

- 1.0چمفر چیست؟
- 2.0انواع پخها
- 3.0پخ زدن چگونه انجام میشود؟
- 4.0سوراخ پخ خورده چیست و چگونه تعریف میشود؟
- 5.0پخ در مقابل شعاع: تفاوت چیست؟
- 6.0چرا پخ زدن مهم است؟
- 7.0دسته بندی ابزارهای رایج پخ زنی و راهنمای کاربرد
- 8.0راهنمای انتخاب ابزار (بر اساس سناریوی کاربرد)
- 9.0لبه پخ خورده در CAD چیست؟
- 10.0نحوه ایجاد پخ در CAD
- 11.0پخ در مقابل لبه شکسته
- 12.0پخ در مقابل کانترسینک
- 13.0پخ زدن در مقابل پلیسه گیری
- 14.0چمفر در مهندسی چیست؟
1.0چمفر چیست؟
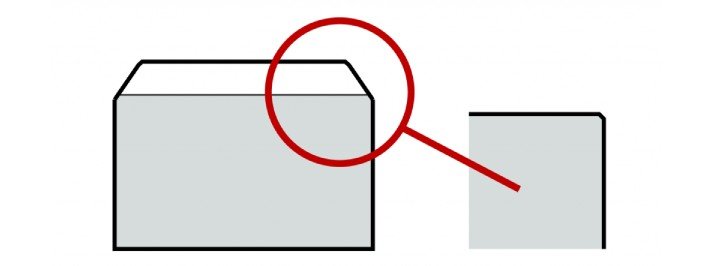
پخ زدن یک روش متداول برای لبهکاری است که در ماشینکاری و تولید برای حذف گوشههای تیز از لبههای قطعه استفاده میشود. این روش باعث بهبود عملکرد، افزایش ایمنی و افزایش جذابیت بصری قطعه میشود.
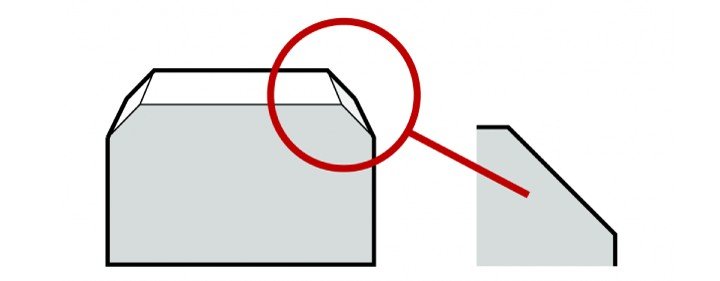
پخ یک سطح صاف است که با زاویه خاصی تنظیم شده است و معمولاً برای جایگزینی یک گوشه تیز ۹۰ درجه بین دو سطح مجاور استفاده میشود. برخلاف فیلت که یک گذار گرد است، پخ یک پخ با لبه صاف ایجاد میکند. رایجترین زاویه پخ ۴۵ درجه است، اگرچه بسته به طراحی یا الزامات عملکردی، میتوان از زوایای ۳۰، ۶۰ درجه یا سایر زوایای سفارشی نیز استفاده کرد.
پخ زدن به طور گسترده در قطعات ساخته شده از فلز، پلاستیک و سایر مواد استفاده میشود. به عنوان مثال، لبههای محفظههای لپتاپ یا تلفن هوشمند اغلب پخ زده یا پرس میشوند تا تجربه لمسی نرمتری ایجاد شود و از ناراحتی هنگام کار با آنها جلوگیری شود.
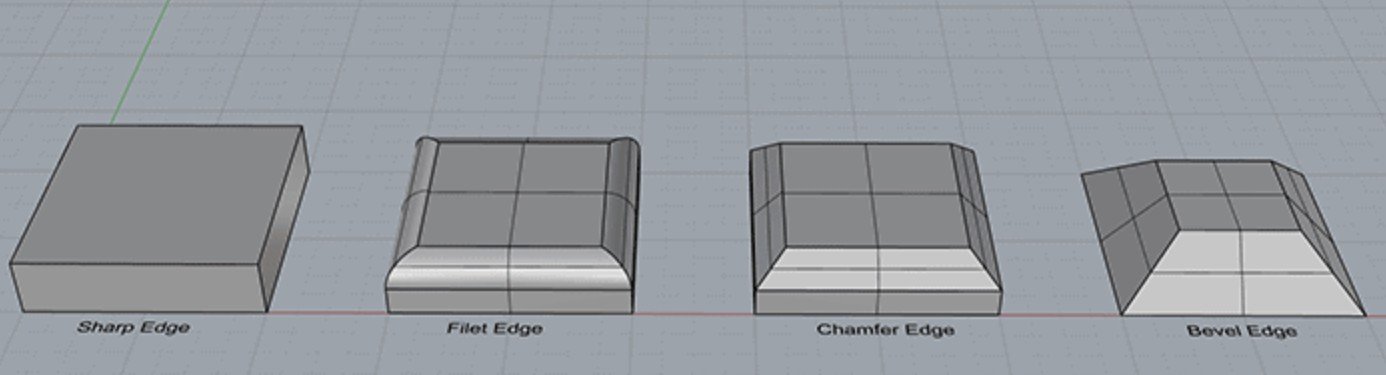
2.0انواع پخها
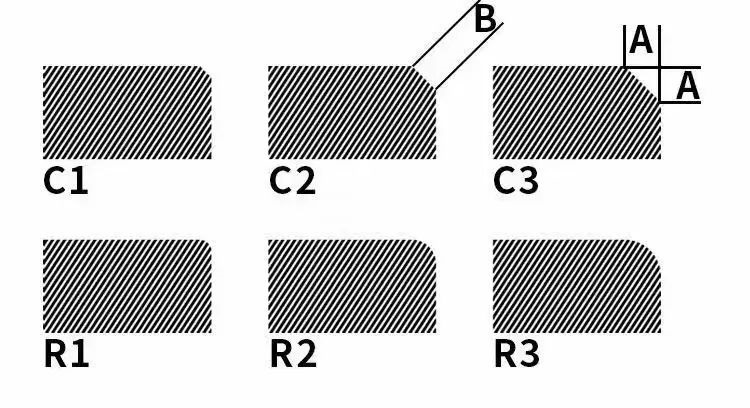
پخها را میتوان بر اساس هندسه و کاربرد به انواع رایج زیر طبقهبندی کرد:
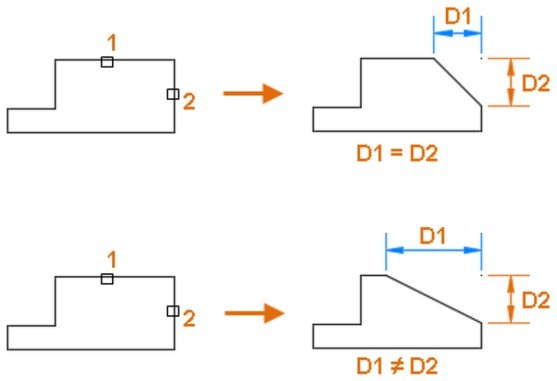
- پخ استاندارد (فاصله مساوی ۴۵ درجه):
این رایجترین نوع پخ است که با برش مساوی در امتداد دو سطح مجاور، معمولاً با زاویه ۴۵ درجه، ایجاد میشود. این نوع پخ تقارن، قابلیت ماشینکاری آسان و تکرارپذیری را ارائه میدهد و آن را برای بلوکها، براکتها و قطعات مسطح ایدهآل میکند. همچنین گزینه پخ پیشفرض در اکثر سیستمهای CAD است. - پخ زنی بر اساس فاصله و زاویه (زاویه سفارشی):
این نوع با مشخص کردن یک انحراف خطی و یک زاویه سفارشی (مثلاً 30 درجه، 60 درجه) تعریف میشود. در جایی که دقت شیب یا تراز با اجزای جفت شونده مورد نیاز است، استفاده میشود. اغلب در مجموعههایی که نیاز به مدیریت درج یا فاصلهگذاری هدایتشده دارند، کاربرد دارد. - پخ نامتقارن (پخ دو فاصلهای):
در این حالت، طول پخها روی دو سطح مجاور برابر نیست و یک زاویه ناهموار تشکیل میدهد. مناسب زمانی که فضا از یک طرف محدود است یا زمانی که در طول مونتاژ نیاز به اعمال نیرو در جهت خاصی است. در طرحهای مکانیکی نامتقارن رایج است. - پخ لبه سوراخ (پخ اولیه):
در اطراف ورودی سوراخ سوراخکاری شده یا ماشینکاری شده برای کمک به فرو کردن پیچ یا مهره، کاهش آسیب لبه و محافظت از رزوهها استفاده میشود. معمولاً با عنوان "C1.0 × 45°" مشخص میشود. در سوراخهای رزوهدار، ویژگیهای مکانیابی و طرحهای شیاردار رایج است. - پخ انتهایی صورت:
یک لبه پخدار در اطراف سطح انتهایی شفتها، لولهها یا دیسکها اعمال میشود. این لبه ظاهر بصری را بهبود میبخشد، لبههای تیز را کاهش میدهد و به ترازبندی کمک میکند. در اجزای چرخان، به کاهش سایش لبه نیز کمک میکند و اغلب در کنار فیلهها برای کاهش تمرکز تنش استفاده میشود. - پروفیل پخ سفارشی:
در کاربردهای با دقت بالا یا مشخصات بالا مانند هوافضا، دستگاههای پزشکی و ابزارسازی استفاده میشود. این موارد ممکن است شامل زوایای متغیر، انتقالهای منحنی یا سطوح مرکب باشد. معمولاً به ماشینکاری CNC چند محوره، سنگزنی دقیق یا مدلسازی سهبعدی پیشرفته نیاز دارد که تعاریف از طریق CAD انجام میشود.
3.0پخ زدن چگونه انجام میشود؟
پخزنی میتواند از طریق روشهای مختلف ماشینکاری، بسته به هندسه قطعه، دقت مورد نیاز و تنظیمات تولید، انجام شود. فرآیندهای رایج شامل تراشکاری، فرزکاری، سوراخکاری و سنگزنی است.
پخهای تراشکاری:
برای قطعات استوانهای مناسبتر است و معمولاً روی دستگاه تراش انجام میشود. ابزار برش به قطعه کار چرخان وارد میشود تا لبهای پخدار ایجاد کند.
ابزارهای رایج:
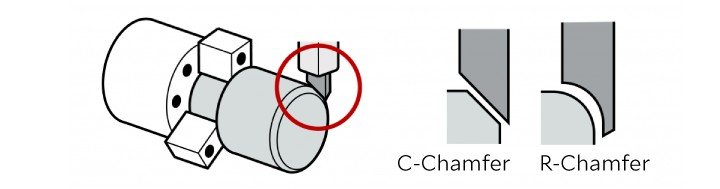
- ابزار مستقیم ۴۵ درجه: برای پخهای نوع C (خطی) استفاده میشود
- ابزار شعاع: برای پخهای نوع R (گرد) استفاده میشود.
این روش برای تولید با حجم بالا و پخ زنی دقیق شفت ها و قطعات مشابه ایده آل است.
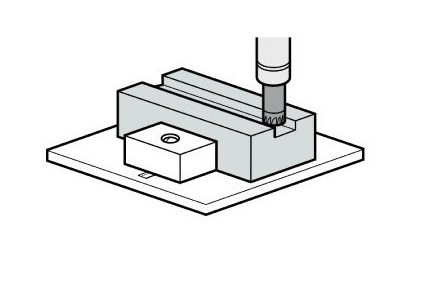
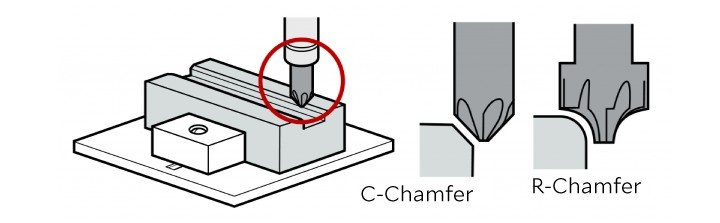
پخهای فرزکاری:
برای سطوح صاف یا خطوط بیرونی استفاده میشود، جایی که یک ابزار چرخان، پخ را روی قطعه کار ثابت برش میدهد.
ابزارهای رایج:
- فرز پخ زن: برای پخ های نوع C استفاده می شود
- فرز انگشتی گرد کننده گوشه: برای پخ های نوع R استفاده می شود
فرزکاری انعطافپذیری بالایی دارد و برای پخزنی موضعی روی قطعات پیچیده مناسب است.
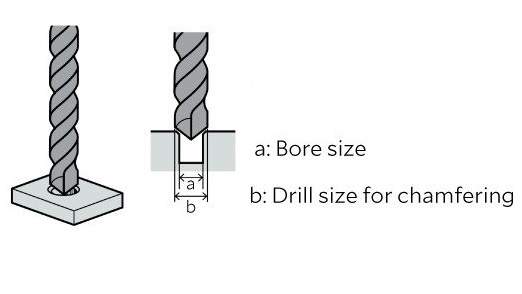
پخهای حفاری:
با استفاده از یک مته با قطر بزرگتر برای ایجاد لبه مخروطی، روی ورودی سوراخها اعمال میشود. این روش برای سوراخهای تکی سریع و مؤثر است.
توجه: اگرچه این تکنیک کارآمد است، اما ممکن است باعث ایجاد پلیسههای ثانویه در امتداد لبه شود. اغلب پس از آن از فرز ساچمهای یا ابزار مخصوص پلیسهگیری برای اطمینان از تمیزی سطح سوراخ استفاده میشود.
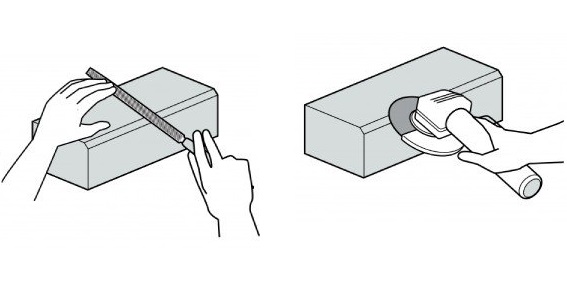
سنگ زنی و پخ زنی دستی:
برای پلیسهگیری یا ایجاد پخهای کوچک در نواحی نامنظم یا ظریف استفاده میشود.
ابزارهای رایج:
- چرخ دیسکی
- سوهان دستی
معمولاً برای پخ زدن خطوط یا صاف کردن لبههای عمومی استفاده میشود. برای کاربردهای با دقت بالا توصیه نمیشود. برای کیفیت ثابت در تولید، سیستمهای پلیسهگیری خودکار نسبت به روشهای دستی ارجحیت دارند.
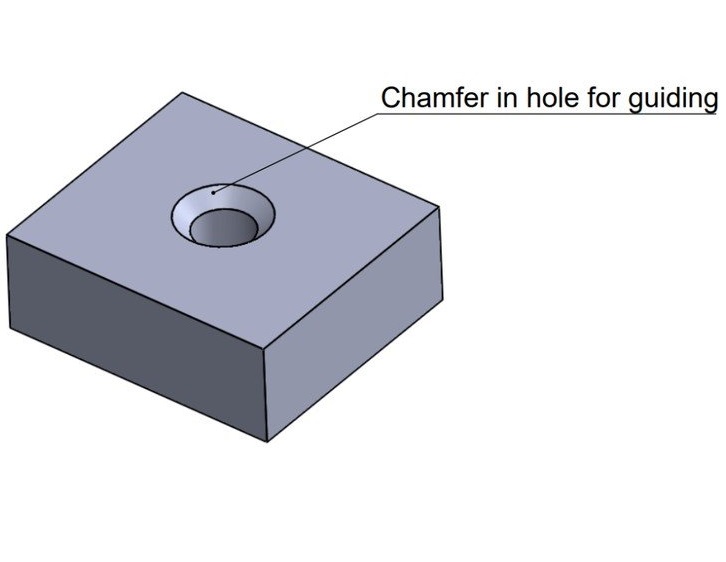
4.0سوراخ پخ خورده چیست و چگونه تعریف میشود؟
سوراخ پخدار به سوراخی اطلاق میشود که لبه ورودی آن با زاویه خاصی، معمولاً ۴۵ درجه، پخ خورده باشد. این سطح زاویهدار چندین هدف کاربردی را دنبال میکند:
راهنمایی مونتاژ: قرار دادن روان پیچها، میخها، بوشها و سایر اجزا را تسهیل میکند.
محافظت از لبه: خطر سایش، لب پریدگی یا شکستگی لبه در اطراف سوراخ را کاهش میدهد.
برداشتن خار: در سوراخهای رزوهدار، پخزنی به از بین بردن پلیسههایی که میتوانند در جفت شدن قطعات اختلال ایجاد کنند یا به رزوهها آسیب بزنند، کمک میکند.
بهبود یکپارچگی ساختاری: تمرکز تنش در اطراف سوراخ را به حداقل میرساند و به افزایش طول عمر کمک میکند.
نمادگذاری پخ در نقشههای فنی:
پخهای روی سوراخها معمولاً در یکی از قالبهای زیر مشخص میشوند:
C1.0 × ۴۵ درجه: عمق پخ ۱.۰ میلیمتری را در زاویه ۴۵ درجه نشان میدهد.
۲ × ۴۵ درجه: نشاندهندهی عرض پخ ۲ میلیمتری در زاویه ۴۵ درجه است.
سوراخهای پخدار به طور گسترده در سوراخهای رزوهدار، سوراخهای رولپلاک، سوراخهای مکانیابی و کانترسنکها استفاده میشوند. آنها یک روش طراحی استاندارد در مهندسی دقیق هستند که در آنها مونتاژ و دوام قابل اعتماد بسیار مهم است.
5.0پخ در مقابل شعاع: تفاوت چیست؟
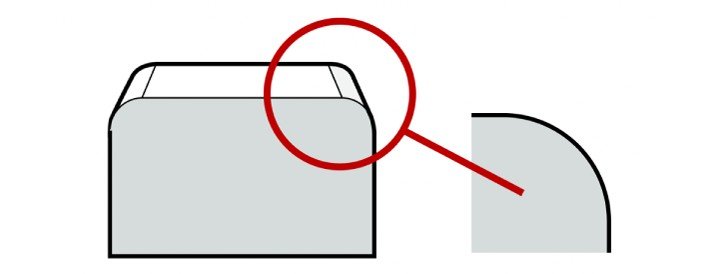
در طراحی و ساخت مکانیکی، پخها و شعاعها (یا فیلهها) هر دو برای حذف لبههای تیز از قطعات استفاده میشوند. هدف آنها بهبود تناسب، ایمنی، یکپارچگی ساختاری و ظاهر است. با این حال، از نظر شکل، کاربرد و رویکرد تولید تفاوتهای قابل توجهی دارند.
| مورد مقایسه | چمفر | شعاع / فیله |
| هندسه | سطح زاویهدار (معمولاً صاف) | سطح منحنی (انتقال صاف) |
| زاویه/اندازه معمول | معمولاً ۴۵ درجه، میتواند ۳۰ درجه، ۶۰ درجه و غیره باشد. | تعریف شده توسط شعاع، به عنوان مثال، R1.0، R3.0 |
| زمینههای کاربرد | لبهها، ورودیهای سوراخ، ویژگیهای ترازبندی | خطوط خارجی، گوشهها، اتصالات لبه |
| هدف طراحی | لبههای تیز را بردارید، مونتاژ را هدایت کنید، جفتسازی را ساده کنید، استرس را کاهش دهید | بهبود ظاهر، تقویت گوشهها، کاهش تمرکز تنش |
| روشهای ماشینکاری | فرزکاری، تراشکاری و سوراخکاری | فرزکاری، ماشینکاری CNC، قالب سازی |
| نمادگذاری CAD | C1.0 × ۴۵ درجه (عمق × زاویه) | R2.0 (مشخصات شعاع) |
توجه:از نظر فنی، یک پخ به برش زاویهدار مستقیم اشاره دارد، در حالی که یک شعاع یا فیله نشان دهنده یک گذار گرد است. در کاربرد غیررسمی، این اصطلاح مورب گاهی اوقات به جای پخ استفاده میشود، اما در نقشههای مهندسی و مدلهای CAD، باید به وضوح از هم متمایز شوند.
6.0چرا پخ زدن مهم است؟
پخزنی یک فرآیند طراحی و تولید ضروری است که در ساخت قطعات و ورقهای فلزی با کیفیت بالا مورد استفاده قرار میگیرد. این فرآیند نقش مهمی در بهبود ایمنی، راندمان مونتاژ، دوام و عملکرد اتصال دارد. مزایای کلیدی آن عبارتند از:
- ایمنی بهبود یافته:
قطعات فلزی ماشینکاری شده اغلب لبههای تیز یا بریدگیهایی دارند که میتوانند در حین جابجایی، نصب یا استفاده باعث بریدگی یا آسیب شوند. پخ زدن این گوشههای تیز را از بین میبرد و خطر آسیب را کاهش میدهد - به خصوص در محصولاتی که ممکن است توسط کودکان جابجا شوند، جایی که ممکن است پخهای بزرگتری برای محافظت بیشتر مورد نیاز باشد. - مونتاژ ساده شده:
پخها به عنوان رابط برای اجزایی مانند پیچ، پین یا بست عمل میکنند. آنها به هدایت قطعات به داخل سوراخهای جفت شدن، به حداقل رساندن تداخل و کاهش دشواری ترازبندی کمک میکنند - در نهایت سرعت فرآیند مونتاژ را افزایش میدهند. - کاهش تمرکز استرس:
لبههای تیز ۹۰ درجه میتوانند تحت بار یا ارتعاش به نقاط تمرکز تنش تبدیل شوند و منجر به ترک یا شکست ناشی از خستگی شوند. پخها به توزیع یکنواختتر تنش در اتصالات بحرانی کمک میکنند و قابلیت اطمینان کلی سازه را بهبود میبخشند. - دوام و استحکام مکانیکی بهبود یافته:
لبههای تیز به مرور زمان به دلیل اصطکاک یا ضربه مستعد لبپریدگی، ترکخوردگی یا لایهلایه شدن هستند. لبههای پخدار، انتقال نرمتری را فراهم میکنند، احتمال آسیب را کاهش میدهند و از ورود آوار شل به ماشینآلات جلوگیری میکنند - در نتیجه خطرات خرابی را کاهش میدهند. - عملکرد بهینه اتصالات:
پخها شرایط لبه بهتری را برای جوشکاری، اتصال یا اتصالات پیچ و مهره ایجاد میکنند. آنها به کاهش تنشهای افزایشی، بهبود سطوح آببندی و تقویت یکپارچگی اتصال کمک میکنند. - افزایش راندمان تولید:
در تولید با حجم بالا، پخزنی میتواند از طریق برنامهنویسی CNC استاندارد و خودکار شود. این امر باعث کاهش پرداخت دستی، افزایش ثبات در قطعات و بهبود کلی توان تولید میشود.

7.0دسته بندی ابزارهای رایج پخ زنی و راهنمای کاربرد
پخزنی یک عملیات پرداختکاری رایج در فلزکاری است که برای حذف لبههای تیز، کمک به مونتاژ، بهبود کیفیت جوش یا افزایش زیبایی قطعه استفاده میشود. بسته به روش ماشینکاری، هندسه قطعه و زمینه کاربرد، ابزارهای پخزنی را میتوان به چهار نوع اصلی طبقهبندی کرد:
7.1ماشینهای پخزنی
- ماشینهای پخزنی رومیزیورق فلزی، میلههای تخت، لولهها – پایداری بالا برای تولید انبوه؛ زاویه و عمق قابل تنظیم
- ابزارهای پخ زنی دستیلبههای نامنظم، تعمیر در محل - قابل حمل و انعطافپذیر؛ ایدهآل برای دستههای کوچک و اشکال متغیر
- ماشینهای پخزنی لولهلولههای فولادی و فولاد ضد زنگ – طراحی شده برای انتهای لوله؛ پخزنی داخلی، خارجی و سطحی در یک مسیر
- ماشینهای پخزنی دو سر: انتهای میله و لوله – پردازش همزمان دو سر؛ راندمان و دقت بالا؛ ایدهآل برای خطوط خودکار (مثلاً مدلهای سروو موتور)
7.2ابزارهای پخزنی CNC (برای استفاده در تراش/فرز/CNC)
- درج های چمفرماشینهای تراش CNC – نصب شده روی ابزارگیرها؛ مناسب برای پخزنی مداوم و تکرارپذیر
- فرزهای انتهایی پخ زن: مراکز ماشینکاری CNC – زوایای رایج: 30° / 45° / 60°؛ ایدهآل برای پخزنی لبه و سوراخ
- تمرینات مرکزی: تعیین موقعیت سوراخ با پخ زنی – سوراخ آزمایشی و پخ زنی در یک مرحله انجام شد
- ابزارهای پخ ترکیبیادغام لبههای داخلی و خارجی - برای فرآیندهای ترکیبی مانند پخزنی، پلیسهگیری و گرد کردن لبه در یک عملیات، کارآمد است.
7.3ابزارهای پخزنی دستی و سبک (برای تعمیر و پرداخت لبه)
- ابزارهای پلیسهگیریسوراخهای داخلی، لبههای تیز – دستی؛ جمع و جور و آسان برای استفاده؛ مناسب برای پرداخت موضعی
- چاقوهای پخ زن دستیلبهها، ورودی سوراخها – عملکرد سریع و ساده؛ ایدهآل برای فلزات نرم یا کارهای سبک
- سوهانها / چرخهای سنگزنی / کاغذ سنبادههندسههای مختلف لبه - کمهزینه، جابجایی انعطافپذیر؛ مفید برای پرداخت دستی لبه و صاف کردن سطح


7.4اتصالات پخ زن برای برش لیزر / پلاسما / واترجت
اینها در سیستمهای خودکار برای انتقال لبهها و آمادهسازی پخ ادغام شدهاند:
- سر برش لیزری با ماژول کنترل زاویهمناسب برای شیبهای ۴۵ درجه
- سر برش پلاسما Bevelطراحی شده برای پخ زنی با سرعت بالا در حین برش
- سرهای شیبدار واترجت چند محورهامکان پخزنی دقیق لبهها از طریق کنترل زاویهای
7.5لوازم جانبی و جفتسازیهای پیشنهادی ابزار
برای کاربران فرز زاویهایدیسکهای فلپ اکیداً توصیه میشوند
دیسکهای فلپ منحنی برای گوشههای داخلی؛ دیسکهای فلپ صاف برای لبههای صاف
برای فلزات غیر آهنی، از پارچه ساینده با افزودنی خنک کننده استفاده کنید تا تغییر رنگ حرارتی و خوردگی کاهش یابد.
برای کاربران آسیاب قالبی / آسیاب بادیاستفاده از فرزهای کاربیدی
ساختار: سر برش کاربید تنگستن + ساقه فولاد ابزار
پروفیل دندان:
- Z6 کراس کاتنرخ بالای حذف مواد؛ مناسب برای پردازش سریع
- برش تکی Z3: سطح نهایی صافتری ایجاد میکند
- مشخصات کشتی سازیبهینه شده برای کارهای سنگین؛ تقریباً 30% نرخ حذف بالاتر
8.0راهنمای انتخاب ابزار (بر اساس سناریوی کاربرد)
نیاز برنامه: نوع ابزار توصیه شده
- آماده سازی انتهای لوله: دستگاه پخ زنی لوله, دستگاه پخ زنی دو سر
- قطعات ماشینکاری شده با CNC: فرزهای انتهایی پخ دار، اینسرت های پخ دار
- لبههای نامنظم / تعمیرات در محل: ابزارهای پخزنی دستی، چاقوهای پخزنی دستی
- خطوط تولید انبوه خودکار: سیستمهای ابزار CNC، ماشینهای پخزنی با سروو موتور
- پخ زنی برای آماده سازی جوشکاری: سیستم های برش پخ لیزری یا پلاسما
9.0لبه پخ خورده در CAD چیست؟
در CAD (طراحی به کمک کامپیوتر)، پخ به ایجاد یک سطح انتقال زاویهدار بین دو وجه متقاطع اشاره دارد که جایگزین لبه تیز اصلی میشود. این عنصر طراحی نه تنها جزئیات تولید در دنیای واقعی را شبیهسازی میکند، بلکه مزایای عملکردی نیز ارائه میدهد:
- بهبود قابلیت مونتاژلبههای پخدار به هدایت قطعات جفتشده کمک میکنند و دقت و کارایی مونتاژ را افزایش میدهند.
- عملکرد سازهای بهبود یافتهتمرکز تنش ناشی از گوشههای تیز را کاهش میدهد و استحکام کلی قطعه را افزایش میدهد.
- ظاهر و قابلیت تولید بهتر: ویژگیهای ماشینکاری را برای برنامهریزی فرآیند و عملیات پاییندستی واضحتر نشان میدهد.
اکثر نرمافزارهای CAD رایج (مانند AutoCAD، SolidWorks و Fusion 360) از چندین روش تعریف پخ پشتیبانی میکنند:
- پخ با فاصله مساوی: آفست یکسانی را به هر دو وجه مجاور اعمال میکند (که معمولاً به عنوان پخ نوع C شناخته میشود).
- ترکیب فاصله و زاویه: طول لبه خاص و زاویه مربوطه را تعریف میکند.
- پخ نامتقارن: فواصل مختلفی را به هر وجه مجاور اختصاص میدهد.
پخها معمولاً در مراحل اولیه مدلسازی سهبعدی تعریف میشوند و به طور خودکار در نقشههای فنی دوبعدی نمایش داده میشوند تا به تولید و بازرسی کمک کنند.
10.0نحوه ایجاد پخ در CAD
10.1روش ۱: پخ زدن با فاصله مساوی (متقارن)
برای اعمال فاصله پخ یکسان در هر دو لبه مجاور استفاده میشود - معمولاً برای پخهای استاندارد نوع C استفاده میشود.
مراحل:
- انتخاب کنید چمفر ابزار را از منوی «اصلاح» یا «ویژگیها» انتخاب کنید.
- لبه یا گوشهای را که قرار است پخ روی آن اعمال شود، انتخاب کنید.
- یک فاصله یکنواخت (مثلاً ۲ میلیمتر) وارد کنید.
- پخ را تأیید و اعمال کنید.
10.2روش ۲: پخ فاصله و زاویه
ایدهآل برای ساختارهایی که نیاز به زاویه هدایت خاصی دارند، مانند پینهای داخلی یا سرپیچهای سوراخها.
مراحل:
- فعال کردن چمفر
- لبه هدف را انتخاب کنید.
- فاصله خطی (مثلاً ۳ میلیمتر) و زاویه مورد نظر (مثلاً ۴۵ درجه) را تنظیم کنید.
- نرمافزار بهطور خودکار سطح زاویهدار را ایجاد میکند - برای اعمال، تأیید کنید.
10.3روش ۳: پخ دو فاصلهای (نامتقارن)
برای مونتاژهای غیر متقارن یا نواحی با محدودیت فضا با اختصاص طول پخهای مختلف به هر وجه استفاده میشود.
مراحل:
- راه اندازی چمفر ابزار را انتخاب کنید و لبه هدف را انتخاب کنید.
- دو فاصله مختلف برای سطوح مجاور تعیین کنید (مثلاً ضلع A: 5 میلیمتر، ضلع B: 2 میلیمتر).
- تأیید کنید که پخ نامتقارن ایجاد شود.
11.0پخ در مقابل لبه شکسته
لبه شکست به یک پخ بسیار کوچک - معمولاً از 0.01 میلیمتر تا 0.5 میلیمتر - اشاره دارد که برای از بین بردن گوشههای تیز به منظور ایمنی و سهولت در جابجایی اعمال میشود. این یک ویژگی غیر بحرانی و کاربردی محسوب میشود و معمولاً در نقشههای فنی با یادداشتهایی مانند موارد زیر نشان داده میشود:
«تمام لبههای تیز را بشکن.»
«برآمدگیها و گوشههای تیز را بردارید»
ویژگیها:
دقت ابعادی اکیداً مورد نیاز نیست
معمولاً به صورت دستی یا از طریق پلیسهگیری خودکار انجام میشود؛ یک قرارداد فرآیندی در نظر گرفته میشود
چمفردر مقابل، یک ویژگی طراحی دقیقاً تعریفشده با ابعاد و زوایای کنترلشده است. کارکردهای آن فراتر از نرم کردن لبهها است و شامل موارد زیر میشود:
- راهنمایی مونتاژ
- کاهش تمرکز تنش
- تقویت زیبایی
- تناسب یا تراز دقیق
پخها معمولاً در مدلهای CAD مشخص میشوند و در نقشههای فنی به وضوح حاشیهنویسی میشوند (مثلاً، C1.0 × ۴۵ درجه) به عنوان عناصر هندسی عمدی و کنترلشده در نظر گرفته میشوند.
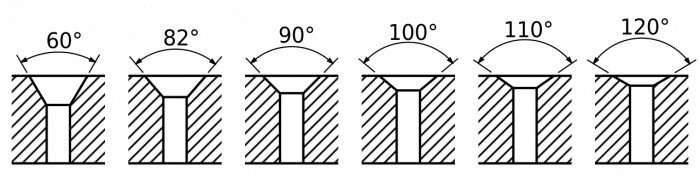
12.0پخ در مقابل کانترسینک
اگرچه هر دو شامل سطوح شیبدار هستند، اما عملکرد و اهداف طراحی آنها به طور قابل توجهی متفاوت است:
| دسته بندی | چمفر | کانتر |
| عملکرد | شکستن لبه، هدایت مونتاژ، همترازی و زیباییشناسی | پیچهای سر تخت نصب شده همسطح با سطح |
| مکان | هر لبه (داخلی یا خارجی) | سوراخهای داخلی |
| هندسه | صورت ساده زاویه دار | فرورفتگی مخروطی، معمولاً متحدالمرکز |
| زوایای مشترک | 30 درجه، 45 درجه، 60 درجه (قابل تنظیم) | ۸۲ درجه، ۹۰ درجه (استاندارد) |
| فراخوان معمولی | C1.0 × ۴۵ درجه | سینک ظرفشویی Ø8 × 90 درجه |
| اتصالات پیچی | ممکن است به جاگذاری کمک کند اما مختص پیچ نیست | با مشخصات استاندارد پیچهای سر تخت مطابقت دارد |
خلاصهکانترسینکها استاندارد هستند و برای اتصالدهندهها به طور خاص ساخته شدهاند، در حالی که پخها اهداف وسیعتری را دنبال میکنند و انعطافپذیری طراحی بیشتری ارائه میدهند.
13.0پخ زدن در مقابل پلیسه گیری
هر دو فرآیند کیفیت لبه را بهبود میبخشند، اما در هدف، روش و کنترل متفاوت هستند:
| دسته بندی | چمفر | پلیسهگیری |
| تعریف | برش زاویهدار با ابعاد دقیق | اصلاح لبه با حذف پلیسهها |
| کنترل | تعریف شده در CAD، با ابعاد دقیق | اغلب بدون اندازه مشخص؛ فرآیند محور |
| روش | تراشکاری، فرزکاری، ماشینکاری CNC | سنگ زنی، برس زدن، سوهان کاری دستی، ارتعاش و غیره |
| هدف | ویژگی عملکردی یا ساختاری | ایمنی و بهبود سطح نهایی |
| فرم | زاویه و عمق ثابت | نامنظم، گرد یا میکرو پخدار |
خلاصهپخزنی (chamfering) طراحیمحور و از نظر ابعادی کنترلشده است، در حالی که پلیسهگیری (deburring) بر ایمنی و تمیزی سطح تمرکز دارد. این دو میتوانند بسته به نیازهای عملکردی و تولیدی، بهطور جداگانه یا ترکیبی اعمال شوند.
14.0چمفر در مهندسی چیست؟
در مهندسی، یک پخ یک سطح زاویهدار ماشینکاری شده دقیق است که برای جایگزینی لبه تیز روی یک قطعه اعمال میشود. مگر اینکه خلاف آن ذکر شده باشد، زاویه پخ استاندارد معمولاً ۴۵ درجه است.
وظایف اصلی چمفرها:
- حذف گوشههای تیزنقاط تمرکز تنش را کاهش داده و یکپارچگی سازه را افزایش میدهد.
- کمک مونتاژ: بستها را به داخل سوراخها هدایت میکند یا ترازبندی قطعات را در حین مونتاژ تسهیل میکند.
- بهبود ایمنی: خطر بریدگی، آسیب ناشی از ضربه یا آسیبهای مرتبط با جابجایی را به حداقل میرساند.
- بهینهسازی رابط کاربریبا صاف کردن سطوح تماس، کیفیت جوشها، اتصالات چسبی یا اتصالات پیچ و مهرهای را بهبود میبخشد.
در نقشههای فنی، ابعاد و تلرانسگذاری پخها باید مطابق با استانداردهای مهندسی بینالمللی انجام شود تا قابلیت تولید و ثبات بازرسی تضمین شود. استانداردهای رایج عبارتند از:
- ASME Y14.5
- ایزو ۱۳۷۱۵
این استانداردها برای دستیابی به تکرارپذیری و قابلیت اطمینان در طراحی مکانیکی دقیق بسیار مهم هستند.
منابع
violintec.com/sheet-metal-and-stamped-parts/chamfers-vs-radii-in-sheet-metal-fabrication-know-the-difference/
https://en.wikipedia.org/wiki/Chamfer



