

- 1.0انتخاب بین لیزرهای CO₂ و فیبر
- 2.0لیزر CO₂ چیست؟
- 3.0لیزر فیبری چیست؟
- 4.0درک تفاوتهای کلیدی بین لیزرهای CO₂ و فیبر
- 5.0CO₂ در مقابل لیزر فیبر: کدام فناوری برای استفاده ایمنتر است؟
- 6.0CO₂ در مقابل لیزرهای فیبری: کدام یک از نظر انرژی کارآمدتر است؟
- 7.0مقایسه سرمایهگذاری CO₂ در مقابل لیزرهای فیبری
- 8.0CO₂ در مقابل لیزرهای فیبری: هزینههای نگهداری و عملیاتی
- 9.0مقایسه سرعت برش CO₂ در مقابل لیزر فیبری
- 10.0لیزر CO₂ در مقابل لیزر فیبر - جدول مقایسه پردازش مواد
- 11.0لیزر فیبر در مقابل لیزر CO₂: کدام را باید بخرید و چرا؟
- 12.0لیزر CO₂ در مقابل لیزر فیبر - سوالات متداول
1.0انتخاب بین لیزرهای CO₂ و فیبر
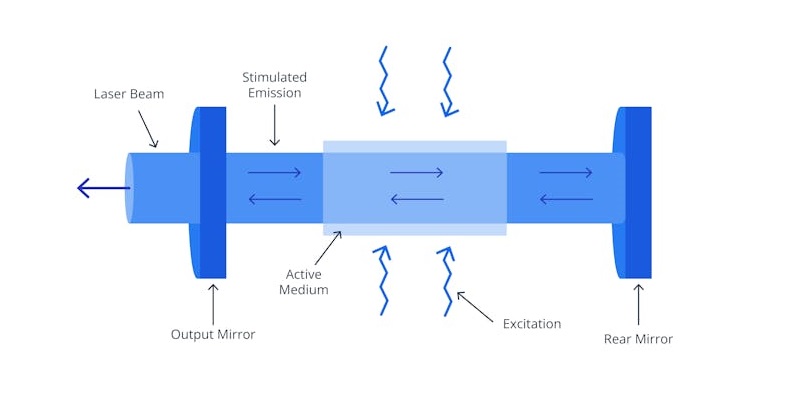
نقش اصلی منبع لیزر: در قلب هر سیستم لیزری، منبع لیزر آن قرار دارد. این جزء با انرژی دادن به ذرات نور و آزاد کردن آنها در یک جریان متمرکز، پرتو لیزر را تولید میکند.
انواع رایج منابع لیزر و مزایای آنها: دو منبع لیزر که امروزه به طور گسترده مورد استفاده قرار میگیرند، لیزرهای CO₂ و لیزرهای فیبری هستند. هر کدام مزایای عملکردی متمایزی را ارائه میدهند. انتخاب منبع لیزر مناسب میتواند به طور قابل توجهی راندمان پردازش، دقت و انعطافپذیری را افزایش دهد.
برش CO₂ در مقابل برش لیزر فیبر برای پردازش فلز: متخصصان تولید مدتهاست که در مورد اینکه کدام فناوری برای برش فلز مناسبتر است، بحث میکنند. برخی سیستمهای CO₂ که آزمایش خود را پس دادهاند را ترجیح میدهند، در حالی که برخی دیگر مزایای مدرن ارائه شده توسط لیزرهای فیبری را ترجیح میدهند.
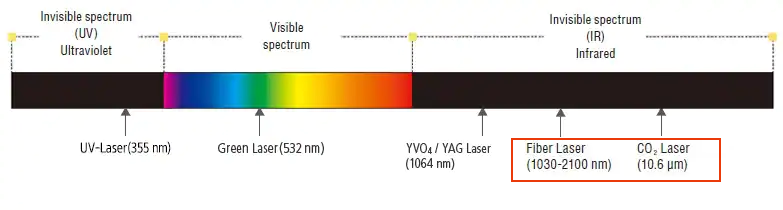
عوامل کلیدی در انتخاب منبع لیزر: تفاوت اصلی بین این دو نوع لیزر در طول موج و روش تحویل پرتو آنها نهفته است:
- لیزرهای فیبری: طراحی شده برای برش فلز، آنها در طول موجهای کوتاهتر عمل میکنند و این باعث میشود که برای برش طیف وسیعی از فلزات بسیار کارآمد باشند.
- لیزرهای CO₂: سازگاری گستردهتر با مواد، ایدهآل برای برش مواد غیرفلزی و برخی فلزات با تنظیمات مناسب.
2.0لیزر CO₂ چیست؟
لیزرهای CO₂ از جمله متنوعترین و پرکاربردترین انواع لیزر هستند که به دلیل سازگاری گسترده با مواد، مورد توجه قرار گرفتهاند. آنها با تبخیر مواد، برش و حکاکی انجام میدهند و این امر آنها را به ویژه برای زیرلایههای غیرفلزی مؤثر میکند.
چگونه کار میکند:
لیزر CO₂ با تحریک مخلوطی از گازها - عمدتاً دی اکسید کربن (CO₂)، نیتروژن (N₂) و هلیوم - عمل میکند. یک میدان الکتریکی به مولکولهای نیتروژن انرژی میدهد که از طریق رزونانس، انرژی را به مولکولهای CO₂ منتقل میکند. سپس مولکولهای CO₂ فوتون ساطع میکنند و پرتو لیزر را ایجاد میکنند. هلیوم به تنظیم مجدد مولکولهای CO₂ به حالت پایه آنها کمک میکند و خروجی مداوم را ممکن میسازد.
مشخصات لیزر:
- طول موج:حدود ۱۰.۶ میکرون؛ در طیف مادون قرمز میانی تا دور قرار میگیرد.
- خروجی: تولید لیزر با راندمان بالا
- طراحی: ساختار ساده با هزینه تولید پایین.
- محدوده قدرت: قابل تنظیم از میلی وات تا کیلووات
- کیفیت پرتو: قدرت اوج مداوم و پایدار را ارائه میدهد.
- مقیاسپذیری: با افزایش طول تیوب لیزر میتوان توان خروجی را افزایش داد.
- مدولاسیون: سوئیچینگ Q از طریق آینههای چرخان، امکان دستیابی به قدرت پالس بالاتر را فراهم میکند.
- پیشرفتها: انواعی مانند لیزرهای CO₂ تحریکشده با RF، قدرت، طول عمر و راندمان بهتری ارائه میدهند.
ویژگیهای لیزر CO₂:
- انواع سیستم: سازگار با چندین فرمت سیستم لیزر CO₂.
- سفارشی سازی: در سطوح قدرت و اندازههای مختلف منطقه کاری موجود است.
- انعطافپذیری مواد: طیف وسیعی از بسترها را پشتیبانی میکند.
مقرون به صرفه بودن: هزینه اولیه کمتر، آن را به گزینهای مقرونبهصرفه برای حکاکی تبدیل میکند.
مواد قابل پردازش:
- برش و حکاکی: پلاستیک، اکریلیک، چوب، مقوا، کاغذ، پارچه، لاستیک.
- فقط حکاکی: شیشه، سرامیک، سنگ، فلزات روکشدار. فلز لخت معمولاً نمیتواند مستقیماً پردازش شود و ممکن است نیاز به اسپریهای علامتگذاری یا پوشش داشته باشد.
کاربردهای معمول:
- تولید تابلو و نمایشگر
- برش و حکاکی اکریلیک
- هدایای سفارشی و شخصیسازی اسباببازی
- تولید تندیس و جایزه
3.0لیزر فیبری چیست؟
لیزرهای فیبری از فیبری که با عناصر کمیاب آلاییده شده است به عنوان واسطه بهره استفاده میکنند و به طور خاص برای علامتگذاری فلزات و کاربردهای پلاستیکی با کنتراست بالا طراحی شدهاند. آنها در کارهایی که لیزرهای CO₂ در آنها ناتوان هستند، عالی عمل میکنند و سرعت بالا، مصرف توان پایین و عملکرد تقریباً بدون نیاز به تعمیر و نگهداری را ارائه میدهند.
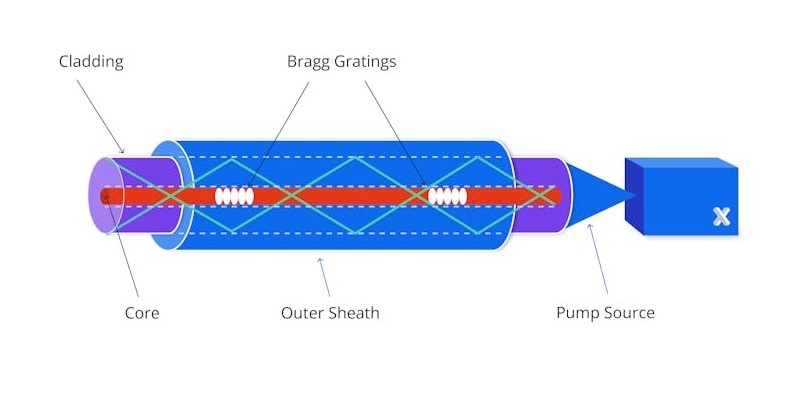
چگونه کار میکند:
لیزرهای فیبری که بر اساس یک معماری یکپارچه ساخته شدهاند، با تحریک فیبر نوری آلاییده شده (مثلاً ایتربیوم) نور تولید میکنند. انرژی لیزر در داخل حفره فیبر تقویت شده و توسط توریهای براگ منعکس میشود و یک پرتو موازی تولید میکند که از طریق یک لنز بر روی سطح ماده متمرکز میشود.
مزایای لیزرهای فیبری:
- تعمیر و نگهداری: عملاً بدون نیاز به تعمیر و نگهداری در طولانی مدت.
- اندازه: جمع و جور و آسان برای ادغام.
- پایداری: کیفیت پرتو بالا با نویز و سوسو زدن کم.
- هزینه: پایینتر از سیستمهای مشابه با توان خروجی یکسان.
- محیط زیست: در شرایط دمایی متغیر و صنعتی عملکرد خوبی دارد.
- سرعت و قدرت: سرعت برش بالا با سطح توان موجود که به ۱۲ کیلووات یا بیشتر میرسد.
فناوری برش لیزر فایبر و مزایای آن
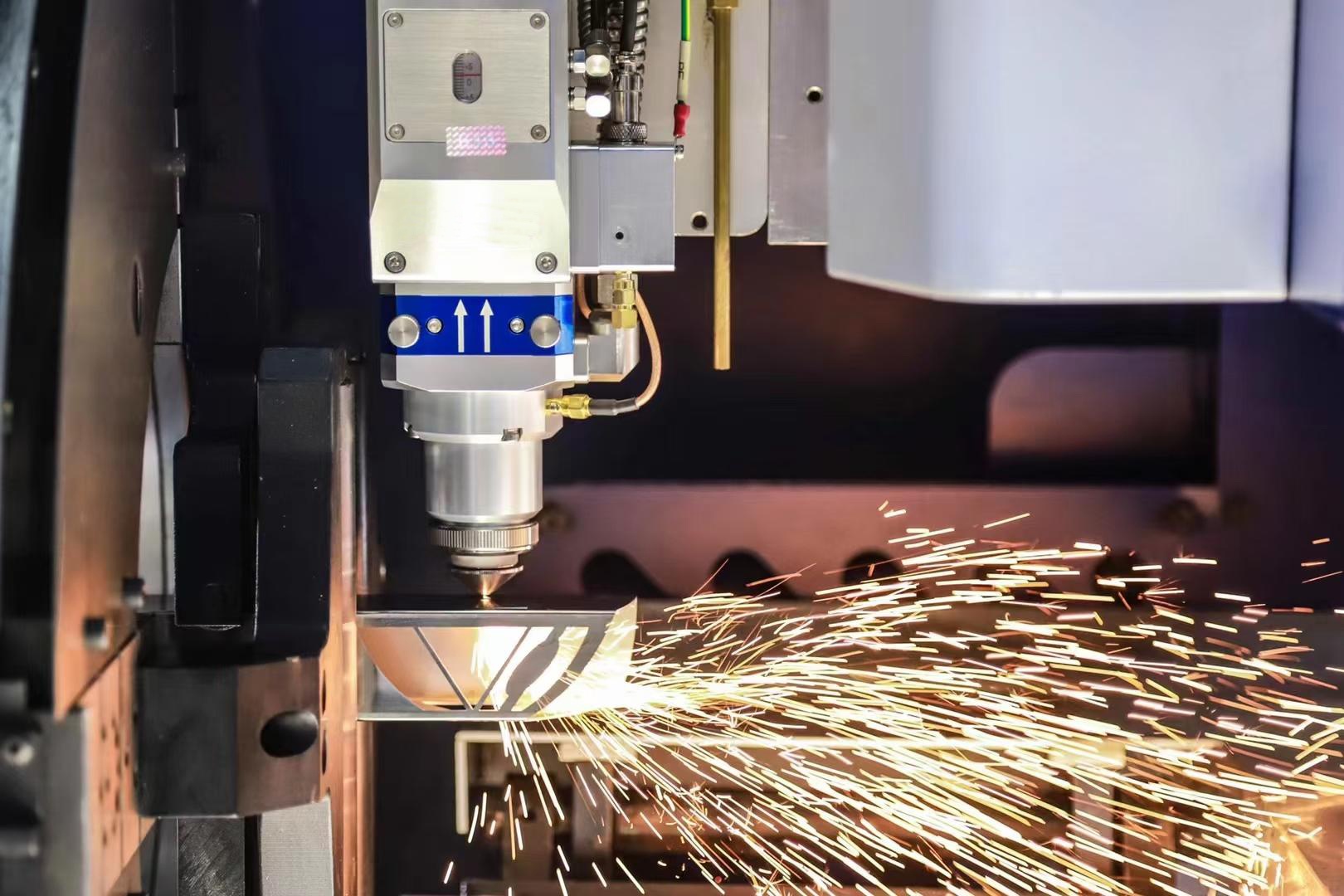
لیزرهای فیبری پرتوهای بسیار متمرکزی با جذب عالی در فلزات ساطع میکنند که آنها را به ویژه برای برش فلز مؤثر میکند. بازتاب کم و تحویل پرتو کارآمد آنها در بسیاری از کاربردهای فلزی از لیزرهای CO₂ بهتر عمل میکند.
- مناسب بودن مواد: ایدهآل برای فولاد ضد زنگ، آلومینیوم، برنج و مس.
- ضخامت برش: قادر به برش ورقهای فلزی بیش از 1 اینچ (25 میلیمتر) و عملکرد بهینه زیر 0.5 اینچ (12.5 میلیمتر) است.
- گازهای کمکی: استفاده از نیتروژن یا اکسیژن به بهبود حذف سرباره، سرعت برش و کیفیت لبه کمک میکند.
- مصرف برق: با نصف تا یک سوم هزینه جاری لیزرهای CO₂ کار میکند.
- سرعت برش: تا ۵ برابر سریعتر از سیستمهای سنتی CO₂.
- تعمیر و نگهداری: سیستم اپتیکی مهر و موم شده، تمیز کردن و تعویض لنز را به حداقل میرساند.
- بهرهوری: افزایش توان عملیاتی و کاهش هزینه تولید به ازای هر قطعه.
ویژگیهای کلیدی لیزرهای فیبری
- علامت گذاری مستقیم: قابلیت حکاکی و علامت گذاری فلزات بدون پوشش بدون اسپری یا پوشش.
- دوام: عمر طولانی (حداقل 25000 ساعت).
- محور چرخشی: اتصالات چرخشی اختیاری، علامتگذاری روی سطوح استوانهای یا مخروطی را امکانپذیر میکنند.
مواد قابل پردازش:
- فلزات: آلومینیوم، برنز، مس، طلا، پلاتین، نقره، فولاد ضد زنگ، تیتانیوم.
- پلاستیکها: ABS، پلیآمید، پلیکربنات، PMMA (اکریلیک)، افزودنیهای قابل علامتگذاری با لیزر.
کاربردهای معمول:
- علامت گذاری اقلام تبلیغاتی
- علامت گذاری پلاستیکی با کنتراست بالا
- علامت گذاری مستقیم قطعات
- حکاکی بارکد و پلاک
4.0درک تفاوتهای کلیدی بین لیزرهای CO₂ و فیبر
| معیارهای مقایسه | لیزر CO₂ | لیزر فیبر |
| مصرف برق و راندمان: | مصرف برق بالا، راندمان پایین (~5–10%)؛ هزینههای عملیاتی بالاتر. | مصرف برق پایین، راندمان بالا (معمولاً >90%)؛ صرفهجویی در مصرف انرژی و مقرونبهصرفه. |
| هزینه اولیه: | هزینه کمتر؛ نسبت قیمت به عملکرد خوب. | هزینه بالاتر به ازای هر وات؛ هزینه کل تجهیزات میتواند ۵ تا ۱۰ برابر لیزر CO₂ باشد. |
| عمر مفید: | طول عمر کوتاهتر؛ گزینههای محدود برای بازسازی | طول عمر طولانی (تا ۲۵۰۰۰ ساعت)، حدود ۱۰ برابر بیشتر از CO₂؛ امکان بازسازی آسان. |
| دقت برش: | دقت پایینتر. | دقت بالاتر؛ ایدهآل برای کارهای ظریف و دقیق |
| مواد برش معمولی: | اکریلیک، ملامین، صدف مروارید، کاغذ، فیلم پلیاستر، پلاستیک، لاستیک، چوب، POM، پارچه، Corian®، چوب پنبه، فایبرگلاس، چرم، مقوا، تخته سه لا و غیره | فلزات (از جمله فولاد ضد زنگ، آلومینیوم، تیتانیوم و سایر مواد بازتابنده)، شیشه، اکریلیک (PMMA)، POM، کاغذ، مقوا، اکثر فومها و غیره |
| سازگاری مواد: | برای مواد غیرفلزی و برخی مواد غیرآهنی مناسبتر است. | مناسب برای اکثر مواد، به ویژه فلزات؛ بهینه برای برش قطعات کار با ضخامت ≤20 میلیمتر. |
| محدوده قدرت: | دهها وات تا حدود ۱۰۰ کیلووات؛ توان بالا نیاز به خنکسازی در مقیاس بزرگ دارد. | توان خروجی میتواند به ۱ مگاوات (MW) برسد؛ نیاز به خنککننده کم. |
| طول موج: | ۱۰.۶ میکرومتر یا ۹.۶ میکرومتر (طول موج بلندتر). | ۱۰۶۴ نانومتر (۱.۰۶۴ میکرومتر؛ طول موج کوتاهتر). |
| هزینههای عملیاتی: | راندمان الکتریکی پایین؛ مصرف انرژی بالا. | راندمان الکتریکی بالا؛ عملکرد اقتصادی عالی. |
| صنایع: | پزشکی، دفاعی، مخابرات، تولید عمومی؛ مناسب برای برش صفحات ضخیم (بیش از 10 میلیمتر)، اغلب با کمک اکسیژن استفاده میشود. | مخابرات، پزشکی، ماشینکاری دقیق، خودرو، الکترونیک؛ در برش فلزات بازتابنده مانند تیتانیوم، برنج و آلومینیوم عالی است. |
5.0CO₂ در مقابل لیزر فیبر: کدام فناوری برای استفاده ایمنتر است؟
خطرات ایمنی لیزر: صرف نظر از نوع، تابش لیزر - چه مستقیم و چه منعکس شده - میتواند خطرات جدی برای چشم و پوست انسان ایجاد کند. برای کاهش این خطرات، سیستمهای لیزری بر اساس خطرات بیولوژیکی بالقوه طبقهبندی میشوند و برچسبگذاری ایمنی اجباری طبق تعریف ... استاندارد BS EN 60825-1 (IEC 60825-1)این استاندارد کلاسهای لیزر و محدودیتهای انتشار مربوطه را شرح میدهد:
- کلاس ۱:در شرایط عادی، حتی با مشاهده مستقیم یا مشاهده طولانی مدت از طریق ابزارهای نوری مانند ذره بین یا تلسکوپ، ایمن است.
- کلاس ۲M: تابش مرئی ساطع میکند؛ معمولاً برای قرار گرفتن در معرض کوتاه مدت با چشم غیرمسلح بیخطر است، اما اگر از طریق ابزارهای نوری مشاهده شود، ممکن است آسیب برساند.
- کلاس ۴:خطر بالای آسیب به چشم و پوست، حتی در اثر بازتابهای پراکنده؛ همچنین خطر آتشسوزی دارد.


اقدامات ایمنی در سیستمهای برش لیزری
در حالی که لیزرهای فیبری ذاتاً هستند کلاس ۴ با توجه به توان خروجی بالای آنها، اکثر سیستمهای برش لیزر فیبری برای برآورده کردن این نیازها طراحی شدهاند. استانداردهای ایمنی کلاس ۱ از طریق ویژگیهای محافظتی قوی:
- سیستمهای اینترلاک: اگر پنلهای دسترسی یا درهای محفظه محکم بسته نشده باشند، انتشار لیزر به طور خودکار غیرفعال میشود و از قرار گرفتن تصادفی در معرض آن جلوگیری میشود.
- پنجرههای محافظ دید: شیشه ایمنی مخصوص لیزر، اپراتورها را از قرار گرفتن در معرض پرتو محافظت میکند و در عین حال امکان نظارت بصری را فراهم میکند. شیشه باید بر اساس قدرت لیزر، فوکوس و ویژگیهای پرتو درجهبندی شود.
ویژگیهای ایمنی لیزر CO₂
- طراحی باز: دستگاههای لیزر CO₂ اغلب از پیکربندیهای روباز استفاده میکنند. حتی هنگام بازتاب، پرتو به طور قابل توجهی پخش میشود و احتمال آسیب شدید را کاهش میدهد.
- محافظت مقرون به صرفه: شیشه ایمنی مورد استفاده معمولاً نیمه شفاف و کمهزینه است و ضمن حفظ دید اپراتور، محافظت کافی را ارائه میدهد.
ملاحظات ایمنی لیزر فیبر
- الزام صدور گواهینامه: هنگام خرید تجهیزات لیزر فیبر، اطمینان حاصل کنید که هم منبع لیزر و هم کل سیستم ... دارای گواهینامه CE، تأیید انطباق با استانداردهای ایمنی بین المللی.
- مهار پیشرفته: با توجه به طول موج کوتاهتر و چگالی انرژی بالاتر، لیزرهای فیبری به طراحی دقیقتر محافظ و محفظه نیاز دارند تا از قرار گرفتن در معرض خطرات، حتی در سطوح توان بالا، جلوگیری شود.
6.0CO₂ در مقابل لیزرهای فیبری: کدام یک از نظر انرژی کارآمدتر است؟
مقایسه مصرف برق:
لیزرهای فیبری از نظر بهرهوری انرژی و پایداری، مزیت قابل توجهی نسبت به لیزرهای CO₂ دارند.
راندمان لیزر CO₂: با راندمان الکتریکی حدود 10%، یک لیزر CO₂ با توان 6 کیلووات معمولاً به تقریباً 60 کیلووات توان ورودی نیاز دارد.
راندمان لیزر فیبر: سیستمهای لیزر فیبری با راندمان حدود ۴۵۱TP3T (تا ۵۰۱TP3T) کار میکنند و برای دستیابی به همان خروجی ۶ کیلووات، تنها به حدود ۱۳ کیلووات ورودی نیاز دارند.
با افزایش توان خروجی لیزر، نیاز به سیستم خنککننده نیز افزایش مییابد. لیزرهای CO₂ برای حفظ خنککنندگی مناسب به انرژی بسیار بیشتری نیاز دارند که منجر به هزینههای برق بالاتر در مقایسه با لیزرهای فیبری میشود.
علاوه بر این، توان مورد نیاز برای استخراج و فیلتراسیون دود به اندازه دستگاه و مساحت بستر برش بستگی دارد. توان برش بالاتر، بار سیستمهای استخراج را افزایش میدهد.
نتیجهگیری: دستگاههای برش لیزر فایبر انرژی بسیار کمتری مصرف میکنند و در نتیجه در طول زمان، بهویژه در محیطهای تولید با حجم بالا یا طولانیمدت، صرفهجویی قابل توجهی در هزینهها ایجاد میکنند.
7.0مقایسه سرمایهگذاری CO₂ در مقابل لیزرهای فیبری
در حالی که قیمت خرید اولیه قدرت برش لیزر فیبر معمولاً بیشتر از لیزر CO₂ است، سرعت برش سریعتر-بهویژه برای مواد نازک- افزایش بهرهوری. همراه با مصرف برق کمترسیستمهای فیبری به کاهش هزینه هر قطعه کمک میکنند.
قابلیت اتوماسیون:
هر دو سیستم لیزر CO₂ و فیبر از سطوح بالای اتوماسیون پشتیبانی میکنند، از جمله:
- تولید بدون چراغ خاموش
- تعویض نازل اتوماتیک
- سیستمهای لنز فوکوس خودکار
این ویژگیها دخالت دستی و زمان بیکاری را کاهش داده و کارایی را افزایش میدهند. اگرچه اتوماسیون بالاتر هزینههای اولیه را افزایش میدهد، اما به طور قابل توجهی زمان از کارافتادگی ناشی از خطاهای اپراتور را کاهش داده و بازگشت سرمایه (ROI) را در درازمدت افزایش میدهد.
عوامل مؤثر بر هزینههای سیستم لیزر:
- توان لیزر
- اندازه ناحیه برش
- سطح اتوماسیون
محدوده قیمت معمول:
- سیستمهای صنعتی CO₂ دست دوم: ۱۵۰،۰۰۰ پوند و بالاتر
- سیستمهای لیزر فیبر صنعتی جدید: ۲۷۵۰۰۰ تا ۵۵۰۰۰۰ پوند، و برخی بیش از ۱ میلیون پوند
در حالی که به لطف پیشرفت در فناوری لیزر حالت جامد، قیمت لیزر فیبر به تدریج در حال کاهش است، قیمت لیزر CO₂ نسبتاً ثابت مانده است.
8.0CO₂ در مقابل لیزرهای فیبری: هزینههای نگهداری و عملیاتی
الزامات نگهداری:
لیزرهای فیبری به دلیل تفاوت در سیستمهای انتقال پرتو، به طور قابل توجهی کمتر از لیزرهای CO₂ به تعمیر و نگهداری نیاز دارند.
- لیزرهای فیبری: از کابلهای فیبر نوری مهر و موم شده برای انتقال مستقیم پرتو لیزر به هد برش استفاده کنید. مسیر بسته پرتو، خطر آلودگی را از بین میبرد.
- مواد مصرفی: عمدتاً نازلها و پنجرههای محافظ
- زمان معمول نگهداری: کمتر از 30 دقیقه در هفته
- لیزرهای CO₂: برای هدایت پرتو، به بازوهای مفصلی با آینهها و دمهای متعدد تکیه کنید.
- نیازهای نگهداری: آینهها و بادبزنها مستعد تجمع گرد و غبار و فرسودگی هستند و نیاز به تمیز کردن و تعویض منظم دارند.
- سایش مکانیکی: حرکت دمنده میتواند باعث ایجاد سوراخهای ریز و ناهمترازی شود
- اثرات حرارتی: گرمای لیزر میتواند آینهها را تغییر شکل دهد، پرتو را از حالت تراز خارج کند و نیاز به کالیبراسیون مجدد داشته باشد.
- خطر آسیب: انعکاس پرتو ممکن است به اجزای گرانقیمتی مانند نوسانسازها آسیب برساند
- زمان معمول نگهداری:۴ تا ۵ ساعت در هفته
ترازبندی پرتو:
تنظیم دقیق پرتو برای کیفیت برش ثابت ضروری است.
- لیزرهای CO₂: چندین آینه را درگیر کنید؛ تنظیم مجدد پیچیده و زمانبر است.
- لیزرهای فیبری: فقط به یک تنظیم لنز نیاز دارد؛ تنظیم لنز سریع و سرراست است.
9.0مقایسه سرعت برش CO₂ در مقابل لیزر فیبری
بررسی اجمالی عملکرد برش:
لیزرهای فیبری هنگام پردازش مواد نازک (زیر 8 میلیمتر) سرعت برش بسیار بالاتری نسبت به لیزرهای CO₂ ارائه میدهند، و قابل توجهترین مزایای آن در کاربردهای فولاد ضد زنگ دیده میشود.
ضخامت ۱ میلیمتر: لیزرهای فیبری تقریباً برش میدهند ۶ برابر سریعتر نسبت به لیزرهای CO₂.
ضخامت ۵ میلیمتر: اختلاف سرعت تقریباً کم میشود ۲×.
مقیاسبندی توان: افزایش توان لیزر تا حدود ۲ کیلووات میتواند سرعت برش مواد نازک را تا ... افزایش دهد. ۲ تا ۳ بار.
با افزایش ضخامت ماده در شرایط توان معادل، لیزرهای CO₂ میتوانند به سرعت برش لیزر فیبری نزدیک شوند - یا در برخی موارد از آن فراتر روند. با این حال، این مزیت نسبتاً محدود است و لیزرهای CO₂ پرقدرت (بالای 6 کیلووات) کمتر رایج هستند در محیطهای صنعتی.
در مقابل، لیزرهای فیبری در طیف وسیعی از ضخامتهای مواد، به ویژه در موارد زیر، مؤثر باقی میمانند: سیستمهای پرقدرت، جایی که آنها به طور مداوم از نظر سرعت و کارایی عملکرد بهتری دارند.
توجه: سرعت برش بهینه نه تنها باید با معیارهای سرعت، بلکه با ... نیز ارزیابی شود. عمر مصرفی و به افزایش راندمان گاز کمک کنید برای اطمینان از عملکرد مقرون به صرفه.
جدول مقایسه سرعت برش (لیزر ۶ کیلووات در مقابل برش پلاسما ۱۷۰ آمپر)
| جنس و ضخامت | لیزر فیبری ۶ کیلووات (متر/دقیقه) | لیزر CO₂ 6 کیلووات (متر/دقیقه) | پلاسما با کیفیت بالا (متر مکعب در دقیقه) |
| فولاد ضد زنگ ۵ میلیمتر | 6.00 | 2.70 | 2.69 |
| فولاد ضد زنگ 10 میلیمتر | 1.30 | 1.50 | 1.61 |
| فولاد ضد زنگ ۱۵ میلیمتر | 0.90 | 0.75 | 1.23 |
| فولاد ملایم ۵ میلیمتر | 4.20 | 4.20 | 2.32 |
| فولاد ملایم ۱۰ میلیمتر | 2.00 | 2.40 | 2.68 |
| فولاد ملایم ۱۵ میلیمتر | 1.20 | 1.75 | 2.27 |
توجه: سرعتهای نشان داده شده، عملکرد برش مستقیم را نشان میدهند. برش در دنیای واقعی شامل هندسههای پیچیده یا طرحبندیهای تو در تو ممکن است سرعتهای مؤثر کمتری را به همراه داشته باشد. قابلیتهای شتابگیری و کاهش سرعت دستگاه نیز بر توان عملیاتی کلی تأثیر میگذارد.
مقایسه کیفیت لبه
لیزرهای CO₂:
لیزرهای CO₂ دارای نقطه پرتو بزرگتری هستند که آنها را برای برش مواد با ضخامتهای مختلف مناسب میکند. این نقطه بزرگتر، لبههای صافتری ایجاد میکند، به خصوص با افزایش ضخامت ماده. کیفیت لبه برش با عمق بهبود مییابد، و لیزرهای CO₂ را به گزینهای ترجیحی تبدیل میکند، زمانی که صافی لبه یک نیاز کلیدی برای مواد ضخیمتر است.
لیزرهای فیبری:
لیزرهای فیبری قطر پرتو کمتری دارند که امکان برش باریک و سرعت بالای برش روی مواد نازک را فراهم میکند. این پرتو متمرکز، جذب انرژی را افزایش میدهد و در نتیجه پردازش سریع و کارآمد را به همراه دارد.
با این حال، هنگام برش مواد ضخیمتر، پرتو لیزر فیبر در درجه اول بر بالای ناحیه برش تأثیر میگذارد. لیزر برای رسیدن به پایین شیار باید به چندین بازتاب داخلی متکی باشد که میتواند منجر به موارد زیر شود:
پرداختهای سطحی ناهموارتر
خطوط ریز در امتداد لبه
افزایش فشار گاز کمکی مورد نیاز برای تخلیه مؤثر مواد مذاب
در نتیجه، کیفیت لبه برش ممکن است هنگام پردازش مقاطع ضخیم، به خصوص در کاربردهایی که نیاز به حداقل پس پردازش دارند، نسبت به لیزرهای CO₂ پایینتر باشد.

10.0لیزر CO₂ در مقابل لیزر فیبر - جدول مقایسه پردازش مواد
| نوع ماده | مثالها | برش لیزری CO₂ | حکاکی لیزری CO₂ | علامت گذاری با لیزر CO₂ | برش لیزر فیبری | حکاکی لیزری فیبر | علامت گذاری لیزر فیبر | یادداشتها |
| چوب و کاغذ | تخته سه لا، ام دی اف، مقوا، روکش | √ | √ | √ | × | × | × | لیزرهای فیبری برای مواد آلی مناسب نیستند |
| اکریلیک و پلاستیک | اکریلیک ریختهگری شده، ABS، دلرین (POM) | √ | √ | √ | × | √ | √ | لیزرهای فیبری مناسب برای پلاستیکهای دارای افزودنی |
| پارچه و چرم | پنبه، نمد، چرم مصنوعی | √ | √ | √ | × | × | × | لیزرهای فیبری برای مواد فیبری توصیه نمیشوند |
| شیشه و سرامیک | لیوانهای تخت شیشهای، سرامیکی | × | √ | √ | × | × | √ | علامتگذاری با لیزر فیبری محدود به تغییر رنگ سطح است |
| مواد لاستیکی | لاستیک درجه لیزری، ورقهای سیلیکونی | √ | √ | √ | × | × | × | لیزرهای فیبری نمیتوانند مواد نرم را پردازش کنند |
| محصولات کاغذی | مقوا، کاغذ نقاشی | √ | √ | √ | × | × | × | کنترل شعله هنگام برش با لیزرهای CO₂ مهم است |
| سنگ | گرانیت، مرمر، تخته سنگ | × | √ | √ | × | × | محدود | عمق علامتگذاری لیزر فیبر محدود است؛ فقط برای علامتهای کمعمق |
| مواد فوم | فوم EVA، فوم PE | √ | √ | √ | × | × | × | لیزرهای فیبری برای فومهای بسیار جاذب مناسب نیستند |
| فلزات (فلز خالص) | فولاد ضد زنگ، آلومینیوم، مس، برنج، تیتانیوم | × | × | √ (با اسپری) | √ | √ | √ | لیزرهای فیبری میتوانند مستقیماً فلزات را پردازش کنند |
| فلزات روکشدار | آلومینیوم آنودایز شده، فلزات رنگ شده | × | √ | √ | × (برش توصیه نمیشود) | √ | √ | لیزرهای فیبری در حکاکی سطوح با کنتراست بالا سرآمد هستند |
| فلزات گرانبها | طلا، نقره، پلاتین | × | × | √ (با اسپری) | √ | √ | √ | لیزرهای فیبری به طور گسترده در جواهرات و پردازش فلزات با ارزش بالا استفاده میشوند. |
| فلزات با بازتابندگی بالا | آینه آلومینیومی، مسی، برنجی | × | × | √ (با اسپری) | √ | √ | √ | لیزرهای فیبری برای جلوگیری از آسیب ناشی از انعکاس، به توان بالا یا تنظیمات ویژه نیاز دارند. |
| مواد فایبرگلاس | تخته فایبرگلاس، ورقهای اپوکسی | × | × | × | × | × | × | پردازش گازهای سمی آزاد میکند؛ توصیه نمیشود |
| پی وی سی و وینیل | مواد پی وی سی، فیلم های وینیل | × | × | × | × | × | × | هر دو نوع لیزر برای مواد حاوی کلر مناسب نیستند. |
11.0لیزر فیبر در مقابل لیزر CO₂: کدام را باید بخرید و چرا؟
انتخاب بین برش دهندههای لیزر CO₂ و فیبری
اگر قصد خرید دستگاه برش لیزر را دارید اما مطمئن نیستید که لیزر CO₂ یا لیزر فیبری را انتخاب کنید، درک تفاوتهای بین این دو فناوری به شما در تصمیمگیری آگاهانه کمک خواهد کرد.
درک روشنی از مزایا و محدودیتهای هر نوع لیزر، مشخص میکند که کدام یک برای نیازهای خاص شما مناسبتر است.
11.1مقایسه برش فولاد ضد زنگ 5 میلیمتری
- برش لیزری CO₂ نمونه فولاد ضد زنگ 5 میلیمتری
- برش لیزر فیبر نمونه فولاد ضد زنگ 5 میلی متر
(نمودار یا عکسهای مقایسهای را اینجا قرار دهید)
11.2عوامل کلیدی در انتخاب سیستم برش لیزری
انتخاب سیستم برش لیزری خودکار مناسب نیاز به ارزیابی جامع از کاربردهای فعلی، الزامات، محدودیتها و برنامههای رشد آینده شما دارد. ملاحظات اصلی عبارتند از:
- انواع و ضخامت مواد
- دقت پردازش
- راندمان تولید
- بودجه خرید
- هزینههای عملیاتی
11.3مقایسه فناوری و نتیجهگیری
در حالی که فناوری لیزر CO₂ به خوبی تثبیت شده و برای برش بسیاری از مواد غیرفلزی همچنان برتر است، لیزرهای فیبری تا ... سرعت برش ۵ برابر بیشتر روی فلزات نازک (زیر 8 میلیمتر) و میتواند هزینههای عملیاتی را تقریباً کاهش دهد 50%.
بهرهوری بالاتر و هزینه کل پایینتر مالکیت، لیزرهای فیبری را به عنوان یک نیروی متحولکننده در صنعت قرار میدهد.
11.4مقایسه عملکرد کلیدی فناوریهای لیزر
| عملکرد / کارایی | لیزر فیبر | لیزر CO₂ |
| برش ورق فلزی | ✓ | |
| حکاکی روی فلز | ✓ | |
| برش مواد آلی | ✓ | |
| برش مواد نازک (<8 میلیمتر) | ✓ | |
| برش مواد ضخیم | ✓ | ✓ |
| زبری سطح (پرداخت بهتر) | ✓ | |
| سرعت برش (<8 میلیمتر) | ✓ | |
| مصرف انرژی | ✓ | |
| هزینههای عملیاتی | ✓ | |
| هزینههای نگهداری | ✓ | |
| راهاندازی دستگاه و زمان بیکاری | ✓ | |
| هزینه کل مالکیت | ✓ | |
| فضای مورد نیاز (رد پا) | ✓ | |
| ایمنی | ✓ |
12.0لیزر CO₂ در مقابل لیزر فیبر - سوالات متداول
لیزر CO₂ چیست؟
لیزر CO₂ با تحریک مولکولهای گاز CO₂، نور لیزر تولید میکند و طول موجی در حدود 10.6 میکرون تولید میکند. این نوع لیزر برای برش و حکاکی طیف وسیعی از مواد غیرفلزی مناسب است و در حال حاضر پرکاربردترین نوع لیزر است.
لیزر فیبری چیست؟
لیزر فیبری از یک فیبر نوری آلاییده شده با عناصر کمیاب (معمولاً ایتربیوم) به عنوان محیط تقویت استفاده میکند و طول موج کوتاهتری تقریباً ۱.۰۶۴ میکرون دارد. این لیزر به طور خاص برای برش و علامتگذاری فلزات طراحی شده است و راندمان بالا و نگهداری آسانی را ارائه میدهد.
تفاوتهای اصلی بین لیزرهای CO₂ و لیزرهای فیبری چیست؟
طول موج: لیزرهای CO₂ با طول موج 10.6 میکرون و لیزرهای فیبری با طول موج 1.064 میکرون کار میکنند.
مناسب بودن مواد: لیزرهای CO₂ در برش مواد غیرفلزی عالی هستند، در حالی که لیزرهای فیبری برای برش فلز بهینه شدهاند.
کارایی و نگهداری: لیزرهای فیبری راندمان انرژی بالاتر و نگهداری سادهتری را ارائه میدهند؛ لیزرهای CO₂ توان بیشتری مصرف میکنند و به نگهداری پیچیدهتری نیاز دارند.
کدام لیزر برای برش فلز بهتر است؟
لیزرهای فایبر با طول موج کوتاهتر و راندمان جذب بالاتر، برای برش فلزات مختلف - به ویژه ورقهای فلزی نازک (<8 میلیمتر) - ایدهآل هستند و سرعت برش سریعتر و مصرف انرژی کمتری را ارائه میدهند.
لیزرهای CO₂ چه مزایایی ارائه میدهند؟
لیزرهای CO₂ از طیف گستردهای از مواد (پلاستیک، چوب، اکریلیک و غیره) پشتیبانی میکنند، ساختارهای سادهتری دارند، هزینههای اولیه کمتری دارند و برش و حکاکی با کیفیت بالا را روی مواد غیرفلزی ارائه میدهند.
آیا تفاوت زیادی در هزینههای عملیاتی وجود دارد؟
لیزرهای فیبری تقریباً ۴ تا ۵ برابر از لیزرهای CO₂ انرژی کمتری مصرف میکنند که منجر به کاهش قابل توجه مصرف برق و هزینههای نگهداری میشود - که آنها را در درازمدت اقتصادیتر میکند.
کدام لیزر ایمنتر است؟
هر دو لیزرهای پرقدرتی هستند که نیاز به اقدامات ایمنی سختگیرانهای دارند. اکثر سیستمهای برش لیزری برای رعایت استانداردهای ایمنی لیزر کلاس ۱ طراحی شدهاند که عملکرد ایمن را تضمین میکند.
آیا نگهداری از لیزر فیبر پیچیده است؟
تعمیر و نگهداری ساده است، عمدتاً شامل تمیز کردن نازلها و پنجرههای محافظ میشود و زمان معمول تعمیر و نگهداری هفتگی کمتر از 30 دقیقه است.
آیا نگهداری از لیزر CO₂ دشوار است؟
نگهداری پیچیدهتر است و نیاز به تمیز کردن منظم آینهها و بادبزنها دارد. نگهداری هفتگی میتواند ۴ تا ۵ ساعت طول بکشد.
آیا تفاوت قابل توجهی در هزینه خرید وجود دارد؟
لیزرهای فیبری معمولاً سرمایهگذاری اولیه بالاتری دارند، اغلب چندین برابر هزینه لیزرهای CO₂. با این حال، راندمان بالاتر و هزینههای عملیاتی پایینتر آنها میتواند سرمایهگذاری را در طول زمان جبران کند.
آیا لیزرهای فیبری برای پلاستیک و مواد آلی مناسب هستند؟
به طور کلی توصیه نمیشود. لیزرهای فیبری برای فلزات و پلاستیکهای حاوی افزودنیهای حساس به لیزر مناسبتر هستند.
منابع
www.researchgate.net/publication/335334467_The_Analysis_of_Fiber_and_CO_2_Laser_Cutting_Accuracy
https://www.xometry.com/resources/sheet/co2-laser-vs-fiber-laser/
https://www.tubeformsolutions.com/blog/tube-bender-7/fiber-vs-co2-laser-cutting-understanding-the-differences-448



