
- 1.0مقدمهای بر قالبهای پرس و برش ورق فلزی
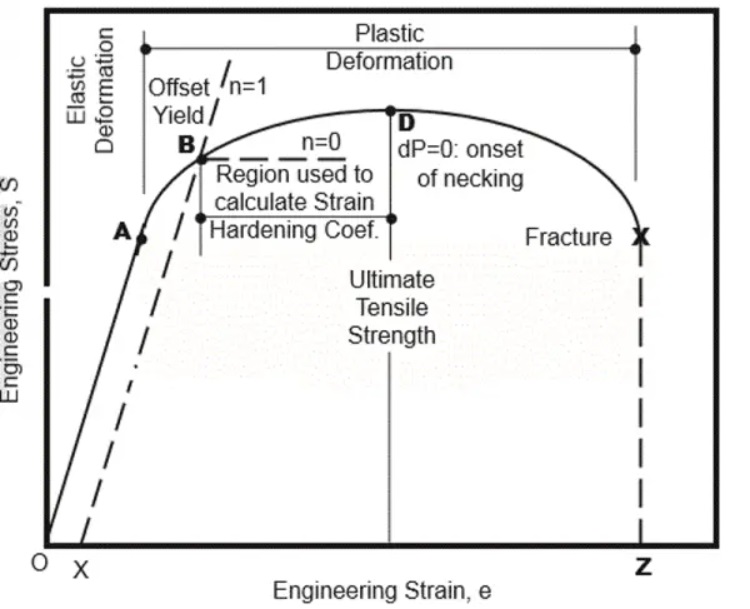
- 2.0درک شکلپذیری و شکلپذیری در ورقهای فلزی
- 3.0قالبهای مهرزنی ورق فلزی: اجزا و عملکردها
- 4.0قالبهای برش و عملیات سوراخکاری
- 5.0قالبهای شکلدهی و عملیات کلیدی آنها
- 6.0قالبهای تک ایستگاهی و چند ایستگاهی
- 7.0اهمیت روانکاری قالب در قالب سازی
- 8.0تحلیل شبکه دایرهای (CGA): بهینهسازی کیفیت قطعه مهرزنی شده
- 9.0استفاده از مدلسازی المان محدود (FEM) در طراحی قالب
- 10.0سوالات متداول: مهر زنی و قالب گیری ورق فلزی
مهرزنی ورق فلزی یک فرآیند تولید با حجم بالا است که ورقهای فلزی را با استفاده از قالبهای مخصوص و پرسهای قدرتمند به قطعات دقیق شکل داده و برش میدهد. این روش که به طور گسترده در صنایعی مانند خودرو، هوافضا و لوازم خانگی مورد استفاده قرار میگیرد، قابلیت شکلدهی مواد را با ابزار مهندسی ترکیب میکند تا اجزای پیچیده را به طور کارآمد تولید کند.
1.0مقدمهای بر قالبهای پرس و برش ورق فلزی
مهر زنی ورق فلزی یک فرآیند تولید با حجم بالا است که از ... پرسهای مهرزنی و قالبهای مخصوص برای شکلدهی و برش ورق فلز به قطعات نهایی. پرس نیروی لازم برای بستن مجموعه قالب را اعمال میکند که سپس قطعه را تشکیل میدهد.
در حالی که مهرزنی تولیدی معمولاً با استفاده از ورقهای فلزی با ضخامت ۰.۰۲۰ اینچ تا ۰.۰۸۰ اینچ انجام میشود، این فرآیند را میتوان برای فویلهای بسیار نازک (۰.۰۰۱ اینچ) و ورقهای ضخیم نزدیک به ۱۰۰۰ اینچ نیز به کار برد.
2.0درک شکلپذیری و شکلپذیری در ورقهای فلزی
شکلپذیری ویژگی اصلی تعیینکنندهی عملکرد خوب یک ورق فلزی در قالبگیری است. این به توانایی ماده در خم شدن، کشش یا کشیده شدن به شکل دلخواه اشاره دارد. این ویژگیها تحت اصطلاح متالورژیکی قرار میگیرند. شکل پذیریکه به توانایی ماده در تغییر شکل و افزایش طول بدون شکستگی اشاره دارد. هندسه و پیچیدگی قطعه مستقیماً بر میزان تغییر شکل مورد نیاز ماده تأثیر میگذارد.
علاوه بر خواص مواد، عوامل دیگری نیز بر شکلپذیری تأثیر میگذارند، مانند:
- طراحی قالب
- نوع و قابلیتهای دستگاه چاپ
- سرعت ضربه را فشار دهید
- روشهای روانکاری
- مکانیزمهای تغذیه ورق فلزی
- سیستمهای نظارت و کنترل
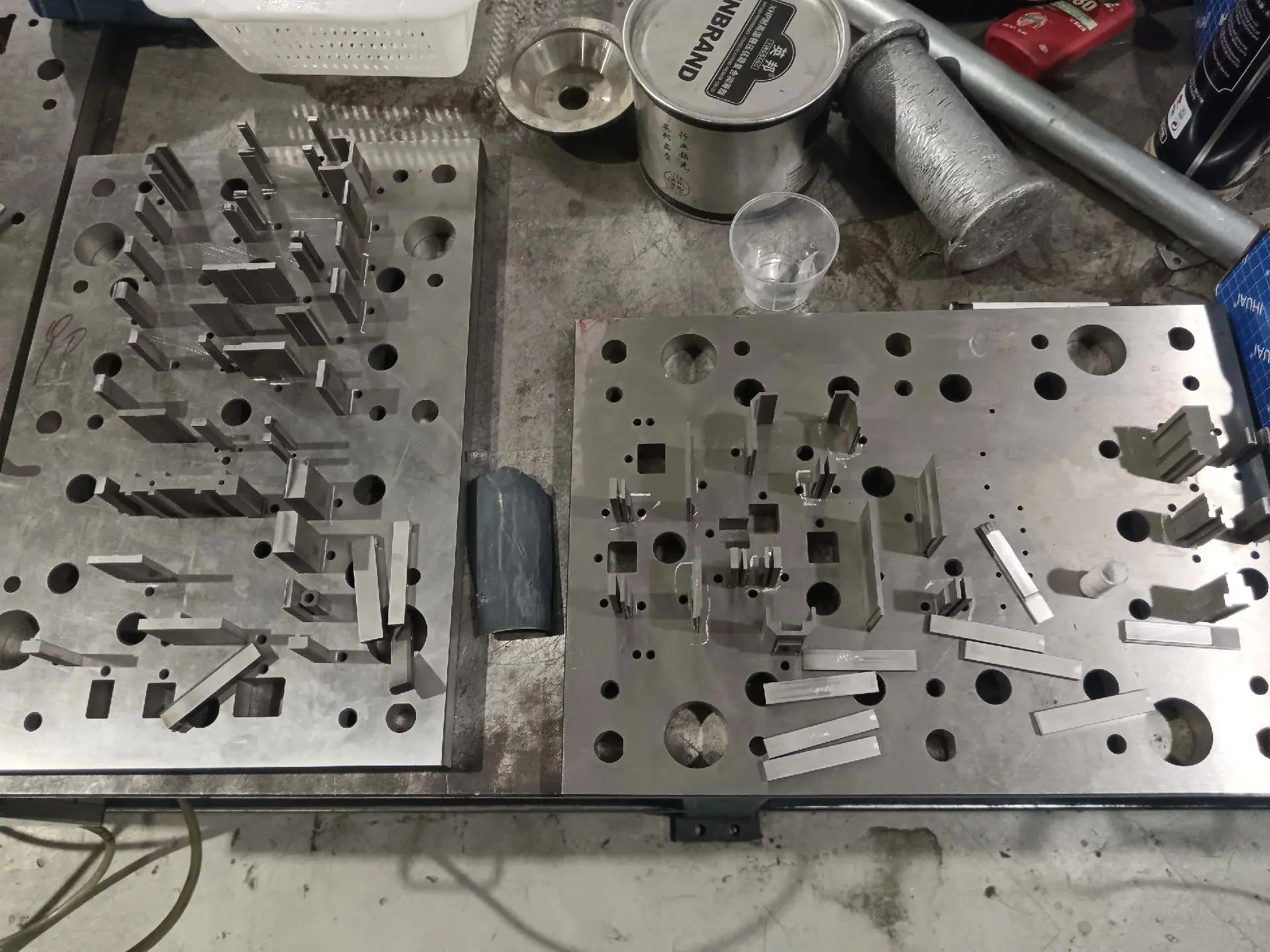
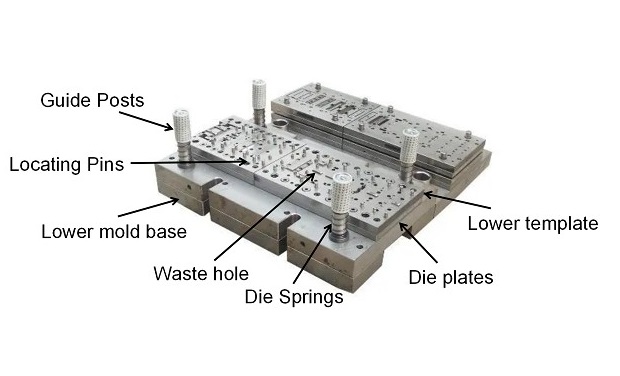
3.0قالبهای مهرزنی ورق فلزی: اجزا و عملکردها
قالبها با دقت مهندسی شدهاند تا نتایج ثابت و دقیقی را در هر ضربه پرس ارائه دهند.
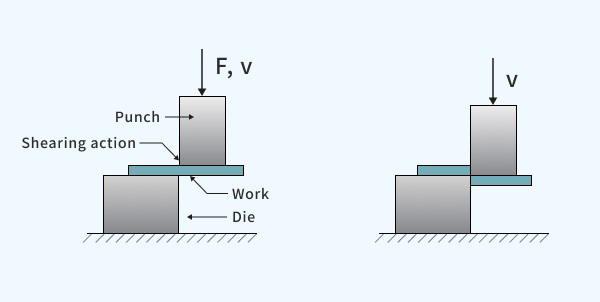
4.0قالبهای برش و عملیات سوراخکاری
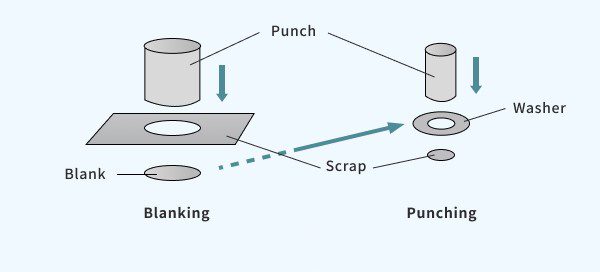
قالبهای برش برای برش ورق فلزی به شکلهای دلخواه استفاده میشوند. آنها چندین عملیات خاص مانند موارد زیر را انجام میدهند:
- خالی کردنبرش کل پروفیل بیرونی قطعه از ورق
- مشت زدنحذف حلزونها برای ایجاد سوراخ یا شکاف
- پیرایشبرش فلز اضافی از قطعات شکل داده شده
در این عملیات، فاصله مناسب بین سنبه (نر) و قالب (ماده) بسیار مهم است. این فاصله به ضخامت و دمای قطعه بستگی دارد. به طور کلی، قطعه ضخیمتر یا سختتر به فاصلههای بیشتری نیاز دارد. فلزات نرمتر امکان نفوذ عمیقتر سنبه را فراهم میکنند.
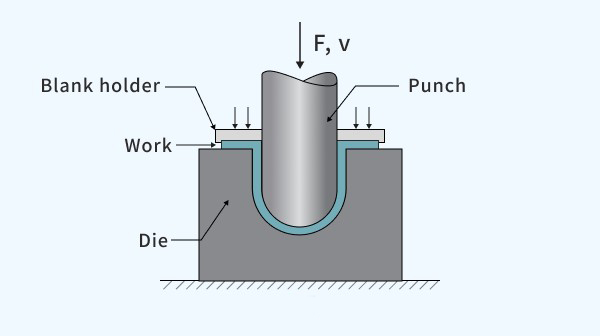
5.0قالبهای شکلدهی و عملیات کلیدی آنها
شکلدهی به شکلدهی فلز بر اساس خطوط قالب اشاره دارد، نه با برش. عملیات رایج شکلدهی عبارتند از:
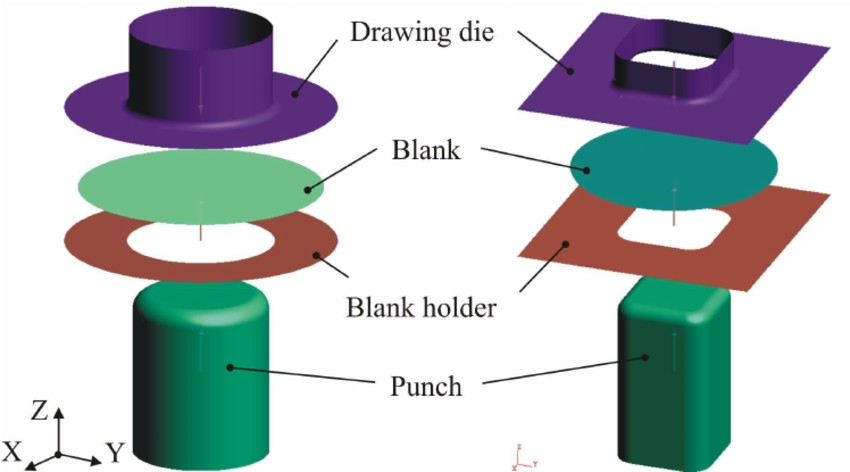
- طراحیکشیدن یک قطعه خام به داخل حفره قالب برای ایجاد اشکال عمیق. این کار نیاز به ... دارد. دارنده خالی برای کنترل جریان فلز و جلوگیری از چروکیدگی یا شکستگی.
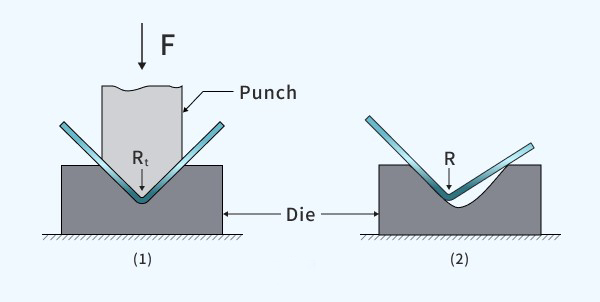
- خم شدنایجاد زاویهها یا منحنیهای تعریفشده برای افزودن استحکام و فرم
- فلنج کردنتشکیل امتدادهای زاویهدار کوچک از لبهها برای افزایش استحکام یا اتصال
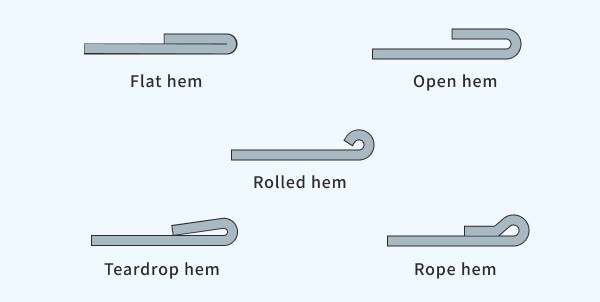
- همینگتا کردن یک فلنج روی خودش برای ایجاد لبهای صاف برای جفت شدن قطعات
هر عملیات شکلدهی نقشی در هندسه کلی، استحکام و عملکرد قطعه نهایی ایفا میکند.
6.0قالبهای تک ایستگاهی و چند ایستگاهی
عملیات مهر زنی را میتوان با استفاده از انواع مختلف قالبها انجام داد:
- قالبهای تک ایستگاهی:
- قالبهای مرکبانجام چندین عملیات برش، مانند سوراخ کردن و پانچ کردن، به طور همزمان
- قالبهای ترکیبی: ترکیب برش و شکلدهی در یک قالب
قالبهای چند ایستگاهی:
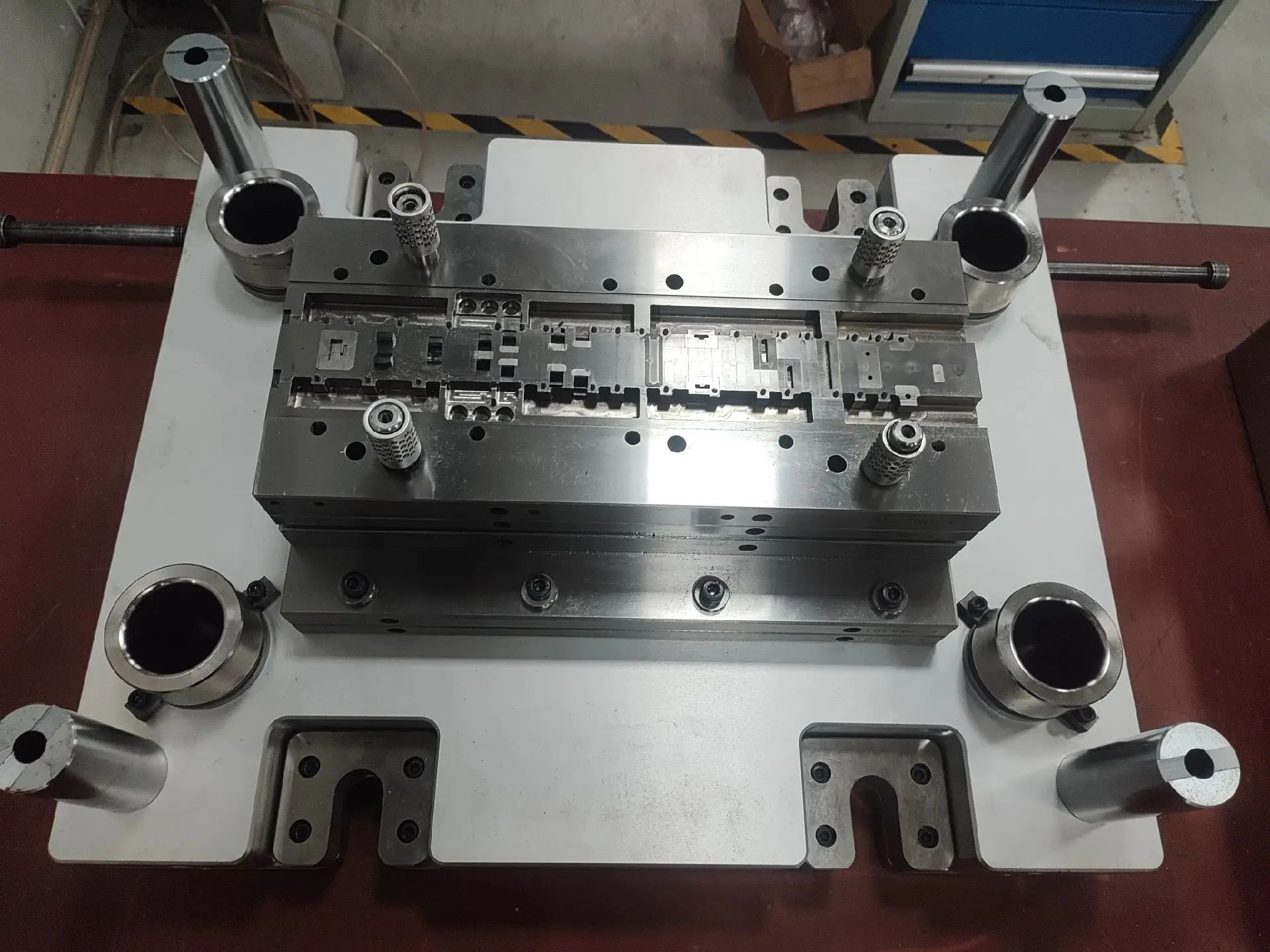
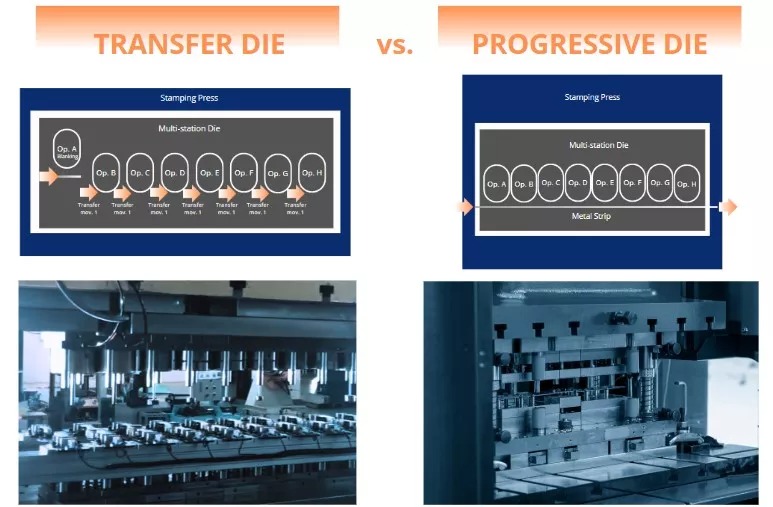
- قالبهای پیشروندهاز مواد تغذیه شده با کویل استفاده کنید، که در آن هر ایستگاه یک مرحله از فرآیند پرسکاری را انجام میدهد. قطعات از طریق یک نوار حامل به هم متصل میمانند تا زمانی که کاملاً شکل گرفته و از هم جدا شوند.
- قالبهای انتقالاستفاده از قطعات خام از پیش برش خورده که به صورت مکانیکی از ایستگاهی به ایستگاه دیگر در همان مجموعه قالب منتقل میشوند
- خطوط پرس پشت سر همعملیات در مقیاس بزرگ که در آن هر دستگاه چاپ در یک سری، وظیفه خاصی را انجام میدهد (مثلاً طراحی یا برش)
این پیکربندیهای متنوع قالب، امکان تولید قطعات پیچیده با راندمان و توان عملیاتی بالا را فراهم میکند.
7.0اهمیت روانکاری قالب در قالب سازی
در طول پرسکاری، تماس پرفشار بین ابزار و فلز، اصطکاک قابل توجهی ایجاد میکند. روانکاری این اصطکاک را کاهش میدهد، عمر ابزار را بهبود میبخشد، تناژ مورد نیاز را کاهش میدهد و سطح نهایی را بهبود میبخشد.
انواع روان کننده های رایج عبارتند از:
- روغنهای معدنی سبک
- ترکیبات کششی با ویسکوزیته بالا
- روانکنندههای پایه روغنی، محلول در آب یا مصنوعی
این موارد میتوانند توسط موارد زیر اعمال شوند: - برس یا غلتک دستی
- سیستمهای قطرهای
- غلتکهای ماشینی خودکار
- کاربرد اسپری یا غرقابی
انتخاب روش روانکاری و سیال مناسب برای یک فرآیند شکلدهی موفق و پایدار ضروری است.
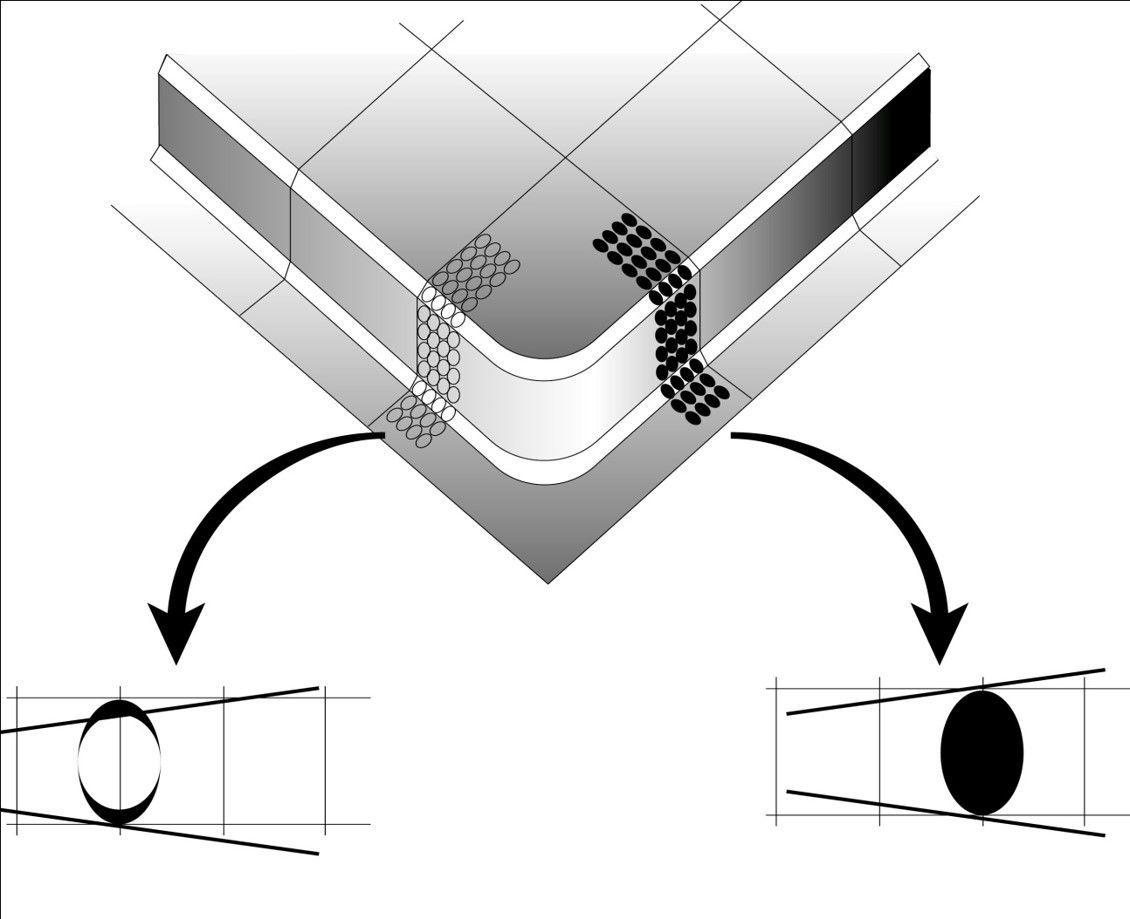
8.0تحلیل شبکه دایرهای (CGA): بهینهسازی کیفیت قطعه مهرزنی شده
با تجزیه و تحلیل شبکه اعوجاج یافته، سازندگان قالب میتوانند تعیین کنند که در چه قسمتی از قالب نیاز به اصلاحات وجود دارد. این فرآیند تا زمانی که قطعه نهایی الزامات کیفیت را برآورده کند، تکرار میشود.
9.0استفاده از مدلسازی المان محدود (FEM) در طراحی قالب
برای کاهش زمان صرف شده در آزمون و خطا، مهندسان به طور فزایندهای از ابزارهای شبیهسازی مانند مدلسازی المان محدود (FEM)روش اجزا محدود (FEM) امکان تجزیه و تحلیل مجازی فرآیندهای پیچیده شکلدهی مانند کشش عمیق را فراهم میکند و پیشبینی میکند که مواد قبل از ساخت ابزار فیزیکی چگونه رفتار خواهند کرد. این امر به موارد زیر کمک میکند:
- به حداقل رساندن دوباره کاری ابزارآلات
- شکل و اندازه قطعه کار را بهینه کنید
- قبل از ساخت قالب، از قابل ساخت بودن قطعات اطمینان حاصل کنید
روش FEM، در کنار CGA و مهارت متخصصان، منجر به گردش کار پرسکاری کارآمدتر و قطعات با کیفیت بالاتر میشود.
10.0سوالات متداول: مهر زنی و قالب گیری ورق فلزی
Q1: تفاوت بین خالی کردن و مشت زدن در مهر زنی ورق فلزی چیست؟
الف۱: سوراخکاری، محیط بیرونی یک قطعه را از ورق برش میدهد، در حالی که پانچ، یک زائده را برمیدارد تا سوراخ یا روزنه ای در داخل قطعه ایجاد کند. هر دو با استفاده از قالبهای برش انجام میشوند.
س ۲: قالبهای پیشرونده و انتقالی چه تفاوتی با هم دارند؟
الف۲: قالبهای پیشرونده، کلاف را از طریق چندین ایستگاه قالب تغذیه میکنند و هر ایستگاه عملیات متفاوتی را روی یک نوار پیوسته انجام میدهد. قالبهای انتقال، ورقهای منفرد را با استفاده از سیستمهای انتقال مکانیکی از یک ایستگاه به ایستگاه دیگر منتقل میکنند.
س ۳: چرا لقی قالب در عملیات پانچ بسیار مهم است؟
الف۳: فاصله مناسب قالب، برشهای تمیز را تضمین میکند، از پلیسه جلوگیری میکند و سایش ابزار را کاهش میدهد. این فاصله باید بر اساس ضخامت قطعه و خواص مواد تنظیم شود.
Q4: چه چیزی باعث چروک شدن یا پارگی در طول کشش عمیق میشود؟
الف۴: شکلپذیری ضعیف، نیروی ناکافی برای نگهداشتن ورق یا طراحی نادرست سنبه/قالب میتواند منجر به چروکیدگی، نازک شدن یا پارگی شود. این عیوب معمولاً از طریق تحلیل CGA یا FEM شناسایی و اصلاح میشوند.
Q5: چه نوع روان کننده ای باید در مهر زنی فلزی استفاده شود؟
A5: انتخاب روانکننده به نوع عملیات و جنس آن بستگی دارد. روغنهای سبک برای شکلدهی سبک رایج هستند، در حالی که کشش سنگین ممکن است به ترکیبات مصنوعی با ویسکوزیته بالا نیاز داشته باشد. روش کاربرد نیز بر راندمان تأثیر میگذارد.
سوال ۶: آیا یک قالب میتواند چندین عملیات را انجام دهد؟
الف۶: بله. قالبهای مرکب و ترکیبی میتوانند عملیات قالبگیری، پانچ و شکلدهی را همزمان انجام دهند. قالبهای چند ایستگاهه مانند سیستمهای پیشرونده یا انتقالی، عملیات را از طریق ایستگاههای جداگانه به ترتیب انجام میدهند.
سوال ۷: چگونه مدلسازی اجزای محدود، طراحی قالب را بهبود میبخشد؟
الف۷: FEM جریان مواد و تغییر شکل را قبل از ساخت ابزار شبیهسازی میکند. این روش مناطق بالقوه شکست را شناسایی میکند، دوبارهکاری را کاهش میدهد و تضمین میکند که قطعات میتوانند با دقت و کارایی تولید شوند.
منابع
https://www.tldmetal.com.tw/news_detail/21.htm




