

- 1.0تفاوتهای فنی اصلی بین ارههای نواری افقی و عمودی چیست؟
- 2.0نحوه استفاده از ارههای نواری افقی در کاربردهای برش صنعتی
- 3.0چه زمانی اره نواری عمودی انتخاب کنیم: سناریوهای کلیدی کاربرد
- 4.0انواع اره نواری فلزی
- 5.0عملکرد اره نواری افقی در مقابل اره نواری عمودی: دقت، کارایی و استفاده از مواد
- 6.0دقت برش:
- 7.0نحوهی عملکرد و نگهداری: اره نواری افقی در مقابل اره نواری عمودی
- 8.0نحوه انتخاب اره نواری مناسب برای کاربردهای صنعتی
- 9.0مطالعات موردی: انتخاب اره نواری افقی و عمودی در تولید واقعی
- 10.0نتیجهگیری: اره نواری افقی در مقابل اره نواری عمودی - چگونه انتخاب درستی داشته باشیم
انتخاب اره نواری مناسب برای برش کارآمد و دقیق فلزات ضروری است. ارههای نواری افقی و عمودی اهداف متفاوتی دارند - برش دستهای در مقابل شکلدهی پیچیده به خطوط منحنی. این راهنما تفاوتها، کاربردها و نکات انتخاب آنها را توضیح میدهد تا به شما در بهینهسازی بهرهوری و استفاده از مواد کمک کند.
1.0تفاوتهای فنی اصلی بین ارههای نواری افقی و عمودی چیست؟
تفاوتهای اساسی بین ارههای نواری افقی و عمودی در چیدمان تیغه اره، حرکت قطعه کار و ساختار دستگاه نهفته است. این تفاوتها مستقیماً مرزهای کاربرد مربوط به آنها را تعیین میکنند. تمایزات اصلی را میتوان به شرح زیر خلاصه کرد:
| ابعاد مقایسه | اره نواری افقی | اره نواری عمودی |
| چیدمان و تغذیه تیغه | تیغهای که به صورت افقی یا زاویهدار چیده شده و در امتداد محور Z و عمود بر محور قطعه کار حرکت میکند | تیغه به صورت عمودی چیده شده و در جهت X/Y حرکت میکند، قطعه کار باید برای رسیدن به تغذیه جابجا شود |
| بستن قطعه کار | گیره هیدرولیک / سروو، قطعه کار ثابت، قاب اره متحرک | قطعه کار به صورت دستی هل داده میشود یا از طریق میز کار تغذیه میشود |
| روش برش معمولی | برش خطی دستهای، برش با طول ثابت | برش پیچیده کانتور، خالی کردن قالب |
| کنترل دقیق | سیستمهای هیدرولیک و CNC، برش مستقیم را تضمین میکنند | متکی بر مهارت اپراتور، انعطافپذیر برای برش منحنی |
| سطح اتوماسیون | قابل تنظیم با دستگاههای CNC، تغذیه خودکار و خالیکن | سطح اتوماسیون پایین، دخالت زیاد نیروی انسانی |
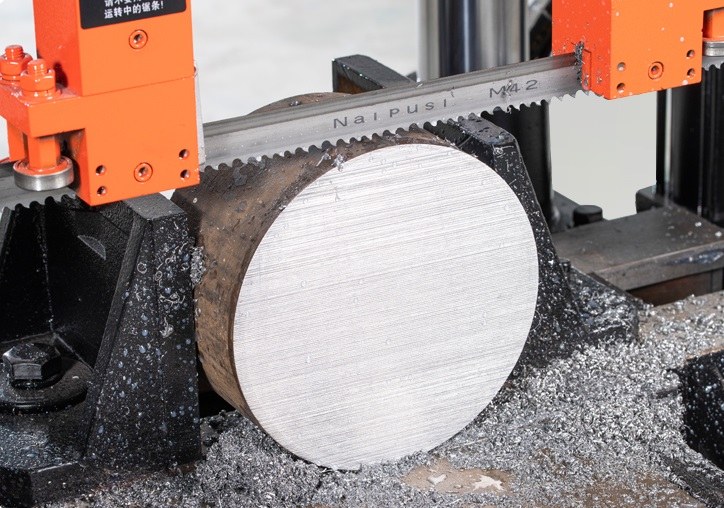
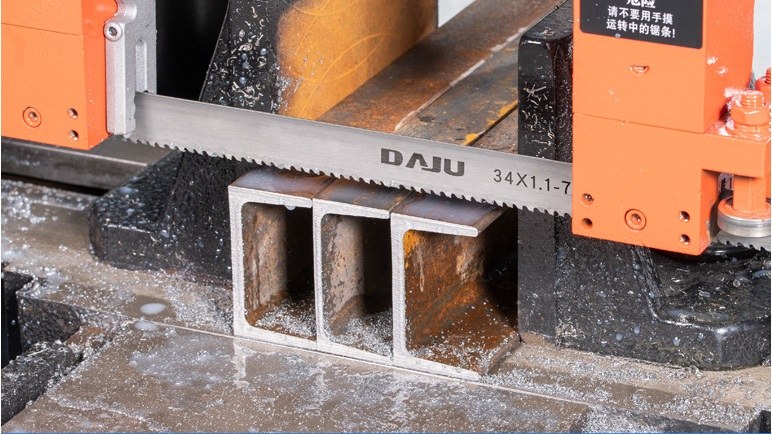
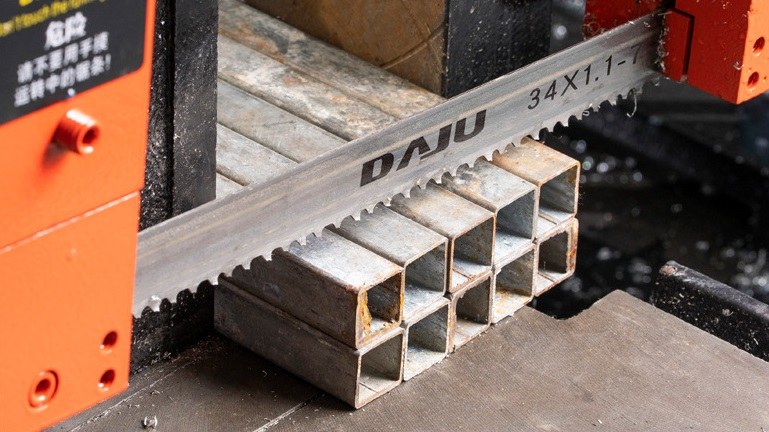
2.0نحوه استفاده از ارههای نواری افقی در کاربردهای برش صنعتی
موقعیت یابی هسته: حامل کارآمد برای ماشینکاری خشن دسته ای
ارههای نواری افقی عمدتاً برای پیشپردازش مواد اولیه (خالیسازی خطی دستهای)، برش مواد با اندازه بلند به خالهای با طول ثابت استفاده میشوند. آنها برای اشکال نامنظم یا قطعات کار پیچیده در دستههای کوچک مناسب نیستند. در عوض، آنها قطعات کار اساسی را برای فرآیندهای بعدی تراشکاری، فرزکاری و سنگزنی فراهم میکنند.
کاربردهای معمول:
- کارخانههای قطعات استاندارد، میلگردهای فولادی Φ50 تا 200 میلیمتر 45# یا میلگردهای فولادی سازهای آلیاژی را به قطعات استوانهای با طول ثابت برش میدهند.
- شرکتهای سازههای فلزی صفحات فولادی Q235/Q355 با ضخامت ۸ تا ۵۰ میلیمتر را برای اجزای سازهای جوش داده شده برش میدهند.
- کارخانههای فرآوری لوله که لولههای فولادی ضد زنگ Φ30 تا 150 میلیمتر یا لولههای فولادی بدون درز را برای پروژههای خط لوله یا مونتاژ قطعات برش میدهند.
تطبیق پذیری مواد:
- سختی:مناسب برای مواد با استحکام متوسط تا بالا (HRC ≥30)، مانند فولاد 45#، 20CrMnTi، فولاد ضد زنگ 304/316 و فولادهای ابزار. سیستمهای محرک پرقدرت، برش پایدار را تضمین کرده و سایش تیغه را کاهش میدهند.
- فرم:متخصص در پردازش میلهها/لولههای با طول ≥3 متر، صفحات با ضخامت ≥20 میلیمتر و قطعات کار سنگین و توپر با قطر ≥150 میلیمتر. سیستمهای تغذیه خودکار، راندمان پردازش دستهای را تا حد زیادی بهبود میبخشند.


3.0چه زمانی اره نواری عمودی انتخاب کنیم: سناریوهای کلیدی کاربرد
موقعیت یابی هسته: راهکاری انعطافپذیر برای شکلدهی دقیق
ارههای نواری عمودی بر روی خطوط پیچیده و ماشینکاری در مقیاس کوچک تمرکز دارند. آنها برای برش منحنیها، قوسها، سوراخهای نامنظم یا اصلاحات موضعی مناسب هستند. با این حال، برای فولادهایی با سختی ≥ HRC 30، آنها فقط برای قطعات کوچک یا صفحات نازک با راندمان پردازش نسبتاً پایین موثر هستند.
کاربردهای معمول:
- کارخانههای قالبسازی، فولاد قالب Cr12MoV با ضخامت ۶ تا ۲۰ میلیمتر را برای شیارهای قوسی یا شیارهای U شکل برش میدهند.
- تولیدکنندگان سختافزار، صفحات آلیاژ آلومینیوم یا صفحات پلاستیکی با ضخامت ۳ تا ۱۰ میلیمتر را به قطعاتی با شکل نامنظم تبدیل میکنند.
- کارگاههای تعمیر و نگهداری که قطعات چرخدنده، محفظه یاتاقان یا سایر محصولات نیمهساخته را برای اصلاح انحرافات ابعادی برش میدهند.
- کارگاههای صنایع دستی که چوب، اکریلیک یا مواد کامپوزیت را برای شکلدهی سفارشی برش میدهند.
تطبیق پذیری مواد:
- سختی:برای مواد با سختی کم (HRC < 30) مانند آلومینیوم، مس، پلاستیک یا چوب مناسب است. برای فولادهایی با سختی ≥30، فقط قطعات کوچک را میتوان با استفاده از تیغههای فولادی تندبر یا کاربیدی پردازش کرد.
- فرم:مناسب برای صفحات نازک ≤10 میلیمتر، لولههای نازک و قطعات نیمهتمام با سوراخ یا اشکال نامنظم. میز کار انعطافپذیر به جلوگیری از آسیب به سطوح از قبل پردازش شده کمک میکند.



4.0انواع اره نواری فلزی
ارههای نواری فلزی را میتوان بر اساس جهت تیغه، سطح اتوماسیون و کاربرد مورد نظر دستهبندی کرد. در اینجا لیست مفصلی از آنها آمده است:
اره نواری افقی
- اره نواری افقی دستی: دستی، مناسب برای برشهای کوچک یا تعمیرات کارگاهی.
- اره نواری افقی نیمه اتوماتیک: دارای گیره و تغذیه خودکار، ایدهآل برای تولید با حجم متوسط.
- اره نواری افقی CNC: کاملاً خودکار با تغذیه سروو، تنظیم طول و برش مستقیم با دقت بالا برای تولید صنعتی در مقیاس بزرگ.
- اره نواری عمودی دستی: انعطافپذیر برای برش منحنیها، قوسها و اشکال نامنظم، مناسب برای قطعات کار در تعداد کم یا سفارشی.
- اره نواری عمودی CNCمجهز به کنترل CNC، میز کار چرخشی و تغذیه خودکار برای برش کانتور با دقت بالا.
ارههای نواری تخصصی
- اره نواری دو ستونه: طراحی شده برای برش سنگین میلههای فولادی ضخیم و قطعات بزرگ توپر.
- اره نواری قابل حمل: جمع و جور و قابل حمل، مناسب برای برش لوله، تیوب و فولاد سازهای در محل.
خطوط برش CNC اتوماتیکسیستمهای یکپارچهای که چندین اره نواری را با تغذیه، برش و تخلیه خودکار برای تولید انبوه ترکیب میکنند.
5.0عملکرد اره نواری افقی در مقابل اره نواری عمودی: دقت، کارایی و استفاده از مواد
6.0دقت برش:
- اره نواری افقی:دقت بالا در برشهای مستقیم؛ خطای طول قابل کنترل در محدوده ±0.1 تا 0.3 میلیمتر، تا ±0.5 میلیمتر برای صفحات با قطر بزرگ یا ضخیم. الزامات ابعادی برای قطعات خام دستهای را برآورده میکند اما نمیتواند کنترل دقیقی برای منحنیها یا اشکال نامنظم ارائه دهد.
- اره نواری عمودی:خطای منحنی/قوس در محدوده ±0.05-0.2 میلیمتر (±0.05-0.1 میلیمتر با CNC یا میزهای دوار). دقت برش مستقیم کمی کمتر است؛ تغذیه دستی ±0.1-0.3 میلیمتر حاصل میدهد، مدلهای CNC میتوانند تا ±0.08 میلیمتر بهبود یابند.
راندمان پردازش:
- اره نواری افقی:راندمان بالا با تغذیه خودکار و برش مداوم. به عنوان مثال، میلههای فولادی Φ80 میلیمتری 45#، 60 تا 100 قطعه در ساعت. ایدهآل برای تولید استاندارد در مقیاس بزرگ.
- اره نواری عمودی:راندمان پایین برای ماشینکاری تک قطعه. عملکرد دستی ۵ تا ۱۵ قطعه در ساعت تولید میکند. مدلهای CNC راندمان را بهبود میبخشند اما همچنان نسبت به ماشینهای افقی کارایی کمتری دارند.
میزان استفاده از مواد:
- اره نواری افقی:میزان افت برش فقط 0.5 تا 1 میلیمتر است و تقریباً هیچ گونه ضایعات گوشهای وجود ندارد؛ میزان مصرف مواد >98% است.
- اره نواری عمودی:برشهای پیچیده در خطوط منحنی اغلب ضایعات گوشهای ایجاد میکنند؛ میزان مصرف حدود ۹۰ تا ۹۵۱TP3T است. تکنیکهای بهینهسازی مانند چیدمان مسیر تودرتو میتواند ضایعات را کاهش دهد.

7.0نحوهی عملکرد و نگهداری: اره نواری افقی در مقابل اره نواری عمودی
پیچیدگی عملیاتی:
- اره نواری افقی:عملکرد ساده؛ دستگاه به طور خودکار بستن، برش و تخلیه را انجام میدهد. مبتدیان میتوانند اصول اولیه را در ۱ تا ۲ روز یاد بگیرند.
- اره نواری عمودی:نیاز به کنترل دستی قطعه کار و کشش تیغه دارد؛ تنظیمات بلوک راهنما به شدت به تجربه بستگی دارد. مبتدیان به ۱ تا ۲ هفته آموزش نیاز دارند. مدلهای CNC سختی کار را کاهش میدهند اما به مهارتهای برنامهنویسی نیاز دارند.
خطرات ایمنی:
- اره نواری افقی:خطر کمتر؛ قطعه کار به صورت هیدرولیکی بسته شده، تیغه محافظت شده، دستها دور نگه داشته میشوند. سیستم توقف اضطراری (کمتر از 0.5 ثانیه) از بروز حوادث جلوگیری میکند.
- اره نواری عمودی:خطر بیشتر؛ تغذیه دستی باعث نزدیک شدن دستها به تیغه میشود. عدم تراز میتواند منجر به گیر کردن یا شکستن تیغه شود. سیستمهای حفاظتی ضروری هستند.
نگهداری و هزینهها:
- اره نواری افقی:تمرکز بر سیستم گیره هیدرولیکی و ریلهای راهنمای تغذیه. هزینه نگهداری سالانه حدود ۳ تا ۵۱TP3T از کل هزینه تجهیزات.
- اره نواری عمودی:تعمیر و نگهداری مکرر برای راهنماهای تیغه، ریلها و سیستمهای کشش. تعمیر و نگهداری سالانه حدود ۵ تا ۸۱TP3T از کل هزینه تجهیزات.
8.0نحوه انتخاب اره نواری مناسب برای کاربردهای صنعتی
مرحله ۱: تعریف نیازهای پردازشی اصلی (جایگاهیابی عملکردی)
- برش دستهای قطعات خام (با طول ثابت، بدون خطوط پیچیده): اره نواری افقی را انتخاب کنید.
- شکلدهی دقیق (منحنیها، پروفیلهای نامنظم، برشهای اصلاحی): اره نواری عمودی را انتخاب کنید.
مرحله ۲: تطبیق مقیاس تولید و ویژگیهای مواد (اعتبارسنجی سناریو)
- تولید در مقیاس بزرگ (≥50 قطعه در روز، HRC ≥30، میلگردهای بلند، صفحات ضخیم، قطعات سنگین): اره نواری افقی ترجیح داده میشود.
- تولید در تعداد کم (≤20 قطعه در روز، HRC <30، صفحات نازک، مواد نرم، قطعات نامنظم): اره نواری عمودی ترجیح داده میشود.
مرحله ۳: اصلاح الزامات دقت و کارایی (بهینهسازی پیکربندی)
- دقت برش مستقیم بالا ≤0.1 میلیمتر: افقی با دقت بالا با تغذیه سروو.
- دقت بالای خطوط تراز ≤0.08 میلیمتر: عمودی با میز کار CNC و سروو موتور.
- حساس به هزینه: عمودی دستی یا افقی پایه.
- اولویت بهرهوری: CNC افقی با بارگیری/تخلیه خودکار.
9.0مطالعات موردی: انتخاب اره نواری افقی و عمودی در تولید واقعی
مورد ۱: برش خشن دستهای
- تولیدکننده قطعات خودرو روزانه ۸۰۰ قطعه میلگرد فولادی ۲۰CrMnTi با ابعاد Φ۶۰×۷۰ میلیمتر را فرآوری میکند.
- مورد نیاز: برش مداوم بدون سرنشین.
- راه حل: اره نواری افقی CNC با تغذیه سروو و تنظیم طول خودکار.
- نتیجه: ظرفیت تولید ۶۰ قطعه در ساعت.
مورد ۲: شکلدهی دقیق
- تولیدکننده قطعات قالب، 30 قطعه در هفته از صفحات فولادی قالب Cr12MoV با ضخامت 10 میلیمتر و شیار قوسی R5 برش میدهد.
- راه حل: اره نواری عمودی CNC با میز کار دوار.
- نتیجه: دقت کانتور ±۰.۰۵ میلیمتر.
مورد ۳: برش چند مادهای در مقیاس کوچک
- کارگاه تعمیر، لولههای فولادی ضد زنگ Φ50 میلیمتری و قطعات ورق پلاستیکی را برش میدهد.
- راه حل: اره نواری عمودی دستی.
- نتیجه: بین پردازش مواد سخت/نرم و کنترل هزینه تعادل برقرار میکند.
10.0نتیجهگیری: اره نواری افقی در مقابل اره نواری عمودی - چگونه انتخاب درستی داشته باشیم
ارههای نواری افقی و عمودی ربطی به برتری ندارند، بلکه سازگاری عملکردی بر اساس سختی مواد، ابعاد قطعه کار و حجم تولید دارند.
اره نواری افقی:
- قدرت: برش خشن دسته ای، راندمان بالا، پایداری.
- مناسب برای مواد با استحکام متوسط تا زیاد، قطعات کار بلند/سنگین، و قطعات خام استاندارد.
- انتخاب اصلی برای شرکتهای تولیدی در مقیاس بزرگ.
اره نواری عمودی:
- قدرت: انعطافپذیر، شکلدهی دقیق.
- بهترین گزینه برای خطوط منحنی پیچیده، قطعات کار در تعداد کم و با تنوع بالا.
- ضروری برای تولیدکنندگان قالب، تعمیرگاهها، تولید سفارشی.
اصل انتخاب:
- ارزیابی تجهیزات از:
- نیازهای پردازش اصلی
- مقیاس تولید
- خواص مواد
- الزامات دقت و کارایی
هدف: حداکثر استفاده، کاهش هزینهها و بهبود بهرهوری کلی تولید.


