1.0انتخاب جنس تیغه
1.1تیغههای فولادی کربنی
تیغههای فولاد کربنی ساده و مقرونبهصرفه هستند و برای برش فلزات نرمتر مانند آلومینیوم، مس، برنج، برنز و سایر فلزات غیرآهنی ایدهآل میباشند. مناسب برای کارگاههایی که گهگاه از اره نواری استفاده میکنند.
1.2تیغههای دو فلزی
تیغههای دوفلزی، استاندارد صنعتی برای کارهای برش متنوع هستند. این تیغهها با داشتن لبه برش فولادی پرسرعت (HSS) که به پشت فولادی آلیاژی انعطافپذیر جوش داده شدهاند، سختی و انعطافپذیری را با هم ترکیب میکنند. این تیغهها بادوام بوده و برای برش طیف وسیعی از مواد، از جمله فولاد ضد زنگ، مناسب هستند.
1.3تیغههای نوکتیز کاربیدی
تیغههای نوک کاربیدی برای برش مواد سخت یا ساینده، از جمله فولادهای سخت شده و آلیاژهای خاص، بهترین هستند. دندانههای کاربید تنگستن که روی یک نوار فولادی انعطافپذیر لحیم شدهاند، دوام فوقالعادهای را به ویژه برای تولید با حجم بالا فراهم میکنند.



2.0گام دندانه (TPI) و اهمیت آن
2.1چرا TPI اهمیت دارد؟
TPI (تعداد دندانه در هر اینچ) بر سرعت برش، پرداخت سطح و لرزش تأثیر میگذارد. TPI بالاتر، برش ظریفتر اما سرعت پیشروی کمتری را ارائه میدهد. TPI پایینتر، برش سریعتر را ممکن میسازد اما منجر به سطح ناهموارتری میشود.
2.2TPI و ضخامت مواد
TPI با ضخامت ماده رابطه معکوس دارد. مواد نازک برای کاهش لرزش و لب پریدگی دندانه به TPI بالایی نیاز دارند. مواد ضخیم برای برش تهاجمی و حذف کارآمد براده به TPI پایینتری نیاز دارند.

2.3نمودار TPI پیشنهادی (مواد جامد)
| ضخامت مواد | TPI توصیه شده |
| <3 میلیمتر | ۲۴ تا ۳۲ TPI |
| ۳ تا ۶ میلیمتر | ۱۸ تا ۲۴ TPI |
| ۶ تا ۱۲ میلیمتر | ۱۴ تا ۱۸ TPI |
| ۱۲ تا ۲۵ میلیمتر | ۱۰ تا ۱۴ TPI |
| > 25 میلیمتر | ۶ تا ۱۰ TPI |
2.4TPI برای لولهها و پروفیلها
برای لولهها و پروفیلها، هم ضخامت دیواره و هم حداکثر قطر بسیار مهم هستند. برای لولهها و پروفیلهای دیواره نازک، ضخامت دیواره را در اولویت قرار دهید. برای مواد ضخیمتر، قطر تأثیرگذارتر میشود.
TPI تقریبی برای پروفیلها (ضخامت دیواره تا ۱۰۰ میلیمتر)
| ضخامت دیواره (میلیمتر) | قطر ۲۵ میلیمتر | قطر ۵۰ میلیمتر | قطر ۱۰۰ میلیمتر | قطر ۲۰۰ میلیمتر | قطر ۵۰۰ میلیمتر |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
با قطرهای کوچک، TPI توصیه شده شبیه مواد جامد است تا از لرزش و آسیب دندانه هنگام برش لبههای نازک جلوگیری شود. برای پروفیلهای بزرگتر، استحکام مواد این مشکل را کاهش میدهد و باعث میشود دندانههای کمتری برای برشهای نرمتر وجود داشته باشد.
2.5TPI توصیه شده توسط Blade Material
در زیر مقادیر TPI توصیه شده برای تیغههای فولاد کربنی، فولاد آلیاژی و فولاد تندبر بر اساس نوع و ضخامت مواد ارائه شده است. این مقادیر به عنوان راهنمای سریع برای انتخاب تیغه مناسب عمل میکنند.


2.6تیغههای فولادی کربنی
| کاربرد | ضخامت فلز | تیغه TPI |
| برای آلومینیوم، برنج، مس، برنز نرم، منیزیم، چوب، فولاد نرم، فولادهای سختتر (سرعت پایین) | ۱/۲ اینچ تا ۳-۳/۸ اینچ | 6 |
| همانند بالا | ۳/۸ اینچ تا ۱ اینچ | 8 |
| برای آلومینیوم، آهن زاویه دار، چدن، برنز، برنج، مس، لوله گالوانیزه، فولاد نرم، فولادهای سخت تر (سرعت پایین) | ۳/۱۶ اینچ تا ۳/۴ اینچ | 10 |
| همانند موارد بالا، به علاوه کابلهای برق | ۵/۳۲ اینچ تا ۱/۲ اینچ | 14 |
| برای لولههای جدار نازک و مقاطع نازک | ۱/۸ اینچ تا ۱/۴ اینچ | 18 |
| برای مواد خیلی نازک | ۳/۳۲ اینچ تا ۱/۸ اینچ | 18 |
2.7تیغههای فولادی آلیاژی
| کاربرد | ضخامت فلز | تیغه TPI |
| برای آلومینیوم، چدن، برنز، برنج، مس، لوله گالوانیزه، فولاد نرم، فولادهای سختتر (کروم، تنگستن) | ۳/۱۶ اینچ تا ۱ اینچ | 10 |
| همانند موارد بالا، شامل کابلهای برق | ۵/۳۲ اینچ تا ۳/۴ اینچ | 14 |
| برای لولههای جدار نازک و مواد نرم | ۱/۸ اینچ تا ۱/۲ اینچ | 18 |
| برای مواد خیلی نازک | ۳/۳۲ اینچ تا ۱/۸ اینچ | 24 |
2.8تیغههای فولادی تندبر (HSS)
| کاربرد | ضخامت فلز | تیغه TPI |
| برای آلومینیوم، آهن زاویه دار، برنز، برنج، مس، لوله گالوانیزه، فولاد نرم، فولادهای سخت تر (ضد زنگ، کروم، تنگستن) | ۷/۳۲ اینچ تا ۷/۸ اینچ | 10 |
| همانند بالا | ۳/۱۶ اینچ تا ۵/۸ اینچ | 14 |
| برای مقاطع نازکتر | ۵/۳۲ اینچ تا ۳/۸ اینچ | 18 |
نکته: برای موادی که برش آنها دشوار است مانند فولادهای ضد زنگ و تنگستن، تیغههای HSS با سرعت کمتر و روغنکاری مناسب توصیه میشوند.
3.0پیکربندی دندان
3.1تیغههای دندانه معمولی
- دندانهای صاف و کشیده
- فاصله گذاری یکنواخت با شیارهای عمیق
- زاویه شیب 0 درجه
- مناسب برای اره کاری عمومی و برش کانتور ورق های نازک فلزی.
3.2تیغههای دندانه قلابدار
- دندانهای بزرگ و با فاصله زیاد از هم
- گلوتهای عمیق
- زاویه شیب مثبت ۱۰ درجه
- ایدهآل برای برشهای سریع و خشن روی فلزات ضخیم یا سخت.
3.3تیغههای دندانهدار
- دندانهای با فاصله زیاد و شیارهای کمعمق
- زاویه براده ۰ درجه با فرم دندانه ۹۰ درجه
- مناسب برای فلزات غیر آهنی و مواد نرم، باعث کاهش گرفتگی میشود.
4.0الگوهای مجموعه دندان
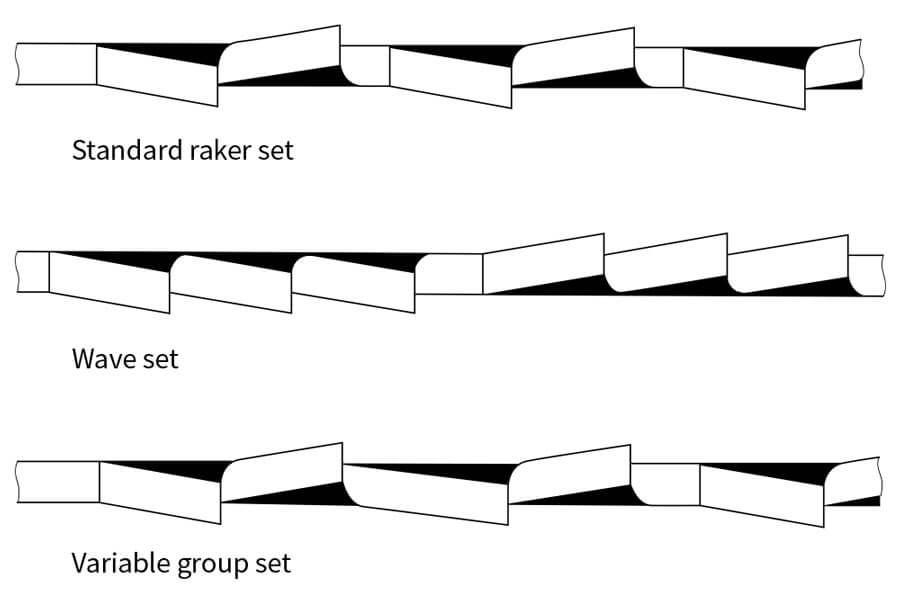
4.1مجموعه دندان استاندارد
- جابجاییهای متناوب چپ و راست
- برای برش عمومی با عرض شیار متوسط.
4.2 مجموعه متغیر (موجدار)
- تغییرات تدریجی در انحرافات چپ و راست
- کاهش لرزش، ایدهآل برای مواد نازک و مقاطع توخالی.
4.3مجموعه مستقیم (ریکر)
- حداقل یا بدون افست
- شیارهای ظریف و باریکی ایجاد میکند اما خطر چسبندگی را افزایش میدهد.
5.0ملاحظات اضافی
5.1 عرض شیار و تنش برشی
تیغههای نوک کاربیدی شیارهای پهنتری ایجاد میکنند که باعث افزایش تنش روی قطعه کار و احتمالاً تغییر شکل مواد نازک میشود. تیغههای دوفلزی و فولاد کربنی شیارهای باریکتری ایجاد میکنند که برای مواد نازک یا ظریف مناسبتر است.
این امر به ویژه برای ماشینهای اره نواری دستی، که در آن نرخ تغذیه اپراتور ممکن است متفاوت باشد و خطر سایش تیغه را افزایش دهد.
5.2کنترل لرزش
برای به حداقل رساندن لرزش و سایش، از ایجاد فاصله بین دندانهها بیشتر از ضخامت ماده خودداری کنید. مطمئن شوید که در حین برش، چندین دندانه درگیر هستند.
5.3خنککننده و روانکننده
تیغههای دوفلزی و نوک کاربیدی به گرمای بیش از حد حساس هستند. برای افزایش عمر تیغه و بهبود راندمان برش، از خنککننده مناسب استفاده کنید.
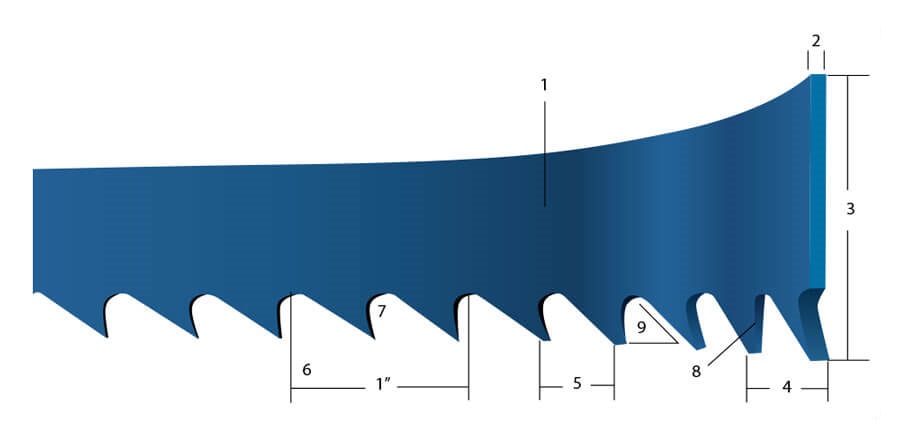
6.0اصطلاحات تیغه اره نواری
- برگشت: لبه غیر برنده تیغه
- عرض/ارتفاع: فاصله از نوک دندان تا پشت
- تنظیم: میزان انحراف دندانهها از خط مرکزی تیغه
- گام دندانهفاصله بین نوک دندانهها (برای محاسبه TPI استفاده میشود)
- گلوتناحیه منحنی بین دندانها برای برداشتن تراشه
- صورت دندان: سطح جلویی دندان
- زاویه چنگکزاویه سطح دندانه نسبت به خط عمود بر جهت تیغه
7.0خلاصه
برای عملکرد بهینه، تیغه اره نواری خود را بر اساس موارد زیر انتخاب کنید:
- نوع ماده (جامد، لوله یا پروفیل)
- پرداخت سطح مورد نظر
- سرعت و کارایی برش
- جنس تیغه و پیکربندی دندانهها
- TPI صحیح با توجه به ضخامت و شکل مواد
برای انتخاب مناسبترین تیغه برای کاربردهای برش خود، همیشه به توصیهها یا کاتالوگهای سازنده تیغه مراجعه کنید.
مرجع: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide