

- 1.0انتخاب ابزار مناسب برای برش میلگرد
- 2.0نحوه استفاده از برش میلگرد دستی (کاربردهای اضطراری / قطر کوچک)
- 3.0نحوه استفاده از اره برش (روش استاندارد در محل)
- 4.0نحوه استفاده از دستگاه برش میلگرد (پردازش دستهای)
- 5.0نحوه استفاده از اره نواری فلزی (دقت / چیدمان دستهای)
- 6.0ایمنی در اولویت: دستورالعملهای عملیاتی ضروری
- 7.0عیبیابی: مشکلات و راهحلهای رایج
- 8.0نتیجهگیری
- 9.0سوالات متداول: سوالات متداول در مورد برش میلگرد
برش میلگرد یک فرآیند اساسی در ساخت و ساز، تولید ماشین آلات و سایر صنایع است. نکته کلیدی، انتخاب ابزار مناسب بر اساس قطر میلگرد، حجم تولید، دقت مورد نیاز و شرایط محل کار است - ضمن اینکه باید رویههای مناسب برای اطمینان از راندمان برش، کیفیت برش و ایمنی اپراتور رعایت شود.
1.0انتخاب ابزار مناسب برای برش میلگرد
ابزارهای مختلف از نظر کارایی و کاربرد بسیار متفاوت هستند. انتخاب ابزار مناسب برای نیازهای شما برای جلوگیری از بهرهوری پایین یا برشهای بیکیفیت بسیار مهم است.
1.1ابزارهای برش دستی میلگرد (کاربردهای اضطراری / قطر کوچک)
- ابزارهای اصلی: برش میلگرد دستی (دهانه فک ≤ 18 میلیمتر)، برشدهندههای پیچ و مهره سنگین
- بهترین برایمیلگردهای ساده یا تغییر شکل یافته ≤ 16 میلیمتر، برشهای تکی/گهگاهی، یا کارهای اضطراری بدون برق
- مزایاقابل حمل، بدون نیاز به برق، کاربری آسان
- محدودیتها: پرزحمت، کند (30 تا 60 ثانیه برای هر برش)، برای میلگردهای با قطر بزرگ مناسب نیست
1.2کاتر برقی قابل حمل (انعطاف پذیری در محل)
- ابزارهای اصلیاره برش (با صفحه ساینده ۳۵۰ میلیمتری)، سنگ فرز (با دیسک برش ۱۲۵ میلیمتری)
- بهترین برایمیلگرد ≤ 25 میلیمتر، تنظیم طول در محل، یا کارهای پردازش پراکنده
- مزایا: سیار، برش سریع (۵ تا ۱۰ ثانیه برای هر میله)، هزینه پایین تجهیزات
- محدودیتهالبههای ناهموار (نیاز به سنگزنی پس از برش)، صدای زیاد (۱۰۰ تا ۱۲۰ دسیبل)، ایجاد جرقه و گرما
1.3ماشینهای برش میلگرد (پردازش با حجم بالا)
- ابزارهای اصلی: برش دهنده میلگرد هیدرولیکی رومیزی یا ایستاده (حداکثر ظرفیت ≤ 60 میلی متر)
- بهترین برایبرش دستهای (≥ ۵۰ میله در ساعت)، میلگرد با قطر بزرگ یا مقاومت بالا (به عنوان مثال، HRB400/HRB500)، معمولاً در کارخانههای میلگردسازی یا کارخانههای پیشساخته
- مزایابسیار سریع (۱ تا ۲ ثانیه برای هر بار)، برشهای نرم، اتوماسیون بالا
- محدودیتهابزرگ و ثابت (نیاز به فضای اختصاصی دارد)، برای پروفیلهای میلگرد غیر گرد مناسب نیست
1.4اره نواری فلزی (کاربردهای دقیق / قطر بزرگ)
- ابزارهای اصلی: اره نواری فلزی افقی یا عمودی (عرض تیغه: ۲۷-۴۱ میلیمتر؛ گام دندانه: ۳-۶ میلیمتر)
- بهترین برایمیلگرد با قطر بزرگ (≥ 30 میلیمتر)، میلگرد آلیاژی یا کارهایی که نیاز به دقت بالا دارند (خطای عمود بودن ≤ 0.1 میلیمتر)
- مزایاتنش برش کم (از تغییر شکل میلگرد جلوگیری میکند)، برشهای تمیز (نیازی به پسپردازش نیست)، مناسب برای مقاطع نامنظم
- محدودیتهاکند (۱۵ تا ۳۰ ثانیه برای هر برش)، هزینه تجهیزات بالاتر، نیاز به خنککننده، برای کار سریع در محل ایدهآل نیست




2.0نحوه استفاده از برش میلگرد دستی (کاربردهای اضطراری / قطر کوچک)
بهترین گزینه برای میلگردهای ساده یا تغییر شکل یافته تا قطر 16 میلیمتر - به خصوص زمانی که برق در دسترس نیست.
2.1آمادهسازی و موقعیتیابی
- طول میلگرد را اندازه بگیرید و خط برش را با ماژیک به وضوح علامت بزنید.
- میلگرد را داخل فکهای برشدهنده قرار دهید و خط علامتگذاری شده را با تیغههای فک تراز کنید. مطمئن شوید که محور میلگرد عمود بر فکها باشد تا از برشهای زاویهدار جلوگیری شود.
2.2اعمال نیرو
- هر دو دستهی قیچی را محکم بگیرید و فشار یکنواخت و ثابتی اعمال کنید (از نیروی ناگهانی و بیش از حد خودداری کنید - این کار ممکن است دستهها را خم کند یا باعث شود میلگرد به طور غیرقابل پیشبینی بشکند).
- برای میلگردهای ضخیمتر (۱۴ تا ۱۶ میلیمتر)، فشار را در ۲ تا ۳ مرحله اعمال کنید: کمی فشار دهید، مکث کوتاهی کنید، سپس ادامه دهید تا میلگرد به آرامی بشکند.
2.3مراحل پس از برش
- قطعه میلگرد بریده شده را برداشته و با استفاده از برس سیمی، خارهای لبه بریده شده را تمیز کنید (از خراشیدن دست هنگام جابجایی جلوگیری میکند).
- فکهای برش را از نظر ساییدگی، کندی یا لبپریدگی بررسی کنید. در صورت نیاز، تیغهها را با چرخ سنگزنی تیز کنید تا راندمان برش حفظ شود.

3.0نحوه استفاده از اره برش (روش استاندارد در محل)
بهترین گزینه برای میلگرد تا قطر ۲۵ میلیمتر - به طور گسترده برای برش انعطافپذیر در محل استفاده میشود.
3.1بررسی اولیه و آمادهسازی
- سیم برق را از نظر آسیب عایق بررسی کنید؛ مطمئن شوید که اره به درستی به زمین متصل شده است (برای جلوگیری از برق گرفتگی).
- چرخ ساینده را از نظر ترک، لبپریدگی یا ساییدگی بررسی کنید؛ مهره فلنج را با گشتاور ۵ تا ۸ نیوتن متر محکم کنید تا از چرخش خارج از مرکز جلوگیری شود.
- مواد قابل اشتعال (مانند قوطیهای رنگ، سیلندرهای استیلن) را تا فاصله ۱.۵ متری از محل کار دور کنید؛ برای محکم کردن میلگرد، یک گیره V شکل نصب کنید.
3.2ایمن سازی و علامت گذاری
- میلگرد را داخل گیره V قرار دهید و موقعیت آن را طوری تنظیم کنید که خط برش با مسیر چرخ ساینده همسو شود.
- گیره را تا جایی محکم کنید که میلگرد نتواند به صورت افقی جابجا شود (از انحراف برش در حین کار جلوگیری میکند).
3.3شروع برش
- دسته اصلی اره (برای کنترل قدرت) و دسته کمکی (برای حفظ ثبات) را محکم نگه دارید. اره را روشن کنید و صبر کنید تا چرخ به سرعت کامل برسد (≈ 2800 دور در دقیقه، 3 ثانیه زمان بیکاری برای تأیید ثبات).
- چرخ را با سرعت ثابت (۵ تا ۸ میلیمتر بر ثانیه) به داخل میلگرد فرو کنید؛ به اره فشار وارد نکنید (از داغ شدن بیش از حد چرخ یا شکستن آن جلوگیری میشود).
- وقتی برش به ۱/۵ قطر میلگرد رسید، سرعت پیشروی را کم کنید (از شکستن ناگهانی میلگرد جلوگیری میکند). اگر جرقهها غیرطبیعی به نظر رسیدند (مثلاً روشن شدن ناگهانی یا توزیع ناهموار)، فوراً کار را متوقف کنید.
3.4پاکسازی پس از برش
- برق را خاموش کنید و قبل از لمس میلگرد، صبر کنید تا چرخ ساینده کاملاً متوقف شود (≈ 10 ثانیه).
- لبه برش خورده را با سوهان یا برس سیمی صاف کنید؛ برادههای فلزی را از محل کار جمع کنید (از لغزش جلوگیری میکند). چرخ را بررسی کنید - اگر سایش بیش از 1/3 ضخامت اولیه آن باشد، آن را تعویض کنید.
4.0نحوه استفاده از دستگاه برش میلگرد (پردازش دستهای)
بهترین گزینه برای میلگردهای ساده یا با مقاومت بالا (مثلاً HRB400/HRB500) با قطر ≥ 20 میلیمتر - ایدهآل برای کارهای با حجم بالا.
4.1راه اندازی دستگاه
- سطح روغن هیدرولیک (باید به دو سوم مقیاس مخزن برسد) و دما (کمتر یا مساوی ۴۵ درجه سانتیگراد؛ روغن کم یا دمای بالا فشار برش را کاهش میدهد) را بررسی کنید.
- یک تست بدون بار انجام دهید: دستگاه را فعال کنید تا 2 چرخه کامل تیغه را انجام دهد و از حرکت روان و بدون گیر کردن یا صدای غیرمعمول اطمینان حاصل کنید.
- برای اطمینان از طول برشهای یکنواخت، گیج توقف را با استفاده از یک نمونه میلگرد با طول استاندارد (خطای ± 0.5 میلیمتر) کالیبره کنید.
- تنظیم حرکت تیغه: حداکثر فاصله رو به پایین را روی (قطر میلگرد + ۲ میلیمتر) تنظیم کنید تا از سایش بیش از حد تیغه جلوگیری شود.
4.2برش دستهای
- میلگرد را تا زمانی که به گیج توقف برسد، وارد دستگاه کنید. اگر میلگرد خم شده است (انحراف > L/500، که در آن L = طول میلگرد است)، ابتدا آن را صاف کنید تا از عمود بودن آن با تیغه اطمینان حاصل شود.
- برای فعال کردن تیغه، کلید پایی را فشار دهید؛ تیغه پس از برش به طور خودکار به موقعیت اولیه خود باز میگردد.
- بررسیهای کیفی انجام دهید: در هر ۵۰ برش، ۳ میلگرد تصادفی را از نظر دقت طول (خطای مجاز ± ۱ میلیمتر) بررسی کنید. در صورت بروز انحراف، گیج توقف را دوباره کالیبره کنید.
- میلگردهای آماده را روی یک قفسه مخصوص جمع کنید (از تغییر شکل ناشی از برخورد جلوگیری میکند).
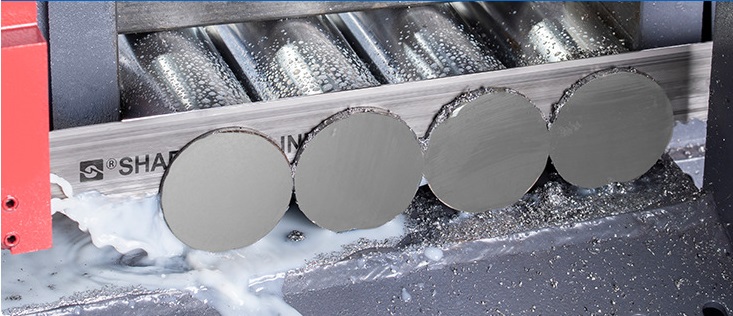
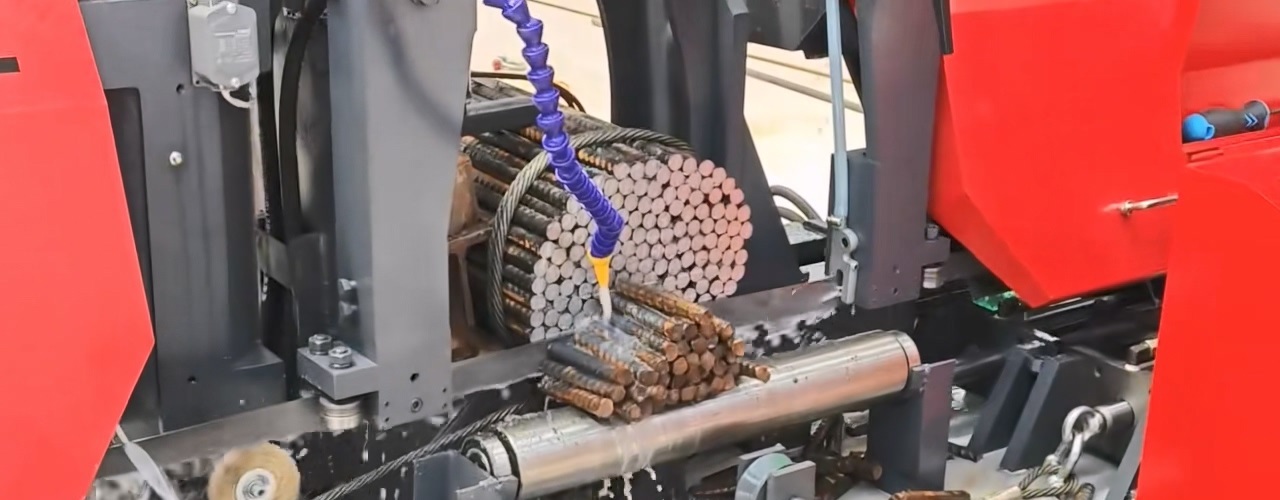
5.0نحوه استفاده از اره نواری فلزی (دقت / چیدمان دستهای)
بهترین گزینه برای میلگردهای با قطر بزرگ (≥ 30 میلیمتر) یا آلیاژی - ایدهآل برای برشهای دقیق یا عملیات انباشت دستهای.
5.1آماده سازی ماشین
- تیغه صحیح را انتخاب کنید: تیغههای فولاد تندبر (HSS) برای میلگرد استاندارد (Q235B)؛ تیغههای نوک کاربیدی (WC-Co ≥ 94%) برای میلگرد آلیاژی (HRB500E).
- گام دندانه تیغه را با اندازه میلگرد یا ارتفاع پشته مطابقت دهید (مثلاً گام ۳ میلیمتر برای میلگردهای Φ۳۰-۵۰ میلیمتر؛ گام ۴.۵ میلیمتر برای میلگردها یا پشتههای Φ۵۰-۸۰ میلیمتر).
- یک بلوک V شکل پهن (با عرض ≥ ۲۰۰ میلیمتر) و مهارهای جانبی برای محکم کردن میلگردهای روی هم چیده شده (از جابجایی جانبی جلوگیری میکند) نصب کنید.
5.2تنظیم پارامتر
- کشش تیغه را روی ۲۵ تا ۳۰ نیوتن بر میلیمتر مربع تنظیم کنید؛ برای برش روی هم چیده شده، آن را ۱۰ تا ۱۵۱TP3T افزایش دهید (استحکام تیغه را افزایش میدهد تا از تغییر شکل جلوگیری شود).
- سرعت برش را تنظیم کنید: برای دستههای میلگرد استاندارد ۶ تا ۱۰ متر در دقیقه؛ برای میلگرد آلیاژی ۴ تا ۶ متر در دقیقه (بار برش و سایش تیغه را کاهش میدهد).
- سیستم خنککننده را بهینه کنید: غلظت را به 10-12% و سرعت جریان را به ≥ 8 لیتر در دقیقه افزایش دهید؛ یک نازل 分流 اضافه کنید تا پوشش یکنواخت خنککننده در تمام لبههای برش تضمین شود (از گرمای بیش از حد و چسبیدن مواد جلوگیری شود).
5.3روش برش دستهای
- فقط میلگردهای با قطر و جنس یکسان را روی هم قرار دهید (از نیروی برش ناهموار جلوگیری شود). با فشار اولیه ۵ تا ۸ مگاپاسکال، پشته را محکم کنید، تراز بودن را بررسی کنید، سپس به ۱۲ تا ۱۵ مگاپاسکال افزایش دهید (از عدم لغزش اطمینان حاصل شود).
- برای میلگردهای بلندتر از ۲ متر، غلتکهای نگهدارنده چند نقطهای (با فاصله کمتر یا مساوی ۱.۵ متر) نصب کنید (از افت و انحراف برش جلوگیری میکند).
- یک برش آزمایشی (عمق ۵ میلیمتر) انجام دهید: دستگاه را متوقف کنید، عمود بودن برش (≤ ۰.۱ درجه) و صاف بودن (خطای ≤ ۰.۰۵ میلیمتر) را بررسی کنید. در صورت نیاز، قبل از شروع برشهای دستهای، کشش گیره یا تیغه را تنظیم کنید.
- تیغه را در حین کار زیر نظر داشته باشید: دستگاه را متوقف کرده و تراشههای کوچک را با یک سنگ فرز ریز خرد کنید؛ اگر عمق تراشه بیش از ۱ میلیمتر بود، تیغه را تعویض کنید.
5.4مراحل نهایی
- بازرسیهای تصادفی انجام دهید: ۳ گروه از میلگردها را در هر دسته (۱ میلگرد بالا و ۱ میلگرد پایین در هر گروه) از نظر دقت طول (± ۱ میلیمتر) و کیفیت برش بررسی کنید.
- سیستم خنککننده را خاموش کنید، گیره را رها کنید و میلگردهای بریدهشده را بردارید. باقیمانده مایع خنککننده را با یک تفنگ بادی فشار قوی پاک کنید، لبهها را صاف کنید و میلگردها را بر اساس مشخصات مرتب کنید.

6.0ایمنی در اولویت: دستورالعملهای عملیاتی ضروری
6.1تجهیزات حفاظت فردی (PPE)
- همیشه بپوشعینک ایمنی مقاوم در برابر ضربه (از پرتاب تراشهها و جرقهها جلوگیری میکند) و دستکشهای مقاوم در برابر برش (از خراش و آسیبهای مرتبط با لرزش جلوگیری میکند).
- استفاده کنیدگوشگیر یا محافظ گوش وقتی صدا از ۸۵ دسیبل بیشتر شود (مثلاً کار با اره نواری یا اره مویی).
- موهای بلند را ببندید و از پوشیدن لباس/زیورآلات گشاد خودداری کنید (از گیر کردن به قطعات متحرک جلوگیری میکند).
6.2محدودیتهای تجهیزات
- از تیغههای نجاری یا بنایی برای میلگرد استفاده نکنید (سختی ناکافی - مستعد شکستگی و پرتاب خرده چوب).
- میلگردهای کوئنچ شده (مثلاً میلگرد پیشتنیده، سختی > HRC30) را با برشدهندههای میلگرد هیدرولیکی نبرید (خطر لبپریدگی تیغه یا آسیب دستگاه).
- میلگرد آلیاژی را با اره نواری بدون مایع خنک کننده برش ندهید (باعث گرم شدن سریع تیغه و خرابی آن میشود).
6.3رویههای اورژانسی
- شکستگی تیغهفوراً دستگاه را متوقف کنید، حداقل ۵ متر از آن فاصله بگیرید (از پرتاب شدن قطعات جلوگیری کنید) و فقط پس از توقف تمام قطعات متحرک، محل را تمیز کنید.
- نشت الکتریکیقبل از شروع مجدد، منبع تغذیه اصلی را خاموش کنید، سیم را با ابزار عایق جدا کنید و سیستم اتصال زمین (مقاومت ≤ ۴ اهم) را آزمایش کنید.
- بریدگیهای دستزخم را با سرم فیزیولوژی بشویید، با ید ضدعفونی کنید و برای بریدگیهای عمیق (برای دریافت واکسن کزاز) به پزشک مراجعه کنید.
7.0عیبیابی: مشکلات و راهحلهای رایج
| مشکل | علت احتمالی | راه حل |
| برش عمود نیست (> 0.5 درجه) | گیره شل، تیغه ناهمراستا، تغذیه ناهموار | میلگرد را دوباره محکم کنید، تراز تیغه را کالیبره کنید، از یک کنترلکننده سرعت برای تغذیه یکنواخت استفاده کنید |
| تیغه/اره نواری خیلی زود ساییده میشود | نوع تیغه نامناسب، سرعت بیش از حد، مایع خنککننده نامناسب | با یک تیغه مخصوص میلگرد جایگزین کنید، سرعت را کاهش دهید، غلظت/جریان خنککننده را تنظیم کنید |
| میلگرد پس از برش تغییر شکل میدهد | فکهای کند، نیروی برش بیش از حد | فکها را تیز کنید، نیروی تغذیه را کاهش دهید، مواد میلگرد را از نظر ناهماهنگی در سختی بررسی کنید |
| غرفههای برش اره نواری | کشش کم تیغه، گیره بیش از حد محکم، فشار هیدرولیک کم | کشش تیغه را افزایش دهید، فشار گیره را کاهش دهید، روغن هیدرولیک را اضافه کنید و فشار پمپ را بررسی کنید. |
8.0نتیجهگیری
کلید موفقیت در برش میلگرد سازگاری ابزار-شخص-وظیفه + رویههای استاندارد:
- برشهای اضطراری با قطر کوچک → برش دستی میلگرد
- کار انعطافپذیر در محل → اره برش
- پردازش با حجم بالا → دستگاه برش میلگرد
- میلگرد دقیق/با قطر بزرگ/آلیاژ → اره نواری فلزی
صرف نظر از ابزار، همیشه قبل از کار بررسیهای لازم را انجام دهید، فرآیند را از نزدیک زیر نظر داشته باشید و پس از کار، نظافت کامل را انجام دهید. برای اطمینان از کارایی، کیفیت و رفاه اپراتور، ایمنی را در اولویت قرار دهید.
9.0سوالات متداول: سوالات متداول در مورد برش میلگرد
س: چگونه ابزار برش مناسب برای قطر میلگرد خود را انتخاب کنم؟
الف) ابزار را با اندازه میلگرد مطابقت دهید: برای میلگردهای ≤16 میلیمتر (اضطراری/دستههای کوچک) از برشدهندههای دستی استفاده کنید؛ برای میلگردهای ≤25 میلیمتر (کار در محل)؛ از ارههای برش/سنگهای زاویهای برقی قابل حمل؛ برای میلگردهای ≥20 میلیمتر (پردازش با حجم بالا)؛ و برای میلگردهای ≥30 میلیمتر یا آلیاژی (نیاز به دقت)، از ارههای نواری فلزی استفاده کنید.
س: اگر هنگام استفاده از اره برش، جرقهها غیرطبیعی به نظر برسند، چه باید بکنم؟
الف) فوراً دستگاه را متوقف کنید. جرقههای غیرعادی (مثلاً روشن شدن ناگهانی، توزیع ناهموار) معمولاً به این معنی است که چرخ ساینده ناهمراستا، فرسوده یا ناهماهنگ است (مثلاً هنگام استفاده از چرخ نجاری). چرخ را از نظر ترک بررسی کنید، مهره فلنج را دوباره محکم کنید و قبل از شروع مجدد، مطمئن شوید که از چرخ ساینده مخصوص فلز استفاده میکنید.
س: چرا اره نواری فلزی من هنگام برش متوقف میشود و چگونه میتوان آن را تعمیر کرد؟
الف) توقف کار معمولاً از سه مشکل ناشی میشود: کشش کم تیغه (افزایش به ۲۵ تا ۳۲ نیوتن بر میلیمتر مربع، تنظیم شده برای برشهای روی هم)؛ بستن بیش از حد محکم (کاهش فشار به ۵ تا ۸ مگاپاسکال برای پیشبست، سپس ۱۲ تا ۱۵ مگاپاسکال برای برش)؛ یا فشار هیدرولیک کم (روغن هیدرولیک را اضافه کنید و فشار پمپ را بررسی کنید).
س: چگونه میتوانم هنگام استفاده از دستگاه برش میلگرد برای کارهای دستهای، طول برش ثابتی را تضمین کنم؟
الف) ابتدا، گیج توقف را با یک نمونه با طول استاندارد کالیبره کنید (خطای ±0.5 میلیمتر). در حین برش، مطمئن شوید که هر میلگرد کاملاً به گیج توقف فشرده شده است (بدون فاصله). هر 50 برش، به طور تصادفی 3 میلگرد را از نظر دقت طول بررسی کنید (خطای مجاز ±1 میلیمتر) - در صورت بروز انحراف، گیج توقف را دوباره کالیبره کنید.
س: آیا میتوانم میلگردهای آبدیده (مثلاً میلگرد پیشتنیده) را با دستگاه برش میلگرد هیدرولیکی برش دهم؟
الف) خیر. میلگرد کوئنچ شده سختی بالایی دارد (>HRC30) که باعث لب پر شدن تیغه برش یا آسیب به سیستم هیدرولیک میشود. به جای آن از اره نواری فلزی با تیغه کاربیدی (WC-Co ≥94%) و مایع خنک کننده کافی برای میلگرد کوئنچ شده/آلیاژی استفاده کنید.


