
- 1.0¿Por qué merece la pena estudiar seriamente la maquinabilidad?
- 2.0¿Qué es la maquinabilidad de los materiales metálicos?
- 3.0¿Cómo se evalúa la maquinabilidad?
- 4.0Clasificación de la maquinabilidad de diferentes materiales (perspectiva de ingeniería)
- 5.0¿Qué propiedades del material determinan la maquinabilidad?
- 6.0¿Cómo se puede mejorar la maquinabilidad en la práctica de la ingeniería?
- 7.0Conclusión: La maquinabilidad es un problema de ingeniería a nivel de sistema.
- 8.0Preguntas frecuentes: Preguntas comunes sobre la maquinabilidad de los metales
- 8.1P1: ¿La maquinabilidad es equivalente a la dureza del material?
- 8.2P2: ¿Por qué se considera generalmente que las aleaciones de titanio son materiales difíciles de mecanizar?
- 8.3P3: ¿Es el acero inoxidable siempre más difícil de mecanizar que el acero al carbono?
- 8.4P4: Cuando la maquinabilidad es deficiente, ¿reducir la velocidad de corte es la única solución?
- 8.5P5: ¿Qué tan significativo es el impacto del tratamiento térmico en la maquinabilidad?
En el campo de la fabricación mecánica, el mecanizado está presente en todas partes. Sin embargo, los ingenieros pronto se dan cuenta en la producción real de que:“Mecanizable” no significa “fácil de mecanizar”.
Con la misma máquina herramienta y parámetros de corte idénticos, un simple cambio de material puede generar fuerzas de corte, vida útil de la herramienta y calidad superficial completamente diferentes. Esta diferencia está determinada por la maquinabilidad del material.
Desde la perspectiva de la práctica de la ingeniería, este artículo introduce sistemáticamente el concepto de maquinabilidad de metales, los métodos de evaluación comunes, los principales factores que influyen en ella y las estrategias probadas para su mejora en entornos de producción reales.
1.0¿Por qué merece la pena estudiar seriamente la maquinabilidad?
El mecanizado sigue siendo uno de los métodos de conformado de metales más utilizados en la fabricación moderna. Sin embargo, los diferentes materiales se comportan de manera muy distinta durante el corte.
1.1Ejemplos de diferencias de rendimiento en el corte:
- Aleaciones de aluminio, aleaciones de cobre: corte ligero, bajas fuerzas de corte, alta eficiencia;
- Aceros aleados, aceros inoxidables, aleaciones de titanio, superaleaciones a base de níquel: Altas fuerzas de corte, calor concentrado, desgaste rápido de la herramienta, a menudo acompañado de astillamiento del filo y problemas de vibración.
1.2Consecuencias de una comprensión inadecuada de la maquinabilidad:
- Vida útil de la herramienta significativamente reducida;
- Eficiencia de mecanizado persistentemente baja;
- Calidad superficial inestable;
- Ensayo y error repetidos en la optimización de los parámetros del proceso.
Por lo tanto, comprender la esencia de la maquinabilidad y aplicar estrategias específicas es fundamental para mejorar la eficiencia, controlar los costos y garantizar un rendimiento de mecanizado estable.
2.0¿Qué es la maquinabilidad de los materiales metálicos?
La maquinabilidad de un material metálico se refiere al grado de dificultad con el que puede ser mecanizado bajo condiciones de corte específicas y un requisito de vida útil de la herramienta definido.
Desde el punto de vista de la ingeniería, un material con “buena maquinabilidad” Generalmente presenta:
- Mayores velocidades de corte permitidas bajo las mismas condiciones de vida útil de la herramienta;
- Menores fuerzas y temperaturas de corte, con un desgaste más lento de la herramienta;
- Calidad superficial estable, con virutas que se rompen fácilmente y que pueden evacuarse de forma controlada.
Por el contrario, si un material da como resultado una vida útil corta de la herramienta, una alta resistencia al corte, un acabado superficial deficiente o un control de virutas difícil, generalmente se considera que tiene una mala maquinabilidad.
Cabe destacar que la maquinabilidad es una concepto relativo, no un juicio inherente sobre si un material es “bueno” o “malo”.

3.0¿Cómo se evalúa la maquinabilidad?
3.1Métricas comunes de evaluación de ingeniería
En las aplicaciones prácticas de ingeniería, la maquinabilidad se suele evaluar mediante una combinación de indicadores, entre los que se incluyen:
- Vida útil de la herramienta;
- Velocidad de corte permitida;
- fuerza de corte;
- Temperatura de corte;
- Calidad de la superficie mecanizada;
- Morfología de la viruta.
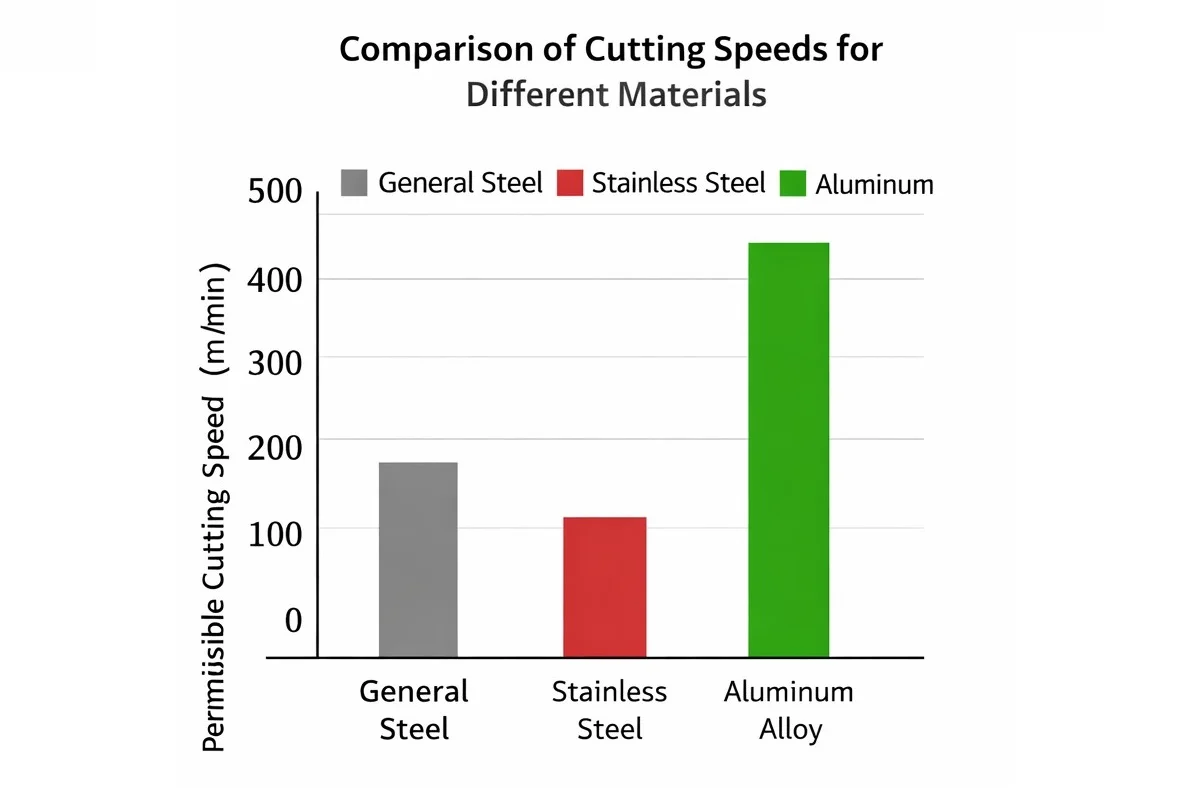
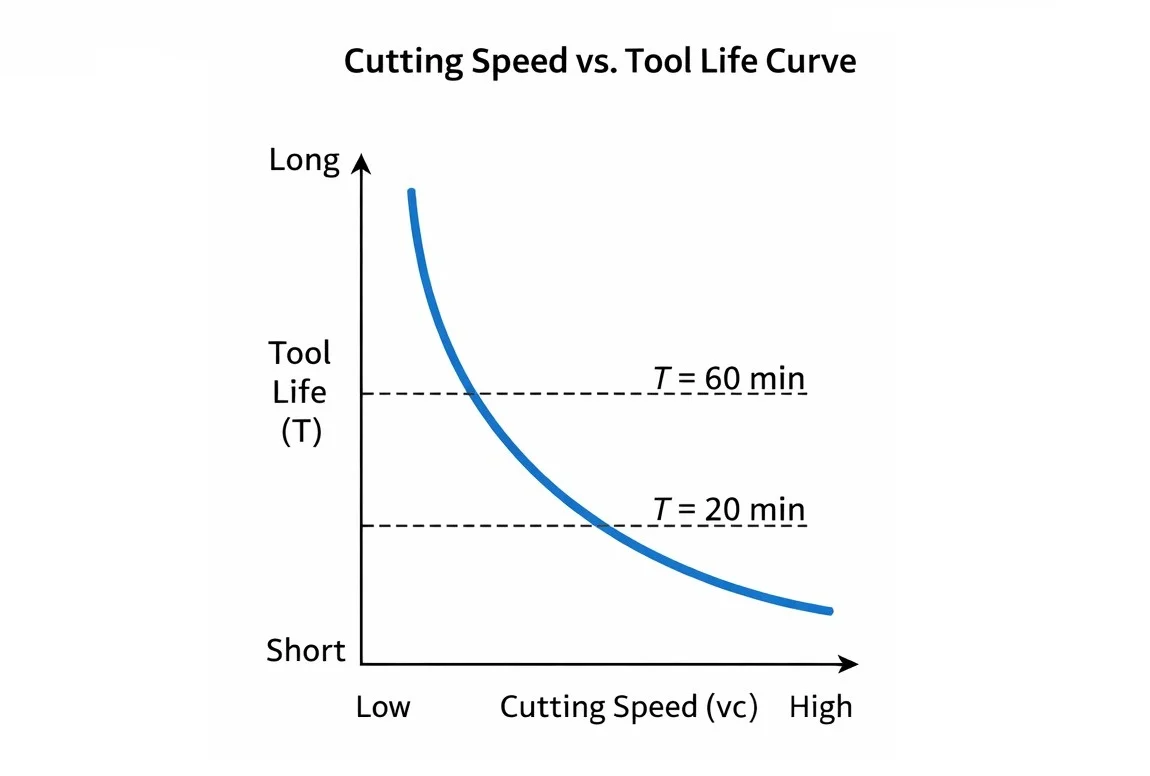
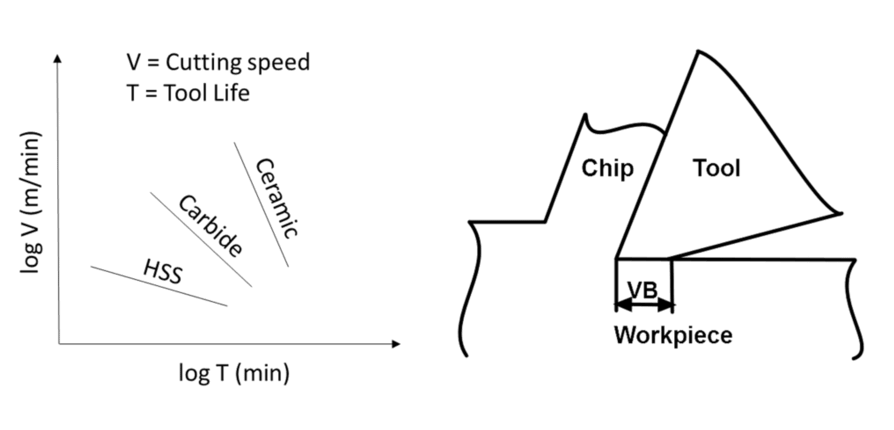
Entre estos, el velocidad de corte admisible para una vida útil de la herramienta especificada es el indicador cuantitativo más utilizado y más relevante en ingeniería:
- Materiales metálicos generales: La velocidad de corte con una vida útil de la herramienta T = 60 min (vc₆₀) se utiliza como referencia;
- Materiales difíciles de mecanizar: A menudo se adopta una velocidad de corte con una vida útil de la herramienta T = 20 min (vc₂₀).
3.2Índice de maquinabilidad relativa Kr
Para facilitar la comparación entre diferentes materiales, el índice de maquinabilidad relativa Kr se utiliza ampliamente en la práctica de la ingeniería:Kr = Velocidad de corte del material a T = 60 min / Velocidad de corte del acero AISI 1045 a T = 60 min
En este caso, el acero AISI 1045 (170–229 HBS) sirve como material de referencia.
- Kr > 1: La maquinabilidad es mejor que la del acero 1045;
- Kr < 1: La maquinabilidad es peor que la del acero 1045.
Este índice resulta especialmente útil para la selección de materiales y la planificación preliminar de procesos en aplicaciones de ingeniería.
4.0Clasificación de la maquinabilidad de diferentes materiales (perspectiva de ingeniería)
En la práctica de la ingeniería, los materiales se clasifican comúnmente en función del índice de maquinabilidad relativa Kr en varios niveles, que van desde "fáciles de mecanizar" hasta "extremadamente difíciles de mecanizar". Esta clasificación se utiliza ampliamente para evaluar rápidamente la dificultad de mecanizado durante la selección de materiales y la planificación de procesos.
Una regla ampliamente aceptada es la siguiente:A medida que aumenta la resistencia, la plasticidad o el rendimiento a altas temperaturas del material, la maquinabilidad tiende a disminuir significativamente.
Esto explica por qué las aleaciones de titanio y las superaleaciones a base de níquel presentan excelentes propiedades mecánicas y térmicas, pero son extremadamente difíciles de mecanizar.
5.0¿Qué propiedades del material determinan la maquinabilidad?
5.1Dureza y resistencia
A medida que aumentan la dureza y la resistencia, la resistencia al corte durante el proceso también aumenta, lo que da como resultado mayores fuerzas y temperaturas de corte, así como un desgaste acelerado de la herramienta.
La experiencia en ingeniería demuestra que los materiales con dureza moderada y microestructura uniforme son más favorables para un mecanizado estable.
5.2Plasticidad y tenacidad
- Plasticidad excesiva: durante el corte se produce una deformación plástica severa, lo que expande el área de contacto entre la herramienta y la viruta, aumenta la fricción y favorece la formación de filo recrecido;
- Dureza excesiva: aumenta el consumo de energía durante el corte y dificulta la rotura de las virutas.
Ambas condiciones reducen significativamente la maquinabilidad.
5.3Conductividad térmica
Los materiales con buena conductividad térmica pueden disipar el calor de corte de manera eficiente a través de la viruta y la pieza de trabajo, reduciendo la temperatura de la zona de corte y mitigando el desgaste térmico de la herramienta.
Los materiales con baja conductividad térmica, como las aleaciones de titanio, tienden a concentrar el calor cerca del filo de corte, lo que acelera la falla de la herramienta.
5.4Módulo elástico
- Módulo de elasticidad excesivamente alto: mayor resistencia al corte durante la eliminación de material;
- Módulo de elasticidad excesivamente bajo: recuperación elástica pronunciada después del corte, lo que aumenta la fricción entre la cara lateral y la superficie mecanizada.
Ambos casos son desfavorables para la estabilidad del mecanizado.

6.0¿Cómo se puede mejorar la maquinabilidad en la práctica de la ingeniería?
6.1Mejora de la maquinabilidad mediante tratamiento térmico
Un tratamiento térmico adecuado puede mejorar significativamente el rendimiento del mecanizado al modificar la microestructura:
- Aceros con bajo contenido de carbono: normalización para refinar el grano y reducir la plasticidad excesiva;
- Aceros con alto contenido de carbono: recocido esferoidizante para reducir la dureza y mejorar la rotura de virutas;
- Hierro fundido: recocido previo al mecanizado para aliviar las tensiones internas y reducir la dureza superficial.
6.2Mejora de la maquinabilidad mediante la optimización de la composición química.
En la producción en masa, la maquinabilidad a menudo se mejora mediante el diseño de la aleación:
- Agregar azufre, fósforo, plomo o calcio al acero puede reducir la resistencia al corte y mejorar la facilidad de rotura de las virutas;
- La optimización de la composición de las aleaciones en metales no ferrosos puede refinar la estructura del grano y mejorar la estabilidad del mecanizado.
6.3Estrategias de optimización del mecanizado para materiales típicos difíciles de mecanizar
Materiales de alta resistencia y ultra alta resistencia
Para estos materiales, las fuerzas de corte suelen ser entre 20% y 30% superiores a las del acero AISI 1045, con temperaturas de corte elevadas y un rápido desgaste de la herramienta.
Las estrategias de ingeniería incluyen:
- Seleccionar materiales para herramientas de corte con excelente resistencia al calor y al desgaste;
- Reducir el ángulo de ataque o adoptar ángulos de ataque negativos y aumentar el radio de la punta de la herramienta para mejorar la resistencia del filo;
- Realizar el mecanizado en bruto en estado recocido o normalizado siempre que sea posible;
- Controlar la velocidad de corte de forma razonable en lugar de buscar excesivamente una alta velocidad.
Materiales de alta plasticidad y baja dureza
Estos materiales son propensos a la adherencia, la soldadura en frío y la formación de bordes recrecidos, lo que da como resultado una calidad superficial inestable.
Entre las medidas eficaces se incluyen:
- Utilizar filos de corte afilados para reducir la deformación durante el corte;
- Aumentar moderadamente la velocidad de corte para evitar la formación de zonas de acumulación de material en el borde.
- Aplicar velocidades de alimentación adecuadas para mejorar la capacidad de rotura de virutas.
7.0Conclusión: La maquinabilidad es un problema de ingeniería a nivel de sistema.
La maquinabilidad del metal no está determinada por un solo factor, sino por los efectos combinados de las propiedades del material, las características de la herramienta de corte y los parámetros de mecanizado.
En la práctica de la ingeniería:
- A nivel de materiales: la maquinabilidad puede mejorarse mediante el tratamiento térmico y la optimización de la composición química;
- A nivel de proceso: se requiere una optimización sistemática de las herramientas y los parámetros de corte para materiales difíciles de mecanizar.
Solo comprendiendo por qué un material es difícil de mecanizar se pueden desarrollar estrategias de mecanizado verdaderamente eficaces, logrando una optimización equilibrada de la eficiencia, la calidad y el coste.
8.0Preguntas frecuentes: Preguntas comunes sobre la maquinabilidad de los metales
8.1P1: ¿La maquinabilidad es equivalente a la dureza del material?
No. La dureza es solo uno de los factores que influyen en la maquinabilidad y no es un indicador decisivo.
En el mecanizado real, la plasticidad, la tenacidad, la conductividad térmica, el módulo elástico, así como la fricción y la afinidad química entre el material de la pieza y la herramienta de corte, influyen significativamente en el comportamiento del corte. Por ejemplo, las aleaciones de titanio no poseen una dureza particularmente alta, pero aun así se consideran materiales difíciles de mecanizar debido a su baja conductividad térmica y alta reactividad química.
8.2P2: ¿Por qué se considera generalmente que las aleaciones de titanio son materiales difíciles de mecanizar?
La escasa maquinabilidad de las aleaciones de titanio se debe principalmente a los siguientes factores:
- Baja conductividad térmica: el calor de corte es difícil de disipar, lo que provoca altas temperaturas localizadas en la punta de la herramienta;
- Alta actividad química: fuerte tendencia a adherirse a los materiales de la herramienta, provocando desgaste por adhesión y difusión;
- Recuperación elástica pronunciada: mayor fricción en la cara lateral de la herramienta.
Estos factores actúan conjuntamente, haciendo que las aleaciones de titanio sean propensas al desgaste rápido de las herramientas, al astillamiento de los bordes y a condiciones de mecanizado inestables.
8.3P3: ¿Es el acero inoxidable siempre más difícil de mecanizar que el acero al carbono?
No necesariamente. La maquinabilidad del acero inoxidable está estrechamente relacionada con su tipo microestructural:
- Aceros inoxidables austeníticos: alta plasticidad y endurecimiento por deformación severo, lo que resulta en una mala maquinabilidad;
- Algunos aceros inoxidables martensíticos: bajo condiciones de tratamiento térmico adecuadas, la maquinabilidad puede ser similar o ligeramente inferior a la de los aceros de carbono medio;
- Aceros inoxidables de fácil mecanizado: los grados que contienen azufre ofrecen un buen rendimiento en el mecanizado automático y de alta productividad.
Por lo tanto, el acero inoxidable no debe considerarse un material uniformemente difícil de mecanizar.
8.4P4: Cuando la maquinabilidad es deficiente, ¿reducir la velocidad de corte es la única solución?
No. Reducir simplemente la velocidad de corte a menudo solo alivia los síntomas en lugar de abordar la causa raíz.
Entre los enfoques más eficaces se incluyen:
- Seleccionar materiales más adecuados para las herramientas de corte;
- Optimización de la geometría de la herramienta: ángulo de ataque, resistencia del filo de corte y radio de la punta de la herramienta;
- Ajustar la combinación de parámetros de corte;
- Modificar las condiciones del tratamiento térmico de la pieza cuando sea necesario.
En muchos casos, aumentar adecuadamente la velocidad de corte puede ayudar a reducir la formación de rebabas y mejorar el acabado de la superficie.
8.5P5: ¿Qué tan significativo es el impacto del tratamiento térmico en la maquinabilidad?
El impacto es sustancial. Mediante la normalización, el recocido o el recocido esferoidizante, el tratamiento térmico puede:
- Modificar la microestructura del material;
- Reducir las fuerzas de corte;
- Mejorar el comportamiento al romper las virutas;
- Prolonga significativamente la vida útil de la herramienta.
Referencia
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability