

در فلزکاری، پردازش پلاستیک و ماشینکاری، لبههای تیز ۹۰ درجه نه تنها مستعد آسیب به قطعه هستند، بلکه خطرات ایمنی را نیز به همراه دارند. برای از بین بردن این گوشههای تیز، دو تکنیک رایج در طول تولید استفاده میشود: پخ زنی و پخ زنی.
اگرچه اصطلاحات «پخ» و «لبهدار» اغلب به جای یکدیگر استفاده میشوند، اما از نظر هندسه، روش ماشینکاری و عملکرد مورد نظر تفاوت قابل توجهی دارند.
این مقاله مقایسه دقیقی بین پخها و پخها ارائه میدهد و بر ویژگیهای هندسی، تکنیکهای ماشینکاری و مزایای مربوطه آنها تمرکز دارد.
1.0چمفر چیست؟
اصطلاح پخ از کلمه فرانسوی میانه سرچشمه گرفته است چمفرینبه معنی «لبه پخدار». در زمینههای ماشینکاری و تولید، به لبهای انتقالی اشاره دارد که با برش بین دو سطح یک قطعه ایجاد میشود. یک اصطلاح مرتبط، زبان چکاوک، گاهی اوقات برای توصیف پروفیلهای پخ منحنی خاص استفاده میشود.
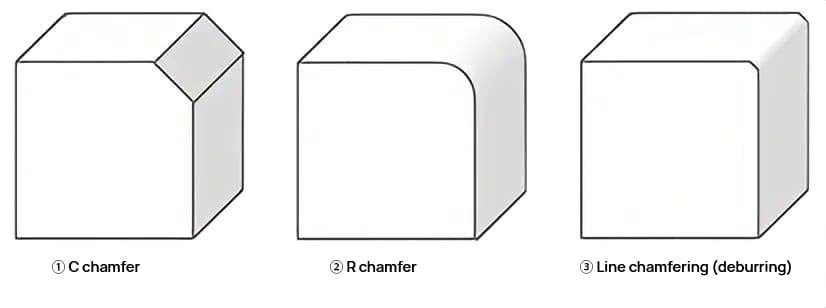
پخ، برشی شیبدار است که بین دو سطح مجاور یک قطعه کار، معمولاً در زاویه ۹۰ درجه، ایجاد میشود. رایجترین زاویه پخ ۴۵ درجه است، اگرچه این زاویه را میتوان بر اساس مشخصات طراحی تنظیم کرد. برخلاف پخ، پخ در تمام ضخامت ماده امتداد نمییابد؛ بلکه تنها بخش کوچکی از لبه را برای از بین بردن گوشههای تیز، افزایش جذابیت بصری یا تسهیل مونتاژ، حذف میکند.
ویژگیهای هندسی پخها:
- زاویه ثابت: معمولاً در زاویه ۴۵ درجه تنظیم میشود و لبهای متقارن و ثابت ایجاد میکند.
- عمق کم: فقط لبه بیرونی را بدون تأثیر بر تمامیت ساختاری قطعه اصلاح میکند.
- انتقال لبه مستقیم: برخلاف پروفیل منحنی فیلت یا شیب امتداد یافته پخ، پخها لبههای صاف و زاویهدار تشکیل میدهند.
روشهای رایج پخزنی:
ابزارهای معمول پخزنی عبارتند از:
- آسیابهای پخزن: برشدهندههای با دقت بالا که در دستگاههای فرز CNC استفاده میشوند.
- کاردک دستی یا چاقوی لبهچین: ابزارهای دستی مناسب برای دستههای کوچک یا پرداخت لبه در محل.
- ابزارهای پولیش چرخشی یا چرخهای سنگزنی: برای لبههای نامنظم یا زمانی که به سطح نهایی بالایی نیاز است، استفاده میشود.
تجهیزات پخ زنی:
- ماشینهای پخزنی CNC
- ابزارهای پخ زنی دستی
- ماشینهای پخزنی دو سر
- فرزهای پخ زن چرخشی / ابزارهای پخ زنی پلیسه گیر
- ماشینهای پخزنی لوله / سیستمهای پخزنی انتهای لوله
کاربردهای پخ زنی:
- ماشینکاری CNC فلز: معمولاً در لبههای قطعات مکانیکی، چرخدندهها و بخشهای رزوهدار استفاده میشود.
- محصولات پلاستیکی و شیشهای: صافی لبه و ظاهر سطح را بهبود میبخشد.
- دکوراسیون معماری و خانه: برای ایمنی و زیبایی، روی لبههای میز یا پیشخوان اعمال میشود.
2.0پخ چیست؟
الف مورب به یک سطح زاویهدار اشاره دارد که دو سطح غیرعمود یا موازی را به هم متصل میکند. مانند پخ، از پخ برای حذف لبههای تیز استفاده میشود، اما هم از نظر زاویه و هم از نظر دامنه متفاوت است. پخها معمولاً شامل یک ناحیه برش بزرگتر هستند و ممکن است در بخشی یا تمام ضخامت ماده امتداد یابند.
ویژگیهای هندسی پخها:
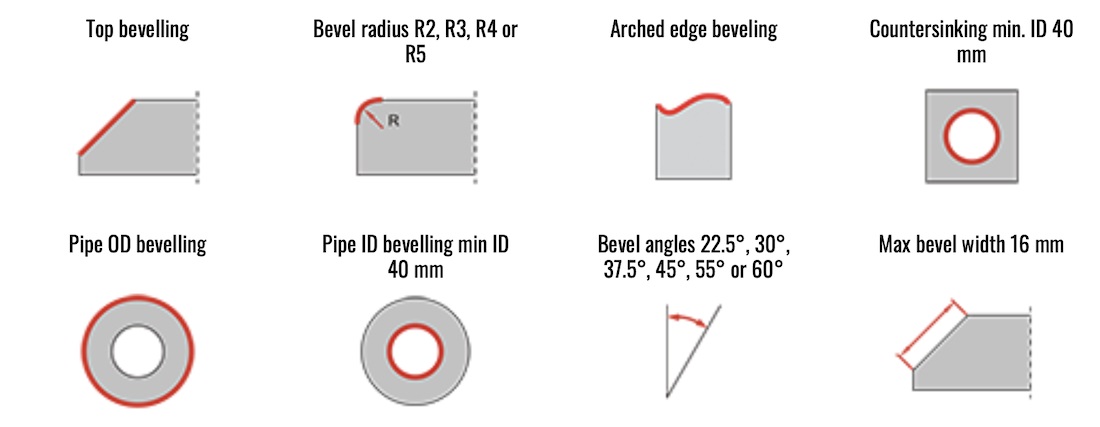
- زاویههای انعطافپذیر: زاویههای پخ میتوانند بر اساس الزامات ساختاری یا عملکردی متفاوت باشند - زوایای رایج شامل ۱۵ درجه، ۳۰ درجه و ۴۵ درجه هستند.
- ناحیه برش بزرگتر: یک پخ اغلب در امتداد کل طول لبه اجرا میشود و نسبت به پخ، مواد بیشتری را برمیدارد.
- گذار شیبدار: برخلاف سطح صاف و دقیقاً زاویهدار پخ، پخ شیب تدریجیتر و کاربردیتری ایجاد میکند.
کاربردهای معمول پخ زنی:
- جوشکاری سازه: آمادهسازی لبههای صفحات یا انتهای لولهها برای اتصالات جوش (مثلاً شیارهای پخ).
- قطعات خودرو: چرخدندههای مورب و سطوح آببندی شیبدار.
- مبلمان و مصالح ساختمانی: اریبهای تزئینی روی قاب عکسها، آینهها و لبههای کابینت.
- لوازم الکترونیکی مصرفی: قابهای شیبدار و پرداختهای پنجره نوری پخدار.
3.0پخ زدن در مقابل پخ زدن: تفاوتهای کلیدی
تعریف و زمینه:
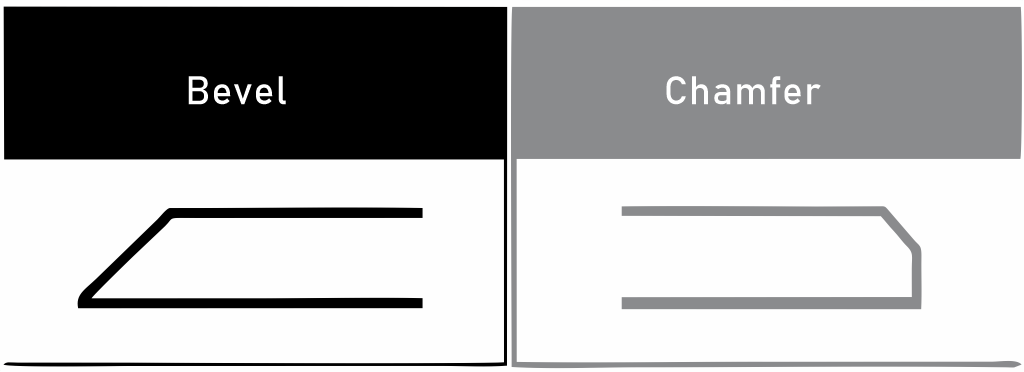
- اریب: پخ عموماً به لبه زاویهداری اشاره دارد که دو سطح موازی را به هم متصل میکند. این سطح زاویهدار همیشه نتیجه برش نیست - همچنین میتواند در طول فرآیند شکلدهی اولیه ماده ایجاد شود. پخها ممکن است به طور طبیعی در طول ساخت ایجاد شوند یا عمداً ایجاد شوند.
- چمفر: پخ به طور خاص به لبه زاویهداری اشاره دارد که با برش ایجاد میشود. این نوع پخ معمولاً بین دو سطح مجاور ایجاد میشود و همیشه شامل حذف مواد است.
به طور خلاصه:
- پخ لزوماً نیازی به برش ندارد، در حالی که پخ همیشه شامل یک فرآیند برش است.
- پخها بین سطوح مجاور اعمال میشوند، در حالی که پخها معمولاً به عنوان انتقال بین سطوح موازی یافت میشوند.
تفاوتهای هندسی:
پخها و شیارها از نظر مشخصات هندسی نیز با هم متفاوت هستند:
- چمفر: معمولاً با زاویه ۴۵ درجه برش داده میشود و برای اتصال دو سطح مجاور استفاده میشود. به عنوان مثال، پخ زدن هر گوشه از یک قطعه کار مربعی منجر به هندسه داخلی میشود که بسیار شبیه یک هشت ضلعی است.
- اریب: اگرچه زاویه ۴۵ درجه نیز رایج است، اما زاویه را میتوان بسته به طراحی آزادانه تنظیم کرد. پخها برای اتصال سطوح موازی یا ایجاد گذارهای شیبدار مناسب هستند. یک قطعه منشوری کاملاً پخ خورده ممکن است دارای مقطعی به شکل لوزی یا سایر پروفیلهای شیبدار باشد.
تفاوتهای ماشینکاری:
پخها و شیارها با استفاده از ابزارها و روشهای مختلف تولید میشوند:
پخ زدن:
- با استفاده از فرز انگشتی پخدار، روی دستگاه فرز انجام میشود.
- برای قطعات استوانهای، پخزنی را میتوان با استفاده از ماشین تراش و با استفاده از دستگاه خانکشی چرخشی انجام داد.
- در ماشینکاری CNC، پخها را میتوان با چندین پاس تولید کرد، اگرچه این کار زمان چرخه را افزایش میدهد.
پخ زدن:
- با استفاده از دستگاههای پخزن یا ابزارهای تخصصی انجام میشود.
- ماشینهای پخزنی ورق: برای مواد صفحهای یا ورقی تخت استفاده میشود.
- ماشینهای پخزنی لوله: معمولاً برای آمادهسازی انتهای لولهها برای جوشکاری استفاده میشود.
- در برخی موارد، ممکن است از ابزارهای پخزنی برای ایجاد پخ استفاده شود که برای دستیابی به زاویه مورد نظر، به چندین مرحله برش نیاز دارد.
4.0اندازهگیری پخها و اریبها
4.1ابزارهای اندازهگیری عمومی
(1) مقایسهگر نوری:
مجهز به لنزهای با بزرگنمایی بالا و سیستم تصویرسازی برای بزرگنمایی پروفیلهای لبه برای تجزیه و تحلیل.
پشتیبانی از اندازهگیریهای دستی و قرائتهای دیجیتال، مناسب برای بازرسیهای با دقت بالا.
معمولاً در کنترل کیفیت برای تولید انبوه استفاده میشود.
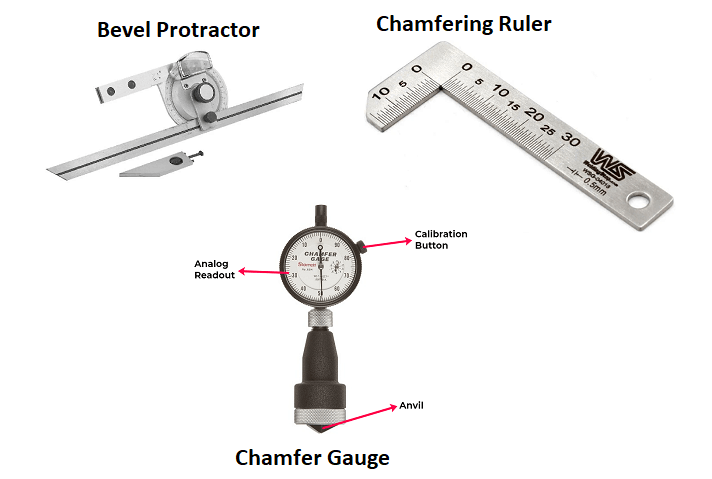
(2) گیج پخ:
از یک پیستون فنری استفاده میکند که با سطح زاویهدار تماس پیدا میکند تا طول پایه یا عمق پخ را اندازهگیری کند.
موجود در مدلهای آنالوگ، دیجیتال و سازگار با CNC
مناسب برای بازرسی سریع پخها و شیارهای مورب.
4.2ابزارهای اندازهگیری تخصصی
(1) نقاله مورب:
شامل یک مجموعه تیغه چرخان با مقیاس زاویه دایرهای است.
روش اندازهگیری:
یک تیغه با سطح شیبدار و دیگری با یک صفحه مرجع همتراز میشود.
زاویه درج شده، زاویه پخ را نشان میدهد.
مزیت: قادر به اندازهگیری انحرافات زاویهای ظریف، ایدهآل برای شیارهای جوش و سطوح دندههای پخدار.
(2) خطکش پخدار:
وسیلهای L شکل که از دو ترازوی فولادی ضد زنگ مدرج ساخته شده و در امتداد سطوح عمودی و افقی یک قطعه قرار گرفته است.
طول دو پایه را برای محاسبه طول و زاویه سطح پخ اندازه گیری میکند.
مناسب برای بازرسی دستی و تأیید نقشه.
4.3مثال تبدیل زاویه و ابعاد
اگر یک خطکش پخدار اندازهگیری کند:
پای افقی = ۳ میلیمتر
پایه عمودی = ۳ میلیمتر
سپس زاویه پخ برابر است با ۴۵ درجهو طول پخ (وتر) تقریباً برابر است با ۴.۲۴ میلیمتر (طبق قضیه فیثاغورث).
جدول خلاصه:
| نوع ابزار | بهترین برای | مزایا | کاربردهای معمول |
| مقایسهگر نوری | پخها و اریبها | بازرسی بصری با دقت بالا | بازرسی قطعات CNC، اندازهگیری آزمایشگاهی |
| گیج پخ | چمفرها | اندازهگیری سریع، طراحی ساده | کنترل کیفیت پخ زنی خودکار |
| نقاله اریب | اریبها | زوایای ظریف را اندازهگیری میکند | شیارهای جوش، بازرسی پخ سازهای |
| خطکش پخدار | چمفرها | هزینه کم، کاربرد گسترده | اندازهگیری دستی در محل کارگاهها |
5.0پخ زدن لوله در مقابل پخ زدن لوله: تفاوت چیست؟
| دسته بندی | برش اریب | پخ زنی |
| تعریف | برش انتهای لوله با زاویه خاص (مثلاً ۴۵ درجه)، معمولاً برای آمادهسازی جوشکاری | حذف لبههای تیز از لبههای داخلی و خارجی لوله برای نصب بهتر و ایمنی بیشتر |
| منطقه هدف | سطح انتهایی لوله یا دیواره بیرونی | لبههای داخلی و خارجی لوله |
| کاربردها | جوشکاری لب به لب، اتصالات سازهای، آمادهسازی شیار | ترازبندی مونتاژ، پلیسهگیری، کاهش تمرکز تنش |
| اشکال معمول | شیارهای اریب عمیق، شیارهای J شکل، شیارهای U شکل | پخهای نوع V، لبههای گرد (R)، گذارهای مخروطی |
| دقت مورد نیاز | زیاد (به ویژه برای اطمینان از نفوذ جوش و ثبات زاویه) | متوسط تا زیاد (به خصوص برای آب بندی یا مونتاژهای دقیق) |
6.0چرا پخ زنی با دقت بالا بسیار مهم است؟
در صنایعی مانند هوافضا، خودروسازی و داروسازی، پخهای انتهای لوله باید مشخصات دقیقی از نظر زاویه و عمق داشته باشند. حتی انحرافات جزئی - در حد هزارم اینچ - میتواند منجر به موارد زیر شود:
- شکافهای مونتاژ بیش از حد بزرگ یا نصب نامناسب
- خرابی و نشتی آببند
- افزایش تمرکز تنش، منجر به شکست خستگی میشود
- عدم انطباق با استانداردهای اعتبارسنجی (مانند FDA، ISO، AS9100)
در نتیجه، مشتریان اغلب به ماشینهایی با ... نیاز دارند. قابلیت CpK (شاخص قابلیت فرآیند برای اطمینان از تولید یکنواخت و در محدوده تلرانس در تمام قطعات.
پخ زنی خودکار با دقت بالا: ماشینهای پخزنی لوله با موتور سروو
برای پاسخگویی به تقاضا برای پخزنی دقیق و مداوم در بخشهای لوکس، کاملاً خودکار ماشینهای پخزنی لوله با کنترل خودکار توسعه داده شدهاند. مزایای کلیدی عبارتند از:
- سیستم کنترل سروو: کنترل دقیق زاویه پیشروی و عمق برش را امکانپذیر میکند و تکرارپذیری بالایی را تضمین میکند.
- قاب دستگاه سفت و سخت: پایداری را فراهم میکند و لرزش را در حین کار به حداقل میرساند.
- تغذیه و بستن خودکار: پشتیبانی از پردازش مداوم چند دستهای با حداقل مداخله دستی.
- تنظیمات هوشمند فرآیند: امکان تغییر سریع بین اندازهها و زوایای مختلف لوله را فراهم میکند و انعطافپذیری تولید را بهبود میبخشد.
این ماشینها برای پخزنی طیف وسیعی از فلزات - از جمله فولاد ضد زنگ، فولاد کربنی و لولههای آلیاژی - مناسب هستند و میتوانند ... پخ زنی چند زاویه ای و چند مرحله ایو آنها را برای دستیابی به نتایج با راندمان بالا و ثبات بالا ضروری میسازد.
7.0مزایای پخ زدن قطعات چیست؟
- ایمنی پیشرفته: پخ زدن لبههای تیز قطعات را از بین میبرد و خطر بریدگی، سایش یا گیر کردن لباس در حین جابجایی را کاهش میدهد. این روش معمولاً برای لبههای مبلمان و قطعات دستی برای بهبود ایمنی کاربر اعمال میشود.
- مونتاژ و دمونتاژ آسانتر: پخها، قرار دادن بستهایی مانند پیچ و مهره را تسهیل میکنند، از لبپریدگی لبه جلوگیری میکنند و دقت نصب و استحکام اتصال را افزایش میدهند.
- بهبود زیباییشناسی و کیفیت ادراکشده: پخها گوشههای خشن را نرم میکنند و به اجزا، طرحی ظریفتر و صیقلیتر میدهند و طراحی کلی محصول را بهبود میبخشند - که به طور گسترده در نجاری، جواهرات و تجهیزات سطح بالا استفاده میشود.
- همترازی بهتر در حین مونتاژ: پخها به هدایت قطعات به داخل سوراخهای جفت شدن کمک میکنند، عدم همترازی و خطاهای مونتاژ را کاهش میدهند و کارایی و دقت نصب را بهبود میبخشند.
- کاهش اصطکاک و افزایش مقاومت در برابر سایش: لبه پخ خورده، انتقال نرمی ایجاد میکند که اصطکاک بین سطوح لغزشی را به حداقل میرساند. به عنوان مثال، لنتهای ترمز پخ خورده میتوانند صدا و لرزش را در حین کار کاهش دهند.
- بهبود قابلیت تولید و کاهش هزینههای تولید: استفاده از پخها در مرحله طراحی میتواند نیاز به عملیات تکمیلی ثانویه را از بین ببرد. پخها وقتی با ابزارهای قالبگیری یا برشدهندههای فرم جفت شوند، میتوانند مراحل پردازش را ساده کرده و هزینههای تولید را کاهش دهند.
8.0مزایای پخ زدن قطعات چیست؟
- ایمنی پیشرفته: پخها گوشههای ۹۰ درجه را نرم میکنند و آسیبهای ناشی از ضربه را کاهش میدهند. در لبههای سازه رایج است، اگرچه اگر به درستی مدیریت نشود، یک طرف پخ ممکن است هنوز یک نقطه تیز ایجاد کند.
- مونتاژ و دمونتاژ آسانتر: لبههای اریب به پنلها، تختهها یا سازههای فلزی بزرگ کمک میکنند تا راحتتر به هم متصل شوند و مونتاژ ایمنتر و کارآمدتری را پشتیبانی کنند.
- بهبود زیباییشناسی و تعریف محصول: پخها به اجزا تعریف هندسی میدهند و عمق بصری و دقت طراحی را افزایش میدهند - که اغلب در محفظههای دستگاه، عناصر معماری و پرداختهای تزئینی دیده میشود.
- بهبود عملکرد ترازبندی: با تنظیم زاویههای پخ، اجزا میتوانند به طور طبیعی با دقت بیشتری تراز و با هم تماس پیدا کنند، که این امر به ویژه در سیستمهای قاب و مجموعههای پیچیده ارزشمند است.
- کاهش اصطکاک و بهبود عملکرد سایشی: پخها میتوانند هندسه سطح تماس را بهبود بخشند و اصطکاک و سایش مواد را کاهش دهند. به عنوان مثال، در مکانیزمهای درگیری چرخدنده یا کشویی، پخها به حرکت نرمتر کمک میکنند.
- بهبود قابلیت تولید و سازگاری ساختاری: پخها برای جوشکاری شیاری و انتقال سازهها ایدهآل هستند. با استفاده از ماشینهای پخزنی، این لبهها را میتوان در یک مرحله شکل داد - که باعث افزایش سرعت تولید و بهبود کارایی میشود.
منابع
www.madearia.com/blog/chamfer-vs-bevel/
www.colstanprofiles.co.uk/chamfer-vs-bevel-key-differences-applications-and-benefits/



