
- 1.0اقدامات احتیاطی ایمنی
- 2.0انتخاب مته و کاربردها
- 3.0آماده سازی قبل از حفاری
- 4.0مراحل حفاری مغزه گیری
- 5.0سناریوهای ویژه حفاری
- 6.0توصیه ارتقاء تجهیزات (دستگاه مته)
- 7.0ویدئو: نحوه سوراخکاری فلز
- 8.0سوالات متداول (FAQ)
- 8.1بهترین مته برای فلز چیست؟
- 8.2آیا همیشه هنگام حفاری به روغن برش نیاز دارم؟
- 8.3چگونه میتوانم از داغ شدن بیش از حد متههای دریل جلوگیری کنم؟
- 8.4آیا متههای استاندارد HSS میتوانند فولاد ضد زنگ را برش دهند؟
- 8.5چگونه مته حفاری مناسب را انتخاب کنم؟
- 8.6سرعت دریل چگونه باید تنظیم شود؟
- 8.7هنگام سوراخ کردن سوراخهای بزرگ یا صفحات فولادی ضخیم چه نکاتی را باید در نظر داشته باشم؟
سوراخکاری فلز علاوه بر ابزار مناسب، به تکنیک و آمادهسازی مناسب نیز نیاز دارد. بدون مته مناسب، تنظیم سرعت و اقدامات ایمنی، حتی یک سوراخ ساده نیز میتواند به تجهیزات آسیب برساند، عمر ابزار را کوتاه کند یا باعث آسیب شود.
این راهنما مراحل ضروری، از انتخاب مته مناسب و تنظیم قطعه کار گرفته تا نحوه کار با سناریوهای خاص سوراخکاری را توضیح میدهد. چه با ورقهای فلزی نازک، صفحات فولادی ضخیم یا سوراخهای با قطر بزرگ کار کنید، دستورالعملهای زیر به شما کمک میکند تا با خیال راحت و کارآمد به نتایج تمیز و دقیقی دست یابید.
1.0اقدامات احتیاطی ایمنی
1.1تجهیزات حفاظت فردی
- برای جلوگیری از آسیب دیدگی چشم در اثر پرتاب تراشههای فلزی، همیشه از عینک ایمنی محافظ استفاده کنید.
- برای محافظت از دستان خود در برابر لبههای تیز یا سطوح داغ، از دستکشهای کار بادوام و ضد لغزش استفاده کنید.
- از پوشیدن لباسهای گشاد و جواهرات آویزان خودداری کنید و موهای بلند خود را برای جلوگیری از گیر کردن در قطعات چرخان، بسته نگه دارید.
- اگر محیط کار پر سر و صدا است، از محافظهای شنوایی مانند گوشگیر استفاده کنید.
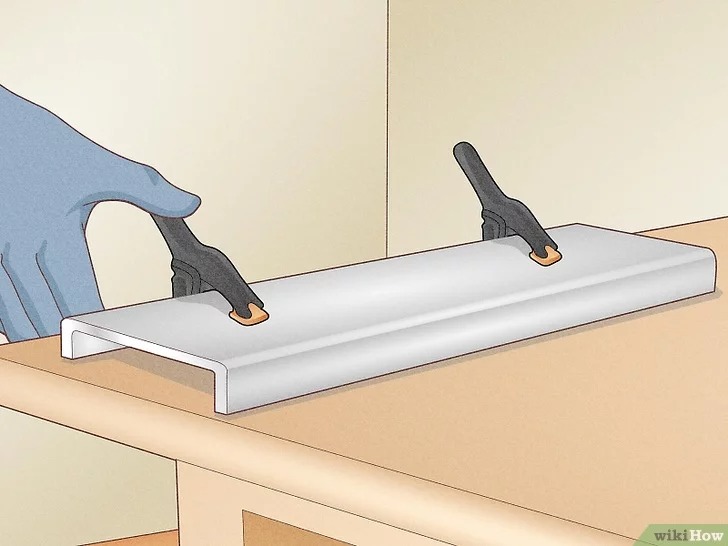
1.2الزامات ایمن سازی قطعه کار
- هرگز یک قطعه فلزی را با یک دست نگه ندارید و یا مته را به تنهایی کار نکنید.
- همیشه قطعه کار را با استفاده از حداقل دو گیره مناسب به میز کار یا یک پایه محکم ببندید. این کار از گیر کردن مته و چرخش قطعه کار که میتواند باعث بریدگی یا آسیب شود، جلوگیری میکند.
1.3مدیریت تراشه و گرما
- از یک برس کارگاهی برای پاک کردن تراشههای فلزی استفاده کنید. خردههای فلز را با دست خود پاک نکنید.
- فلز پس از سوراخکاری به دلیل اصطکاک گرم میشود. اجازه دهید به طور طبیعی خنک شود یا برای جلوگیری از سوختگی با انبردست یا دستکش آن را جابجا کنید.
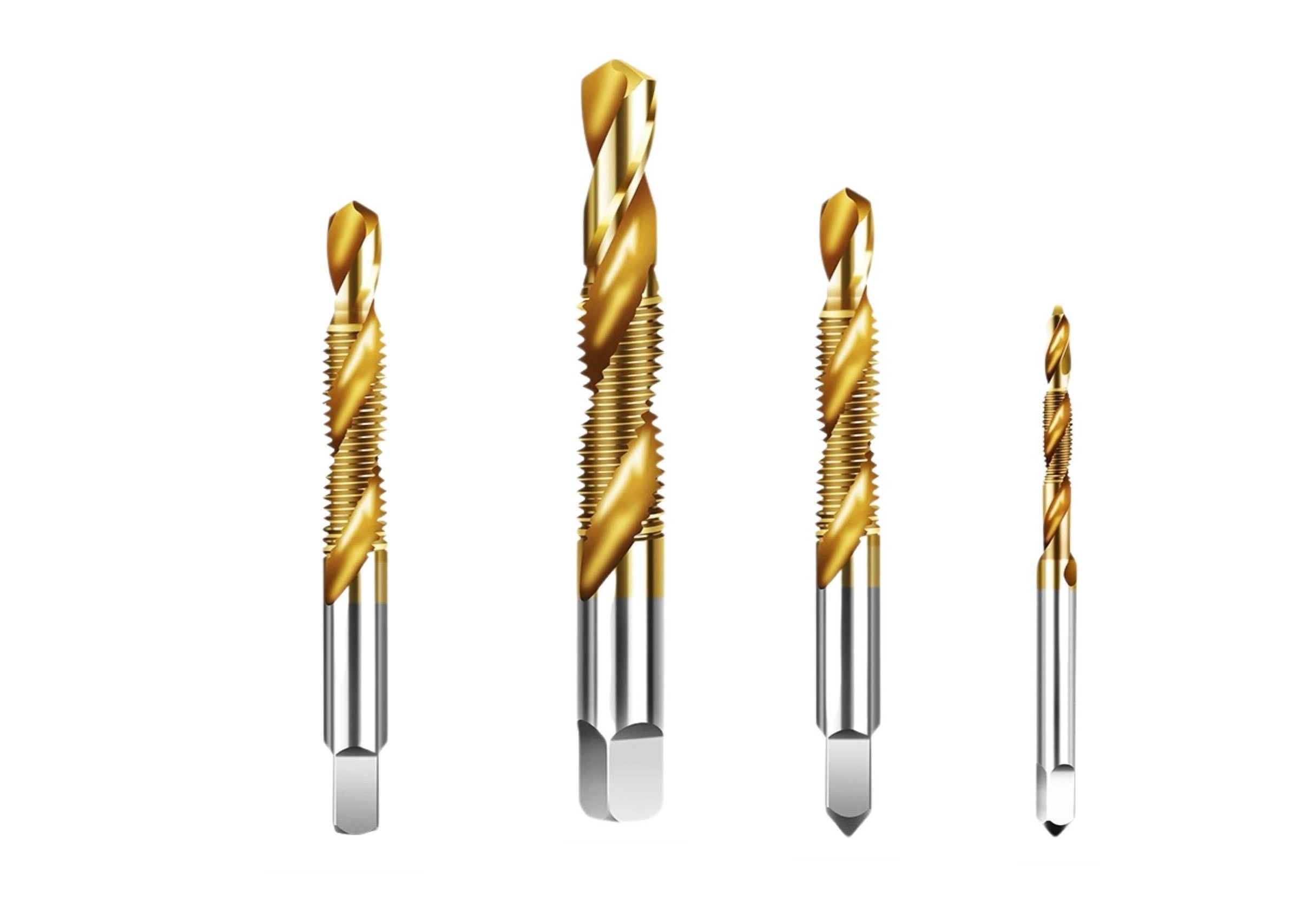
2.0انتخاب مته و کاربردها
فلزات مختلف و نیازهای حفاری مختلف، به نوع مناسب مته نیاز دارند. نمودار زیر گزینههای مناسب را نشان میدهد:
| نوع مته | ویژگیهای اصلی | بهترین برای برنامهها |
| فولاد تندبر (HSS) | کم هزینه، مصارف عمومی | فلزات نرمتر مانند آلومینیوم، برنج، چدن؛ سوراخکاری تکی یا گاهبهگاه |
| متههای کبالت | سختی بالا، مقاومت در برابر حرارت، طول عمر طولانی | فلزات سخت مانند فولاد ضد زنگ، فولاد سخت شده؛ کارهای سوراخکاری مکرر |
| پوشش نیترید تیتانیوم (TiN) | مقاوم در برابر اصطکاک و گرما، تا ۶ برابر بیشتر از HSS دوام میآورد | فلزات مختلف، ایدهآل برای زمانی که عمر ابزار در اولویت است |
| متههای پلهای | طراحی مخروطی، سوراخکاری با اندازههای مختلف | ورقهای فلزی نازک (مثلاً جعبههای فولادی، سینکهای ضد زنگ) که نیاز به سوراخهایی با قطرهای مختلف دارند |
| اره گردبر برای فلز | برش حلقهای، لبههای صاف | سوراخهای بزرگ بیش از ۱۲.۷ میلیمتر (۰.۵ اینچ) در ورقهای نازک فلزی |
نکته: متههایی با نوک با زاویه شکست ۱۳۵ درجه را ترجیح دهید. این امر باعث کاهش انحراف و فشار پیشروی میشود و آن را به ویژه برای فلزات سخت شده مؤثر میسازد.
3.0آماده سازی قبل از حفاری
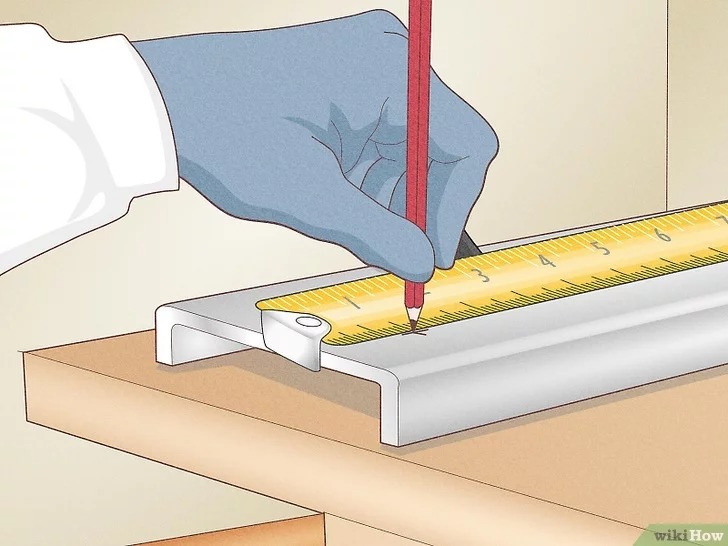
3.1علامتگذاری و موقعیتیابی
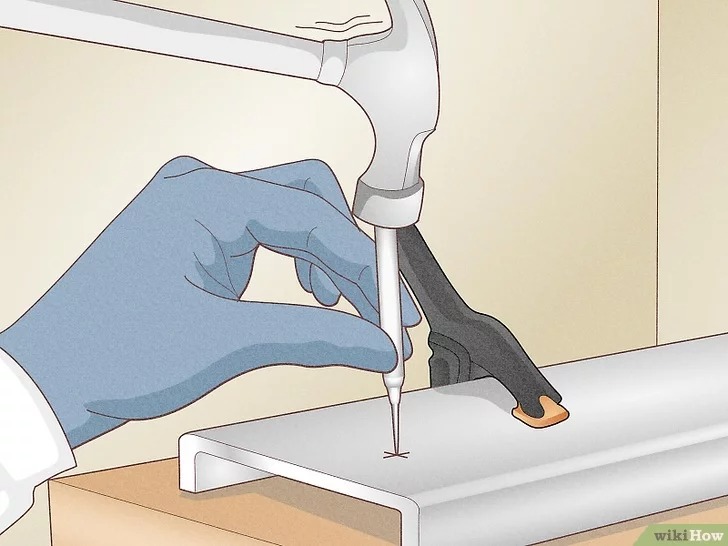
- مرکز سوراخ را مطابق با الزامات اندازه گیری و علامت گذاری کنید.
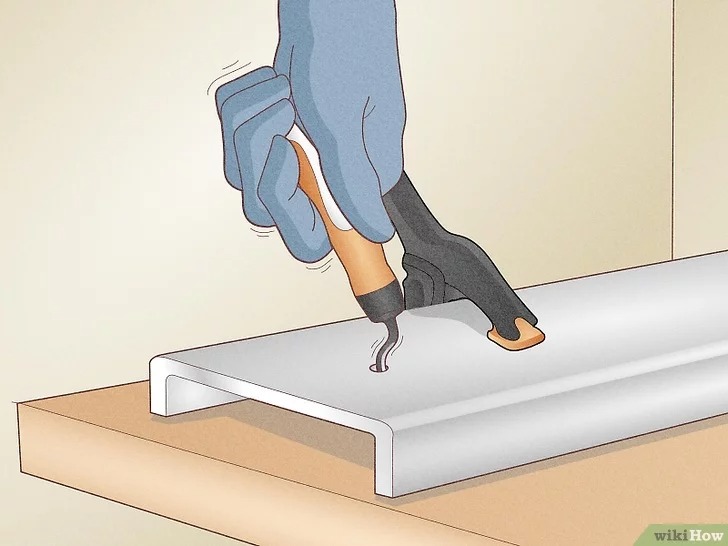
- با استفاده از یک پانچ مرکزی و چکش، یک فرورفتگی ("گودی") ۱ تا ۲ میلیمتری (۰.۰۴ تا ۰.۰۸ اینچ) ایجاد کنید. این کار تضمین میکند که نوک مته به طور ایمن و بدون انحراف در جای خود قرار گیرد.
- در موارد فوری، میتوان از میخ به عنوان جایگزین پانچ استفاده کرد، اما دقت باید دوباره بررسی شود.
3.2روانکاری و خنک کاری
- هنگام سوراخکاری فولاد با ضخامت ≥ 3.175 میلیمتر (1/8 اینچ)، همیشه مایع برش یا روغن چند منظوره را در محل مته بریزید. این کار گرمای ناشی از اصطکاک را کاهش داده و عمر مته را افزایش میدهد.
- برای فلزات نرمتر مانند آلومینیوم، برنج یا چدن، میتوان از روانکاری صرف نظر کرد. با این حال، اگر قطر سوراخ از 12.7 میلیمتر (0.5 اینچ) بیشتر باشد، استفاده از مقدار کمی روانکننده همچنان توصیه میشود.
3.3بررسی تجهیزات
- از یک دریل با سرعت متغیر استفاده کنید و مطمئن شوید که تنظیم سرعت به درستی انجام میشود.
- اگر از مته جدید استفاده میکنید، سرعت را بر اساس اندازه مته و سختی فلز از پیش تنظیم کنید (به بخش بعدی «مراحل مغزهگیری» مراجعه کنید).
4.0مراحل حفاری مغزه گیری
4.1تنظیمات سرعت
- متههای مارپیچ کوچک (۱.۵۸۸–۴.۷۶۳ میلیمتر / ۱/۱۶–۳/۱۶ اینچ): ۲۸۰۰–۳۲۰۰ دور در دقیقه.
- متههای مارپیچ بزرگ (۱۷.۴۶۳–۲۵.۴ میلیمتر / ۱۱/۱۶–۱ اینچ): ۳۵۰–۱۰۰۰ دور در دقیقه.
- برای فلزات سخت مانند فولاد ضد زنگ، سرعت را به میزان 10 تا 15% کاهش دهید تا از گرم شدن بیش از حد و کند شدن مته جلوگیری شود.
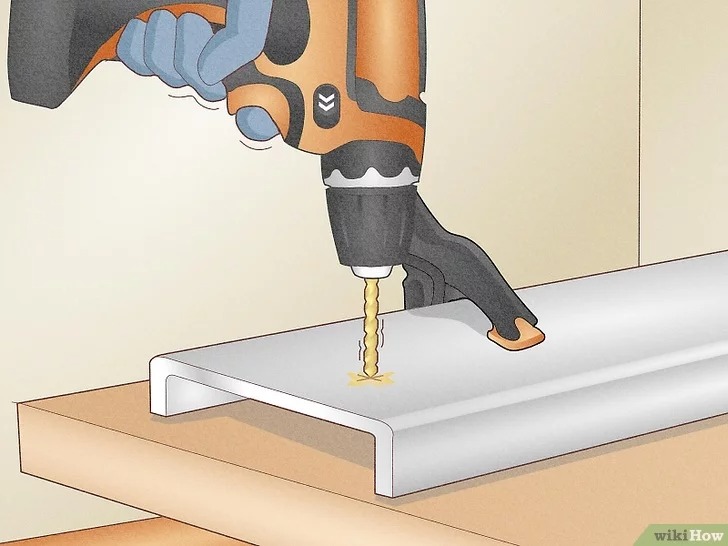
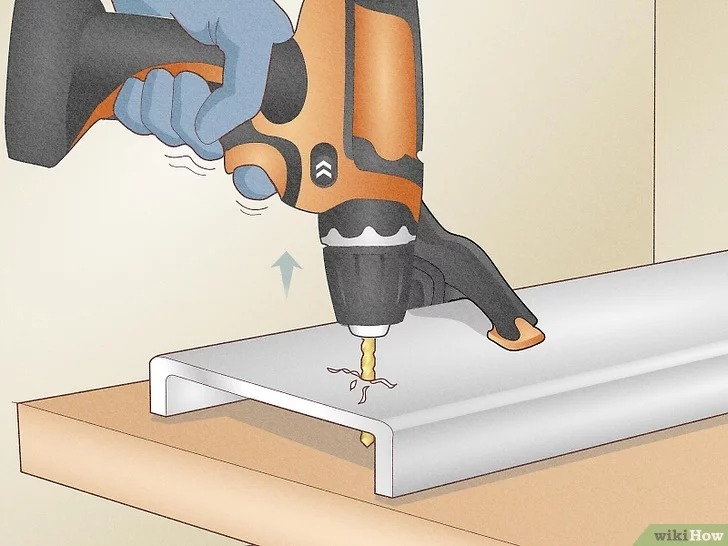
4.2تکنیک حفاری
- قبل از شروع، مطمئن شوید که نوک مته با فرورفتگی همتراز است و مته عمود بر قطعه کار قرار دارد.
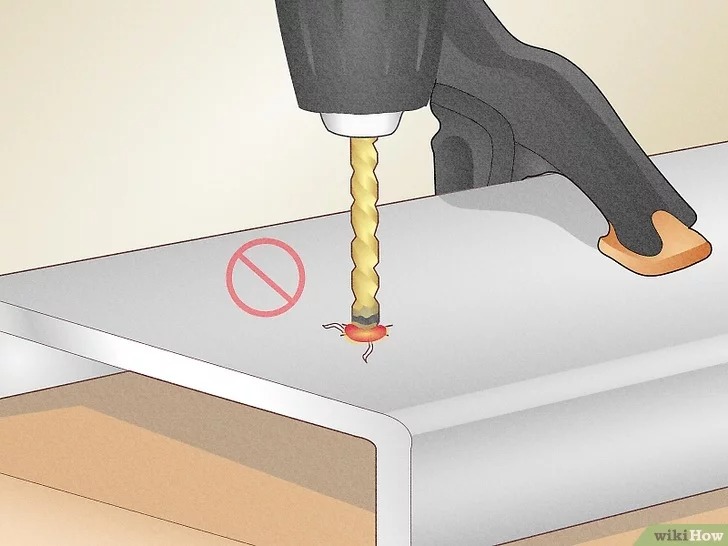
- هنگام شیر دادن فشار ملایم و یکنواختی وارد کنید. به سرنگ فشار وارد نکنید، زیرا این کار میتواند باعث خم شدن یا شکستگی شود.
- برای سوراخهای عمیق، هر 10 ثانیه مکث کنید تا مته را بیرون بکشید، برادهها را پاک کنید و قبل از شروع مجدد اجازه دهید خنک شود.
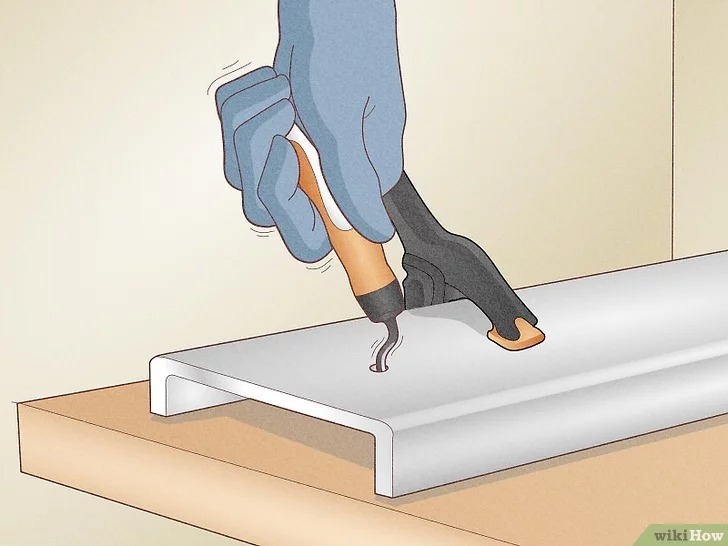
4.3بزرگ کردن سوراخ و پلیسه گیری
- برای سوراخهای بزرگتر از ۶.۳۵ میلیمتر (۱/۴ اینچ)، ابتدا یک سوراخ آزمایشی ۳ تا ۴ میلیمتر (۱/۸ اینچ) ایجاد کنید، سپس به تدریج با متههای بزرگتر، سوراخ را بزرگتر کنید.
- بعد از سوراخکاری، از یک ابزار پلیسه گیر یا مته ای کمی بزرگتر از سوراخ استفاده کنید. با دست در اطراف لبه بچرخانید تا پلیسه های تیز از بین بروند.
5.0سناریوهای ویژه حفاری
5.1ورقهای فلزی نازک (ضخامت کمتر از ۳ میلیمتر)
- از روش «ساندویچ تخته سه لا» استفاده کنید: ورق فلزی را بین دو تکه تخته سه لا گیره کنید و قبل از سوراخکاری، پشته را محکم کنید. این کار از تغییر شکل جلوگیری میکند و از حرکت مته جلوگیری میکند.
5.2صفحات فولادی ضخیم (ضخامت > 6.35 میلیمتر / 1/4 اینچ)
- سرعت اسپیندل را به حدود ۸۰۱TP3T سرعت استاندارد کاهش دهید و مایع برش بیشتری اعمال کنید.
- برای بهترین نتیجه، از یک طرف تا نیمه سوراخ کنید، سپس قطعه کار را برگردانید و سوراخ را از طرف دیگر تمام کنید. این کار فشار روی مته را کاهش داده و دقت سوراخ را بهبود میبخشد.
5.3سوراخهای بزرگ (قطر > 25.4 میلیمتر / 1 اینچ)
- از اره گردبری که برای فلز طراحی شده است، با پشتی تخته سه لا برای محافظت از سطح کار و تثبیت راهنمای اره استفاده کنید.
- اره سوراخ کن را مرتباً بیرون بکشید تا برادهها پاک شوند و از گیر کردن جلوگیری شود.
6.0توصیه ارتقاء تجهیزات (دستگاه مته)
برای سوراخکاری فلزات با دقت بالا یا حجم زیاد، یک ابزار اختصاصی دریل پرس توصیه میشود. مزایا شامل موارد زیر است:
- تغذیه عمودی پایدار را فراهم میکند، لرزش مته دستی را از بین میبرد و دقت سوراخ را تضمین میکند.
- مجهز به میز کار چدنی با قابلیت تنظیم ارتفاع و شیب، برای کار با قطعات با اندازههای مختلف.
- تنظیم آسان سرعت از طریق تعویض قرقره، امکان سازگاری با فلزات مختلف را فراهم میکند.
- برای محکم کردن قطعه کار به گیرههای فلزی مناسب نیاز است - هرگز قطعه کار یا دریل را هنگام کار تنظیم نکنید.
توجه: قیمت دریلهای رومیزی از حدود ۱TP4T200 شروع میشود. مدلهای ایستاده برای قطعات کار بزرگتر مناسبتر هستند - بر اساس مقیاس پروژه انتخاب کنید.
7.0ویدئو: نحوه سوراخکاری فلز
8.0سوالات متداول (FAQ)
8.1بهترین مته برای فلز چیست؟
- برای فلزات نرم مانند آلومینیوم یا برنج: از متههای فولادی تندبر (HSS) استفاده کنید.
- برای فلزات سخت مانند فولاد ضد زنگ یا فولاد سخت شده، یا برای سوراخکاری مکرر: از متههای کبالت استفاده کنید.
- برای ورقهای فلزی نازک با اندازههای سوراخ متعدد: از متههای پلهای استفاده کنید.
8.2آیا همیشه هنگام حفاری به روغن برش نیاز دارم؟
- برای فولاد با ضخامت ≥ 3.175 میلیمتر (1/8 اینچ)، روغن برش ضروری است.
- برای فلزات نرمتر مانند آلومینیوم یا برنج، روغن برش اختیاری است - اما برای سوراخهای بزرگ یا فلزات سخت برای افزایش عمر مته توصیه میشود.
8.3چگونه میتوانم از داغ شدن بیش از حد متههای دریل جلوگیری کنم؟
- با سرعت پایین مناسب بدوید.
- در صورت نیاز، روغن برش بزنید.
- همیشه از متههای تیز استفاده کنید.
- به طور پیوسته و بدون فشار دادن غذا دهید.
- برای سوراخهای عمیق، مته را به صورت دورهای بیرون بکشید تا برادهها پاک شوند و خنک شوند.
8.4آیا متههای استاندارد HSS میتوانند فولاد ضد زنگ را برش دهند؟
- ممکن است، اما دشوار است. متههای HSS تمایل دارند بیش از حد گرم شوند و به سرعت کند شوند.
- یک مته کبالت با روغن برش توصیه میشود، با سرعتی که 10 تا 15% کاهش مییابد.
8.5چگونه مته حفاری مناسب را انتخاب کنم؟
- برای فلزات نرم (آلومینیوم، برنج): متههای HSS.
- برای فلزات سخت (فولاد ضد زنگ): متههای روکشدار کبالت یا TiN.
- برای ورقهای فلزی نازک: متههای پلهای.
- برای سوراخهای بزرگ: از اره گردبری که برای فلز طراحی شده است استفاده کنید.
8.6سرعت دریل چگونه باید تنظیم شود؟
- متههای با قطر کوچک (1/16 تا 3/16 اینچ): سرعت بالا، حدود 2800 تا 3200 دور در دقیقه.
- متههای با قطر بزرگ (۱۶/۱۱ تا ۱ اینچ): سرعت کمتر، حدود ۳۵۰ تا ۱۰۰۰ دور در دقیقه.
- برای فلزات سخت مانند فولاد ضد زنگ: سرعت را به میزان 10 تا 15% بیشتر کاهش دهید.
8.7هنگام سوراخ کردن سوراخهای بزرگ یا صفحات فولادی ضخیم چه نکاتی را باید در نظر داشته باشم؟
- برای سوراخهای بزرگ (> 25.4 میلیمتر / 1 اینچ): از اره گردبر استفاده کنید و مرتباً برادهها را پاک کنید.
- برای صفحات فولادی ضخیم: سرعت را کاهش دهید، مایع برش را افزایش دهید و در صورت نیاز، از هر دو طرف مته کاری کنید تا بار مته کاهش یابد.
مرجع
https://www.wikihow.com/Drill-Metal