

در صنعت فرآوری فلزات، خطوط برش طولی کویل (CTL) نقش مهمی در تبدیل مواد کویل نورد شده به ورقهای مسطح با طول دقیق دارند. خطوط CTL چه در خودروسازی، تولید لوازم خانگی، ساخت و ساز یا توزیع فولاد استفاده شوند، بهرهوری، دقت و استفاده از مواد را افزایش میدهند.
این مقاله ساختار یک خط CTL معمولی را تجزیه و تحلیل میکند. سه روش برش متداول - چرخشی (توقف و حرکت)، پاندولی (نوسانی) و برش پرنده - را با هم مقایسه میکند و اصول کار، مزایا و سناریوهای کاربرد آنها را برجسته میکند.
1.0خط برش کویل چیست؟
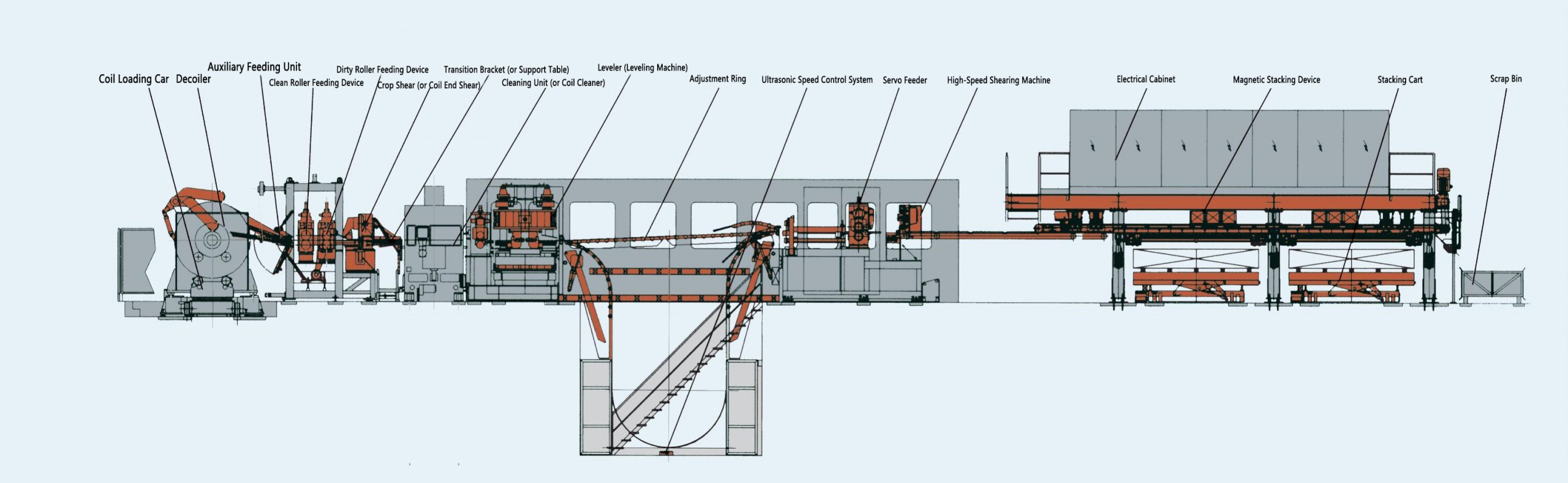
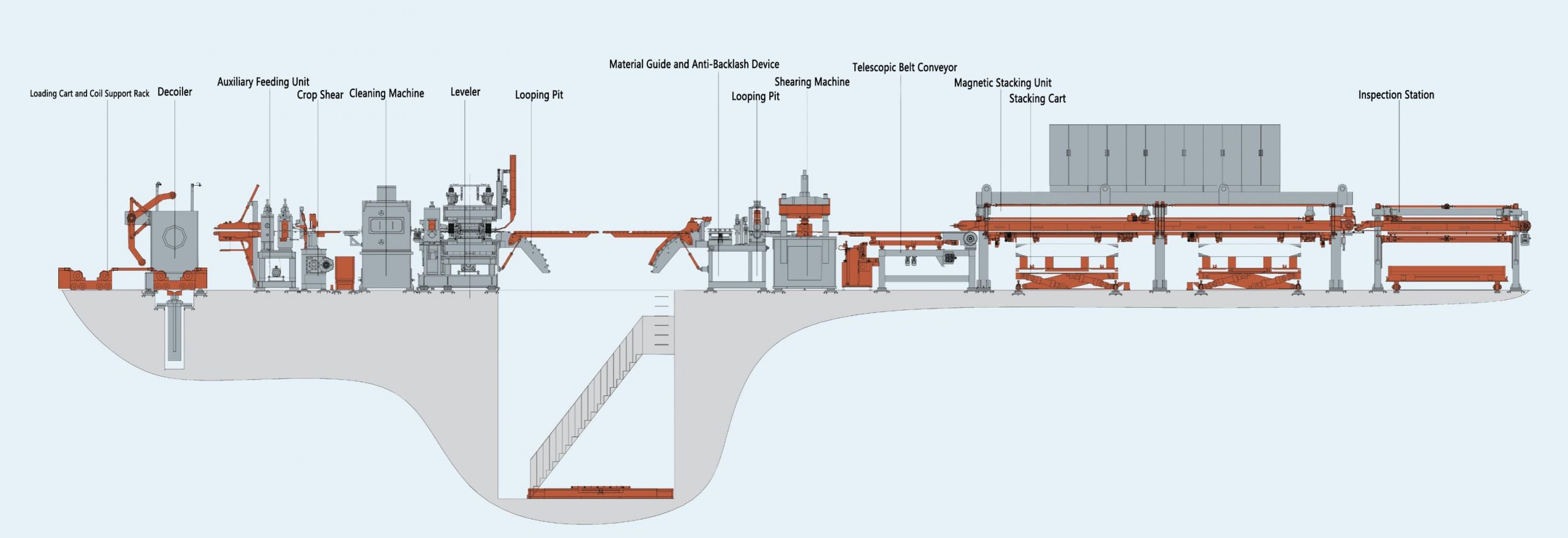
الف خط برش به طول (CTL) یک سیستم پردازش فلز خودکار است که برای ... طراحی شده است. باز کردن, صاف کردن، و برش ورقهای فلزی کلاف شده به طولهای دقیق. این خط معمولاً از مجموعهای از ماشینهای یکپارچه تشکیل شده است:
- کویل بازکن (کویلر بازشونده): سیمپیچ فلزی را باز کرده و آن را به جلو میراند.
- ترازکننده / صافکننده: تنشهای داخلی را حذف کرده و ماده را مسطح میکند.
- فیدر / سروو فیدر: با استفاده از یک رمزگذار، ورق را به طور دقیق تا طول مورد نظر پیش میبرد.
- دستگاه برش: با استفاده از یکی از انواع برش (چرخشی، پاندولی یا برشی پرنده)، ورق را به طول از پیش تعیین شده برش میدهد.
- استکر: ورقهای نهایی را برای پردازش یا بستهبندی در مراحل بعدی جمعآوری و روی هم قرار میدهد.
خطوط CTL را میتوان به صورت سفارشی پیکربندی کرد مواد سبک، متوسط یا سنگینو به طور گسترده در صنایعی مانند مهر زنی خودرو, ساخت لوازم خانگی، و مراکز خدمات فولادی.

2.0برش متقاطع چیست؟ (برش توقف و حرکت)
چگونه کار میکند:
در برش متقاطع—همچنین به عنوان شناخته میشود توقف و برش— تغذیه ورق به محض رسیدن به طول از پیش تعیین شده متوقف میشود. سپس تیغه برشی پایین میآید به صورت عمودی برای برش مواد. پس از اتمام برش، تغذیه برای چرخه بعدی از سر گرفته میشود. این فرآیند ... متناوبیعنی شامل توقفهای دورهای برای هر عمل برش است.
ویژگیهای کلیدی:
- عملکرد متناوب (غیر پیوسته)
- کنترل طول دقیق و مداوم
- ساختار مکانیکی ساده و مقاوم
مزایا:
- دقت برش بالا
- هزینه اولیه کمتر برای تجهیزات
- نگهداری و راهاندازی آسانتر
محدودیتها:
- سرعت پردازش پایینتر در مقایسه با روشهای برش پیوسته
- برای محیطهای تولید با حجم بالا و سرعت بالا مناسب نیست
کاربردهای معمول:
برش متقاطع برای موارد زیر ایدهآل است: سرعت پایین، دقت بالا عملیات، به ویژه هنگام کار با مواد ضخیمتر و با استحکام بالاکاربردهای رایج عبارتند از:
- اجزای سازهای خودرو
- پنلهای لوازم خانگی
- خطوط برش طولی که نیاز به تلرانسهای ابعادی دقیق دارند
این روش معمولاً با یک برش گیوتینی هیدرولیک یا پرس تیغهای مکانیکی، که بعد از یک فیدر سروو و سیستم رمزگذار دقیق، کنترل دقیق طول برش را تضمین میکند.
3.0برش پاندولی (برشی نوسانی) چیست؟
چگونه کار میکند؟:
قیچی پاندولی از تیغهای استفاده میکند که روی یک بازوی چرخان نصب شده و برای برش ورق به سمت پایین میچرخد. سرعت تغذیه ممکن است لحظهای کاهش یابد یا متوقف شود، اما توقف کامل همیشه ضروری نیست.
ویژگیهای کلیدی:
- حرکت نوسانی برای برش
- عملیات نیمه پیوسته
- ضربه مکانیکی کمتر در مقایسه با حالت توقف و حرکت
مزایا:
- زمان چرخه سریعتر نسبت به قیچیهای چرخشی
- افزایش طول عمر تجهیزات به دلیل کاهش نیروهای ضربهای
- مناسب برای سرعت تولید متوسط
محدودیتها:
- دقت برش کمی پایینتر
- ممکن است به نگهداری بیشتری نسبت به قیچیهای چرخشی نیاز داشته باشد
کاربردهای معمول:
مناسب برای مراکز فرآوری فولاد با کاربرد عمومی، خطوط خدماتی و حجم تولید متوسط.
قیچیهای پاندولی اغلب با سیستمهای رولشکن و ترازبندی پیوسته ترکیب میشوند و با تغذیهکنندههای پنوماتیک یا غلتکهای سروو جفت میشوند تا سرعت تغذیه و زمانبندی نوسان را متعادل کنند.
4.0برش پروازی چیست؟
چگونه کار میکند؟:
یک قیچی پرنده، برشها را همزمان با حرکت ورق انجام میدهد. این قیچی برای هماهنگی با سرعت خط، شتاب میگیرد، ورق را در اواسط حرکت برش میدهد و سپس برای چرخه بعدی به موقعیت اولیه خود باز میگردد.
ویژگیهای کلیدی:
- کارکرد مداوم و پرسرعت
- سیستم سروو یا درایو هیدرولیکی هماهنگ
- مناسب برای خطوط اتوماتیک مدرن
مزایا:
- توان عملیاتی بسیار بالا
- نیازی به توقف تغذیه مواد نیست
- ایدهآل برای کویلهای نازک و پهن
محدودیتها:
- سیستم کنترل پیچیده
- هزینه بالای تجهیزات و نیاز به تعمیر و نگهداری
- نیاز به زمانبندی و هماهنگی دقیق دارد
کاربردهای معمول:
ایدهآل برای محیطهای پردازش پرسرعت مانند خطوط تولید خودرو، کارخانههای فولاد الکتریکی یا تولیدکنندگان لوازم خانگی در مقیاس بزرگ.
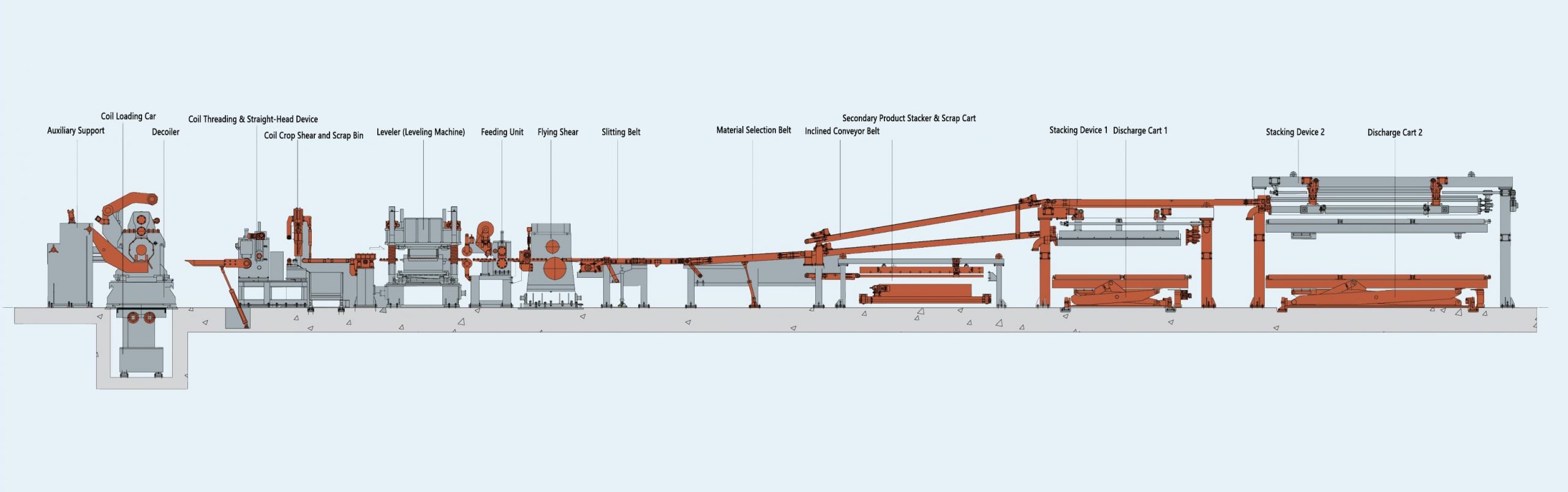
یک واحد برشی متحرک معمولاً پس از یک سیستم صاف کردن و تغذیه با سرعت بالا نصب میشود و از طریق یک سیستم هماهنگسازی CNC کنترل میشود تا دقیقاً با سرعت خط مطابقت داشته باشد.
5.0جدول مقایسه: روتاری در مقابل پاندول در مقابل برشی پرنده
| ویژگی | برش چرخشی (توقف و حرکت) | برش پاندولی | برشی پروازی |
| حرکت برش | توقف و برش | پایین تاب بخور | برش در حین حرکت |
| سرعت خط | کم | متوسط | بالا |
| دقت برش | بالا | متوسط | متوسط |
| پیچیدگی | کم | متوسط | بالا |
| هزینه | کم | متوسط | بالا |
| مناسب برای | ورقهای دقیق و ضخیم | عملیات با سرعت متوسط | مداوم با حجم بالا |
6.0چگونه نوع برش مناسب را انتخاب کنیم
هنگام انتخاب خط برش کویل به طول، عوامل زیر را در نظر بگیرید:
- سرعت تولیدقیچی پرنده برای عملیات پرسرعت بهترین گزینه است؛ قیچی دوار برای برشهای آهستهتر و دقیقتر.
- ضخامت موادمواد سنگینتر ممکن است به سیستمهای توقف و حرکت یا پاندولی نیاز داشته باشند.
- دقت برشقیچیهای چرخشی بهترین تلرانس ابعادی را ارائه میدهند.
- سرمایهگذاری و نگهداریقیچیهای پرنده سرعت بیشتری ارائه میدهند اما هزینه اولیه و نگهداری فنی بیشتری میطلبند.
7.0نتیجهگیری
درک تفاوتهای بین قیچیهای چرخشی، پاندولی و پرنده، کلید طراحی یک سیستم برش کویل کارآمد و مقرونبهصرفه است. هر روش برش نقاط قوت خود را دارد و انتخاب ایدهآل به نوع مواد، توان عملیاتی مورد نظر و محدودیتهای بودجه شما بستگی دارد.
با انتخاب نوع مناسب برش، تولیدکنندگان میتوانند خروجی ورق فلزی را بهینه کنند، ضایعات را کاهش دهند و تقاضای روزافزون برای پردازش انعطافپذیر و بهموقع کلاف را برآورده کنند.
8.0سوالات متداول (FAQ)
Q1: کدام نوع برش بهترین دقت را ارائه میدهد؟
الفقیچی دوار بالاترین دقت برش را ارائه میدهد و برای عملیاتی که نیاز به تلرانسهای دقیق دارند، ایدهآل است.
Q2: آیا میتوانم بین انواع برش در یک خط جابجا شوم؟
الف: در بیشتر موارد، نوع برش در هر طراحی خط ثابت است. برای انعطافپذیری، سیستمهای دو سر وجود دارند اما هزینه بالاتری دارند.
س ۳: خطوط CTL چه محدوده ضخامت موادی را میتوانند تحمل کنند؟
الفخطوط استاندارد میتوانند بسته به طراحی، مواد با ضخامت ۰.۳ میلیمتر تا ۱۲ میلیمتر را پردازش کنند. خطوط تخصصی حتی صفحات ضخیمتر را نیز پردازش میکنند.
Q4: آیا برش پرتابی برای فولاد با استحکام بالا ایمن است؟
الفقیچی پرنده میتواند فولاد با استحکام بالا را برش دهد، اما طراحی باید شامل قدرت کافی، تیغههای با کیفیت بالا و سیستمهای کنترل دقیق باشد.
سوال ۵: چطور میتوانم بین آونگ و قیچی پرنده یکی را انتخاب کنم؟
الفبرای سرعت و سادگی متعادل، قیچی پاندولی را انتخاب کنید. برای حداکثر توان عملیاتی در محیطهای با تقاضای بالا، قیچی پرنده را انتخاب کنید.




