
- 1.0خواص اصلی آلومینیوم و آلیاژهای آلومینیوم چیست؟
- 2.0آلومینیوم چگونه فرآوری و تولید میشود؟
- 3.0اصول اصلی طراحی سازههای آلومینیومی چیست؟
- 4.0سناریوهای کاربرد مهندسی برای سازههای آلومینیومی چیست؟
- 5.0ملاحظات کلیدی برای ساخت و ساز و محافظت از سازه آلومینیومی چیست؟
- 6.0سوالات متداول | سوالات مهندسی رایج در مورد طراحی و ساخت سازههای آلومینیومی
آلومینیوم به عنوان دومین فلز سازهای پرکاربرد پس از فولاد، به دلیل وزن کم، مقاومت در برابر خوردگی و قابلیت ماشینکاری عالی، ارزشمند است و همین امر آن را به طور گسترده در معماری، حمل و نقل و محیطهای دریایی قابل استفاده میکند. با این حال، آلومینیوم از نظر رفتار مواد با فولاد تفاوت قابل توجهی دارد و طراحی و ساخت آن باید از اصول خاص آلومینیوم پیروی کند.
1.0خواص اصلی آلومینیوم و آلیاژهای آلومینیوم چیست؟
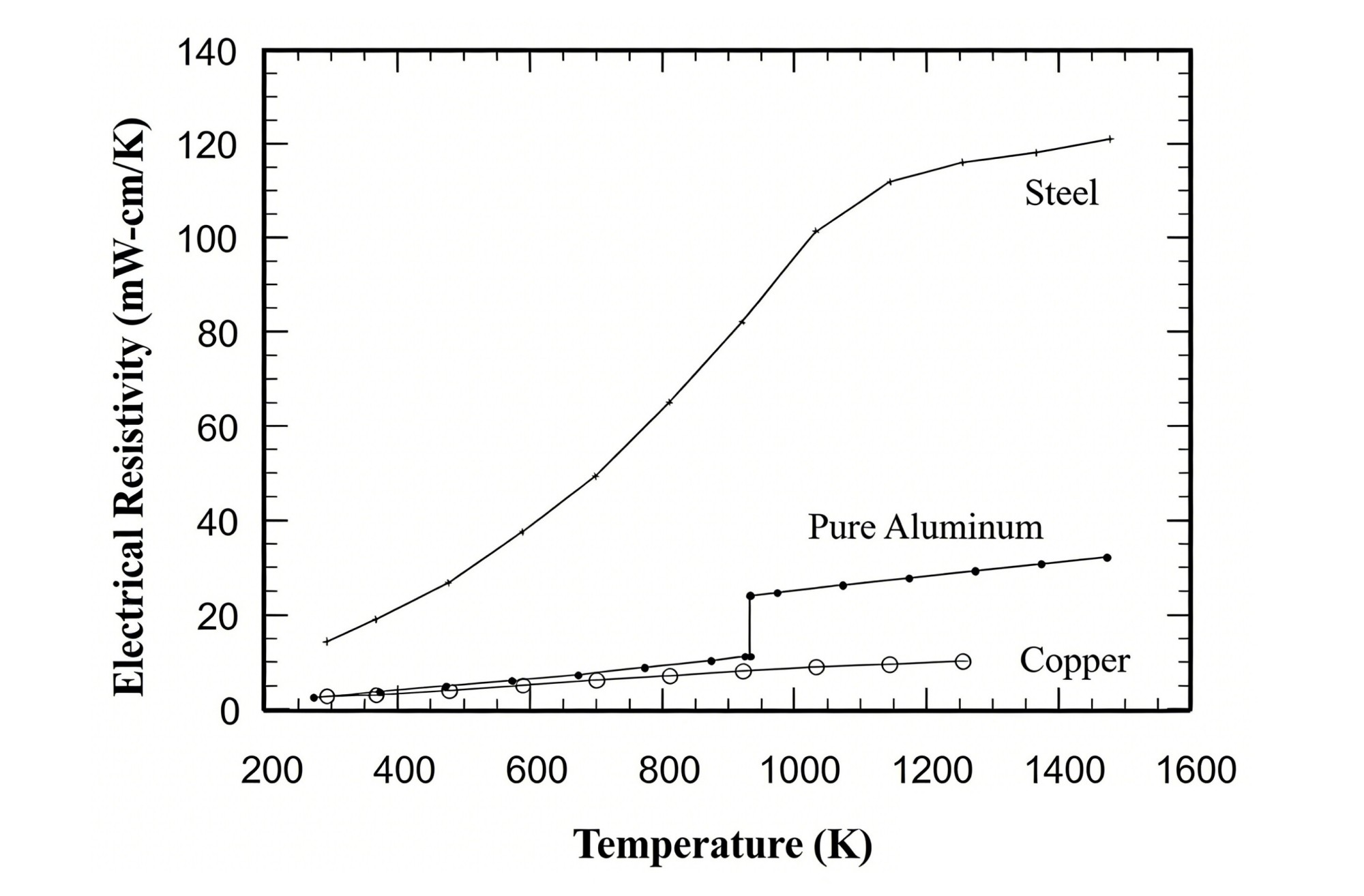
آلومینیوم فراوانترین عنصر فلزی در پوسته زمین است. با چگالی تنها ... ۲.۷ گرم بر سانتیمتر مکعب (تقریباً یک سوم فولاد)، مدول الاستیک حدود ۷۰ کیلونیوتن بر میلیمتر مربعو ضریب انبساط حرارتی آلومینیوم به طور قابل توجهی بالاتر از فولاد است، بنابراین آلومینیوم نیاز به توجه ویژه در کنترل تغییر شکل و تحلیل ساختاری ناشی از دما دارد. آلومینیوم خالص استحکام نسبتاً کمی دارد (استحکام کششی) ۹۰–۱۴۰ نیوتن بر میلیمتر مربع) و بنابراین از طریق آلیاژسازی تقویت میشود؛ آلیاژهای آلومینیوم با استحکام بالا میتوانند به استحکام کششی بیش از ۵۰۰ نیوتن بر میلیمتر مربع.
1.1مزایا و محدودیتهای کلیدی:
مزایا:
- وزن کم و جابجایی آسان
- مقاومت در برابر خوردگی ذاتی که توسط یک لایه اکسید سطحی پایدار ارائه میشود
- قابلیت اکسترود شدن عالی
- جوش پذیری خوب
- عملکرد پایدار در دمای پایین بدون خطر شکستگی ترد
- مناسب برای عملیات خمکاری سرد
محدودیتها:
- هزینه مواد بالاتر از فولاد
- از دست دادن سریع استحکام در دماهای بالا
- نرم شدن در ناحیه متاثر از حرارت پس از جوشکاری
- مقاومت خستگی و ظرفیت کمانش کمتر در مقایسه با فولاد
- ضریب انبساط حرارتی بالا
1.2سیستم طبقهبندی و نامگذاری آلیاژ:
آلیاژهای آلومینیوم بر اساس عناصر آلیاژی اصلی خود به هفت سری طبقهبندی میشوند و با اعداد چهار رقمی مشخص میشوند: 1xxx برای آلومینیوم خالص، 2xxx آلومینیوم-مس، 3xxx آلومینیوم-منگنز، 4xxx آلومینیوم-سیلیکون، 5xxx آلومینیوم-منیزیم، 6xxx آلومینیوم-منیزیم-سیلیکون و 7xxx آلومینیوم-روی-منیزیم.
نامهای تمپر (یا دمای عملیات حرارتی) شرایط فرآوری را نشان میدهند: آلیاژهای غیرقابل عملیات حرارتی از سری H استفاده میکنند (مثلاً H14 برای نیمه سخت)، آلیاژهای قابل عملیات حرارتی از سری T استفاده میکنند (مثلاً T6 برای عملیات حرارتی انحلالی و به دنبال آن پیرسازی مصنوعی)، O نشان دهنده شرایط آنیل شده و F نشان دهنده شرایط پس از ساخت است.
1.3ویژگیهای آلیاژهای ساختاری متداول:
- سری 6xxx: استحکام و قابلیت اکسترودپذیری متعادل، آنها را به انتخابی ترجیحی برای کاربردهای معماری و سازهای عمومی تبدیل میکند و برای شکلدهی با دقت بالا مناسب است.
- سری 5xxx: مقاومت عالی در برابر خوردگی، به ویژه مناسب برای سازههای جوشکاری شده.
- سری 7xxx: استحکام بسیار بالا، مورد استفاده در کاربردهای مهندسی با بارگذاری سنگین یا تخصصی.
2.0آلومینیوم چگونه فرآوری و تولید میشود؟
پردازش و ساخت آلومینیوم شامل سه مرحله اصلی است: تولید فلز، شکلدهی و اتصال، که هر کدام ملاحظات فنی خاص خود را دارند.
2.1روشهای تولید فلز:
- تولید اولیه: آلومینا با استفاده از فرآیند بایر از بوکسیت استخراج میشود و سپس از طریق فرآیند الکترولیتی هال-هرولت به آلومینیوم اولیه احیا میشود که به انرژی الکتریکی قابل توجهی نیاز دارد.
- تولید ثانویه: ضایعات آلومینیوم دوباره ذوب و استفاده میشوند، برای محصولاتی با نیازهای ترکیبی کمتر مناسب هستند، هزینه کمتری دارند و مزایای زیستمحیطی ارائه میدهند.
2.2فرآیندهای اصلی شکلدهی:
- محصولات نورد شده: شامل صفحات (با ضخامت ≥ ۶ میلیمتر) و ورقها (با ضخامت < ۶ میلیمتر)، تولید شده از طریق نورد گرم و به دنبال آن نورد سرد، با کنترل دقیق تلرانسهای ضخامت و کیفیت سطح.
- پروفیلهای اکسترود شده: فرآیند تشکیل هسته برای آلومینیوم، قادر به تولید مقاطع پیچیده و توخالی. پارامترهای کلیدی شامل نسبت اکستروژن (معمولاً بهینه شده در محدوده 30 تا 50)، طراحی قالب و عملیات حرارتی بعدی است. پروفیلها را میتوان با استفاده از دستگاههای خمش پروفیل آلومینیوم برای برآورده کردن نیازهای ساختاری خاص، بیشتر پردازش کرد.
- تولید لوله: شامل لولههای اکسترود شده، لولههای کشیده شده (بدون درز، دقت ابعادی بالا) و لولههای جوش داده شده (هزینه کمتر، مناسب برای کاربردهای دیواره نازک).
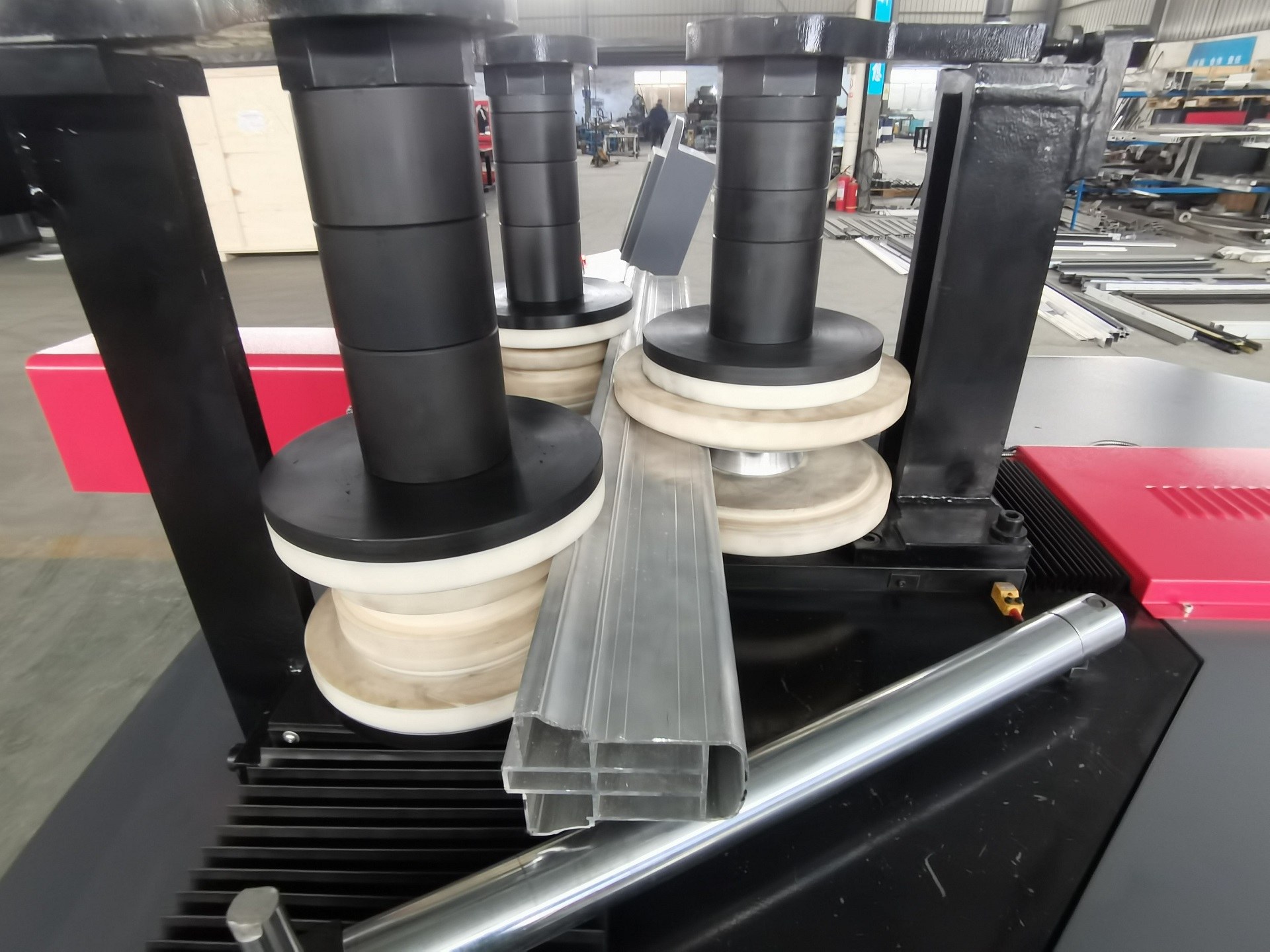
- خمکاری و شکلدهی: دستگاههای خمکاری پروفیل آلومینیوم بهطور خاص برای تطبیق با ویژگیهای مواد آلومینیوم طراحی شدهاند و امکان کنترل دقیق زوایای خم و برگشت فنری را فراهم میکنند. آنها بهویژه برای خمکاری سرد آلیاژهای قابل عملیات حرارتی مانند سری 6xxx مؤثر هستند و خطر ترک خوردگی ناشی از خوردگی تنشی را در حین شکلدهی کاهش میدهند. مقاطع پیچیده اکسترود شده را میتوان با حداقل شعاع خمش مناسب خم کرد و استحکام ساختاری اصلی پروفیل را حفظ کرد. این رویکرد بهطور گسترده در قاببندی دیوار پردهای، سازههای خودرو و کاربردهای مشابه استفاده میشود.
2.3انتخاب تکنیکهای اتصال:
- چفت و بست مکانیکی: شامل اتصالات پیچ و مهرهای (پیچ و مهرههای فولادی ضد زنگ یا آلیاژ آلومینیوم توصیه میشود)، پرچ برای سازههای سبک وزن، و اتصالات پیچ و مهرهای با مقاومت بالا و مقاوم در برابر لغزش که در آنها عوامل لغزش باید کنترل شوند.
- جوشکاری: جوشکاری MIG معمولاً به دلیل راندمان بالا و مناسب بودن برای قطعات با ضخامت متوسط مورد استفاده قرار میگیرد، در حالی که جوشکاری TIG دقت بالاتری را برای مقاطع نازک فراهم میکند. جوشکاری اصطکاکی اغتشاشی، یک فرآیند حالت جامد نوظهور، هیچ حوضچه مذابی تولید نمیکند و منجر به حداقل نرم شدن منطقه تحت تأثیر حرارت میشود.
- اتصال چسبی: معمولاً از چسبهای پایه اپوکسی استفاده میکند و نیاز به آمادهسازی دقیق سطح (چربیزدایی، سایش و آنودایزینگ) دارد. این محصول برای سازههایی با الزامات زیباییشناسی و سختی بالا مناسب است.
3.0اصول اصلی طراحی سازههای آلومینیومی چیست؟
طراحی سازههای آلومینیومی بر اساس رویکرد طراحی حالت حدی است که مستلزم تأیید سه حالت حدی اساسی است: استحکام نهایی، قابلیت سرویسدهی و خستگی. فلسفه طراحی بر رفتار خاص مواد آلومینیوم و مکانیسمهای انتقال بار سازهای متمرکز است، ضمن اینکه تغییرات ابعادی و مقطعی ایجاد شده در طول ساخت را نیز در نظر میگیرد.
3.1روشها و پارامترهای طراحی:
- عوامل جزئی بار: ضرایب جزئی بار باید مطابق با کدهای طراحی مربوطه تعیین شوند. مقادیر بین کشورها و مناطق متفاوت است؛ هر رقمی که در اینجا ذکر شده است فقط جهت توضیح است و نباید به عنوان الزامات جهانی در نظر گرفته شود.
- جزئی از مواد عوامل برای اعضا، ۱.۳ تا ۱.۶ برای اتصالات جوشی، و ≥۱.۶ برای اتصالات چسبی.
- مبنای محاسبه کلیدی: طراحی بر اساس تنش اثبات 0.2% (f₀) و مقاومت کششی نهایی (fᵤ) با در نظر گرفتن تغییر شکل پلاستیک، کمانش موضعی و خواص مقطع عرضی اصلاحشده ناشی از فرآیندهای ساخت انجام شده است.
3.2ملاحظات کلیدی محاسبه:
- نرم شدن ناحیه متاثر از حرارت (HAZ): جوشکاری باعث کاهش موضعی استحکام میشود؛ برای آلیاژهای سری 6xxx، این کاهش ممکن است تا 50% برسد. این اثر باید با استفاده از ضرایب نرم شدن و روشهای مؤثر برش در نظر گرفته شود.
- کمانش موضعی: المانهای صفحهای باریک مانند جانها و بالها مستعد کمانش موضعی هستند. مقاطع باید به صورت فشرده، غیرفشرده یا باریک طبقهبندی شوند و ظرفیت باربری آنها با استفاده از روش عرض مؤثر محاسبه شود.
- طراحی اعضا: تیرها نیاز به بررسی مقاومت خمشی، ظرفیت برشی، خمیدگی جان و کمانش جانبی-پیچشی دارند. برای اعضای محوری، اعضای کششی از نظر شکست موضعی و تسلیم کلی بررسی میشوند، در حالی که اعضای فشاری باید اندرکنش کمانش کلی و کمانش موضعی را در نظر بگیرند.
- طراحی خستگی: بر اساس محدوده تنش و منحنیهای S-N، محدودههای تنش مجاز بر اساس دستهبندی جزئیات تعیین میشوند. اثرات نرمشدگی HAZ و تمرکز تنش باید در نظر گرفته شوند، با توجه ویژه به یکپارچگی سطح مقطع ساخته شده.
3.3توصیههایی برای طراحی مواد و محصول:
- انتخاب مواد: آلیاژهای سری 6xxx معمولاً ترجیح داده میشوند؛ آلیاژهای سری 5xxx برای محیطهای خورنده توصیه میشوند؛ آلیاژهای سری 7xxx برای سازههای تحت بارگذاری سنگین مناسب هستند.
- طراحی بخش: از اکستروژن برای ایجاد مقاطع عرضی یکپارچه و پیچیده استفاده کنید و تعداد اتصالات را کاهش دهید. شعاع خمش باید در صورت امکان استاندارد شود و از خمش مرکب برای اطمینان از سازگاری با فرآیندهای تولید اجتناب شود.
- تولید انبوه: پروفیلهایی با یک نوع خمش واحد را میتوان به طور مداوم و در دستههایی با استفاده از دستگاههای خمش پروفیل آلومینیومی پردازش کرد، در حالی که اجزای پیچیده باید ابتدا نمونهسازی شوند تا پارامترهای فرآیند قابل اعتماد ایجاد شوند.
4.0سناریوهای کاربرد مهندسی برای سازههای آلومینیومی چیست؟
با توجه به مزایای متمایز آنها، سازههای آلومینیومی به طور گسترده در بخشهای مختلف مورد استفاده قرار میگیرند. کاربرد دستگاههای خم پروفیل آلومینیوم با توجه به نیازهای خاص هر سناریو متفاوت است.
4.1کاربردهای ساختمانی:
شامل سیستمهای دیوار پردهای، درها و پنجرهها، پارتیشنها و قابهای سقف. این موارد معمولاً از پروفیلهای اکسترود شده سری 6xxx که از طریق فرآیندهای خمکاری شکل میگیرند، با تأکید بر تعادل بین سختی و کیفیت بصری استفاده میکنند. برخی از کاربردها همچنین به عایق حرارتی و عملکرد صوتی نیاز دارند، به طوری که سطح عایق صوتی آنها تا 40 دسیبل میرسد.
4.2بخش حمل و نقل:
پوشش بدنه واگنهای راهآهن، بدنه کامیونها و کشتیهای پرسرعت. طراحی سبک وزن یک هدف کلیدی است که اغلب از طریق ترکیبی از جوشکاری و اتصال چسبی حاصل میشود. دستگاههای خم پروفیل آلومینیوم برای شکلدهی هندسههای پیچیده قاب، با الزامات سختگیرانه برای عملکرد خستگی و مقاومت در برابر خوردگی استفاده میشوند.


4.3کاربردهای تخصصی:
- مهندسی دریا: سکوهای فراساحلی و روبناهای کشتی معمولاً از آلیاژهای سری 5xxx مقاوم در برابر خوردگی استفاده میکنند.
- سازههای دمای پایین: عملکرد عالی آلومینیوم در دمای پایین، آن را برای سازههای مناطق سردسیر مناسب میکند.
- نظامی و هوافضا: آلیاژهای سری 7xxx با استحکام بالا در سیستمهای پلسازی نظامی و اجزای سازهای هواپیما به کار میروند، و قطعات پیچیده خاصی نیاز به شکلدهی و پردازش با دقت بالا دارند.
5.0ملاحظات کلیدی برای ساخت و ساز و محافظت از سازه آلومینیومی چیست؟
ساخت سازههای آلومینیومی تأکید ویژهای بر کیفیت اتصال، کنترل تغییر شکل و محافظت در برابر خوردگی دارد. علاوه بر این، عملکرد تجهیزات ساخت باید از رویههای استاندارد پیروی کند تا از خطرات ایمنی سازهای ناشی از پردازش نادرست جلوگیری شود.
5.1عملیات آماده سازی و برش سازه:
- ذخیره سازی: اجزای آلومینیومی باید در شرایط خشک نگهداری شوند تا از آلودگی آب و لکه شدن سطح جلوگیری شود.
- برش: برش با قیچی، اره و برش پلاسما روشهای قابل قبولی هستند. برش با شعله مجاز نیست، زیرا میتواند باعث ایجاد پلیسه بیش از حد و آسیب سطحی شود.
- حفاری: سرعتهای حفاری بالاتر از سرعتهای مورد استفاده برای فولاد است. برای قطرهای کوچک، توصیه میشود قبل از سوراخکاری، تقریباً 75% از قطر سوراخ نهایی را از قبل سوراخکاری کنید تا خطر پارگی کاهش یابد.
- عملیات خمکاری: خمکاری سرد امکان کنترل دقیق تغییر شکل را فراهم میکند. برای آلیاژهای قابل عملیات حرارتی که نیاز به خمکاری در شرایط T4 دارند، شکلدهی باید در بازه زمانی موجود قبل از پیرسازی مصنوعی (معمولاً ظرف دو ساعت پس از کوئنچ) انجام شود تا شکلدهی با دقت بالا حاصل شود. پیرسازی مصنوعی بعدی، استحکام کامل ماده را بازیابی میکند. به عنوان یک قطعه تجهیزات اختصاصی، دستگاههای خمکاری پروفیل آلومینیوم به طور مؤثر برگشت فنری را در طول این فرآیند کنترل میکنند و به ویژه برای الزامات خمکاری سرد آلیاژهای سری 6xxx مناسب هستند.


5.2کنترل کیفیت ساخت و ساز مشترک:
- جوشکاری: حرارت ورودی باید به دقت کنترل شود تا نرم شدن HAZ به حداقل برسد. جوشکاری MIG برای قطعات با ضخامت متوسط مناسب است، در حالی که جوشکاری TIG برای مقاطع نازک ترجیح داده میشود. باید فلزات پرکننده منطبق انتخاب شوند.
- اتصالات پیچ و مهره ای: پیچ و مهرههای فولادی ضد زنگ آستنیتی توصیه میشوند. برای جلوگیری از تماس مستقیم بین فلزات غیرمشابه، باید از واشر استفاده شود.
- اتصال چسبی: آمادهسازی سطح، شامل چربیزدایی و سایش، بسیار مهم است. ضخامت لایه چسب و شرایط پخت باید به شدت کنترل شود.
5.3اقدامات حفاظت در برابر خوردگی:
- عملیات سطحی: آنودایزینگ مقاومت در برابر خوردگی و ظاهر را افزایش میدهد، در حالی که پوشش پودری هم عملکرد تزئینی و هم محافظتی را فراهم میکند.
- حفاظت در برابر تماس: برای جلوگیری از خوردگی گالوانیکی، رابطهای فلزی غیرمشابه باید از نظر الکتریکی عایقبندی شوند، به عنوان مثال با استفاده از پوششهای پرایمر یا استفاده از واشرهای غیر رسانا.
- سازگاری با محیط: در محیطهای خورنده، آلیاژهای مقاوم در برابر خوردگی مانند سری 5xxx باید انتخاب شوند و در صورت لزوم، پوششهای محافظ اضافی اعمال شود.
6.0سوالات متداول | سوالات مهندسی رایج در مورد طراحی و ساخت سازههای آلومینیومی
سازه آلومینیومی در کاربردهای مهندسی چیست؟
در عمل مهندسی، سازه آلومینیومی به سیستم سازهای اطلاق میشود که در آن از آلومینیوم و آلیاژهای آلومینیوم به عنوان مصالح اصلی تحمل بار استفاده میشود. اجزای معمول شامل تیرها، ستونها، قابها، خرپاها و سازههای پوستهای هستند. در مقایسه با سازههای فولادی، سازههای آلومینیومی با وزن کم، مقاومت در برابر خوردگی بالا و قابلیت اکستروژن عالی مشخص میشوند و به طور گسترده در ساخت و ساز ساختمان، حمل و نقل و مهندسی دریایی کاربرد دارند.
تفاوتهای اصلی بین سازههای آلومینیومی و فولادی چیست؟
تفاوتهای قابل توجهی در رفتار مواد بین سازههای آلومینیومی و فولادی وجود دارد. آلومینیوم مدول الاستیک پایینتر و ضریب انبساط حرارتی بالاتری دارد که منجر به تغییر شکل بیشتر در شرایط بارگذاری یکسان میشود. علاوه بر این، خواص مکانیکی آلیاژهای آلومینیوم نسبت به فرآیندهای جوشکاری و شکلدهی حساستر است. در نتیجه، سازههای آلومینیومی نمیتوانند مستقیماً از روشهای طراحی فولاد استفاده کنند و باید از قوانین طراحی متناسب با ویژگیهای خاص مواد آلومینیومی پیروی کنند.
آلیاژهای آلومینیوم برای استفاده در سازه چگونه طبقه بندی می شوند؟
آلیاژهای آلومینیوم مورد استفاده در مهندسی سازه معمولاً بر اساس عناصر آلیاژی اصلی خود به سریهای 1xxx تا 7xxx طبقهبندی میشوند. در میان آنها، سری 6xxx به دلیل استحکام متعادل، مقاومت در برابر خوردگی و قابلیت اکسترود شدن، بیشترین کاربرد را در ساختمانسازی و سازههای عمومی دارد. سری 5xxx در محیطهای خورنده عملکرد خوبی دارد، در حالی که سری 7xxx در سناریوهای مهندسی خاص که نیاز به استحکام بالا دارند، کاربرد دارد.
چه روش طراحی معمولاً برای سازههای آلومینیومی استفاده میشود؟
سازههای آلومینیومی معمولاً با استفاده از روش طراحی حالت حدی، با تأیید حالتهای حدی نهایی، حالتهای حدی قابلیت بهرهبرداری و حالتهای حدی خستگی طراحی میشوند. توجه ویژهای به اثرات نرم شدن ناحیه تحت تأثیر حرارت ناشی از جوشکاری، کمانش موضعی عناصر باریک و تأثیر فرآیندهای حرارتی و ساخت مواد بر عملکرد سازه میشود.
جوشکاری چگونه بر استحکام سازههای آلومینیومی تأثیر میگذارد؟
جوشکاری باعث ایجاد یک ناحیه متاثر از حرارت در اعضای آلیاژ آلومینیوم میشود که در آن استحکام تسلیم و استحکام کششی عموماً کمتر از ماده پایه است. این اثر به ویژه در آلیاژهای سری 6xxx مشهود است. در طراحی مهندسی، ظرفیت تحمل بار نواحی جوش داده شده معمولاً با اعمال ضرایب نرم شدن یا روشهای مؤثر برش تنظیم میشود.
خمکاری پروفیل آلومینیوم چیست و چرا مهم است؟
خمکاری پروفیل آلومینیوم به شکلدهی پروفیلهای آلومینیومی اکسترود شده در شرایط دمایی سرد یا کنترلشده اشاره دارد. این فرآیند به طور گسترده در قاببندی دیوار پردهای، سازههای فضایی و سیستمهای حمل و نقل استفاده میشود. این روش امکان دستیابی به هندسههای پیچیده را فراهم میکند و در عین حال تعداد اتصالات جوش داده شده را کاهش میدهد و در نتیجه یکپارچگی و ظاهر کلی سازه را بهبود میبخشد.
چگونه میتوان برگشت فنری را در خمکاری آلومینیوم کنترل کرد؟
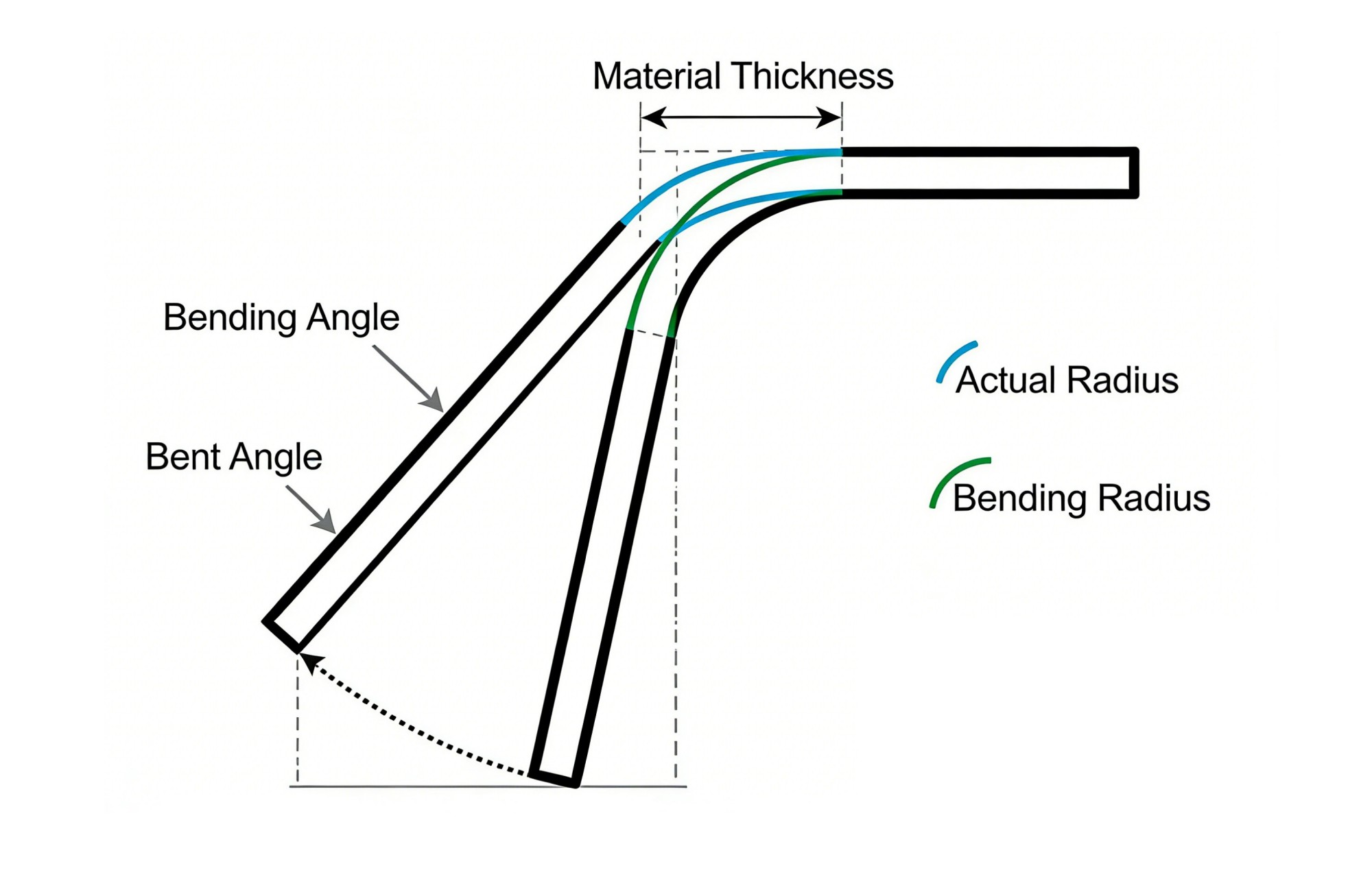
با توجه به مدول الاستیک نسبتاً پایین آلیاژهای آلومینیوم، برگشت فنری در حین خمکاری بیشتر مشهود است. در عمل، برگشت فنری با انتخاب حداقل شعاع خمکاری مناسب، بهینهسازی پارامترهای شکلدهی و استفاده از تجهیزات خمکاری که بهطور خاص برای مواد آلومینیومی طراحی شدهاند، کنترل میشود و در نتیجه دقت و ثبات شکلدهی بهبود مییابد.
روشهای اتصال رایج برای سازههای آلومینیومی چیست؟
روشهای اتصال رایج برای سازههای آلومینیومی شامل اتصالات پیچ و مهرهای، پرچکاری، جوشکاری و اتصال چسبی سازهای است. هر روش از نظر ظرفیت تحمل بار، عملکرد خستگی و الزامات ساختوساز متفاوت است و باید بر اساس عملکرد سازه، شرایط محیطی و ملاحظات نگهداری انتخاب شود.
محافظت در برابر خوردگی در سازههای آلومینیومی چگونه انجام میشود؟
اگرچه آلیاژهای آلومینیوم ذاتاً مقاومت در برابر خوردگی دارند، اما اقدامات حفاظتی هنوز در محیطهای تهاجمی یا جایی که فلزات غیرمشابه در تماس هستند، مورد نیاز است. روشهای معمول شامل آندایزینگ، پوشش پودری و استفاده از لایههای عایق در فصل مشترک فلزات غیرمشابه برای کاهش خطر خوردگی گالوانیک است.
برای طراحی سازههای آلومینیومی معمولاً به چه استانداردهایی مراجعه میشود؟
در رویههای مهندسی بینالمللی، طراحی سازههای آلومینیومی معمولاً به استاندارد EN 1999 (Eurocode 9) و استانداردهای ملی مرتبط ارجاع میدهد. این ضوابط، رفتار مکانیکی و ویژگیهای تولیدی مواد آلومینیومی را بررسی کرده و الزامات خاصی را برای طراحی اعضا، جزئیات اتصال و رواداریهای ساخت ارائه میدهند.
مرجع
https://de.meviy.misumi-ec.com/info/en/blog-en/materials-en/26888/
https://clintonaluminum.com/which-aluminum-alloy-bends-best/
https://www.thefabricator.com/thefabricator/article/bending/bending-aluminum-101-how-to-bend-6061-t6-aluminum