
- 1.0¿Qué es un perfil de aluminio?
- 2.0Características clave de los perfiles de aluminio
- 3.0Aleaciones de aluminio comunes, grados y sus diferencias
- 4.0Tratamiento térmico y estados de revenido
- 5.0Clasificaciones básicas de perfiles de aluminio
- 6.0Fabricación y tratamiento superficial de perfiles de aluminio
- 7.0Áreas de aplicación principales de los perfiles de aluminio
- 8.0Control de Calidad y Mantenimiento de Perfiles de Aluminio
1.0¿Qué es un perfil de aluminio?
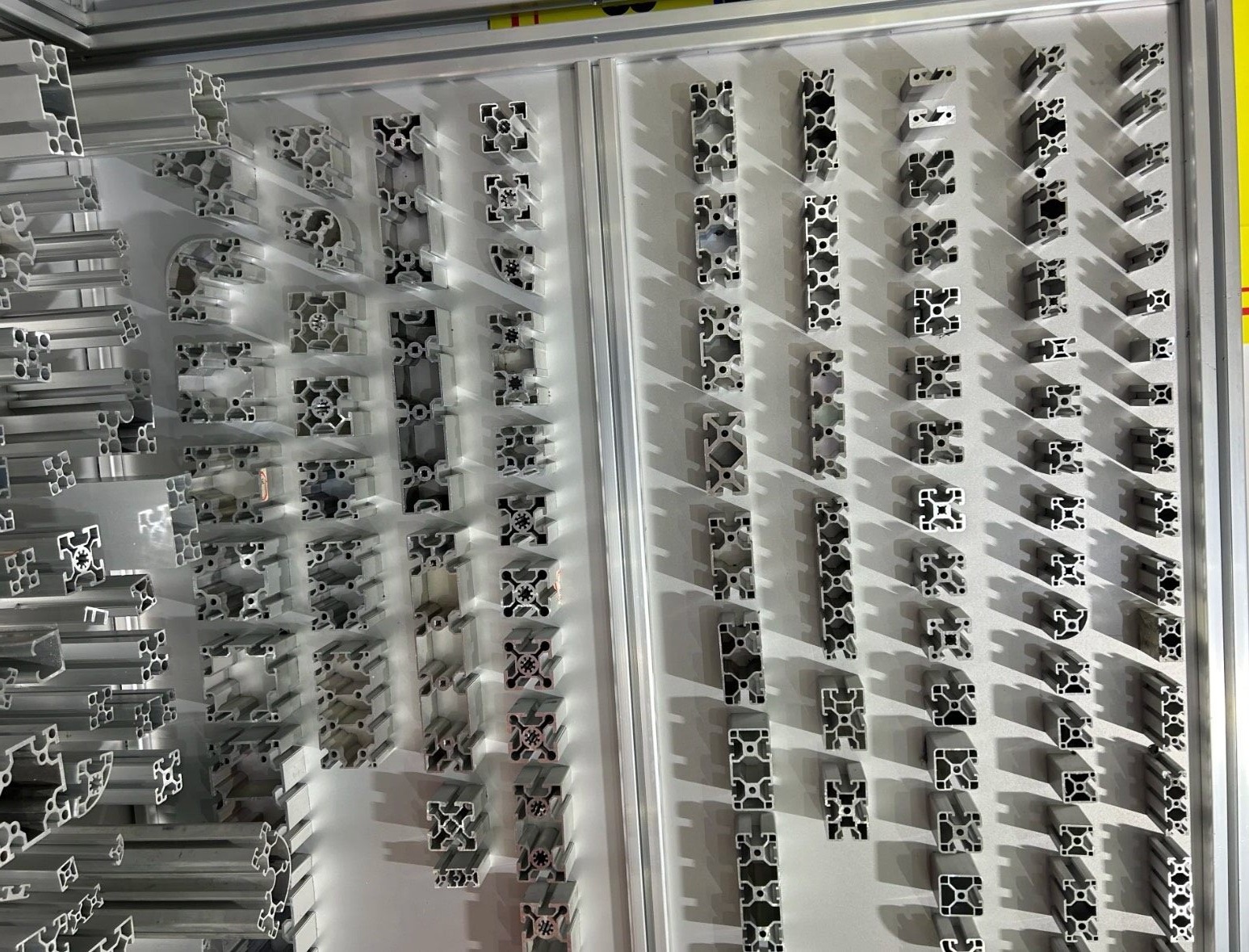
El perfil de aluminio, también conocido como extrusión de aluminio o estructura de aluminio, es una sección metálica fabricada principalmente con aleación de aluminio mediante procesos como la fundición, la extrusión y el tratamiento superficial. Presenta una sección transversal definida y dimensiones estandarizadas o personalizadas.
El proceso clave de conformado es la extrusión: las piezas cilíndricas de aleación de aluminio se calientan a aproximadamente 450-500 °C y luego se forzan a través de una matriz de acero diseñada a medida bajo presiones de entre 100 y 1000 toneladas. Este proceso produce perfiles con secciones transversales uniformes y dimensiones precisas. Tras el enfriamiento y el conformado, el perfil conserva la geometría definida por la matriz. Mediante la optimización de la aleación y el control del proceso, se puede mejorar aún más el rendimiento mecánico y funcional.
2.0Características clave de los perfiles de aluminio
- Ligero y de alta resistenciaCon una densidad aproximada de 2,7 g/cm³, los perfiles de aluminio son significativamente más ligeros que los de acero. La aleación mejora considerablemente la resistencia, lo que ayuda a reducir el peso estructural total y a mejorar la eficiencia energética.
- Resistencia a la corrosiónUna capa de óxido de aluminio formada naturalmente en la superficie proporciona una protección eficaz contra la corrosión, lo que hace que los perfiles de aluminio sean adecuados para entornos exteriores y húmedos.
- Excelente maquinabilidadLos perfiles de aluminio son fáciles de extruir, cortar, soldar y mecanizar con CNC, lo que permite una personalización flexible para diseños estructurales complejos.
- Ambientalmente sostenible:El aluminio es 100% reciclable, y el aluminio reciclado requiere solo entre un 5 y un 10% de la energía necesaria para producir aluminio primario, lo que respalda los objetivos de fabricación ecológica y sustentabilidad.
- Bajo costo de mantenimiento:El aluminio no se oxida y resiste la deformación, lo que permite una vida útil de 50 años o más en condiciones normales.
- Propiedades físicas funcionales:La buena conductividad térmica y eléctrica, combinada con un comportamiento no magnético, hacen que los perfiles de aluminio sean ideales para electrónica, disipación de calor y equipos de precisión.
3.0Aleaciones de aluminio comunes, grados y sus diferencias
| Serie/Grado de aleación | Principales elementos de aleación | Rendimiento mecánico | Características del tratamiento de superficies | Aplicaciones típicas |
| 6063 | Si (0,2–0,6%), Mg (0,45–0,9%), Cu ≤0,1% | Resistencia a la tracción ≈ 190 MPa, límite elástico ≈ 145 MPa, resistencia media | Excelente calidad de anodizado, acabado superficial liso y uniforme. | Decoración arquitectónica, mobiliario, disipadores electrónicos, puertas y ventanas, estructuras decorativas, perfiles LED |
| 6061 | Si, Mg, Cu (0,15–0,4%), Cr (0,04–0,35%) | Resistencia a la tracción ≈ 310 MPa, límite elástico ≈ 276 MPa, alta resistencia y dureza. | Calidad de anodizado ligeramente inferior a 6063, excelente soldabilidad. | Estructuras industriales de servicio pesado, bastidores de maquinaria |
| Serie 1000 | Aluminio de alta pureza | Baja resistencia mecánica | Excelente resistencia a la corrosión y conductividad eléctrica. | Aplicaciones eléctricas, componentes de disipación de calor donde la pureza del material es esencial |
4.0Tratamiento térmico y estados de revenido
| Estado de ánimo | Dureza Webster | Proceso de formación | Características de rendimiento |
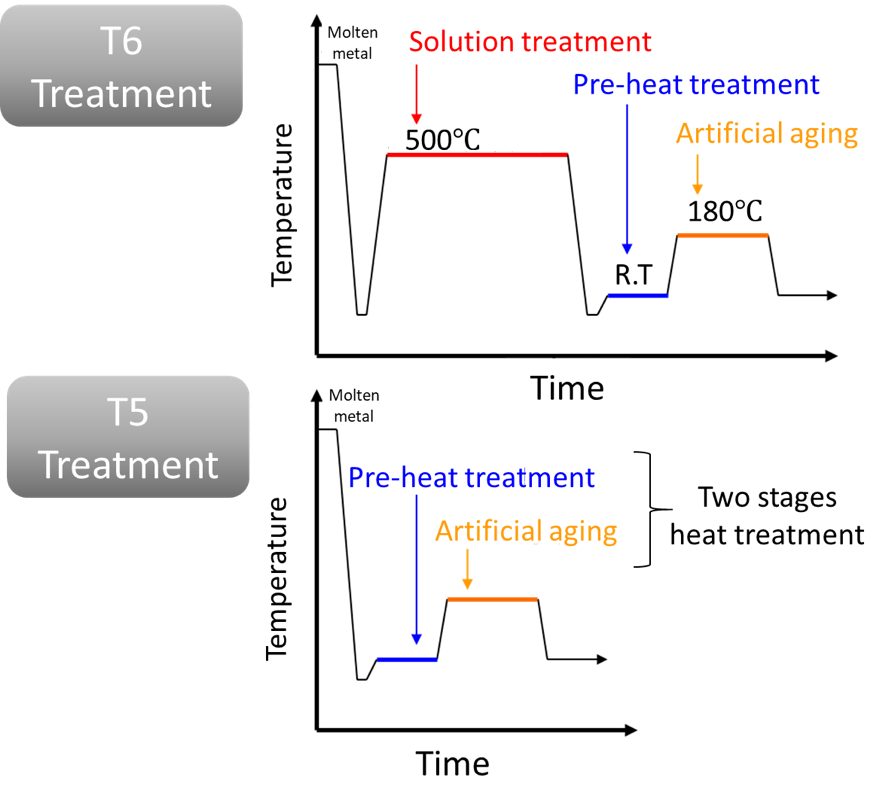
| T5 | 8–12 | Enfriamiento controlado y envejecimiento artificial después de la extrusión | Resistencia y procesabilidad equilibradas |
| T6 | Alrededor de 13,5 | Tratamiento térmico de solución seguido de envejecimiento artificial | Mayor resistencia y dureza en comparación con T5 |
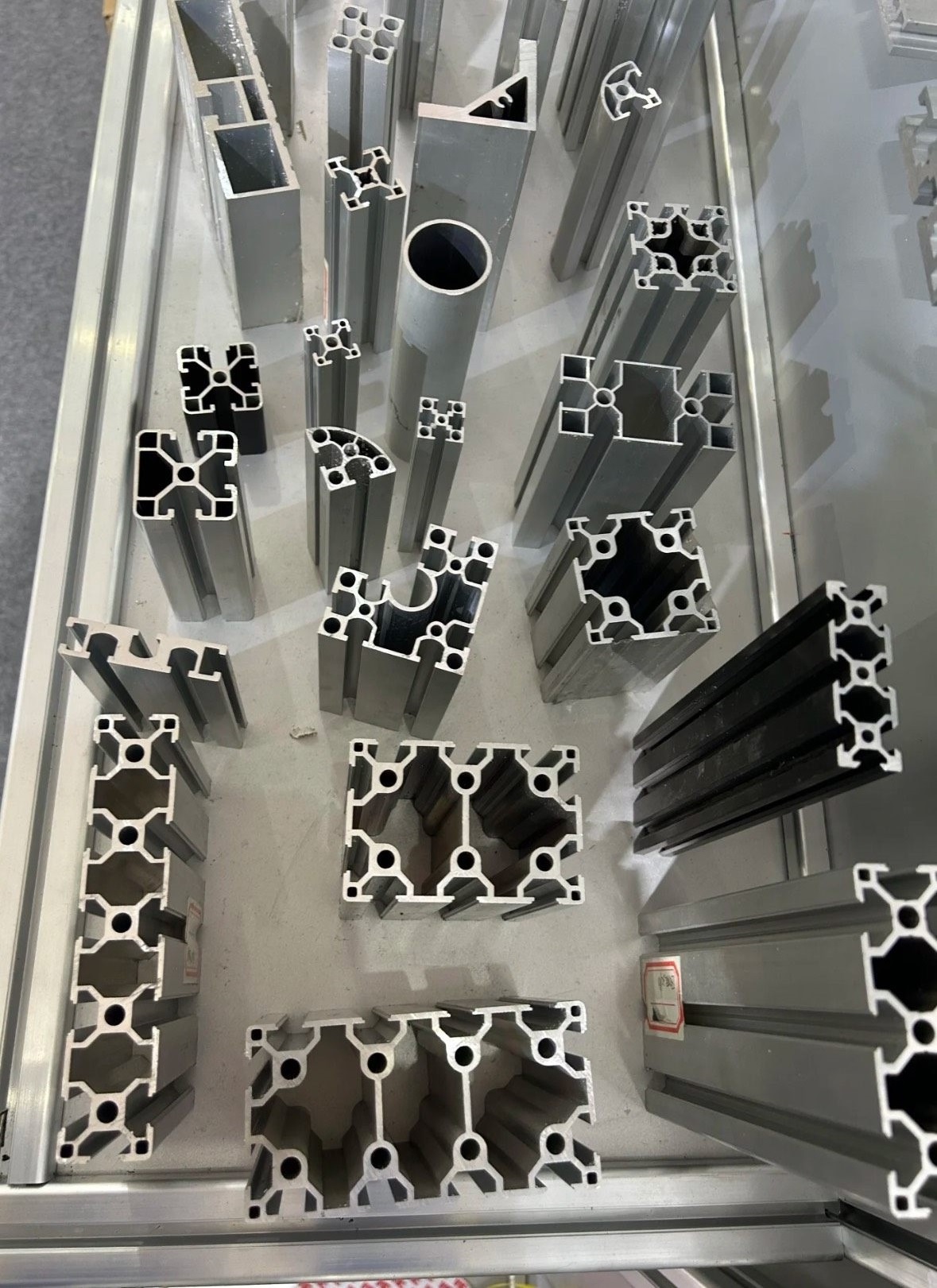
5.0Clasificaciones básicas de perfiles de aluminio
5.1Clasificación por grado de personalización
| Clasificación | Características | Formas/Aplicaciones comunes |
| Perfiles estándar | Fabricados en tamaños y secciones transversales estándar de la industria, alta rentabilidad, fácil disponibilidad. | Perfiles en L, perfiles en U, perfiles en T, tubos cuadrados y redondos, barras planas, perfiles en Z; estructuras generales, conectores, soportes estructurales |
| Perfiles especiales | Diseñado para aplicaciones específicas, con elementos personalizados (estructuras de ajuste a presión, canales de gestión de cables integrados, superficies de montaje dedicadas) | Equipos de precisión, componentes arquitectónicos especializados |
| Perfiles personalizados | Desarrollado con herramientas dedicadas según los requisitos específicos del proyecto, secciones transversales y dimensiones únicas | Escenarios de ingeniería y diseño personalizados |

5.2Clasificación por estructura y aplicación
| Clasificación | Características | Aplicaciones típicas |
| Perfiles de marco | Asegure los bordes de los paneles (vidrio, láminas de plástico), combine la estabilidad estructural con el atractivo decorativo | Marcos de puertas y ventanas, expositores publicitarios, stands de exposición, bordes de muebles. |
| Perfiles de caja | Secciones cerradas rectangulares o cuadradas, excepcional rigidez y capacidad de carga, buena conductividad térmica y eléctrica. | Construcción, automoción, fabricación de maquinaria, aplicaciones eléctricas |
| Perfiles LED | Diseñado específicamente para tiras de LED, utiliza la conductividad térmica del aluminio para disipar el calor y admite instalación empotrada o montada en superficie. | Los sistemas de iluminación LED proporcionan una distribución uniforme de la luz y protección mecánica. |
| Perfiles angulares | En forma de L, protege y decora las uniones de dos superficies, evita daños por impacto. | Decoración interior y exterior, protección de equipos. |
| Perfiles Sigma | Sección transversal similar a la letra griega Σ, alta resistencia estructural | Componentes portantes y de fijación en maquinaria industrial, instalaciones de fábrica |
| Perfiles de vigas huecas | Estructuras huecas sin limitaciones estrictas de sección transversal (variantes rectangulares y cuadradas) | Estructuras de soporte horizontales en edificios y puentes, aplicaciones de carga pesada |
| Perfiles funcionales dedicados | Incluye perfiles de ventanas corredizas SD (alta resistencia a la intemperie), perfiles de muro cortina RCW (fachadas de gran altura, sellado y protección), perfiles de puertas (reparación de puertas de vidrio pesadas), perfiles de lamas (ventilación, iluminación natural, privacidad, resistencia al agua), perfiles en T (cerchas, soportes de esquina) | Sistemas de ventanas corredizas, muros cortina de edificios de gran altura, estructuras de puertas de vidrio pesado, sistemas de ventilación, estructuras de armadura |
5.3Otros métodos de clasificación
| Base de clasificación | Tipos | Criterios de selección |
| Proceso de fabricación | Perfiles extruidos, perfiles fundidos, perfiles laminados | Basado en la eficiencia de producción y los requisitos de rendimiento del producto |
| Acabado de la superficie | Perfiles con acabado laminado, perfiles anodizados, perfiles con recubrimiento en polvo | Según el entorno de aplicación y los requisitos estéticos. |
6.0Fabricación y tratamiento superficial de perfiles de aluminio
6.1Puntos clave del proceso de fabricación
El proceso de extrusión proporciona a los perfiles de aluminio una flexibilidad de diseño excepcional, permitiendo la producción tanto de barras sólidas simples como de secciones transversales complejas con múltiples cavidades. Un flujo de producción completo incluye calentamiento de la palanquilla → calentamiento del contenedor → calentamiento de la matriz → extrusión → temple → enderezado → corte a medida → trasiego → envejecimiento → entrega. Cada parámetro del proceso afecta directamente la calidad del producto final.
Requisitos de control de procesos
- La temperatura, la presión y la velocidad de enfriamiento de extrusión deben monitorearse continuamente para garantizar la precisión dimensional y un rendimiento mecánico constante.
- Las matrices de extrusión deben pulirse y precalentarse a 440–480 °C (para matrices de ojo de buey, tiempo de retención ≥1,5 horas); el contenedor se calienta a 380–430 °C y se limpia periódicamente.
- Los tochos se inspeccionan para eliminar defectos y se calientan de acuerdo con el espesor de la pared (≥1,4 mm: 440–540 °C; <1,4 mm: 400–540 °C).
- La presión inicial de extrusión no debe superar los 210 kg/cm²; la presión se libera para la desgasificación a 110-160 kg/cm². La temperatura de salida debe ser ≥500 °C y el espesor de la pieza debe controlarse entre 15 y 30 mm.
Temple y envejecimiento
Estos pasos son cruciales para mejorar las propiedades mecánicas. Para la aleación 6063 (revenido T6), se requiere enfriamiento por aire forzado, con una velocidad de enfriamiento de ≥80 °C/min hasta menos de 170 °C. La aleación 6061 se puede templar mediante aire comprimido, agua nebulizada o enfriamiento por agua. El envejecimiento permite la precipitación de los elementos de aleación, lo que mejora significativamente la resistencia.
6.2Principales métodos de tratamiento de superficies
| Método de tratamiento | Principio del proceso | Características de rendimiento | Limitaciones | Aplicaciones típicas |
| Anodizado | Formar una capa densa de óxido de aluminio mediante reacción electroquímica (espesor 5–25 μm) | Alta dureza, excelente resistencia a la corrosión y al desgaste, teñible en múltiples colores, vida útil de hasta 20 años. | No conductor, uniformidad de color sensible al control del proceso. | Componentes arquitectónicos, disipadores de calor electrónicos |
| Recubrimiento en polvo | Aplicación electrostática de polvo seguida de curado a 180–200 °C | Amplia gama de colores y acabados (mate, brillo), excelente resistencia a la intemperie, antidecoloración, libre de disolventes, respetuoso con el medio ambiente. | Los tonos brillantes pueden desvanecerse y pueden aparecer defectos en la superficie (piel de naranja, desprendimiento de polvo). | Muros cortina, instalaciones exteriores |
| Tratamiento mecánico de superficies | Cepillado, pulido y arenado para crear texturas distintivas. | El cepillado oculta los rayones, el pulido produce un acabado tipo espejo y el arenado proporciona una superficie mate no reflectante. | — | Componentes decorativos, equipos de precisión |
| Recubrimiento electroforético | Partículas de recubrimiento depositadas bajo un campo eléctrico para formar una capa lisa y uniforme. | Fuerte adhesión, resistencia al impacto, recubrimiento de mayor plenitud en comparación con el anodizado. | Opciones de color limitadas (plata, champán, negro), puede haber variaciones de color. | Puertas y ventanas arquitectónicas, perfiles para muebles. |
| Anodizado conductivo | Formar una fina capa de óxido (0,5–5 μm) | Conserva la conductividad eléctrica al tiempo que proporciona protección básica. | — | Componentes electrónicos |
| Impresión por transferencia de vetas de madera | Simular texturas de madera natural en la superficie del perfil. | Mejore el atractivo decorativo, combine el rendimiento del aluminio con la estética de la madera. | — | Mobiliario, decoración arquitectónica |

6.3Herramientas y equipos básicos
- Matrices de extrusión:Herramientas centrales para la conformación de perfiles, diseñadas a medida según la geometría de la sección transversal; la calidad de la matriz determina directamente la precisión dimensional y la precisión de la forma, lo que requiere un mantenimiento regular para evitar defectos relacionados con el desgaste.
- Sistemas de fijación y sujeción:Se utiliza para posicionar y asegurar perfiles durante el mecanizado; el diseño adecuado garantiza un posicionamiento preciso, evita el movimiento y la vibración, mantiene tolerancias estrictas y la consistencia del lote, y protege la vida útil de la herramienta.
- Herramientas de corte:Incluyendo hojas de sierra, taladros, fresas, machos de roscar y escariadores; las herramientas deben tener alta precisión y excelente acabado superficial, con material optimizado, revestimiento y geometría de vanguardia para aluminio; se recomiendan herramientas especializadas y lubricantes dedicados debido a la tendencia del aluminio a adherirse a las herramientas a altas velocidades y temperaturas.
6.4Equipos de procesamiento de uso común
- Centros de mecanizado de husillo eléctrico de alta velocidadCapaz de mecanizado multidireccional dentro de un rango de 180° alrededor de la superficie extruida; puede procesar hasta tres lados de perfiles cuadrados en una sola configuración, adecuado para requisitos de mecanizado complejos.
- Máquinas dedicadas a perfiles de aluminio:Máquinas simplificadas para operaciones de corte y perforación; fáciles de operar, adecuadas para procesar componentes estructuralmente simples.
- Máquinas de corte de aluminioDiseñado específicamente para perfiles de aluminio; alta precisión de corte, bordes sin rebabas, adecuado para varias secciones transversales y espesores, admite cortes de longitud fija para preprocesamiento de puertas, ventanas y marcos.
- Máquinas dobladoras de perfiles de aluminio:Se utiliza para doblar perfiles con control de ángulo preciso (ajustable de 0° a 180°); puede procesar perfiles de paredes delgadas y gruesas en arcos, ángulos rectos y otras formas complejas, cumpliendo con los requisitos de diseño arquitectónico e industrial.

6.5Factores clave en el mecanizado de perfiles
- Selección de equiposLas máquinas deben seleccionarse en función de la complejidad del proceso y la geometría de la pieza para garantizar la compatibilidad con las herramientas requeridas, una calidad estable y ciclos de producción optimizados.
- Control del desgaste de herramientas:La lubricación eficaz, los sistemas de evacuación de viruta y el mantenimiento regular reducen el desgaste de la herramienta, manteniendo la precisión del mecanizado y prolongando la vida útil de la herramienta.
- Monitoreo de procesosLos sistemas de monitoreo del mecanizado y registro de datos permiten una trazabilidad completa, garantizando que todas las piezas se procesen bajo parámetros consistentes para una producción estable y confiable.
- Garantía de seguridad:Los equipos totalmente automatizados minimizan el contacto del operador con los componentes móviles; se requiere equipo de protección personal adecuado en cada etapa del proceso.
6.6Métodos de procesamiento secundario (profundo)
- Mecanizado CNC:Adecuado para componentes de alta precisión, capaz de producir orificios y ranuras complejos con tolerancias de hasta ±0,01 mm; 6061 requiere velocidades de corte ligeramente inferiores a 6063 debido a su mayor dureza; las aplicaciones típicas incluyen conectores de precisión y carcasas electrónicas.
- Corte y perforaciónLos métodos de corte incluyen aserrado y corte por láser; el corte por láser ofrece alta precisión y bordes suaves, ideal para perfiles de paredes delgadas o complejos; la perforación requiere velocidades de avance controladas y los perfiles de paredes delgadas deben sujetarse de forma segura para evitar deformaciones y una mala calidad de los orificios.
- Doblado y soldadura:El 6061 tiene mejor soldabilidad que el 6063 y requiere un tratamiento térmico posterior a la soldadura para restaurar la resistencia; el 6063 es más propenso a agrietarse durante la soldadura, lo que requiere una selección cuidadosa del proceso.
7.0Áreas de aplicación principales de los perfiles de aluminio
- Industria de la construcción:Se utiliza en sistemas de muro cortina, puertas y ventanas, estructuras de montaje solar, puentes, estadios, marcos de edificios de gran altura, rodapiés, etc. Los perfiles de puertas y ventanas con rotura de puente térmico, combinados con tiras de aislamiento, brindan un excelente rendimiento térmico y acústico, cumpliendo con los requisitos de construcción modernos de eficiencia energética.
- Industria del transporteSe aplica en chasis de aeronaves y automóviles, sistemas de refrigeración y componentes interiores. Su ligereza ayuda a mejorar el consumo de combustible, mientras que las aleaciones de aluminio de alta resistencia se utilizan ampliamente en aplicaciones aeroespaciales para reducir el peso y mejorar el rendimiento.
- Industria electrónica y eléctricaSe utiliza comúnmente en disipadores de calor, carcasas de equipos y sistemas de gestión de cables. Su alta conductividad térmica y sus propiedades de blindaje electromagnético protegen los componentes electrónicos sensibles, a la vez que mejoran la eficiencia de disipación del calor.
- Nueva industria energéticaSe utiliza en sistemas de montaje de paneles solares y componentes de turbinas eólicas. Su resistencia a condiciones climáticas extremas y su reciclabilidad se ajustan a los requisitos de sostenibilidad del sector de las energías renovables.
- Industria Industrial y de MaquinariaSe aplican en bastidores de máquinas, bancos de trabajo, sistemas de transporte y recintos de seguridad industrial. Los sistemas modulares de perfiles de aluminio permiten un rápido montaje y reconfiguración, lo que facilita la flexibilidad que requieren las líneas de producción automatizadas.
- Industria de la decoración y el mobiliarioSe utilizan en vitrinas, estructuras de muebles e iluminación decorativa LED. Los perfiles de aluminio combinan estética y funcionalidad y pueden tratarse superficialmente para adaptarse a diferentes estilos de diseño y ambientes interiores.


8.0Control de Calidad y Mantenimiento de Perfiles de Aluminio
8.1Normas de calidad e inspección
- Cumplimiento de normas:La producción cumple con los estándares reconocidos internacionalmente, incluidos ISO 9001 (Sistemas de gestión de calidad), ISO 14001 (Sistemas de gestión ambiental) y los estándares EN, ASTM y DIN relevantes para perfiles de aluminio, lo que garantiza un estricto control sobre la resistencia mecánica, las tolerancias dimensionales y la durabilidad a largo plazo.
- Métodos de pruebaLas pruebas periódicas incluyen pruebas de resistencia a la tracción, dureza y resistencia a la corrosión. Se implementan controles estadísticos de procesos y monitoreo en tiempo real para garantizar la estabilidad y consistencia de la producción.
- Certificación y CumplimientoLa certificación de terceros se utiliza para verificar la conformidad del producto, proporcionando una garantía de calidad confiable para diversos escenarios de aplicación.
8.2Pautas de mantenimiento diario
Los perfiles de aluminio requieren un mantenimiento mínimo. Una limpieza regular con agua limpia o detergentes neutros es suficiente para eliminar el polvo y los residuos de aceite. Se deben evitar los productos de limpieza corrosivos. En aplicaciones exteriores, los revestimientos superficiales deben inspeccionarse periódicamente y cualquier daño debe repararse con prontitud para prolongar su vida útil.
Referencia
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



