
- 1.0Precauciones de seguridad
- 2.0Selección y aplicaciones de brocas
- 3.0Preparación previa a la perforación
- 4.0Pasos de perforación de núcleo
- 5.0Escenarios especiales de perforación
- 6.0Recomendación de actualización de equipo (taladro de columna)
- 7.0Vídeo: Cómo taladrar metal
- 8.0Preguntas frecuentes (FAQ)
- 8.1¿Cuál es la mejor broca para metal?
- 8.2¿Necesito siempre aceite de corte al perforar?
- 8.3¿Cómo puedo evitar que las brocas se sobrecalienten?
- 8.4¿Pueden las brocas HSS estándar cortar acero inoxidable?
- 8.5¿Cómo elijo la broca adecuada?
- 8.6¿Cómo se debe ajustar la velocidad del taladro?
- 8.7¿Qué debo tener en cuenta al perforar agujeros grandes o placas de acero gruesas?
Perforar metal requiere más que solo las herramientas adecuadas: también exige la técnica y la preparación adecuadas. Sin la broca, la velocidad y las medidas de seguridad correctas, incluso un simple orificio puede dañar el equipo, acortar la vida útil de la herramienta o causar lesiones.
Esta guía explica los pasos esenciales, desde la elección de la broca adecuada y la configuración de la pieza de trabajo hasta el manejo de situaciones de perforación especiales. Ya sea que trabaje con chapa fina, placas de acero gruesas o agujeros de gran diámetro, las siguientes instrucciones le ayudarán a obtener resultados limpios y precisos de forma segura y eficiente.
1.0Precauciones de seguridad
1.1Equipo de protección personal
- Utilice siempre gafas de seguridad envolventes para evitar lesiones en los ojos causadas por virutas metálicas proyectadas.
- Utilice guantes de trabajo duraderos y antideslizantes para proteger sus manos de bordes afilados o superficies calientes.
- Evite usar ropa suelta, joyas colgantes y mantenga el cabello largo recogido para evitar que se enrede en las piezas giratorias.
- Si el entorno de trabajo es ruidoso, utilice protección auditiva, como orejeras.
1.2Requisitos de fijación de la pieza de trabajo
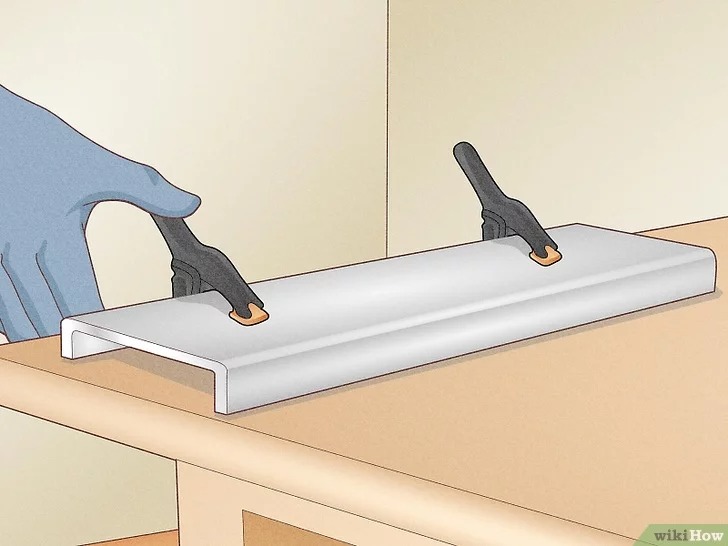
- Nunca sujete una pieza de metal con una mano ni opere el taladro con una sola mano.
- Fije siempre la pieza de trabajo a un banco de trabajo o una base estable con al menos dos abrazaderas adecuadas. Esto evita que la broca se atasque y que la pieza gire, lo que podría causar cortes o lesiones.
1.3Gestión del calor y de los chips
- Utilice un cepillo de taller para retirar las virutas metálicas. No retire los residuos con las manos.
- El metal se calienta después de perforar debido a la fricción. Deje que se enfríe naturalmente o manipúlelo con alicates o guantes para evitar quemaduras.
2.0Selección y aplicaciones de brocas
Diferentes metales y necesidades de perforación requieren el tipo de broca adecuado. La siguiente tabla muestra las opciones adecuadas:
| Tipo de broca | Características principales | Ideal para aplicaciones |
| Acero de alta velocidad (HSS) | Bajo costo, propósito general | Metales más blandos como aluminio, latón, hierro fundido; perforación única u ocasional |
| Brocas de cobalto | Alta dureza, resistencia al calor, larga vida útil. | Metales duros como acero inoxidable, acero endurecido; tareas de perforación frecuentes |
| Recubierto de nitruro de titanio (TiN) | Resistente a la fricción y al calor, dura hasta 6 veces más que el HSS | Varios metales, ideal cuando la vida útil de la herramienta es una prioridad |
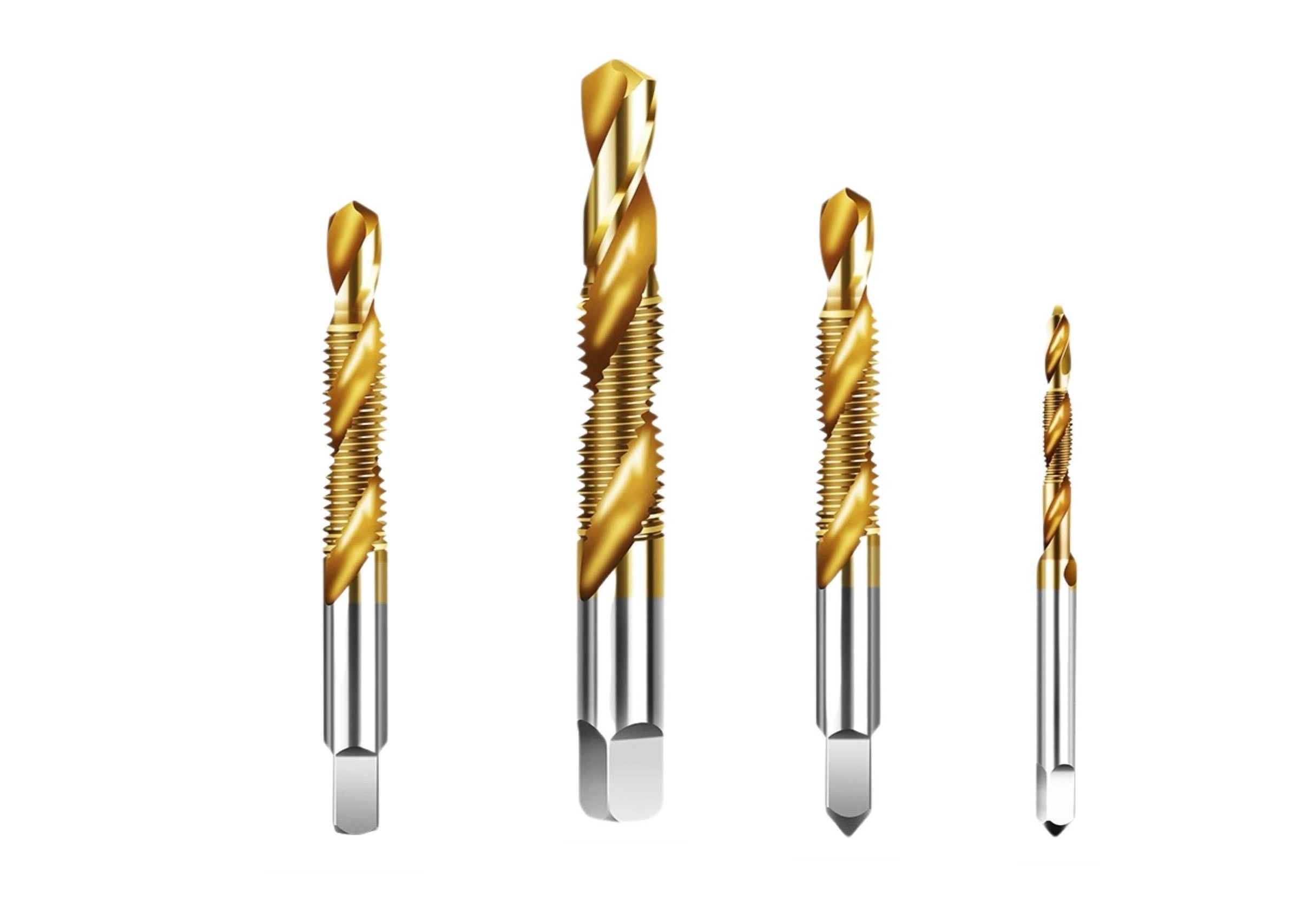
| Brocas escalonadas | Diseño cónico, perfora orificios de varios tamaños. | Láminas metálicas delgadas (por ejemplo, cajas de acero, fregaderos de acero inoxidable) que requieren orificios de diferentes diámetros |
| Sierras de corona para metal | Corte en forma de anillo, bordes lisos. | Agujeros grandes de más de 12,7 mm (0,5 pulgadas) en chapa fina |
Nota: Prefiera brocas con punta hendida de 135°. Esto reduce la desviación y la presión de avance, lo que las hace especialmente eficaces para metales endurecidos.
3.0Preparación previa a la perforación
3.1Marcado y posicionamiento
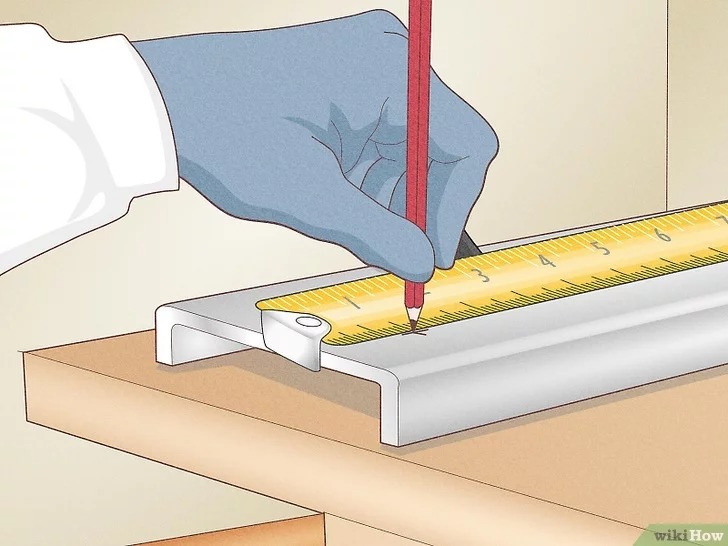
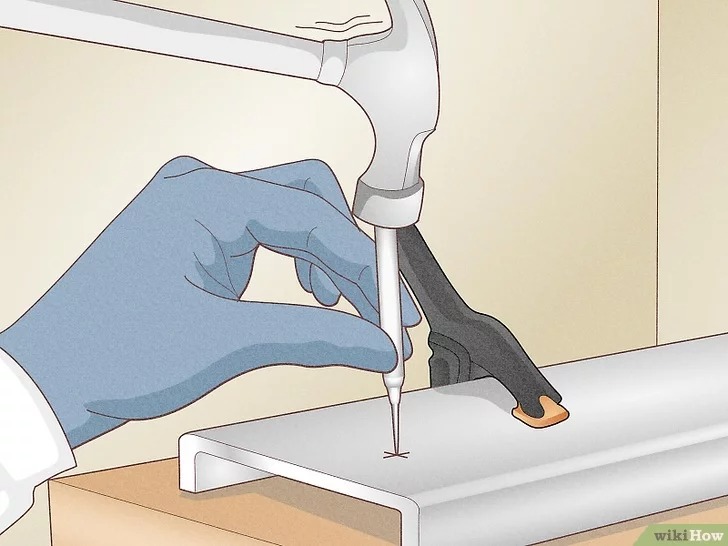
- Mida y marque el centro del agujero según los requisitos.
- Utilice un punzón y un martillo para crear una hendidura de 1 a 2 mm (0,04 a 0,08 pulgadas). Esto garantiza que la punta de la broca se asiente firmemente sin desviarse.
- En casos urgentes se puede utilizar un clavo como sustituto del punzón, pero es necesario comprobar de nuevo la precisión.
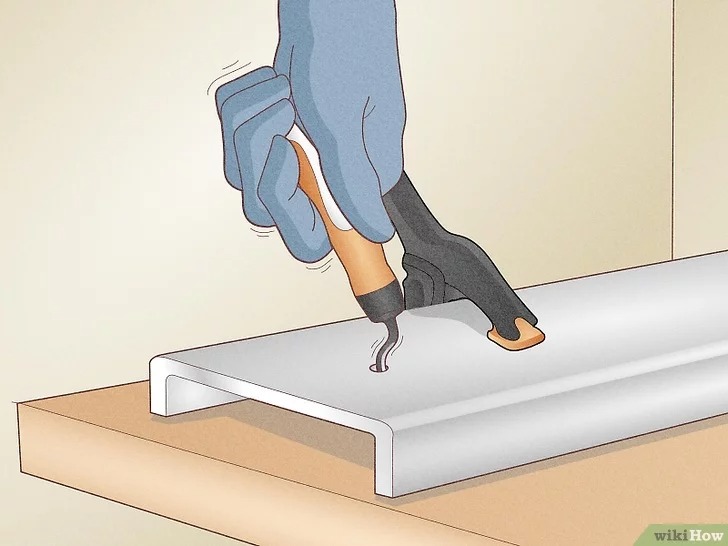
3.2Lubricación y refrigeración
- Al perforar acero con un espesor ≥ 3,175 mm (1/8 pulg.), aplique siempre fluido de corte o aceite multiusos en el punto de perforación. Esto reduce el calor generado por la fricción y prolonga la vida útil de la broca.
- Para metales más blandos, como aluminio, latón o hierro fundido, se puede omitir la lubricación. Sin embargo, si el diámetro del orificio supera los 12,7 mm (0,5 in), se recomienda aplicar una pequeña cantidad de lubricante.
3.3Comprobación del equipo
- Utilice un taladro de velocidad variable y confirme que el ajuste de velocidad funciona correctamente.
- Si utiliza un taladro nuevo, ajuste la velocidad de acuerdo con el tamaño de la broca y la dureza del metal (consulte la siguiente sección “Pasos para la perforación del núcleo”).
4.0Pasos de perforación de núcleo
4.1Ajustes de velocidad
- Brocas helicoidales pequeñas (1,588–4,763 mm / 1/16–3/16 pulg.): 2800–3200 RPM.
- Brocas helicoidales grandes (17,463–25,4 mm / 11/16–1 pulg.): 350–1000 RPM.
- Para metales duros como el acero inoxidable, reduzca la velocidad en 10–15% para evitar el sobrecalentamiento y el desafilado de la broca.
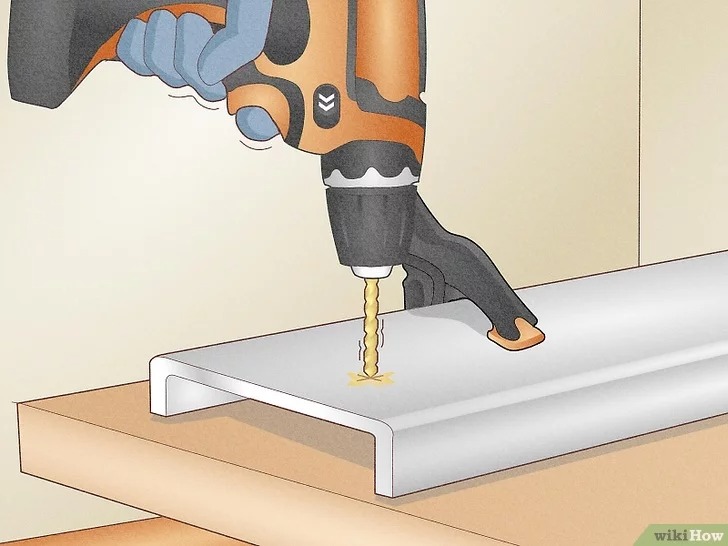
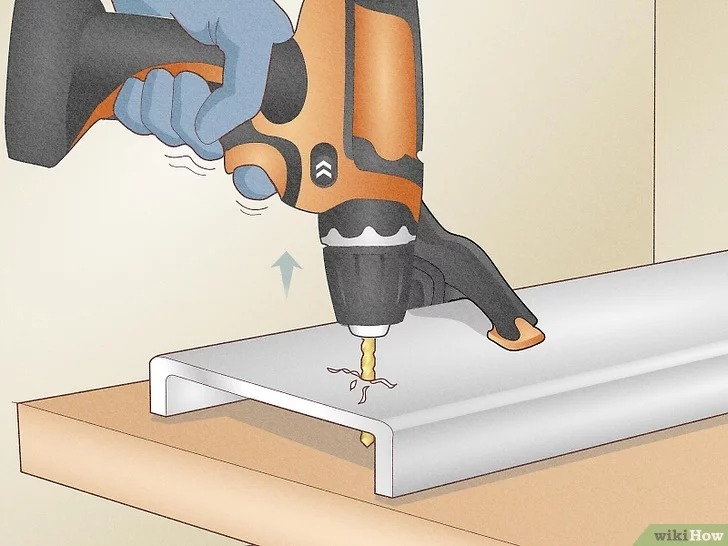
4.2Técnica de perforación
- Antes de comenzar, asegúrese de que la punta de la broca esté alineada con la hendidura y que el taladro esté perpendicular a la pieza de trabajo.
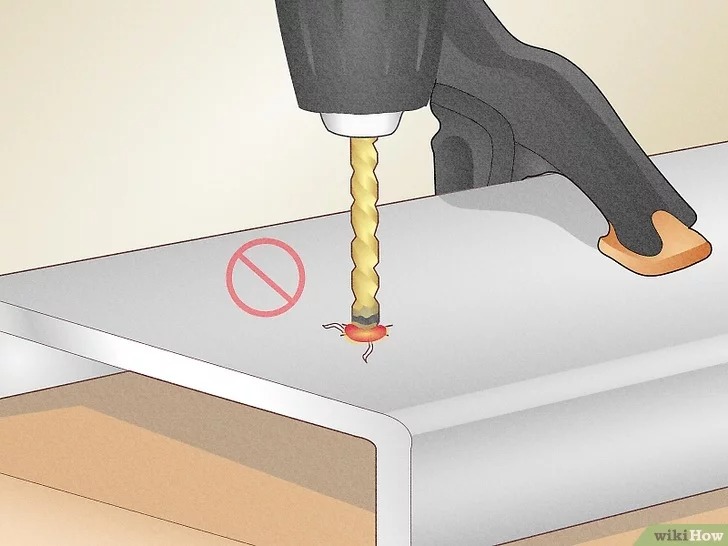
- Aplique una presión ligera y constante durante la alimentación. No fuerce la broca, ya que podría doblarse o romperse.
- Para agujeros profundos, haga una pausa cada 10 segundos para retirar la broca, limpiar las virutas y permitir que se enfríe antes de reanudar.
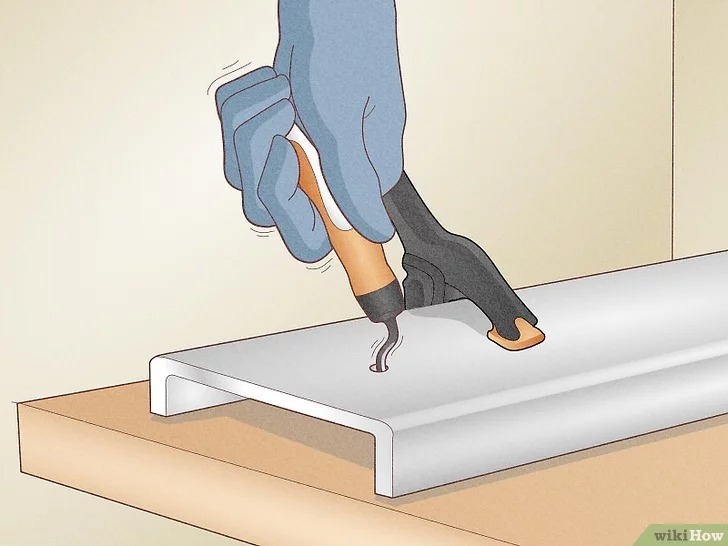
4.3Ampliación de agujeros y desbarbado
- Para agujeros mayores a 6,35 mm (1/4 pulg.), primero taladre un agujero piloto de 3 a 4 mm (1/8 pulg.) y luego aumente gradualmente con brocas más grandes.
- Después de perforar, utilice una herramienta desbarbadora o una broca ligeramente más grande que el agujero. Gire manualmente alrededor del borde para eliminar las rebabas afiladas.
5.0Escenarios especiales de perforación
5.1Láminas metálicas delgadas (espesor < 3 mm)
- Utilice el método de "sándwich de contrachapado": sujete la lámina metálica entre dos piezas de contrachapado y asegure la pila antes de taladrar. Esto evita la deformación y que la broca se desvíe.
5.2Placas de acero gruesas (espesor > 6,35 mm / 1/4 de pulgada)
- Reduzca la velocidad del husillo a aproximadamente 80% de la velocidad estándar y aplique más fluido de corte.
- Para obtener mejores resultados, taladre hasta la mitad desde un lado, luego gire la pieza y termine el agujero desde el otro lado. Esto reduce la tensión en la broca y mejora la precisión del agujero.
5.3Agujeros grandes (diámetro > 25,4 mm / 1 pulgada)
- Utilice una sierra de corona diseñada para metal, con respaldo de madera contrachapada para proteger la superficie de trabajo y estabilizar la guía de la sierra.
- Retire la sierra de corona con frecuencia para limpiar las virutas y evitar que se atasque.
6.0Recomendación de actualización de equipo (taladro de columna)
Para perforaciones de metal de alta precisión o de gran volumen, se necesita una broca dedicada. taladro de columna Se recomienda. Los beneficios incluyen:
- Proporciona un avance vertical estable, eliminando el movimiento del taladro manual y garantizando la precisión del orificio.
- Equipado con una mesa de trabajo de hierro fundido, ajustable en altura e inclinación, para manipular piezas de diferentes tamaños.
- Fácil ajuste de velocidad mediante cambios de poleas, permitiendo compatibilidad con diferentes metales.
- Requiere abrazaderas de metal adecuadas para asegurar la pieza de trabajo; nunca ajuste la pieza de trabajo ni el taladro de columna mientras esté en funcionamiento.
Nota: Los taladros de banco tienen un precio inicial de aproximadamente $200. Los modelos de suelo son más adecuados para piezas de trabajo más grandes; elija según la escala del proyecto.
7.0Vídeo: Cómo taladrar metal
8.0Preguntas frecuentes (FAQ)
8.1¿Cuál es la mejor broca para metal?
- Para metales blandos como aluminio o latón: utilice brocas de acero de alta velocidad (HSS).
- Para metales duros como acero inoxidable o acero endurecido, o para perforaciones repetidas: utilice brocas de cobalto.
- Para chapas finas con orificios de distintos tamaños: utilice brocas escalonadas.
8.2¿Necesito siempre aceite de corte al perforar?
- Para acero con un espesor ≥ 3,175 mm (1/8 de pulgada), el aceite de corte es esencial.
- Para metales más blandos, como aluminio o latón, el aceite de corte es opcional, pero se recomienda para agujeros grandes o metales duros para prolongar la vida útil de la broca.
8.3¿Cómo puedo evitar que las brocas se sobrecalienten?
- Corre a la velocidad baja adecuada.
- Aplicar aceite de corte cuando sea necesario.
- Utilice siempre brocas afiladas.
- Alimente de manera constante y sin forzar.
- Para agujeros profundos, retire la broca periódicamente para limpiar las virutas y enfriarla.
8.4¿Pueden las brocas HSS estándar cortar acero inoxidable?
- Es posible, pero difícil. Las brocas HSS tienden a sobrecalentarse y desafilarse rápidamente.
- Se recomienda utilizar una broca de cobalto con aceite de corte, con una velocidad reducida de 10 a 15%.
8.5¿Cómo elijo la broca adecuada?
- Para metales blandos (aluminio, latón): brocas HSS.
- Para metales duros (acero inoxidable): brocas recubiertas de cobalto o TiN.
- Para chapa fina: brocas escalonadas.
- Para agujeros grandes: utilice una sierra de corona diseñada para metal.
8.6¿Cómo se debe ajustar la velocidad del taladro?
- Brocas de diámetro pequeño (1/16–3/16 de pulgada): alta velocidad, aproximadamente 2800–3200 RPM.
- Brocas de gran diámetro (11/16–1 pulgada): velocidad más lenta, alrededor de 350–1000 RPM.
- Para metales duros como el acero inoxidable: reduzca aún más la velocidad en 10–15%.
8.7¿Qué debo tener en cuenta al perforar agujeros grandes o placas de acero gruesas?
- Para agujeros grandes (> 25,4 mm/1 pulgada): utilice una sierra de corona y limpie las virutas con frecuencia.
- Para placas de acero gruesas: reduzca la velocidad, aumente el fluido de corte y, si es necesario, perfore desde ambos lados para reducir la carga de la broca.
Referencia
https://www.wikihow.com/Drill-Metal