

- 1.0درک نیازهای کاربردی شما: اولین قدم در انتخاب تجهیزات کویل
- 2.0از متخصصان مشاوره بگیرید و با تامینکنندگان همکاری نزدیکی داشته باشید
- 3.0از دام خط کویل جهانی اجتناب کنید
- 4.0مدیریت کویل را به عنوان یک سیستم در نظر بگیرید، نه قطعات جداگانه
- 5.0با انتخاب تجهیزات مناسب بارگیری و رزوهکاری، بهرهوری را در اولویت قرار دهید
- 6.0جمعآوری دادهها و مستندات جامع از تأمینکنندگان
- 7.0از ابزارها و منابع موجود استفاده کنید
- 8.0بهترین شیوههای نصب: فضا، ترازبندی و نصب ایمن
- 9.0بهبود بارگذاری کویل و راندمان رزوهزنی
- 10.0کنترل حلقه و مدیریت حلقه آزاد
- 11.0آماده شدن برای تغذیه: آشنایی با انواع خوراک و انتخاب دانخوری مناسب
- 12.0افزایش عملکرد تغذیه با تغذیه با هوا و غلتک دوتایی
- 13.0رسیدگی به مسائل مربوط به لغزش قیمت و علامتگذاری سهام
- 14.0جلوگیری از تاب برداشتن و شکم دادن مواد در حین تغذیه
- 15.0به حداکثر رساندن سرعت تغذیه بدون کاهش دقت
- 16.0پشتیبانی از عملیات مربوط به جابجایی کویل
- 17.0محافظت از کویل در برابر آسیب و اعوجاج
- 18.0تعمیر و نگهداری و راهاندازی: کلید عملکرد بلندمدت خط کویل
- 19.0نتیجهگیری: جابجایی کارآمد کویل برای بهرهوری بهتر
مقدمه
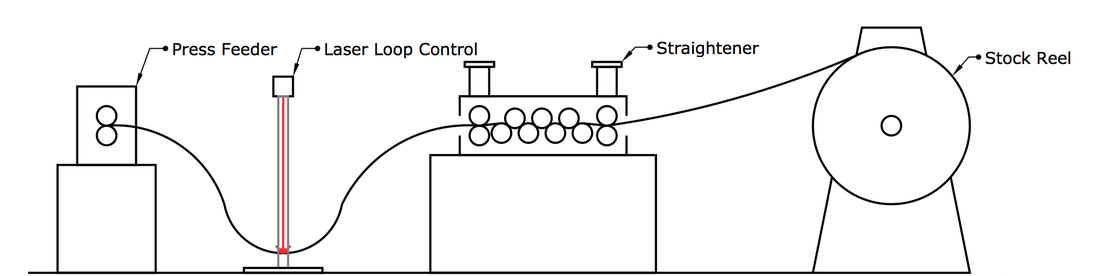
در قالبگیری و ساخت فلزات مدرن، جابجایی صحیح کویل برای دستیابی به نرخ تولید بالا و حفظ کیفیت ثابت قطعه ضروری است. چه برای اولین بار تجهیزات کویل را راهاندازی کنید و چه خط تولید خود را گسترش دهید، درک نحوه انتخاب، نصب و راهاندازی ماشینآلات جابجایی کویل - از جمله سیستمهای کویلگیر، صافکننده و تغذیهکننده سه در یک - بسیار مهم است.
1.0درک نیازهای کاربردی شما: اولین قدم در انتخاب تجهیزات کویل
قبل از درخواست قیمت یا تصمیمگیری برای خرید، در مورد مشخصاتی که خط تولید کویل شما باید پوشش دهد، تحقیقات کاملی انجام دهید. طیف کامل کارها و الزامات مواد را پیشبینی کنید:
- وزن کلاف، قطر خارجی (OD) و قطر داخلی (ID)
- عرض و ضخامت مواد
- طول تغذیه و سرعت خط
- تعداد ضربه در دقیقه و الزامات دقت پیشروی
- انواع مواد و هرگونه ویژگی غیرمعمول (استحکام کششی بالا، پرداختهای صیقلی، حساسیت به خط و خش)
در مورد این عوامل با تامینکننده تجهیزات خود صادق باشید. اکثر تجهیزات جابجایی کویل بر اساس فولاد نرم درجهبندی میشوند، بنابراین ممکن است برای موادی با خواص مکانیکی متفاوت، تنظیماتی لازم باشد.
2.0از متخصصان مشاوره بگیرید و با تامینکنندگان همکاری نزدیکی داشته باشید
از تجربه متخصصانی که با کاربردهای مشابه کار با کویل سروکار داشتهاند، بهره ببرید. متخصصان مهرزنی فلزی اغلب نکات و راهحلهای عملی برای کار با مواد چالشبرانگیز یا شرایط غیرمعمول را به اشتراک میگذارند. تأمینکنندگان مواد شما میتوانند بینشهای ارزشمندی در مورد رفتارهای رایج مواد و روشهای پیشنهادی ارائه دهند.
اکیداً توصیه میشود نمایندگان تولیدکنندگان تجهیزات کویل را به تأسیسات خود دعوت کنید. بازدیدهای حضوری به آنها این امکان را میدهد که نیازهای تولید، فضای موجود و امکانات رفاهی شما را ارزیابی کنند و توصیههای تجهیزات متناسب با نیازهای خاص شما را ارائه دهند.
3.0از دام خط کویل جهانی اجتناب کنید
تلاش برای خرید یک خط تولید کویل که بتواند هر عملیات مهرسازی قابل تصوری را پوشش دهد، اغلب نتیجهی معکوس میدهد. اگرچه چنین تجهیزاتی وجود دارد، اما معمولاً:
- به طور قابل توجهی گران تر از حد انتظار
- برای اکثر برنامهها کارایی کمتری دارد
- نگهداری و بهرهبرداری پیچیدهتر
در عوض، سرمایهگذاری روی دو یا سه خط کویل سادهتر که برای کارهای خاص طراحی شدهاند را در نظر بگیرید. این خطوط اغلب هزینه کمتری نسبت به یک خط فراگیر دارند و در محدوده تعریفشده خود، کارایی بیشتری دارند.
4.0مدیریت کویل را به عنوان یک سیستم در نظر بگیرید، نه قطعات جداگانه
انتخاب تجهیزات جابجایی کویل به عنوان یک سیستم هماهنگ - اغلب از طریق دستگاه رول بازکن، صافکننده و تغذیهکننده ۳ در ۱-هماهنگی و قابلیت اطمینان بهتری نسبت به مونتاژ قطعهای فراهم میکند.
خرید قطعاتی مانند قرقرهی اصلی، صافکننده و تغذیهکننده از تأمینکنندگان جداگانه ممکن است هزینههای اولیه را کاهش دهد، اما میتواند منجر به مشکلات پرهزینهی همگامسازی در حین کار شود. یک سیستم هماهنگشدهی تکمنبعی موارد زیر را تضمین میکند:
- ادغام و عملکرد بهتر
- مسئولیت تکنفره برای نگهداری و عیبیابی
- تولید روانتر با زمان از کارافتادگی کمتر


5.0با انتخاب تجهیزات مناسب بارگیری و رزوهکاری، بهرهوری را در اولویت قرار دهید
هدف شما از بهکارگیری تجهیزات جابجایی کویل، افزایش خروجی تولید است - قطعات بیشتری در ساعت از پرس خارج میشوند. انتخاب تجهیزاتی که زمان کار را به حداکثر و تغییر کویل را به حداقل برسانند، بسیار مهم است. برای مثال:
- اگر لازم باشد کویلها هر ۱۵ دقیقه یکبار عوض شوند و ۱۵ دقیقه دیگر هم برای بارگیری مجدد و رزوهکاری زمان لازم باشد، اجرای قطعات ۱۲ اینچی با سرعت ۲۰۰ ضربه در دقیقه بیمعنی است.
- سرمایهگذاری در سیستمهای بارگذاری کویل کارآمد مانند قرقرههای دو اسپیندل یا ماشینهای کویل میتوانند زمان از کارافتادگی را به شدت کاهش دهند.


6.0جمعآوری دادهها و مستندات جامع از تأمینکنندگان
قبل از خرید، از تأمینکننده تجهیزات خود، مدارک و مستندات کامل را دریافت کنید. اطلاعات ضروری شامل موارد زیر است:
- اندازه تجهیزات و فضای مورد نیاز
- نقشههای دقیق چیدمان سیستم
- مشخصات مربوط به ظرفیتهای وزن و طول کویل
- سرعت تغذیه و قابلیت جابجایی مواد
داشتن این جزئیات به شما کمک میکند تا انتظارات واقعبینانهای داشته باشید و طرح کارخانه خود را به طور مؤثر برنامهریزی کنید و از غافلگیریهای پس از نصب جلوگیری کنید.
7.0از ابزارها و منابع موجود استفاده کنید
بسیاری از تأمینکنندگان مواد و تجهیزات، ابزارهای رایگانی را برای کمک به برنامهریزی جابجایی کویل ارائه میدهند، از جمله:
- ماشین حساب وزن و طول کویل
- راهنماهای حلقه آزاد برای تجمع مناسب شل
- مبدلهای متریک و گیجهای استاندارد
این ابزارها را در دسترس سرپرستان کارگاه، پرسنل راهاندازی، تیمهای مهندسی و خرید قرار دهید تا ارتباطات و دقت راهاندازی بهبود یابد.
8.0بهترین شیوههای نصب: فضا، ترازبندی و نصب ایمن
پس از انتخاب تجهیزات جابجایی کویل، نصب دقیق برای موفقیت طولانی مدت ضروری است:
- فضای کافی برای حلقه زدن آزاد مواد فراهم کنید: انباشت شل مناسب در یک حلقه عمودی برای هماهنگسازی باز کردن، صاف کردن و تغذیه ضروری است. فضای خیلی کم یا خیلی زیاد باعث مشکلات عملیاتی خواهد شد.
- فضای کافی برای تنظیم و نگهداری تجهیزات در نظر بگیرید: مراکز شلوغ، خطرات ایمنی را به خطر میاندازند و توانایی انجام خدمات به موقع را کاهش میدهند.
- تجهیزات را دقیقاً همتراز کنید: عدم همترازی منجر به گیر کردن مواد، سایش بیش از حد و ضایعات میشود. تجهیزات کویل اتوماتیک نمیتوانند مانند اپراتورهای تغذیه دستی، عدم همترازی را جبران کنند.
- تجهیزات را با اطمینان روی زمین قرار دهید یا فشار دهید: ماشینهای بدون قفل، خطرات ایمنی ایجاد میکنند و منجر به عدم تراز در حین کار، افزایش زمان از کار افتادگی و ضایعات میشوند. حتی تجهیزاتی که گهگاه بین پرسها جابجا میشوند، باید دارای پیچهای عقبدار باشند تا تغییر موقعیت و تراز را تسریع کنند.
صفحات نصب، ریلهای آهنی کانالی و میلههای اتصال رزوهدار میتوانند به حفظ همترازی و یکپارچگی موقعیت بین اجزای مختلف خط کویل کمک کنند.
9.0بهبود بارگذاری کویل و راندمان رزوهزنی
برای سرعت بخشیدن به بارگیری و رزوه کردن کلاف، این نکات را در نظر بگیرید، دو عامل کلیدی در حفظ بهرهوری بالا:
- نصب یک قرقره دو اسپیندلاگر فضا اجازه دهد. این امر امکان بارگیری یک کویل جدید را در حالی که کویل دیگری در حال تغذیه است، فراهم میکند و زمان از کارافتادگی را کاهش میدهد.
- اگر قرقره دوتایی امکانپذیر نیست، یک ماشین و مسیر بارگیری کویلبرای آمادهسازی کویلها برای بارگذاری سریع.
- قفسههای ذخیرهسازی کویل را پیادهسازی کنید تا چندین کویل برای کار مداوم آماده باشند.
- تجهیزات بارگیری کویل را با ابزارهایی مانند قلابهای بارگیری کویل و موتورهای یدککش مجهز به چیدمان پالت یا مندرلهای مخصوص کویل برای جابجایی ایمنتر و سریعتر، بهروزرسانی کنید.
- به پرسنل آموزش دهید که قبل از انبساط، کلاف را با استفاده از وسایل بالابر در مرکز مندرل قرار دهند. قرقرههای انبساط برقی، نیروی دستی و سایش مکانیسمهای انبساط را کاهش میدهند.
- برای کنترل مواد فنری و جلوگیری از شل شدن کلاف در حین تغذیه، از بازوهای نگهدارنده روی قرقرههای اصلی استفاده کنید. گهوارههایی با بازوهای نگهدارنده، جایگزینی برای جابجایی کلافهای ظریف یا فنری هستند و وزن کلاف را به طور مساوی توزیع میکنند.
10.0کنترل حلقه و مدیریت حلقه آزاد
انباشت شل مناسب و کنترل حلقه اغلب به اشتباه درک میشوند، اما برای تغذیه روان کویل بسیار مهم هستند:
- لقی در حلقه آزاد به صورت عمودی جمع میشود، نه به صورت افقی. طول بیش از حد حلقه افقی، لقی موجود را کاهش میدهد.
- برای طولهای طولانی تغذیه، میتوان یک گودال حلقهای حفر کرد تا افت عمودی افزایش یابد، یا میتوان ارتفاع خط تولید مواد اولیه را افزایش داد تا مدیریت شلشدگی بهبود یابد.
- در عملیات با سرعت بالا، جهش مواد و لرزش میتواند باعث ایجاد سیگنالهای کنترل حلقه نادرست شود و بر دقت پیشروی تأثیر بگذارد. راهحلها شامل وزنههای تعادل، میراگرهای فنری، فلپهای گلآلود که روی حلقه کشیده شدهاند و تکیهگاههای نوار نقاله مغناطیسی است.
- درایوهای سرعت متغیر با حالتهای سرعت خزشی، با حذف حرکات توقف و حرکت که باعث ایجاد علائم توقف مواد میشوند، کنترل حلقه را بهبود میبخشند.
- دستگاههای کنترل حلقه ممکن است از بازوهای راننده، چشمهای الکتریکی یا پروبهای ولتاژ پایین برای تشخیص محدودیتهای حلقه استفاده کنند، و حداقل تمهیدات قطع حلقه به منظور جلوگیری از آسیب به سفتی مواد، به کنترلهای فشار سیمکشی شده است.
11.0آماده شدن برای تغذیه: آشنایی با انواع خوراک و انتخاب دانخوری مناسب
پس از ایجاد شلی و کنترل حلقه تغذیه کویل، توجه به خود فرآیند تغذیه معطوف میشود، جایی که دقت و سرعت مستقیماً بر کیفیت قطعه و توان عملیاتی تأثیر میگذارند. دو نوع اصلی تغذیهکننده معمولاً در خطوط کویل استفاده میشوند:
- فیدهای نوع کشویی: با سرعت کمتر اما دقت موقعیتی بالاتر، تغذیههای کشویی میتوانند به صورت مکانیکی (اغلب با نیروی پرس) یا پنوماتیکی، هیدرولیکی یا الکتریکی هدایت شوند. سرعت تغذیه کمتر آنها، آنها را برای عملیات پرسکاری ظریف یا بسیار دقیق ایدهآل میکند.
- فیدهای رولی: این نوع تغذیه غلتکی که معمولاً برای تولید با سرعت بالا طراحی شده است، مواد را به طور مداوم یا تدریجی میگیرد و پیش میبرد. همچنین میتوانند مکانیکی یا برقی باشند. تغذیه غلتکی معمولاً در مقایسه با تغذیهکنندههای نوع گیرهای، رد کمتری روی مواد ایجاد میکند و به نگهداری نسبتاً کمتری نیاز دارد، که آنها را برای تولید طولانی مدت مناسب میکند.
بسیاری از خطوط کویل مدرن از واحدهای یکپارچهی ۳ در ۱ کویلزدایی، صافکننده و تغذیهکننده استفاده میکنند که در آنها سرعت و دقت تغذیه را میتوان با توجه به نیازهای تولید تنظیم کرد.

12.0افزایش عملکرد تغذیه با تغذیه با هوا و غلتک دوتایی
فیدهای هوا به دلیل قابلیت نصب در موقعیتهای مختلف پرس (کنار، جلو یا عقب) و هزینه نسبتاً پایین، همهکاره هستند و همین امر آنها را برای تیراژهای کوتاه و محیطهای کارگاهی محبوب میکند. با این حال، سرعت حرکت آنها توسط اندازه سیلندر محدود میشود که میتواند حداکثر نرخ تغذیه را در طولهای تغذیه کوتاهتر محدود کند. تولیدکنندگان اغلب توصیه میکنند بلوکهایی را درون سیلندر هوا اضافه کنند تا حجم بلااستفاده در تغذیههای کوتاه کاهش یابد و پتانسیل سرعت بدون تداخل با جریان هوا یا سایش قطعات افزایش یابد.
تغذیه رول دوتایی با فشار دادن مواد به داخل قالب و بیرون کشیدن آن، عملکرد پیشرفتهای را فراهم میکنند و امکان تغذیه ورقهای نازک را به طول کامل فراهم میکنند. آنها همچنین به مواد نازک کشش اعمال میکنند و ورق را در حین قالبگیری صاف و تراز نگه میدارند. این امر به ویژه برای ورقهای پهنتر یا انعطافپذیرتر که مستعد افتادگی یا کمانش هستند، اهمیت دارد.
13.0رسیدگی به مسائل مربوط به لغزش قیمت و علامتگذاری سهام
لغزش در حین تغذیه، به خصوص در مورد مواد لغزنده یا از پیش روغنکاری شده مانند فولاد گالوانیزه، یک مشکل رایج است. برای مقابله با این مشکل:
- سهام را روغن کاری کنید بعد از تغذیه برای جلوگیری از آلودگی غلتکهای تغذیه و اطمینان از کشش مناسب.
- برای مواد از پیش روغنکاری شده، غلتکهای تغذیه سندبلاست اغلب بدون آسیب رساندن به ماده، چسبندگی را بهبود میبخشند.
- غلتکهای تغذیه کروم مات که با شاتبلاست و کرومکاری شدهاند، کشش و مقاومت سایشی بیشتری ارائه میدهند و در سطوح زبری مختلف متناسب با کاربردها موجود هستند.
- غلتکهای تغذیهی شیاردار، چسبندگی بیشتری ایجاد میکنند اما ممکن است ردی از خود به جا بگذارند؛ از استفاده از آنها روی سطوحی که کیفیت نهایی بسیار مهم است، خودداری کنید.

14.0جلوگیری از تاب برداشتن و شکم دادن مواد در حین تغذیه
هنگام تغذیه موادی که در قالب بریده شدهاند، دو بار غلتک بزنید فیدرها نمیتوان از آن برای کشیدن مواد استفاده کرد. در این موارد، جلوگیری از کمانش مواد نازک مستلزم موارد زیر است:
- سیستمهای هدایت پیچیدهای که مواد را در میان خود قرار میدهند یا از میان ریلهای شیاردار عبور میدهند.
- تغذیه با سرعتی که از حرکت پرس جلوتر باشد؛ سرعت تغذیه بیش از حد باعث انباشتگی و تاب برداشتن مواد و کاهش دقت میشود.
میتوان قطعات پهن مستعد افتادگی بین تغذیهکننده و قالب یا خارج از فکهای گیره را با ... پشتیبانی کرد. بخشهای نوار نقاله غلتکیکه اغلب «غلتکهای آبجو» نامیده میشوند، برای حفظ موقعیت مناسب و دقت تغذیه.

15.0به حداکثر رساندن سرعت تغذیه بدون کاهش دقت
بسیاری از اپراتورها به دنبال افزایش تعداد ضربات پرس در دقیقه، به خصوص در مورد تغذیه هوا هستند. در حالی که سرعت تغذیه هوا توسط حجم سیلندر محدود میشود، اصلاحاتی مانند اضافه کردن بلوکهای جابجایی در داخل سیلندرها میتواند پتانسیل سرعت را در طول تغذیه کوتاه به طور قابل توجهی افزایش دهد. این اصلاحات باید با مشورت کارخانه انجام شود تا از عدم تداخل با پورتها یا پکینگها و حفظ طول عمر قطعات اطمینان حاصل شود.
16.0پشتیبانی از عملیات مربوط به جابجایی کویل
چندین عملیات مرتبط با هم، کارایی و کیفیت خطوط تغذیه کویل را افزایش میدهند:
- اصلاح لبه: از آنجایی که لبههای شکافدار کلاف اغلب در قطعات پرداختشده به لبههای قابل مشاهده تبدیل میشوند، آمادهسازی لبهها در حین یا بلافاصله پس از باز کردن/صاف کردن میتواند نیاز به عملیات پرهزینه پلیسهگیری ثانویه را کاهش دهد.
- صافکاری قطعات: برخی از قطعات پرس شده ممکن است از قالب به صورت تخت خارج شوند. صاف کنندههای قطعات میتوانند این قطعات را به سرعت و به طور مداوم تعمیر کنند، که باعث بهبود عملکرد کلی و کاهش کار دستی میشود.
- مدیریت ضایعات: حذف و دفع کارآمد قراضه، به ویژه قراضههای حجیم یا پیوسته، از کاهش سرعت تولید جلوگیری میکند. خردکنهای قراضه برقی یا واحدهای با میللنگ، بار قالب را کاهش میدهند و میتوانند بین پرسها جابجا شوند و انعطافپذیری را افزایش دهند. پیچیدن مجدد قراضه روی قرقرهها با استفاده از کنترلهای حلقه معکوس نیز میتواند دفع قراضه را تسهیل کند.
17.0محافظت از کویل در برابر آسیب و اعوجاج
حفظ یکپارچگی کویل بسیار مهم است، زیرا کویل آسیب دیده یا تحریف شده میتواند میزان ضایعات را افزایش داده و باعث مشکلات تغذیه شود. اقدامات حفاظتی زیر را در نظر بگیرید:
- استفاده کنید تکیهگاههای نوع آبشاری در خروجی صافکننده و ورودی تغذیهکننده برای جلوگیری از افتادگی و اعوجاج مجدد قطعه به دلیل وزن. تکیهگاهها میتوانند از ورق فلزی یا رولهای هرزگرد با شعاع حداقل ۳۶۰ برابر ضخامت فلز باشند.
- کف و دیوارهایی را که ممکن است با مواد اولیه تماس پیدا کنند، خط بکشید فرش داخل و خارج از منزل برای محافظت و محافظت از مواد در برابر آسیب.
- از بازوهای سوارکار که به دلیل وزن یا اثرات جهشی، جنس مواد را تغییر شکل میدهند، خودداری کنید. در عوض، از ولتاژ پایین پروب ها یا چشمهای الکتریکی برای کنترل حلقهای غیرتماسی. چشمهای الکتریکی باید به صورت مورب زاویهدار باشند یا از جفتهای منبع-گیرنده مستقل استفاده کنند تا از سیگنالهای کاذب از جنس بازتابنده جلوگیری شود.
- استفاده کردن رولهای روکشدار پلییورتان هنگام کار با مواد فوق حساس، در صافکنندهها و تغذیهکنندهها استفاده نکنید. این رولها را با دقت تمیز نگه دارید تا از فرو رفتن جسم خارجی و ایجاد خط و خش بیش از حد جلوگیری شود.
- روکشهای کرومی صاف، مقاومت سایشی بسیار خوبی ایجاد میکنند و از آسیب ناشی از خرده ریزها جلوگیری میکنند، هرچند اگر کشش در اولویت باشد، ممکن است باعث کاهش آن شوند.
18.0تعمیر و نگهداری و راهاندازی: کلید عملکرد بلندمدت خط کویل
یک سیستم مدیریت کویل که به خوبی نگهداری شود، به طور قابل اعتمادی کار میکند و نتایج ثابتی ارائه میدهد. توصیههای کلیدی:
- بر آموزش کامل پرسنل راهاندازی و نگهداری در مورد دفترچههای راهنما و رویههای عملیاتی استاندارد تأکید کنید.
- برای جلوگیری از مشکلات پی در پی، تکنیکهای معیوب را فوراً اصلاح کنید.
- بیشتر تنظیمات تجهیزات عبارتند از تنظیمات فشارهمیشه فشارها را روی حداقل مورد نیاز برای انجام کار تنظیم کنید و در صورت لزوم به تدریج افزایش دهید. تنظیم بیش از حد، عمر تجهیزات را کوتاه میکند.
- بازرسیهای مداوم صوتی و تصویری را تشویق کنید. مانند توجه به تغییرات نامحسوس در صداهای خودرو، اپراتورها و سرپرستان باید نسبت به صداها، ارتعاشات یا نشانههای بصری غیرمعمول که نشاندهنده مشکلات احتمالی هستند، قبل از تشدید آنها هوشیار باشند.
- راهنماهای لبه به عنوان راهنما طراحی شدهاند، نه مانع؛ سرریز مکرر نشان دهنده مشکلات ترازبندی است که باید به سرعت اصلاح شوند تا از خمیدگی، انحنا یا آسیب به تجهیزات جلوگیری شود.
19.0نتیجهگیری: جابجایی کارآمد کویل برای بهرهوری بهتر
مدیریت کارآمد کویل به انتخاب تجهیزات مناسب، نصب صحیح و نگهداری منظم بستگی دارد. استفاده از سیستمهای رول بازکن، صافکننده و تغذیهکننده ۳ در ۱ هماهنگسازی بهتر، زمان از کارافتادگی کمتر و تولید روانتر را تضمین میکند.
برای بهبود دقت تغذیه و کاهش ضایعات، روی تجهیزات خاص هر کاربرد، کنترل دقیق حلقه و تنظیم مناسب تمرکز کنید. برای حفظ ثبات و مقرون به صرفه بودن تولید، روی بارگیری کارآمد کویل، اقدامات حفاظتی و نگهداری معمول سرمایهگذاری کنید.
با تنظیمات مناسب و اپراتورهای آموزش دیده، سیستمهای جابجایی کویل میتوانند به طور قابل توجهی بهرهوری را افزایش دهند، کیفیت قطعات را بهبود بخشند و عمر تجهیزات را افزایش دهند.




