۵ مرحله برای تسلط بر فرآیند برجستهسازی ورق فلزی
0.1مقدمهای بر فرآیند برجستهسازی ورق استیل ضد زنگ
ورقهای استیل ضد زنگ برجسته با غلتاندن الگوهایی از غلطکهای قالب روی ورقها با استفاده از دستگاه برجستهسازی ایجاد میشوند.
برجسته کاری روی ورق فلزی یک است مهر زنی فرآیندی برای تولید طرحها یا نقشهای برجسته یا فرورفته در ورق فلزیعبور دادن ورق یا نواری از فلز بین رولهایی با طرح دلخواه. این روش اغلب با مهرزنی فویل ترکیب میشود تا جلوهای براق و سهبعدی ایجاد کند.
0.2ویژگیهای اصلی ورقهای استیل ضد زنگ برجسته
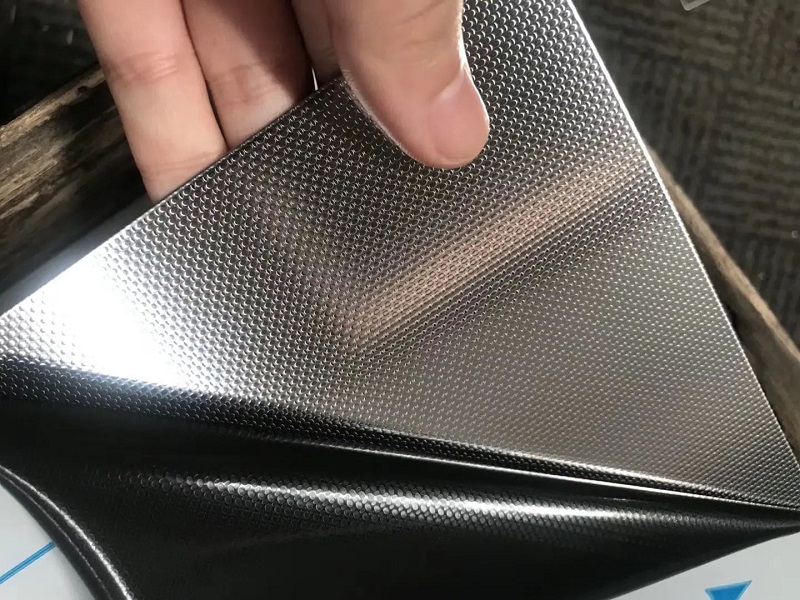
ورقهای استیل ضد زنگ برجسته از نظر زیباییشناسی دلپذیر هستند و به طور گسترده در دکوراسیون معماری، مانند موارد زیر، مورد استفاده قرار میگیرند. دکور دیواری فلزی برجستهبافتهای برآمده و فرورفته روی سطح، اصطکاک را افزایش میدهند و آنها را برای مناطق مقاوم در برابر لغزش مانند پلهها و کف و همچنین کف واگنهای مترو ایدهآل میکنند.
ورقهای برجسته از جنس استیل ضد زنگ بسیار بادوام هستند و مقاومت در برابر زنگزدگی، خواص ضد آلودگی و مقاومت عالی در برابر خوردگی را ارائه میدهند، در حالی که تمیز کردن آنها آسان است.

0.3الگوهای رایج برای ورقهای استیل ضد زنگ برجسته



- صفحه شطرنجی
- الگوی موجدار
- الگوی نقطهای
- بافت چرم
- الگوی مش
- مکعب
- گل داوودی
- میدان عتیقه
- دانه چوب
- الماس
- مربع کوچک
- کتان
- پارچه کتانی کوچک
- شن و ماسه
- دانه برنج
- نوار
- شبکه
- الگوی چرمی
0.4کاربردهای عمده ورقهای استیل ضد زنگ برجسته
دکوراسیون معماریمورد استفاده برای هنر دیواری فلزی برجسته، سقفها، ستونها و سایر مصالح تزئینی دیوار.
مبلمان و وسایل آشپزخانه: مواد برای درب کابینت، صفحه کابینت و صفحات فلزی برجسته.
دکوراسیون آسانسورفولاد ضد زنگ برجسته برای دکوراسیون داخلی و درب آسانسورها.
مناطق صنعتی: مناسب برای راهروهای مقاوم در برابر لغزش و سکوهای کار.
حمل و نقلمورد استفاده در مترو، کف قطار و نردهها.
مراحل و ملاحظات کلیدی در فرآیند برجستهسازی فولاد ضد زنگ
1.0انتخاب جنس فولاد ضد زنگ
1.1مواد رایج برای ورقهای استیل ضد زنگ برجسته:
- آلومینیوم (تمام آلیاژها)
- آلومینیوم (T1/T2)
- برنج
- موجودی کارت
- فولاد نورد سرد
- مس
- فولاد گالوانیزه
- فولاد با استحکام بالا، کم آلیاژ
- فولاد نورد گرم
- فولاد (تمام آلیاژها)
- روی
ورقهای استیل ضد زنگ:
- فولاد ضد زنگ 304: ماده استاندارد برای ورقهای برجسته با مقاومت خوب در برابر خوردگی.
- فولاد ضد زنگ 316مقاومت در برابر خوردگی بهتری نسبت به 304 ارائه میدهد، که اغلب در محیطهای لوکس یا فضای باز استفاده میشود.
- فولاد ضد زنگ ۴۳۰: مقرون به صرفه تر، مناسب برای فضای داخلی کاشیهای برجسته فلزیجایی که مقاومت در برابر خوردگی اهمیت کمتری دارد.
1.2ضخامت مواد و عمق طرح:
- ورقهای نازکتر (0.5-1.0 میلیمتر): مناسب برای مصارف تزئینی، با الگوهای نسبتاً کم عمق.
- ورقهای ضخیمتر (۱.۵ میلیمتر و بالاتر): برجستهسازی عمیقتر را ممکن میسازد و الگوهای برجستهتری ایجاد میکند، ایدهآل برای کاربردهای مقاوم در برابر لغزش.
2.0غلتک قالب برجسته

2.1طراحی قالب برجسته سازی:
طراحی الگوطراحی باید انعطافپذیری فولاد ضد زنگ و عمق برجستهسازی را در نظر بگیرد تا از بازتولید واضح الگو اطمینان حاصل شود.
عمق برجسته سازیعمق را با توجه به ضخامت ورق و کاربرد مورد نظر تنظیم کنید. ورقهای ضخیمتر میتوانند از برجستهکاری عمیقتر پشتیبانی کنند، در حالی که ورقهای نازکتر برای الگوهای کمعمق مناسبتر هستند.
اندازه قالباندازه غلتک قالب باید دقیقاً با ابعاد ورق فولاد ضد زنگ مطابقت داشته باشد تا از عدم تراز یا تغییر شکل در حین برجستهسازی جلوگیری شود.
تداوم الگو: برای جلوگیری از درز یا ناهماهنگی، از طرحبندی پیوسته و متقارن اطمینان حاصل کنید.
2.2مواد لازم برای غلطکهای قالب:
- فولاد آلیاژی با استحکام بالاغلطکهای قالب، که معمولاً از فولاد Cr12MoV یا D2 ساخته میشوند، میتوانند فشار و اصطکاک بالای ناشی از برجستهکاری فولاد ضد زنگ را تحمل کنند.
2.3اطمینان از دقت قالب:
- ماشینکاری با دقت بالااز آنجایی که فولاد ضد زنگ سخت است، دقت قالب باید در محدوده میکرون باشد که از طریق ماشینکاری CNC حاصل میشود.
2.4نگهداری قالب:
تمیز کردنتمیز کردن منظم قالبها برای از بین بردن چربی و بقایای فلزی ضروری است و کیفیت برجستهسازی را تضمین میکند.
تشخیص سایشبرای حفظ وضوح الگو، قالبها را به طور منظم از نظر ساییدگی یا ترک، به ویژه آنهایی که مرتباً استفاده میشوند، بررسی کنید.
روانکاری: روانکاری مناسب، طول عمر قالب را افزایش میدهد.
ذخیرهسازی: غلتکهای قالب باید در شرایط خشک نگهداری شوند تا از زنگزدگی یا آسیب سطحی جلوگیری شود.
3.0تنظیمات دستگاه برجسته سازی فولاد ضد زنگ
انواع ماشینهای برجستهکاری رایج:
هیدرولیک ماشینهای برجستهکاری: مناسب برای تولید در مقیاس بزرگ یا برجسته کاری ورق های ضخیم، به ویژه برای کفپوش های صنعتی مقاوم در برابر لغزش.
ماشینهای برجستهکاری مکانیکی: ایدهآل برای تولید در مقیاس کوچک تا متوسط، جمع و جور و مقرون به صرفه.
ماشین آلات نوردطراحی شده برای تولید انبوه ورقهای نازک برجسته از جنس فولاد ضد زنگ، مانند آنهایی که برای ... استفاده میشوند دکور آسانسوریا لوازم خانگی.
3.1تنظیم پارامترهای دستگاه برجسته سازی:
تنظیم فشارفشار را بر اساس ضخامت، سختی و عمق الگوی مورد نظر فولاد ضد زنگ تنظیم کنید.
تنظیم سرعت: برای مواد نازکتر سرعت را افزایش دهید و برای مواد ضخیمتر آن را کاهش دهید.
تنظیم دمادر برخی موارد، گرم کردن فولاد ضد زنگ میتواند خاصیت انعطافپذیری آن را بهبود بخشد، به خصوص برای ورقهای ضخیمتر یا فرآیندهای برجستهکاری عمیق.
3.2تضمین ثبات در حین برجستهسازی:
کالیبراسیون دستگاهدستگاه را مرتباً کالیبره کنید تا از تنظیمات صحیح فشار، سرعت و دما اطمینان حاصل شود.
نظارت بر وضعیت دستگاه: به طور مداوم عملکرد دستگاه را رصد کنید تا هرگونه ناهنجاری در دما، فشار یا سرعت را تشخیص دهید.
کنترل لرزشاطمینان حاصل کنید که غلتکهای قالب روی یک سکوی پایدار نصب شدهاند تا از تأثیر لرزشها بر کیفیت برجستهسازی جلوگیری شود.
4.0جابجایی ورقهای استیل ضد زنگ برجسته
4.1صاف کردن ورقهای فولاد ضد زنگ:
بررسی صافی سطح: از دستگاه تراز استفاده کنید تا مطمئن شوید ورقها صاف و بدون فرورفتگی یا برآمدگی هستند.
پیش تصفیه موادبرای فولاد ضد زنگ سختتر، آنیل سبک قبل از برجستهکاری میتواند تنش داخلی را کاهش داده و از تغییر شکل نامنظم یا ترک خوردگی در حین برجستهکاری جلوگیری کند.
محکم کردن قطعات کاراطمینان حاصل کنید که ورق استیل ضد زنگ در حین برجستهکاری محکم ثابت شده است تا از جابجایی آن جلوگیری شود، زیرا جابجایی میتواند الگو را تحریف کند یا باعث ایجاد چین و چروک در امتداد لبهها شود.
4.2تضمین وضوح و یکنواختی الگو:
قالب دقیق و بدون نقص: الگوی قالب باید بدون نقص باشد.
فشار یکنواخت: از فشار یکنواخت در سراسر ورق اطمینان حاصل کنید.
کنترل ضخامت مواد: ضخامت یکنواخت مواد را حفظ کنید.
4.3نظارت بر پارامترهای کلیدی (فشار، دما و غیره) به صورت بلادرنگ:
نظارت بر فشار: به طور مداوم فشار را کنترل کنید تا از یکنواختی برجسته سازی اطمینان حاصل شود.
کنترل دما: دما را در صورت نیاز تنظیم کنید تا خاصیت پلاستیسیته مواد بهبود یابد.
نظارت بر سرعت: برای جلوگیری از برجستهسازی ناهموار، سرعت ثابتی را حفظ کنید.
5.0عملیات پس از برجستهسازی
5.1عملیات سطحی پس از برجسته سازی:
تمیز کردن سطحبرای حفظ ظاهر محصول، روغن باقیمانده، خردههای فلز و ذرات را پاک کنید.
پولیش کاری: بسته به نوع محصول، سطح ممکن است صیقل داده شود. روشهای رایج صیقل دادن شامل صیقل دادن مکانیکی، شیمیایی یا الکتروشیمیایی است.
مسواک زدنبرس زدن سطح، جلوه بصری بافتدارتری به فولاد ضد زنگ میدهد.
5.2فیلم محافظ و عملیات ضد زنگ:
- فیلم محافظ سطح: برای جلوگیری از خراش یا آسیب در حین حمل و نقل و پردازش بیشتر، یک لایه محافظ با استفاده از دستگاه لمینیت اتوماتیک اعمال کنید.
- درمان ضد زنگ:
- درمان غیرفعال سازی: برای حذف اکسیدها و ناخالصیهای سطحی، از غیرفعالسازی شیمیایی استفاده کنید.
- پوشش ضد اثر انگشت: برای جلوگیری از اثر انگشت و لکه، یک پوشش شفاف اعمال کنید.
5.3بسته بندی و نگهداری:
بسته بندی محافظ: مطمئن شوید که ورقها به طور ایمن بستهبندی شدهاند تا از آسیب دیدن جلوگیری شود.
انبار مقاوم در برابر رطوبت: برای جلوگیری از زنگ زدگی، ورق ها را در محیطی با رطوبت کنترل شده نگهداری کنید.
برچسبگذاری و مستندسازیبرای شناسایی آسان، ورقهای استیل ضد زنگ برجسته را به درستی برچسبگذاری و ثبت کنید.
https://link.springer.com/article/10.1007/s00542-010-1158-x
https://en.wikipedia.org/wiki/Embossing_(manufacturing)