

1.0عوامل کلیدی که باید هنگام انتخاب برش پلاسما در نظر بگیرید
انتخاب برشدهنده پلاسمای مناسب به نیازهای برش، ضخامت مواد، قابلیت حمل و نقل و محیط کار شما بستگی دارد. در زیر عوامل کلیدی برای بررسی آورده شده است:
1.1ضخامت برش و آمپراژ
- کمتر از ۶ میلیمتر (¼ اینچ) جنس: استفاده از یک آمپراژ پایین برش (≈ 25 A).
- ۶ تا ۱۲ میلیمتر (¼”–½”) جنس: دنبال یک ۵۰–۶۰ الف
- جنس یا شیار ۱۹ تا ۲۴ میلیمتر (¾”–۱”): انتخاب کنید ۸۰–۱۰۰ آمپر مدلهای خروجی.
همیشه یک کاتر با قدرت کافی بالاتر از ضخامت برش متوسط خود انتخاب کنید تا نتایج تمیز و بدون سرباره حاصل شود.
1.2چرخه وظیفه
- وظیفه چرخه به مدت زمانی که یک دستگاه میتواند در یک دوره 10 دقیقهای به طور مداوم برش دهد، قبل از اینکه نیاز به خنک شدن داشته باشد، اشاره دارد.
- برای مثال، یک چرخه کاری 60% در 50 الف یعنی ۶ دقیقه برش مداوم با حداکثر قدرت، و به دنبال آن ۴ دقیقه خنک شدن.
⏱️ چرخههای کاری بالاتر، زمان از کارافتادگی را کاهش داده و بهرهوری را بهبود میبخشند.
1.3عملکرد انتقال قوس
دستگاهی را انتخاب کنید که موارد زیر را فعال کند:
- انتقال نرم و سریع از قوس آزمایشی تا قوس برش
- مسافتهای انتقال طولانیترکه برش و شیارزنی را برای اپراتور آسانتر و دلپذیرتر میکند
1.4قابلیت حمل و اندازه
برای کاربردهای موبایل یا روی کشتی:
- انتخاب کنید سبک وزن، قابل حمل مدل
- ویژگیهایی مانند یک را در نظر بگیرید زیرانداز، بند شانه، یا محل نگهداری کابل/چراغ قوه داخلی
- الف ردپای کوچک برای فضای کاری محدود ایدهآل است
1.5دوام و فیلتراسیون
- جستجو کنید کنترلهای محافظتشده، مانند قفسهای اطراف فیلترها و سایر قطعات حساس
- داخلی هوا فیلترها برای حذف روغن و رطوبت از هوای فشرده بسیار مهم هستند
هوای آلوده میتواند باعث ایجاد قوس داخلی و کاهش کیفیت برش شود.
1.6رابط کاربری و ارگونومی
- ماشینهایی با ... را ترجیح میدهند کنترل پنل واضح و شهودی
- راهنماها و تنظیمات روی دستگاه، راهاندازی و عیبیابی را بهبود میبخشند.
- برای دستگاههای دستی، اطمینان حاصل کنید که مشعل است راحت و ارگونومیک برای کاهش خستگی و بهبود کیفیت برش
1.7سازگاری با برق
مطمئن شوید که کاتر با منبع تغذیه داخلی شما سازگار است:
- مراحل:تک فاز یا سه فاز
- ولتاژ:۱۱۵ ولت، ۲۳۰ ولت، ۳۸۰ ولت یا ۴۴۰ ولت
- فرکانس:۵۰ هرتز یا ۶۰ هرتز
بسیاری از واحدهای مدرن سوئیچینگ خودکار و پشتیبانی دو ولتاژ و دو فرکانس عملیات.
1.8پشتیبانی پس از فروش
تولیدکننده یا تأمینکنندهای را انتخاب کنید که موارد زیر را ارائه دهد:
- شبکه خدمات جهانی
- قطعات یدکی به راحتی در دسترس
پشتیبانی قابل اعتماد، بهرهوری بلندمدت و حداقل زمان از کارافتادگی را تضمین میکند.
1.9هزینه پنهان: مواد مصرفی و طول عمر مفید
مشعلهای برش پلاسما از چندین مورد استفاده میکنند اجزای مصرفی- از جمله کلاهک نگهدارنده, سپر, نازل, الکترود، و حلقه چرخشی—که نیاز دارند جایگزینی منظم همانطور که عملکرد برش کاهش مییابد.
- این قطعات باید تعویض شوند قبل از شکست برای حفظ کیفیت برش و محافظت از مشعل.
- مواد مصرفی نشان دهنده یک عملیات پنهان هزینه که به مرور زمان جمع میشود.
برای کاهش دفعات تعویض و هزینه کل، سیستم پلاسمایی با قطعات مصرفی کمتر انتخاب کنید.
هنگام مقایسه ماشینها، عمر مفید مواد مصرفی که توسط سازنده اعلام شده است را بررسی کنیداما مطمئن شوید که دادههای استفاده یکسانی (مثلاً زمان برش، شدت جریان، نوع ماده) را در مدلهای مختلف مقایسه میکنید.
1.10کمپرسور هوای داخلی: راحتی در مقابل کاربردی بودن
برخی از برشدهندههای پلاسمای کوچک با ... عرضه میشوند. کمپرسور داخلی، که میتواند زمانی مفید باشد که:
- هوای فشرده خارجی است موجود نیست
- منبع هوای موجود عبارت است از کیفیت پایین(حاوی آب یا روغن)
با این حال، توجه داشته باشید:
- کمپرسور داخلی افزایش وزن از واحد
- محیطهای روی عرشه کشتی مانند کشتیها معمولاً دسترسی مطمئن به هوای فشرده، ایجاد این ویژگی کمتر ضروری
قبل از انتخاب مدلی با کمپرسور داخلی، ارزیابی کنید که آیا منبع هوای شما به اندازه کافی تمیز و یکنواخت برای برش پلاسما است یا خیر.
2.0انواع برش پلاسما: کدام یک برای شما مناسب است؟
هنگام انتخاب دستگاه برش پلاسما، یکی از مهمترین تفاوتها نحوه عملکرد دستگاه است. بر اساس روش کنترل، برشدهندههای پلاسما به دو دسته اصلی تقسیم میشوند:
2.1برش پلاسما دستی
برشدهندههای پلاسمای دستی جمعوجور و آسان برای استفاده هستند و آنها را برای موارد زیر ایدهآل میکنند:
- تعمیرات و نگهداری در محل
- ساخت و تولید بدنه خودرو
- کاربرد عمومی در کارگاه برای برش فلزات با ضخامت نازک تا متوسط

ویژگیهای کلیدی:
- عملکرد دستی با مشعل فعال شونده با ماشه
- سبک و قابل حمل
- راهاندازی سریع و حداقل آموزش مورد نیاز
- اکثر مدلها از برش تا ۱ اینچ (۲۵ میلیمتر) با آمپراژ مناسب پشتیبانی میکنند.
بهترین برای:
پیمانکاران، فلزکاران، تکنسینهای تهویه مطبوع و هر کسی که به یک راهکار برش سیار نیاز دارد.
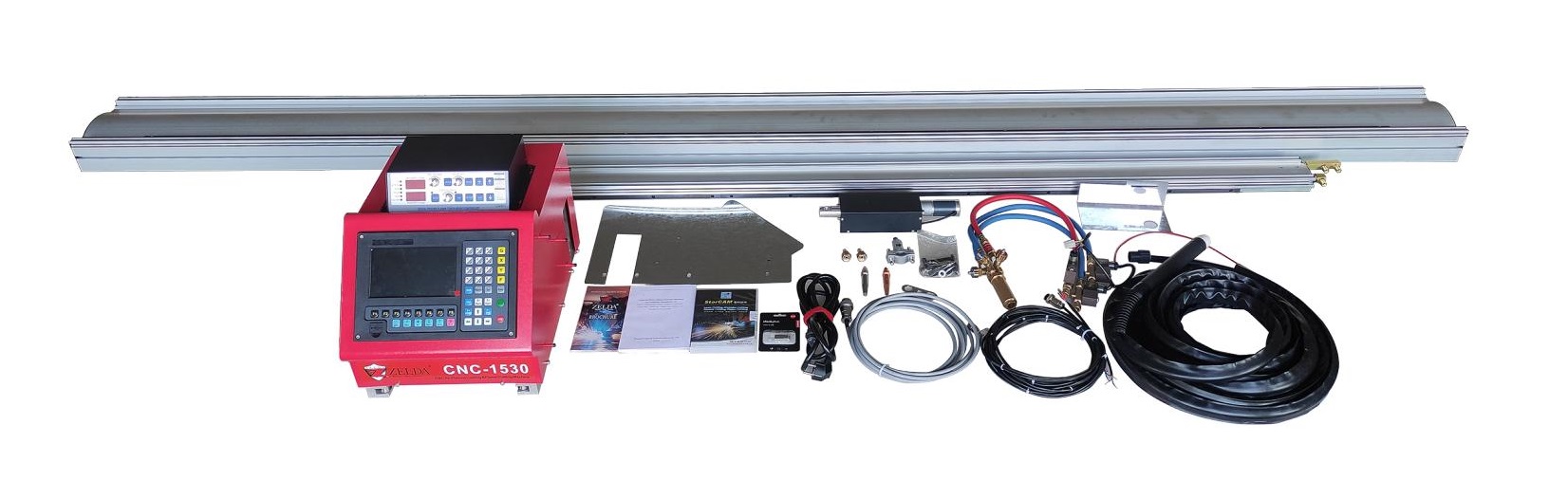
2.2برش پلاسما CNC
دستگاه برش پلاسما CNC
برشدهندههای پلاسمای CNC (کنترل عددی کامپیوتری) سیستمهای خودکاری هستند که برای کارهای برش دقیق و تکرارپذیر طراحی شدهاند. آنها معمولاً در محیطهای صنعتی که بهرهوری و دقت بالا ضروری است، استفاده میشوند.
ویژگیهای کلیدی:
- کنترل شده توسط نرم افزار و قابل برنامه ریزی برای اشکال پیچیده
- نصب شده روی میزهای برش با ریلهای خطی و موتورها
- ایدهآل برای تولید انبوه یا کارهای طراحی دقیق فلز
- سازگار با فایلهای CAD برای برشهای سفارشی
بهترین برای:
کارگاههای ساخت فلز، تولیدکنندگان و مشاغل به برش در حجم زیاد یا با دقت بالا نیاز دارند.


دستگاه برش لوله پلاسما CNC
این سیستمها که با نام برشدهندههای پلاسمای لوله CNC یا دستگاههای برش پلاسمای لوله نیز شناخته میشوند، در برش لولههای گرد، مربع یا مستطیل تخصص دارند. آنها میتوانند عملیات پیچیدهای مانند برش اریب، شیارزنی و برش زینی را انجام دهند که آنها را در صنایعی مانند سازههای فولادی، لولهکشی، خودرو و ساخت و ساز ضروری میکند.
3.0دستورالعملهای ایمنی برش پلاسما
برش پلاسما شامل ولتاژ بالا، دمای بالا و تابش شدید است. علاوه بر الزامات اولیه PPE، اقدامات ایمنی زیر باید برای اطمینان از ایمنی اپراتور و قابلیت اطمینان تجهیزات رعایت شود.
3.1لباس و تجهیزات حفاظتی
- لباسهای چرمی یا پشمی تیره رنگ بپوشید لباس برای محافظت در برابر تابش شدید مرئی و نامرئی (فرابنفش و مادون قرمز) ساطع شده از قوس پلاسما.
- از لباسهای نخی پرهیز کنیدزیرا اشعه ماوراء بنفش میتواند باعث تخریب سریع آن شود.
- تیره لباس به کاهش انعکاس نور، به خصوص در زیر کلاه جوشکاری، که در آن اشعه ماوراء بنفش منعکس شده میتواند باعث سوختگی صورت و گردن شود، کمک میکند.
- از محافظ استفاده کنید عینک با لنزهای فیلتری که مطابق با موسسه استاندارد و تحقیقات صنعتی ایران (ANSI Z49.1) استانداردهایی برای اطمینان از محافظت مناسب از چشمان شما.
3.2سطوح سایه فیلتر توصیه شده برای برش پلاسما و شیارزنی
| جریان قوس (آمپر) | حداقل تعداد سایه | شماره سایه توصیه شده |
| زیر ۴۰ سال | 5 | 5 |
| ۴۰–۶۰ | 6 | 6 |
| ۶۰–۸۰ | 8 | 8 |
| ۸۰–۳۰۰ | 8 | 9 |
| ۳۰۰–۴۰۰ | 9 | 12 |
همیشه اطمینان حاصل کنید که همه پرسنل حاضر در منطقه برش به طور کافی با تجهیزات حفاظت فردی (PPE) مناسب محافظت میشوند و پروتکلهای ایمنی تأسیسات را رعایت میکنند.
3.3محافظت در برابر نویز
هنگام برش مواد ضخیمتر، برای جلوگیری از آسیب ناشی از صدای زیاد، باید از محافظ شنوایی استفاده شود.
3.4تهویه و استخراج دود
- قوس پلاسما به دلیل تجزیه هوا، ازن و سایر گازهای مضر تولید میکند.
- برای حذف این بخارات از فضای کار باید از تهویه مناسب یا سیستمهای تخلیه موضعی استفاده شود.
- هرگز در محیطهای بسته یا با تهویه نامناسب و بدون کنترل مناسب بخار، کار نکنید.
3.5خطرات فلز داغ و جرقه
- جرقهها میتوانند تا بیش از ۱۱ متر (۳۵ فوت) حرکت کنند. مواد قابل اشتعال را از محل برش دور نگه دارید.
- از پوشیدن لباسهای آستیندار یا جیبهای باز خودداری کنید، زیرا ممکن است مواد مذاب را به دام بیندازند.
- همیشه از دستکشهای عایق و لباسهای محافظ مقاوم در برابر شعله استفاده کنید.

مدار در لحظه سپر
فنجان برداشته میشود.
3.6ایمنی برق
- برشدهندههای پلاسما با آمپراژ پایین اما ولتاژ بالا کار میکنند.
- ولتاژ مدار باز اغلب از ۳۰۰ ولت جریان مستقیم فراتر میرود؛ ولتاژ برش تقریباً ۱۰۰ ولت جریان مستقیم است.
- اتصال مشعل باید مطابق با استانداردهای EN 60974 باشد:
- باید با ابزار محکم شود (قابل جدا کردن با دست نیست)
- باید از قرار گرفتن در معرض برق و قطع تصادفی آن جلوگیری کند.
- مشعلها باید شامل ویژگیهای ایمنی داخلی مانند موارد زیر باشند:
- مدارهای قفل ایمنی که هنگام برداشتن مواد مصرفی یا پوشش محافظ، قوس را غیرفعال میکنند.
- ضامن مکانیکی ماشه را میپوشاند تا از شلیک تصادفی جلوگیری شود.
3.7قرارگیری و خنکسازی ماشین
- دستگاه را تا حد امکان از محل برش دور نگه دارید تا از ورود گرد و غبار جلوگیری شود.
- جریان هوای تمیز را برای خنک کردن حفظ کنید. گرد و غبار میتواند درون دستگاه جمع شود و بر عملکرد آن تأثیر بگذارد.

3.8منبع تغذیه
برای کاهش افت ولتاژ و گرمای بیش از حد، از استفاده از سیمهای رابط برای کابل برق اصلی خودداری کنید.
3.9کیفیت تامین هوا
هوای ورودی به دستگاه برش پلاسما باید تمیز، خشک و عاری از روغن یا رطوبت باشد.
رطوبت میتواند باعث شود:
- عمر کوتاه مواد مصرفی
- خرابی زودهنگام مشعل
برای آزمایش رطوبت، دستگاه را در حالت «تنظیم هوا» روشن کنید و یک تکه کاغذ زیر نوک آن قرار دهید. اگر رطوبت ظاهر شد، سیستم هوا را بررسی کنید یا یک خشککن نصب کنید.
3.10بهترین شیوههای برش
- در صورت امکان از استارتهای لبهدار به جای استارتهای سوراخدار استفاده کنید. استارتهای لبهدار با کاهش برگشت فلز به داخل نوک، عمر قطعات مصرفی را افزایش میدهند.
- مطمئن شوید که گیره برگشت روی فلز تمیز و بدون روکش قرار گرفته است. هرگونه زنگ زدگی، رنگ یا پوشش را برای بهبود رسانایی پاک کنید.
- گیره برگشت را تا حد امکان نزدیک به محل برش، و در حالت ایدهآل روی خود قطعه کار، قرار دهید.
- تمام کابلها را مرتباً از نظر فرسودگی، اتصالات شل یا آسیبهایی که میتوانند در برابر جریان برق مقاومت کنند، بررسی کنید.
3.11تعمیر و نگهداری
هر شش ماه یکبار، پوشش برش پلاسما را بردارید و گرد و غبار داخلی را با استفاده از هوای فشرده خشک پاک کنید تا اجزای الکتریکی تمیز بمانند.
3.12بررسی اجمالی علائم گواهینامه
- مارک SUS: نشان دهنده انطباق با استاندارد IEC 60974-1 است، مناسب برای استفاده در محیطهایی با خطر بالای برق گرفتگی.
- علامت CSA: نشان میدهد که محصول مطابق با استانداردهای ایمنی ایالات متحده و کانادا است که توسط CSA International یا سایر آزمایشگاههای NRTL مانند UL یا TÜV تأیید شدهاند.
- علامت CE: انطباق با دستورالعملهای اروپایی مربوطه (مانند ولتاژ پایین، EMC، RoHS، RED) را اعلام میکند. فقط محصولاتی که علامت CE در نزدیکی پلاک مشخصات دارند، مطابق با اتحادیه اروپا هستند.
- علامت RoHS: نشان میدهد که محصول الزامات دستورالعمل محدودیت مواد خطرناک اتحادیه اروپا (RoHS) را برآورده میکند.
- علامت EAC: انطباق با استانداردهای ایمنی و EMC را برای صادرات به روسیه، بلاروس و قزاقستان (اتحادیه گمرکی اوراسیا) تأیید میکند.
- علامت تجاری GOST-TR: نشان دهنده انطباق با مقررات ایمنی محصول و EMC فدراسیون روسیه است.
- علامت RCM: نشان دهنده انطباق با استانداردهای EMC و ایمنی در استرالیا و نیوزیلند است.
- علامت CCC: نشان میدهد که محصول آزمایش شده و الزامات صدور گواهینامه اجباری چین (CCC) برای ایمنی محصول را برآورده میکند.
- علامت تجاری UkrSEPRO: انطباق با استانداردهای ایمنی و EMC اوکراین را برای محصولات دارای گواهینامه CE که به اوکراین صادر میشوند، تأیید میکند.
- نشان AAA صربستان: نشان میدهد که نسخه CE محصول، مقررات ایمنی و EMC صربستان را برآورده میکند.



