه، سطح ناهموار سطح جانبی صافتر میشود، ناحیه تحمل بار افزایش مییابد، تنش فشاری کاهش مییابد و نرخ سایش به طور قابل توجهی کاهش یافته و تثبیت میشود. سپس ابزار برش فلز وارد مرحله سایش عادی میشود.
2.3مرحله سایش شدید:
وقتی پهنای سایش جانبی \(V_B\) به حد بحرانی میرسد، اصطکاک به شدت افزایش مییابد، نیروهای برشی و دمای برش به سرعت افزایش مییابند و نرخ سایش به طور چشمگیری افزایش مییابد. ابزار برش فلز به سرعت از کار میافتد و قابلیت برش خود را از دست میدهد.
3.0معیار فرسودگی (کند شدن) ابزار برای ابزارهای برش فلز چیست؟
مبنای قضاوت کسل کننده:
وقتی یک ابزار برش فلزی تا حدی ساییده میشود، پدیدههای زیر رخ میدهد:
- نیروی برش و دمای برش به طور قابل توجهی افزایش مییابد
- سطح ماشینکاری شده ناهموار میشود و دقت ابعادی از حد مجاز خارج میشود
- رنگ و شکل تراشه غیرطبیعی میشود، و احتمالاً لرزش یا صدا ایجاد میشود
این پدیدهها نشان میدهند که ابزار کند شده است.
تعریف معیار کند شدن:
حداکثر مقدار مجاز سایش باید مطابق با الزامات ماشینکاری مشخص شود - این مقدار به عنوان معیار سایش (کند شدن) ابزار شناخته میشود.
دلیل انتخاب معیار:
از آنجایی که سایش سطح جانبی رایجترین و سادهترین اندازهگیری است، میانگین مقدار سایش در بخش میانی سطح جانبی، \(V_B\)، معمولاً به عنوان معیار سایش برای ابزارهای برش فلزی استفاده میشود.
3.1مقادیر توصیه شده \(V_B\) تحت شرایط مختلف ماشینکاری
| شرایط ماشینکاری | مقدار VB توصیه شده (میلی متر) |
|---|---|
| تراشکاری را تمام کنید | ۰.۱–۰.۳ |
| تراشکاری خشن فولاد آلیاژی یا تراشکاری خشن قطعات با سختی کم | ۰.۴–۰.۵ |
| تراشکاری خشن فولاد کربنی | ۰.۶–۰.۸ |
| تراشکاری خشن قطعات چدنی | ۰.۸–۱.۲ |
| تراشکاری خشن با سرعت کم قطعات بزرگ فولادی و چدنی | ۱.۰–۱.۵ |

4.0عمر مفید ابزارهای برش فلز چقدر است؟
تعریف عمر ابزار:
عمر ابزار به کل زمان برش مؤثر از شروع برش پس از سنگزنی ابزار تا زمانی که سایش به معیار کند شدن مشخصشده برسد، اشاره دارد. زمانهای غیربرش مانند تنظیم ابزار، اندازهگیری، حرکت سریع و ضربههای برگشتی شامل نمیشوند.
عمر ابزار با \(T\) نشان داده میشود و بر حسب دقیقه اندازهگیری میشود.
طبقه بندی عمر ابزار:
- ابزارهای برش فلز قابل سنگ زنی مجدد: عمر ابزار به زمان واقعی برش بین دو عملیات سنگزنی مجدد متوالی اشاره دارد؛ عمر کل ابزار، زمان برش از اولین استفاده تا زمان تراش کامل است.
- ابزارهای برش فلز غیر قابل تراش: عمر کل ابزار برابر با عمر ابزار است.
5.0چه عواملی بر عمر ابزار برش فلز تأثیر میگذارند؟
5.1پارامترهای برش:
پارامترهای برش از جمله مهمترین عوامل تأثیرگذار هستند. رابطه کلی بین عمر ابزار (T) و پارامترهای برش به صورت زیر است:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
کجا:
- \(C_T\): ثابت عمر ابزار مربوط به جنس ابزار، جنس قطعه کار و شرایط برش
- \(x, y, z\): توانهای تجربی، معمولاً با \(x > y > z\)
مثال:
هنگام تراشکاری فولاد کربنی با \(\sigma_b = 0.637\ \text{GPa}\) با استفاده از ابزار تراشکاری کاربیدی:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
قانون:
با افزایش (v_c)، (f) و (a_p)، عمر ابزار (T) کاهش مییابد. سرعت برش (v_c) بیشترین تأثیر را دارد و پس از آن نرخ پیشروی (f) و عمق برش (a_p) کمترین تأثیر را دارند.
برای بهبود بهرهوری و در عین حال تضمین عمر ابزار، ابتدا یک \(a_p\) بزرگتر، سپس یک \(f\) بزرگتر و در نهایت یک \(v_c\) معقول انتخاب کنید.
5.2پارامترهای هندسه ابزار:
- زاویه شیب (\(\gamma_o\)): افزایش آن، نیرو و دمای برش را کاهش میدهد و عمر ابزار را بهبود میبخشد. زاویه براده بیش از حد، استحکام ابزار و اتلاف گرما را تضعیف میکند و خطر شکستگی را افزایش میدهد.
- زاویه اصلی لبه برش (\(\kappa_r\)): کاهش آن، استحکام نوک ابزار و اتلاف گرما را افزایش میدهد. مقدار خیلی کوچک \(\kappa_r\) نیروی شعاعی را افزایش میدهد و ممکن است باعث ایجاد لرزش در سیستمهای با صلبیت کم شود.
- عوامل اضافی: کاهش جزئی زاویه لبه برش \(\kappa_r\) و افزایش شعاع دماغه ابزار \(r_\varepsilon\) اثرات مثبت مشابهی بر عمر ابزار دارند.
5.3جنس ابزار:
استحکام بالاتر در دمای بالا و مقاومت در برابر سایش، عمر ابزار را افزایش میدهد. در شرایط ضربه، کار سنگین یا شرایط دشوار ماشینکاری، چقرمگی ضربه و استحکام خمشی به عوامل غالب تبدیل میشوند.
5.4جنس قطعه کار:
- استحکام و سختی بالاتر، دمای برش را افزایش و عمر ابزار را کاهش میدهد.
- انعطافپذیری و چقرمگی بیشتر همراه با رسانایی حرارتی پایین، دمای برش را افزایش داده و عمر ابزار را کوتاه میکند.
6.0چگونه میتوان عمر مفید ابزارهای برش فلز را به طور معقول تعیین کرد؟
اصل اساسی:
انتخاب معقول عمر ابزار، بهرهوری را بهبود میبخشد و هزینه را کاهش میدهد. عمر بیش از حد طولانی ابزار، پارامترهای برش کوچک را میطلبد و نرخ برادهبرداری فلز را کاهش میدهد. عمر بیش از حد کوتاه ابزار، زمان تعویض ابزار و سنگزنی مجدد را افزایش میدهد و هزینه کلی را بالا میبرد.
6.1مقادیر توصیه شده برای طول عمر ابزار برای ابزارهای رایج
| نوع ابزار | عمر ابزار توصیه شده (دقیقه) |
|---|---|
| ابزارهای تراشکاری فولادی با سرعت بالا | ۶۰–۹۰ |
| متههای فولادی پرسرعت | ۸۰–۱۲۰ |
| ابزارهای تراشکاری کاربیدی لحیمکاری شده | 60 |
| ابزارهای تراشکاری کاربیدی قابل تنظیم | ۱۵–۳۰ |
| تیغه فرزهای کاربیدی | ۱۲۰–۱۸۰ |
| ابزارهای برش دنده | ۲۰۰–۳۰۰ |
| ابزارهای تراشکاری فولادی با سرعت بالا برای ماشینهای اتوماتیک | ۱۸۰–۲۰۰ |
6.2ملاحظات اضافی:
- پیچیدگی و دقت ابزار: ابزارهای پیچیده، با دقت بالا و چند لبه، نسبت به ابزارهای ساده، با دقت پایین و تک لبه، به عمر طولانیتری نیاز دارند.
- ابزارهای قابل فهرست بندی: تعویض سریع اینسرت باعث کاهش طول عمر ابزار و حفظ لبههای برش تیز میشود.
- پرداخت نهایی در مقابل خشنکاری: ابزارهای پرداختکاری به دلیل بارهای برش سبکتر و الزامات دقت بالاتر، به عمر طولانیتری نیاز دارند.
- پرداخت قطعات بزرگ: عمر طولانیتر ابزار از تعویض ابزار در اواسط فرآیند جلوگیری میکند.
- ماشینکاری CNC: عمر ابزار باید بیش از یک شیفت کاری و طولانیتر از زمان برش برای یک قطعه باشد.
7.0سوالات متداول (FAQ)
س: چرا سایش پهلو رایجترین معیار کند شدن ابزار است؟
الف: سایش سطح جانبی، شایعترین نوع سایش در برش فلزات است که برای فلزات شکننده و نرم در سرعتهای برش کم تا متوسط قابل استفاده است. نوار سایش آن شکلی منظم دارد و سایش در بخش میانی (ناحیه B) یکنواخت است و میانگین مقدار سایش (V_B) به راحتی قابل اندازهگیری و کنترل است. بنابراین، (V_B) به طور گسترده به عنوان معیار استاندارد کند شدن پذیرفته شده است.
س: کدام پارامتر برش بیشترین تأثیر را بر عمر ابزار دارد؟
الف: سرعت برش (\(v_c\)) بیشترین تأثیر را دارد و پس از آن نرخ پیشروی (\(f\)) قرار دارد، در حالی که عمق برش (\(a_p\)) کمترین تأثیر را دارد. این موضوع توسط معادله عمر ابزار تأیید میشود، که در آن توانهای بزرگتر نشان دهنده تأثیر بیشتر هستند.
س: انتخاب عمر ابزار چه تفاوتی بین عملیات پرداختکاری و خشنکاری دارد؟
الف: عملیات پرداختکاری شامل بارهای برش سبکتر است و برای اطمینان از کیفیت سطح و دقت ابعادی به عمر ابزار طولانیتری نیاز دارد. عملیات خشنکاری بر حذف سریع مواد تمرکز دارد و میتواند از عمر ابزار کوتاهتر با پارامترهای برش بزرگتر استفاده کند.
س: چرا ابزارهای قابل فهرست بندی می توانند عمر ابزار کوتاه تری نسبت به ابزارهای لحیم کاری شده داشته باشند؟
الف: ابزارهای قابل تنظیم امکان تعویض سریع اینسرت را بدون نیاز به سنگزنی مجدد فراهم میکنند و لبههای برش را تیز نگه میدارند. عمر کوتاهتر ابزار، راندمان برش بالاتر را در عین متعادل کردن هزینه ابزار، امکانپذیر میسازد.
س: آیا الزامات خاصی برای طول عمر ابزار در ماشینکاری CNC وجود دارد؟
الف: بله. ماشینکاری CNC معمولاً خودکار و پیوسته است. عمر ابزار باید بیش از یک شیفت کاری باشد و از زمان برش مورد نیاز برای یک قطعه واحد بیشتر باشد تا تولید پایدار و بدون وقفه تضمین شود.