

آهنگری دستی چاقو یک هنر سنتی است که کنترل حرارت، شکلدهی فلز و عملیات حرارتی را با هم ترکیب میکند. چه از فولاد فنر خودرو (فولاد پرکربن) بازیافتی استفاده کنید و چه از فولاد ابزار O1 استاندارد صنعتی، فرآیند اصلی از سه مرحله کلیدی پیروی میکند: حرارت دادن - شکل دادن - سخت کردنبا درک این مراحل، میتوانید یک چاقوی خام فولادی را به یک چاقوی کاربردی تبدیل کنید.
1.0انتخاب فولاد: خواص و آمادهسازی
انتخاب فولاد، هم روند کار و هم عملکرد نهایی چاقو را تعیین میکند. فولاد پرکربن (مانند فولاد فنر خودرو) و فولاد ابزار O1 گزینههای مناسبی برای مبتدیان هستند، اما در خواص و مراحل آمادهسازی متفاوتند:
| نوع فولاد | منبع / ویژگیها | نکات آمادهسازی | بهترین مورد استفاده |
| فولاد پر کربن (فولاد فنر) | بازیافتی از فنرهای لول یا فنرهای تخت خودرو؛ میزان کربن 0.6%–1.0% | فنرهای مارپیچی نیاز به عملیات حرارتی دارند (در آتش تا سرخ شدن حرارت داده میشوند، سپس در هوا خنک میشوند). فنرهای تخت را میتوان مستقیماً استفاده کرد. | مقرون به صرفه؛ مناسب برای کاوش در آهنگری |
| فولاد ابزار O1 (کوئینج شده با روغن) | بیلتهای موجود در بازار؛ محتوای کربن 0.9%–1.0%؛ چقرمگی متعادل | آماده برای آهنگری، بدون نیاز به عملیات حرارتی | نتایج پایدار؛ ایدهآل برای تمرین |
اصول آماده سازی:
- فولاد فنر در کارخانه عملیات حرارتی (سختکاری) میشود. فنرهای مارپیچ قبل از برش باید آنیل شوند (پس از نرم شدن از سنگ فرز یا اره آهنبر استفاده کنید). فنرهای تخت مسطح هستند و معمولاً میتوان آنها را بدون آنیل آهنگری کرد.
- فولاد O1 در حالت تغذیه شده نسبتاً نرم است و میتواند مستقیماً به مرحله گرمایش و آهنگری برود.


2.0ابزارهای ضروری: تجهیزات عمومی و ابزارهای تخصصی
ساخت چاقو به تجهیزات خیلی پیچیدهای نیاز ندارد، اما داشتن ابزار مناسب، ایمنی و کارایی را تضمین میکند. ابزارها را میتوان بر اساس موارد زیر گروهبندی کرد: ایمنی – گرمایش – آهنگری – فرآوری، با کمی تفاوت بسته به فولاد.
2.1تجهیزات ایمنی (الزامی برای همه مراحل):
- عینک ایمنی مقاوم در برابر ضربه: باید چشمها را کاملاً بپوشاند تا از جرقهها و قطعات فلزی جلوگیری شود (عینک معمولی کافی نیست).
- دستکشهای مقاوم در برابر حرارت: دستکشهای چرمی توصیه میشوند؛ این دستکشها تعادل بین عایق بودن و چابکی را برقرار میکنند (هرگز فولاد داغ را با دست خالی لمس نکنید).
- سپرهای حرارتی یا پتوهای ضد حریق: اطراف محل آهنگری قرار دهید تا از جرقه زدن و آتش گرفتن مواد اطراف جلوگیری شود.
2.2ابزارهای آهنگری پایه (عمومی):
- منبع گرمایش: آهنگری، کوره خانگی یا آتش زغال (برای رسیدن به دمای آهنگری باید از دمنده استفاده کرد).
- سندان: هر بلوک آهنی مسطح؛ یک سندان کوچک (۱۰ تا ۲۰ کیلوگرم) برای مصارف خانگی مناسب است.
- چکش: یک چکش گردکن ۱ تا ۲ پوندی برای شکلدهی؛ یک چکش ضربدری برای تنظیمات دقیقتر (نوک تیغه، پخها).
- انبرها: انبرهای آهنگری مخصوص که برای گرفتن ایمن قطعات شما طراحی شدهاند (خطر لغزش و سوختگی را کاهش میدهند).
2.3ابزارهای پردازش (مخصوص فولاد):
| قدم | فولاد پر کربن (فولاد فنر) | فولاد ابزار O1 |
| برش | چرخ زاویه ای (دیسک درشت) یا اره آهن بر | همانند فولاد فنر (O1 نرمتر است و برش آن آسانتر است) |
| کوئنچینگ | کوئنچ: روغن (برای فولاد فنر جهت جلوگیری از ترک خوردگی توصیه میشود) | روغن (خنک شدن آهستهتر، از ترک خوردن جلوگیری میکند) |
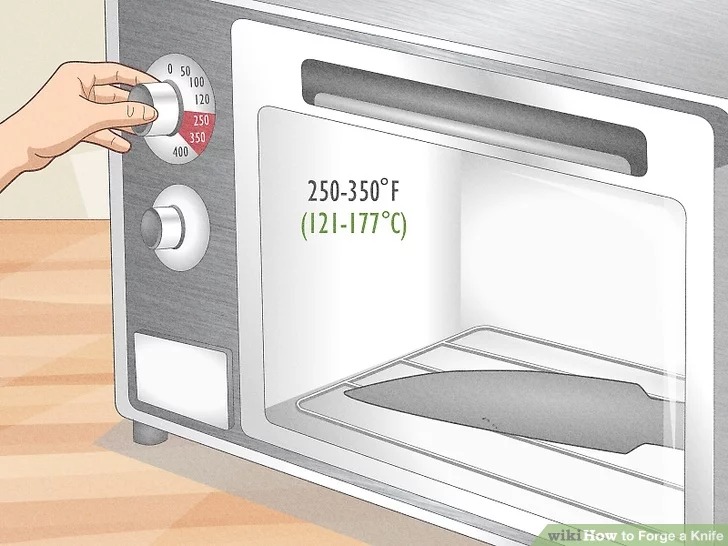
| تمپر کردن | فر (۴۰۰-۵۰۰ درجه فارنهایت / ۲۰۴-۲۶۰ درجه سانتیگراد) یا حرارت ثابت با زغال چوب | همان روش؛ کنترل دما بحرانیتر (۲۵۰-۳۵۰ درجه فارنهایت / ۱۲۰-۱۷۵ درجه سانتیگراد) |
3.0آهنگری شکل: از قطعه خام تا تیغه
هسته آهنگری عبارت است از هدایت جریان فلز داغصرف نظر از نوع فولاد، همیشه اصول زیر را رعایت کنید: کار به صورت تدریجی و شکلدهی متقارناین کار از فشار موضعی یا کار بیش از حد که میتواند تیغه را ضعیف کند، جلوگیری میکند.
3.1کنترل گرما: تشخیص دما بر اساس رنگ
| رنگ | محدوده دما (°C) | معنی در حال انجام |
| قرمز تیره | ۶۵۰–۷۳۰ درجه سانتیگراد | نزدیک نقطه بحرانی؛ برای عادیسازی و کاهش استرس استفاده میشود |
| قرمز گیلاسی | ۷۶۰–۸۵۰ درجه سانتیگراد | حرارت کوئنچ معمول برای فولاد پر کربن |
| نارنجی-قرمز | ۸۵۰–۹۵۰ درجه سانتیگراد | محدوده استاندارد آهنگری |
| زرد روشن | ۱۰۰۰–۱۱۰۰ درجه سانتیگراد | حرارت بالای آهنگری؛ خطر سوختگی در صورت گرم شدن بیش از حد |
| زرد کاهی | ۱۵۰–۲۳۰ درجه سانتیگراد | رنگ تمپر شده (محدوده تمپر پایین) |
3.2انواع فولاد و پارامترهای عملیات حرارتی
| نوع فولاد | دمای آهنگری (رنگ) | حداقل دمای آهنگری | دمای آنیل (روش) | حرارت خاموش کننده (رنگ) | محیط کوئنچ توصیه شده |
| فولاد پرکربن (مثلاً فولاد فنر ۵۱۶۰) | ۹۰۰–۱۰۵۰ درجه سانتیگراد (نارنجی تا نارنجی روشن) | ≥800 درجه سانتیگراد | ۸۰۰ تا ۸۲۰ درجه سانتیگراد، سپس تا دمای زیر ۶۵۰ درجه سانتیگراد به آرامی خنک کنید. | ۸۲۰–۸۴۰ درجه سانتیگراد (گیلاسی تا نارنجی-قرمز) | کوئنچ با روغن (آب ممکن است باعث ترک خوردگی شود) |
| فولاد ابزار O1 | دمای گرمایش: قرمز گیلاسی (۷۹۰-۸۲۰ درجه سانتیگراد) | ≥815 درجه سانتیگراد | ۸۰۰ تا ۸۵۰ درجه سانتیگراد، سپس در دمای کمتر از ۶۵۰ درجه سانتیگراد در کوره خنک کنید. | ۷۹۰–۸۲۰ درجه سانتیگراد (قرمز گیلاسی) | کوئنچ روغنی |
شیوههای کلیدی:
- فولاد را گرم کنید به طور مساوی در سراسر— از نقاط داغ که باعث اکسیداسیون و سوختن میشوند، اجتناب کنید.
- هنگام خارج کردن فولاد از کوره آهنگری، از انبر برای گرفتن محکم آن در نقطه تعادلش استفاده کنید. این کار از بروز حادثه جلوگیری کرده و کنترل بهتر چکش را تضمین میکند.


3.3آهنگری نوک و بدنه تیغه: گام به گام
(1) آهنگری نوک
یک سر قطعه کار گرم شده را روی سندان قرار دهید. با استفاده از یک چکش گرد کننده، نوک آن را به تدریج باریک کنید:
- فولاد پر کربن: کار با ضربات سبکتر و سریعتر برای جلوگیری از ترک خوردن تحت سختی بالاتر آن.
- فولاد O1: شکل دادن آسانتر است؛ ضربات کمی قویتر امکانپذیر است، اما برای حفظ تقارن، هر ۳-۴ ضربه، فولاد را برگردانید.
- علامت گذاری: قبل از شکل دادن، یک طرف را برای لبه و طرف دیگر را برای ستون فقرات تعیین کنید. این کار اصلاحات بعدی را به حداقل میرساند.
(2) ترک تانگ
زبانه بخشی از تیغه است که دسته را نگه میدارد. آن را در مراحل اولیه تعریف کنید:
- طول: حداقل ۵ سانتیمتر (۲ اینچ) فاصله بگذارید. برای دستههای بلندتر، ۳ تا ۴ اینچ توصیه میشود.
- علامت گذاری: با ضربات چکش، جایی که زبانه شروع میشود را برش دهید و از نازک شدن تصادفی این ناحیه جلوگیری کنید. زبانه ضعیف، استحکام دسته را به خطر میاندازد.
(3) صاف کردن و آهنگری پخها
تیغه باید به تدریج از لبه به سمت نوک مخروطی شود، در حالی که اریبها (لبه برش اولیه) را نیز تشکیل میدهد:
- نازک شدن عمومی: دوباره گرم کنید، سپس به آرامی هر دو طرف تیغه را با چکش بکوبید و به طور یکنواخت از لبه تیغه تا نوک آن را به طور متناوب بکوبید. انحراف را کمتر از ۱ میلیمتر نگه دارید. در صورت امکان، چکش قدرتی آهنگری پنوماتیک میتواند برای اجرای سریعتر و یکنواختتر این ضربات مورد استفاده قرار گیرد، خستگی را کاهش داده و به حفظ تقارن کمک کند.
- آهنگری مخروطی: عمدتاً در امتداد لبه مورد نظر ضربه بزنید تا یک زاویه شیبدار (حدود 20 تا 25 درجه) تشکیل شود. برگردانید و بلافاصله در طرف مقابل تکرار کنید تا از تاب برداشتن جلوگیری شود.
- مسائل رایج:
- برآمدگی یا چین خوردگی: دوباره گرم کنید و با سمت چکشی آن را صاف کنید؛ ممکن است لازم باشد چینهای شدید بریده شوند.
- ستون فقرات خمیده: انحنای جزئی طبیعی است. بعداً با تنظیمات حرارت کم (حرارت قرمز تیره) و چکش کاری ملایم آن را اصلاح کنید.



4.0عملیات حرارتی: کنترل سختی و چقرمگی
عملیات حرارتی مرحله کلیدی است که تیغه را از نرم تا سختاین فرآیند شامل سه مرحله مجزا است - آنیل کردن، کوئنچ کردن و تمپر کردن. هر نوع فولاد به پارامترهای خاصی نیاز دارد و انتخاب صحیح آنها مستقیماً عملکرد نهایی چاقو را تعیین میکند.
4.1آنیل کردن: کاهش تنش و نرم شدن
هدف:
برای نرم کردن فولاد، تنش داخلی ناشی از آهنگری را آزاد کنید و تیغه را برای سنگزنی و شکلدهی آسانتر کنید.
فرآیند:
- تیغه را تا زمانی که به رنگ قرمز مات درآید، گرم کنید (800 تا 820 درجه سانتیگراد برای فولاد پرکربن؛ 870 تا 980 درجه سانتیگراد برای فولاد O1). آن را بردارید و بگذارید در معرض هوا خنک شود تا رنگ قرمز آن محو شود.
- این چرخه را سه بار تکرار کنید.
- در مرحله سوم گرمایش، فولاد را در یک محیط عایق (مانند دفن شده در زغال سنگ یا خاکستر) قرار دهید و بگذارید یک شب خنک شود. این خنک شدن آهسته، حداکثر نرم شدن را تضمین میکند.
4.2کوئنچینگ: سخت کردن فولاد
کوئنچ کردن ساختار بلوری فولاد را تغییر میدهد و سختی بالایی ایجاد میکند - که ویژگی تعیینکننده یک تیغه کاربردی است.
| قدم | فولاد پر کربن (فولاد فنر) | فولاد ابزار O1 |
| دمای گرمایش | نارنجی-قرمز (۸۵۰–۹۵۰ درجه سانتیگراد) | زرد کمرنگ تا کاهی (۱۱۵۰-۱۲۰۰ درجه سانتیگراد) |
| کوئنچ مدیوم | آب (به صورت عمودی، 30 تا 60 ثانیه غوطهور شوید) | روغن (به صورت عمودی، ۳۰ تا ۶۰ ثانیه غوطهور کنید، از ایجاد حباب جلوگیری کنید) |
| نکات کلیدی | تمام فولادهای کوئنچ شده باید فوراً تمپر شوند.
(کوئینچ کردن با آب برای فولادهای فنری خطرناک است و برای مبتدیان توصیه نمیشود.) |
کوئنچ با روغن، سختی یکنواختتری ایجاد میکند - تمپر کردن دقیق ضروری است |
نکات مهم:
- همیشه تیغه را خاموش کنید به صورت عمودیکج شدن باعث خنک شدن ناهموار میشود که میتواند تیغه را تاب بردارد. اصلاح آن نیاز به آهنگری مجدد دارد و زمان را هدر میدهد.
- پس از کوئنچ، سختی را با سوهان آزمایش کنید. اگر سوهان بدون برش به بیرون حرکت کرد، سختی کافی است. اگر به فولاد برخورد کرد، دوباره آن را گرم کرده و دوباره کوئنچ کنید.
4.3تمپر کردن: ایجاد تعادل بین سختی و چقرمگی
فولاد پس از کوئنچ، سخت اما شکننده است. عملیات تمپرینگ با اعمال حرارت کم و کنترلشده، تنشزدایی انجام میدهد و ضمن حفظ استحکام لبه، چقرمگی را بهبود میبخشد.
| نوع فولاد | دمای تمپرینگ (°C) | دمای تمپرینگ (°F) | مرجع رنگ | زمان | یادداشتها |
| فولاد پر کربن (فولاد فنر) | ۱۸۰–۲۳۰ درجه سانتیگراد | ۳۵۵–۴۴۵ درجه فارنهایت | زرد کاهی تا آبی تیره | ۲ ساعت (قابل تکرار) | افزایش استحکام؛ مناسب برای چاقوهای فضای باز |
| فولاد ابزار O1 | ۱۵۰–۲۳۰ درجه سانتیگراد | ۳۰۰ تا ۴۴۵ درجه فارنهایت | زرد کمرنگ تا کاهی | ۱ تا ۲ ساعت (۲ چرخه توصیه میشود) | امکان کنترل دقیق تعادل سختی/چقرمگی را فراهم میکند |
جایگزین ساده:
اگر تنور در دسترس نیست، یک محفظه کوچک و محصور با آجر بسازید. چند زغال سنگ داخل آن قرار دهید تا حرارت ثابت بماند. همیشه از دماسنج برای نظارت و جلوگیری از گرمای بیش از حد استفاده کنید.



5.0سنگزنی، جابجایی و تیز کردن: از چاقوی خام تا چاقوی نهایی
پس از عملیات حرارتی، تیغه سختی لازم را دارد اما هنوز نیاز به اصلاح دارد. سنگزنی شکل را اصلاح میکند، نصب دسته، چسبندگی را بهبود میبخشد و تیز کردن، لبه برنده را ایجاد میکند.
5.1سنگ زنی و شکل دهی
از کاغذ سنباده به صورت مرحلهای، از درشت به ریز (۸۰ گریت → ۱۲۰ گریت → ۲۴۰ گریت → ۴۰۰ گریت) استفاده کنید:
- حوزههای تمرکز: آثار آهنگری، پوسته پوسته شدن و عدم تقارن را پاک کنید. مطمئن شوید که تیغه صاف و زاویههای مورب آن ثابت هستند.
- استفاده از دستگاه سنگ زنی تسمه ای: در صورت موجود بودن، یک سنگ زنی تسمه ای میتواند شکلدهی را سرعت بخشد و به حفظ شیبهای یکنواخت، به خصوص در نواحی بزرگتر تیغه، کمک کند.
- نکته خنک کننده: هنگام استفاده از آسیاب، تیغه را هر ۱ تا ۲ ثانیه در آب فرو کنید تا از داغ شدن بیش از حد آن که میتواند باعث خراب شدن تیغه شود، جلوگیری شود.
5.2نصب دسته: سه گزینه کاربردی
بر اساس مواد موجود انتخاب کنید - نیازی به ابزار تخصصی نیست:
- دسته ترازوی چوبی: سوراخهایی را در زبانه ایجاد کنید، فلسهای چوب سخت (مانند گردو یا افرا) را با پینهای برنجی وصل کنید. برای محافظت، با روغن موم چوب تمام کنید.
- دسته با قابلیت جمع شدن سیم: طناب پاراکورد یا نخ پنبهای را محکم دور زبانه بپیچید و هر دو سر آن را گره بزنید. این طناب چسبندگی و مقاومت خوبی در برابر لغزش ایجاد میکند و برای استفاده در فضای باز ایدهآل است.
- دسته چوبی محکم: لبهی چوب را باریک کنید و آن را داخل یک بلوک چوبی قرار دهید. بلوک را با سوهان شکل دهید تا به راحتی در دست جا شود.


5.3تیز کردن: روش سه مرحلهای برای لبه تیغ
به تدریج از تیغ درشت به تیغ ظریف حرکت کنید تا لبه تیغ به اندازه کافی تیز شود تا بتوانید موها را بتراشید:
- شکلدهی دقیق فایل: برای اصلاح پروفیل لبه، از سوهان (با سنباده ۴۰۰ یا بالاتر) در امتداد اریبها استفاده کنید. از سوهان زدن بیش از حد شدید خودداری کنید، که میتواند باعث لبپریدگی شود.
- سنگ تیز کننده:
- طرف درشت: تیغه را با زاویه ۲۲ درجه نگه دارید و ۱۰ بار در هر طرف روی سنگ فشار دهید. زاویه را ثابت نگه دارید.
- جنبهی ظریف: همان زاویه، ۱۵ بار در هر طرف. این کار خطوط درشت را از بین میبرد و لبه را صاف میکند.
- نواردوزی چرم: لبه را روی یک نوار چرمی که با ماده براق کننده پوشانده شده است، بکشید. این کار باعث از بین رفتن پلیسهها و صیقل دادن لبه میشود.
- آزمون نهایی: تیغه باید به راحتی کاغذ را برش دهد یا مو را بتراشد.
5.4خلاصه: اصول اساسی برای شمشیرسازان مبتدی
زیبایی آهنگری در این است که شاهد تبدیل فولاد خام به دست خودتان باشیدصرف نظر از انتخاب فولاد، سه اصل اساسی را به خاطر داشته باشید:
- دما روح است: یاد بگیرید که به جای تکیه بر حدس و گمان، گرما را بر اساس رنگ (مثلاً زرد کاهی برای فولاد O1) قضاوت کنید.
- ایمنی حرف اول را میزند: همیشه از عینک ایمنی و دستکش استفاده کنید. برای فولاد داغ از انبر استفاده کنید - هرگز ریسک نکنید.
- صبر بر زور: آهنگری، سنگزنی و تیز کردن باید در ... انجام شود. گامهای کوچک و مکررتقارن و دقت، کیفیت نهایی را تعیین میکنند.
از یک شمش خام گرفته تا یک چاقوی قابل استفاده، هر تنظیمی تجربه ایجاد میکند. حتی اگر اولین تلاش شما دارای نقص باشد، حس ... با دستان خود خلق کنید پاداش واقعی شمشیرسازی است.
5.5ویدیو - نحوه آهنگری چاقو گام به گام، فقط با چکش و سندان، بدون ابزار برقی
منابع
https://www.wikihow.com/Forge-a-Knife


