

- 1.0Selección de materiales para piezas estampadas
- 2.0Consideraciones sobre tolerancias en el estampado de metales
- 3.0Química de los materiales: evitar la sobreespecificación
- 4.0Técnicas de corte, recorte y perforación
- 5.0Tolerancias dimensionales para agujeros y características
- 6.0Tolerancias de ubicación de orificios de precisión
- 7.0Directrices de diseño de herramientas para estampación de metal
- 8.0Doblado y conformado en operaciones de prensa
- 9.0Gestión de defectos de distorsión y curvatura
- 10.0Dimensionamiento y tolerancia de características conformadas
- 11.0Estampado profundo: directrices de diseño y proceso
- 12.0Planitud en estampados metálicos
- 13.0Gestión de la cosmética superficial en piezas estampadas
- 14.0Manipulación y protección de superficies
- 15.0Reflexiones finales
- 16.0Preguntas frecuentes (FAQ) sobre el diseño de estampados de metal
El estampado de metal es un método rentable para fabricar componentes duraderos, de alta resistencia y resistentes al desgaste con un rendimiento estable y constante.
En esta guía, compartimos conocimientos completos y mejores prácticas para ayudarlo a diseñar piezas estampadas que maximicen la capacidad de fabricación, la repetibilidad y la eficiencia del material.
1.0Selección de materiales para piezas estampadas
Elegir la chapa o fleje de metal adecuado es fundamental. Los materiales varían considerablemente en precio, disponibilidad y características de rendimiento. Tenga siempre en cuenta tanto las propiedades mecánicas como los factores de abastecimiento:
- Disponibilidad de stock vs. personalizadaLos calibres estándar suelen estar en stock y se les debe dar prioridad para aplicaciones sensibles a los costos o de entrega rápida.
- Cantidades mínimasLas acerías suelen requerir cantidades de camión completo para espesores o aleaciones personalizados. Si sus necesidades son menores, la contratación a través de almacenes puede ser útil, pero la disponibilidad varía.
- Opciones de repeticiónLos relaminadores especiales pueden satisfacer solicitudes de cantidades pequeñas, pero los costos aumentan sustancialmente.
Comparación de materiales de estampado comunes
| Tipo de material | Fortaleza | Formabilidad | Costo relativo | Aplicaciones comunes |
|---|---|---|---|---|
| Acero dulce | Medio | Alto | Bajo | Soportes, carcasas, piezas en general |
| Acero inoxidable | Alto | Medio | Alto | Herramientas y aparatos médicos |
| Aluminio | Bajo | Muy alto | Medio | Cerramientos, disipadores de calor |
| Latón | Medio | Alto | Medio-alto | Contactos eléctricos decorativos |
2.0Consideraciones sobre tolerancias en el estampado de metales
Los grados de acero estándar vienen en espesores fijos con tolerancias definidas. Si bien las tolerancias pueden ajustarse, esto suele incrementar el costo. Al especificar las tolerancias del material:
- Quédate con espesores de calibre estándar de la industriaSiempre que sea posible.
- Entiende que Las tolerancias estrictas pueden limitar las opciones de abastecimiento, especialmente para especificaciones de materiales no estándar.
- Perder tolerancias Puede permitir la utilización de existencias en almacén, reduciendo costes y plazos de entrega.
3.0Química de los materiales: evitar la sobreespecificación
Una de las principales causas del aumento de los costos de estampación es sobreespecificar la aleaciónSi bien existen muchas aleaciones ferrosas y no ferrosas, solo unas pocas se encuentran comúnmente en inventario. Las aleaciones especiales a menudo deben fundirse a medida en grandes volúmenes.
- Aproveche las ventajas de lo moderno colada continua, lo que ha mejorado enormemente la consistencia y la ductilidad de la aleación.
- Considere usar depósito materiales siempre que sus tolerancias y aplicación lo permitan.
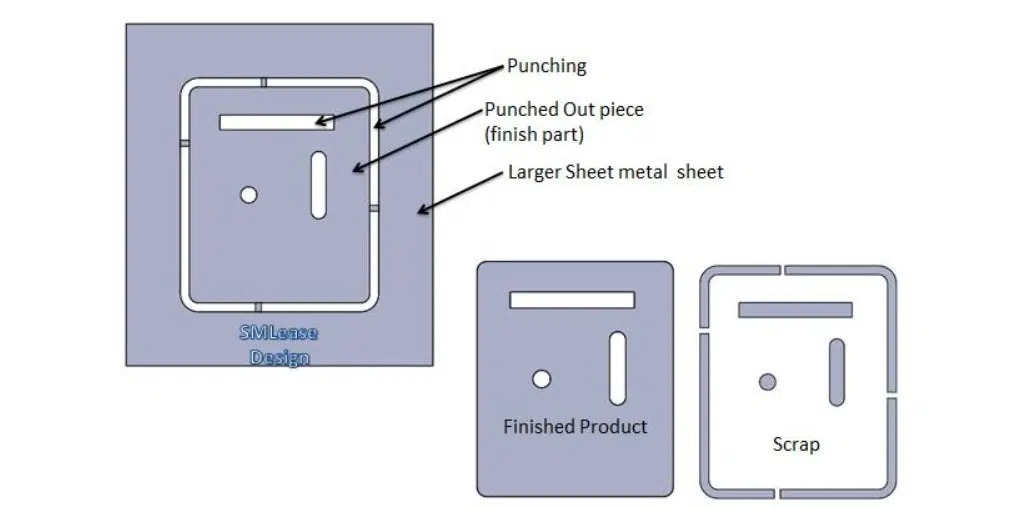
4.0Técnicas de corte, recorte y perforación
Comprensión de la formación de agujeros en el estampado
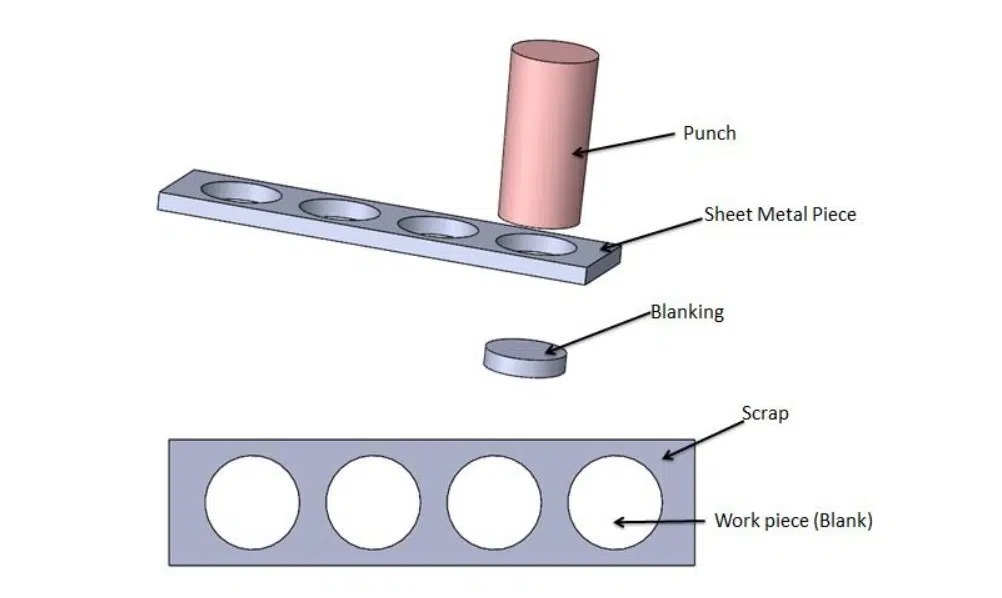
Las operaciones de estampación, como el troquelado y la perforación, implican introducir un punzón de acero para herramientas a través del metal en una matriz. Esto produce un borde predecible:
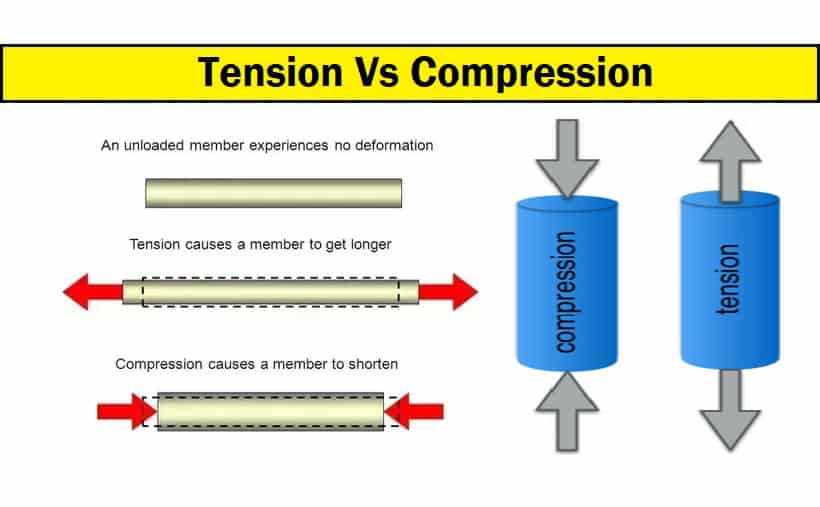
- A borde superior enrollado o redondeado Se forma cuando comienza la compresión.
- A pared bruñida y recta Se crea donde se corta el material.
- A medida que la tensión excede la resistencia del material, se rompe, formando una rebabaFlujo en la parte inferior.
Manejo de rebabas en piezas estampadas
Las rebabas son un resultado natural del estampado, similares a las líneas de separación en el moldeo por inyección. Se esperan rebabas de hasta 10% de espesor de materialEstos pueden ser:
- Dejar como está para aplicaciones no cosméticas.
- Opacado o remoto mediante acabado en masa o procesos secundarios si es necesario.
5.0Tolerancias dimensionales para agujeros y características
Las holguras entre punzones y matrices (normalmente de 8 a 10% de espesor del material por lado) provocan:
- Características interiores(por ejemplo, agujeros) cónicos más ancho en la parte superior.
- Características exteriores(por ejemplo, pestañas) cónicas más estrecho en la parte inferior.
Los diseñadores deberían:
- Agujeros de dimensión en el diámetro más pequeño/cortado.
- Características exteriores de la dimensión en el porción más grande/cortada.
- Usar afeitado Operaciones para bordes rectos, si es necesario, con coste añadido.
Tolerancias típicas por material
| Tipo de material | Tolerancia de calibre común | Capacidad de tolerancia de perforación |
|---|---|---|
| Acero dulce | ±0,005″ | ±0,002″ |
| Acero inoxidable | ±0,003″ | ±0,0025″ |
| Aluminio | ±0,004″ | ±0,002″ |
| Aleaciones de alta resistencia | ±0,006″ | ±0,003″ |
6.0Tolerancias de ubicación de orificios de precisión
- Perforación en el mismo plano Es extremadamente preciso: ±.002″ entre orificios es común.
- Si hay agujeros más cerca de 1,5 veces el espesor del material, o en diferentes planosLas tolerancias deben aflojarse para tener en cuenta la variación de la recuperación elástica y la curvatura.
- Agujeros muy espaciados Puede requerir operaciones separadas para mantener la precisión.
| Tipo de material | Tolerancia de calibre común | Capacidad de tolerancia de perforación |
| Acero dulce | ±0,005″ | ±0,002″ |
| Acero inoxidable | ±0,003″ | ±0,0025″ |
| Aluminio | ±0,004″ | ±0,002″ |
| Aleaciones de alta resistencia | ±0,006″ | ±0,003″ |
7.0Directrices de diseño de herramientas para estampación de metal
Las herramientas deben soportar fuerzas enormes:
- Un punzón de 0,5″ en acero dulce de 0,062″ requiere 2,5 toneladas de presión, normalmente aplicadas por un máquina de estampación de alta velocidad.
- La producción a 80 piezas por minuto es posible gracias a un servoalimentador Sistema que alimenta tiras de metal a una matriz progresiva a alta velocidad.
Para evitar que se rompa el punzón:
- Diseñe agujeros o ranuras con un sección transversal mínima = espesor del material.
- Evite las esquinas internas afiladas o secciones excesivamente delgadas.
8.0Doblado y conformado en operaciones de prensa
Conformado de metales en prensas de estampación Es una operación lineal y vertical. La conformabilidad del material depende de su aleación y temple:
- Temperatura más baja = mayor ductilidad, más fácil de formar.
- Temperamentos más duros = mayor recuperación elástica, requiriendo flexión excesiva
Formación de reglas generales:
- curvas de 90° son estándar; las formas más complejas pueden requerir estaciones de matriz adicionales o ser transferidas a una Máquina dobladora CNC para operaciones de postformado.
- El pierna formada Debería ser ≥2,5× espesor del material más allá del radio de curvatura para garantizar la integridad estructural y la repetibilidad.
9.0Gestión de defectos de distorsión y curvatura
Cuando el material se dobla:
- El la superficie interna se comprime; el la superficie exterior se estira.
- Esto puede causar adelgazamiento de la pared, abultado, o esquinas pellizcadas.
Para gestionar esto:
- Agregar agujeros de alivio en la base de las curvas que se intersecan (por ejemplo, en las esquinas de las cajas).
- Contornos en blanco para evitar que se formen curvas en zonas críticas.
- Agregue notas, como “No se permiten abultamientos en esta zona” Si es necesario, en los dibujos.
10.0Dimensionamiento y tolerancia de características conformadas
Las curvas introducen múltiples variables:
- Tolerancia de espesor del material
- Tolerancia de curvatura angular (±1° típica)
- Precisión de herramientas de estación a estación
Pautas de diseño:
- Dimensión desde el interior de las curvas, no desde el borde exterior.
- Cuando las características se ubican lejos de la curva, variación angular Puede causar grandes cambios dimensionales. Esto debe tenerse en cuenta al calcular las tolerancias.
- Las formas complejas pueden requerir operaciones de calificación o dimensionamiento Para mantener la precisión.
11.0Estampado profundo: directrices de diseño y proceso
¿Qué es Deep Draw?
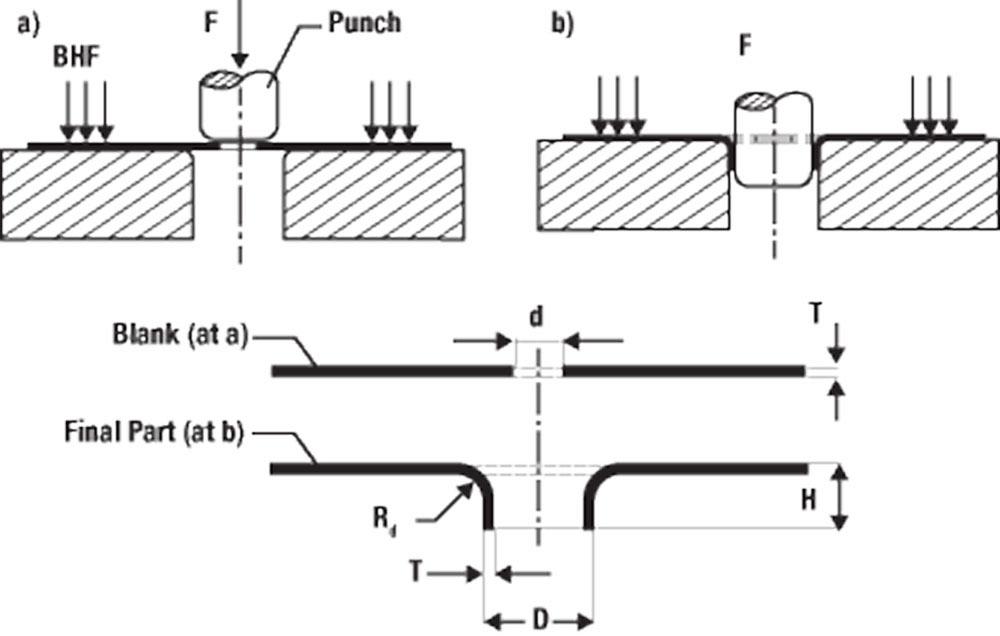
El embutido profundo tira de una pieza plana sobre una matriz redondeada y dentro de una cavidad, formando una concha de fondo cerrado o copa cilíndricaA diferencia del conformado por estiramiento, el material es tirado, no estirado.
Mecánica de dibujo profundo
El proceso tiene dos etapas:
- Utilización de tazas:El punzón entra en contacto con la pieza en bruto y estira el material, creando una línea de choque(un adelgazamiento visible alrededor del radio inferior).
- Dibujo:Las paredes materiales espesar(hasta +10% del espesor original) a medida que fluye hacia adentro y hacia abajo.
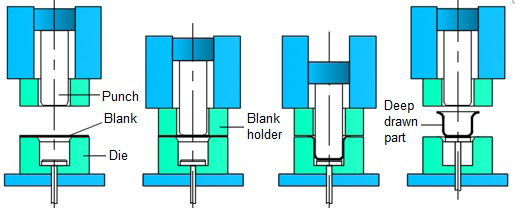
Implicaciones de diseño para el embutido profundo
- El El punzón debe ser cónico, permitiendo la extracción de piezas.
- Las conchas tendrán una forma cónica natural. desde abajo (estrecho) hasta arriba (ancho).
- La dirección de la veta del material puede causar conchas deformadas. A brida Puede ayudar a mantener la redondez.
- Pellizco recortes Deja un radio interior parcial y un borde exterior afilado. Se requiere mecanizado si es crucial un corte al ras.
Especificación de conchas dibujadas
Porque el espesor varía a través del dibujo:
Utilice uno de los siguientes:
- Espesor inicial del material
- Espesor mínimo de pared
- Espesor máximo de pared
Dimensión ID (diámetro interior) al hacer referencia a las dimensiones del punzón.
Dimensión OD (diámetro exterior) Al hacer referencia al producto final, tenga en cuenta el margen de conicidad.
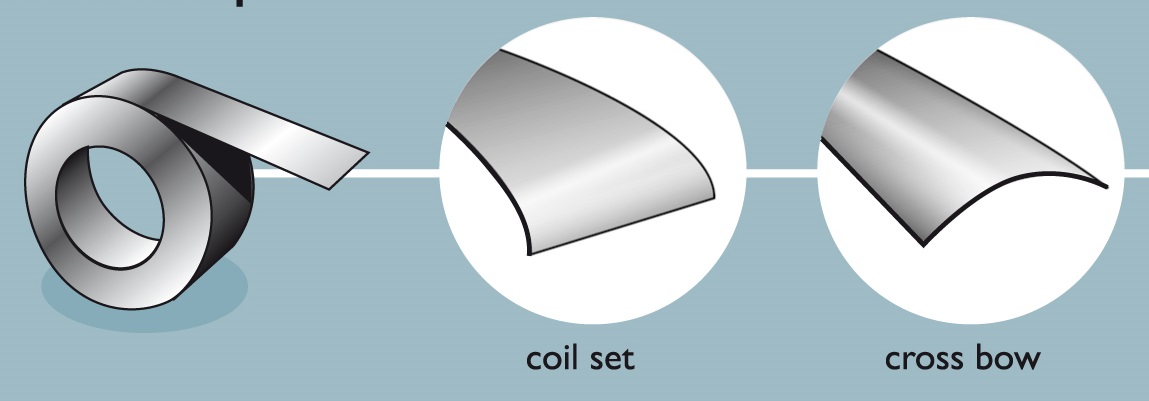
12.0Planitud en estampados metálicos
Distorsión relacionada con el material
La alimentación mediante bobinas de metal presenta dos problemas principales:
- Juego de bobinas(curvado longitudinalmente): a menudo se puede enderezar utilizando una máquina niveladora de precisión o un sistema de aplanamiento de rodillos para corregir la curvatura longitudinal de la bobina.
- Ballesta(curvada a lo ancho): mucho más difícil de quitar y a menudo afecta la planitud final.
Distorsión inducida por el proceso
Las tensiones de troquelado y conformado doblan o laminan los bordes del material, especialmente en:
- Materiales más gruesos
- Aleaciones más duras (por ejemplo, acero inoxidable, acero de alta resistencia)
Para minimizar la distorsión:
- Evite colocar perforaciones demasiado cerca uno del otro o cerca de los bordes—dejar ≥1,5× de espesor.
- Mantener los agujeros ≥2× espesor lejos de curvas o formas.
- Si no es posible, aumentar la tolerancia del agujero para tener en cuenta la distorsión.
13.0Gestión de la cosmética superficial en piezas estampadas
Marcas de herramientas
Debido a las altas fuerzas, Las marcas de herramientas son inevitables en muchos casos:
- Formación de limpiezadeja rayones en las curvas exteriores.
- Dibujo causas líneas de choque.
- Acuñación y estampación dejar marcas de presión visibles.
Diseño creativo de troqueles y superficies de herramientas finas puede minimizarlos, especialmente cuando La apariencia cosmética importa.
14.0Manipulación y protección de superficies
La mayoría de los estampados son:
- Manipulado a granel a través de líneas de producción.
- Misa terminada(volteado, desbarbado, etc.).
- Envasado a granel, a menudo sin protección individual.
Para piezas sensibles:
- Definir cosmético requisitos en el dibujo.
- Considerar embalaje individual o operaciones de acabado final Si la integridad de la superficie es crítica.
15.0Reflexiones finales
Al comprender y aplicar estos principios de diseño de estampación metálica, podrá mejorar drásticamente la calidad de las piezas, reducir los costos de producción y garantizar una fabricación consistente. Ya sea al elegir el material adecuado, tolerar una embutición profunda o diseñar características que faciliten la forma, la colaboración con ingenieros y fabricantes de herramientas con experiencia le permitirá obtener los mejores resultados.
16.0Preguntas frecuentes (FAQ) sobre el diseño de estampados de metal
1. ¿Qué materiales son los más adecuados para la estampación de metal?
Los materiales comúnmente utilizados en el estampado de metales incluyen aceros al carbono, aceros inoxidables, aluminio, cobre y latón. La mejor opción depende de las necesidades de resistencia, conformabilidad, conductividad, resistencia a la corrosión y rentabilidad de su aplicación.
2¿Cómo puedo minimizar las rebabas en las piezas estampadas de metal?
Las rebabas son una consecuencia normal del troquelado y la perforación. Para minimizar la altura de las rebabas:
- Utilice una holgura óptima entre el punzón y la matriz (aproximadamente 8–10% de espesor del material por lado)
- Asegúrese del afilado y el mantenimiento de las herramientas.
- Considere operaciones secundarias de desbarbado o pulido para aplicaciones cosméticas
3. ¿Cuál es la tolerancia típica que puedo esperar en piezas de metal estampadas?
Las tolerancias dimensionales estándar para agujeros o bordes suelen mantenerse en ±0,002" en aplicaciones de alta precisión. Sin embargo, las tolerancias pueden ser menores dependiendo de:
- Espesor y temple del material
- Desgaste de la herramienta y velocidad de carrera
- Ubicación de características (planos planos vs. planos formados)
4. ¿Se pueden lograr formas 3D complejas mediante estampación de metal?
Sí. Utilizando matrices progresivas y herramientas compuestas, se pueden lograr formas intrincadas, incluyendo curvas, desviaciones, ranuras y embutidos superficiales. Para formas más profundas, estampado profundo Se utiliza, aunque introduce engrosamiento y ahusamiento de la pared.
5. ¿Cómo afecta la recuperación elástica del material a la precisión de la curvatura?
La recuperación elástica es más pronunciada en materiales más duros y curvas más cerradas. Para compensar:
- Doble ligeramente los ángulos en exceso
- Tenga en cuenta la dirección de la veta del material y el temple.
- Utilice herramientas de conformado diseñadas para contrarrestar el efecto de recuperación elástica.
6. ¿Cuál es el espacio mínimo requerido entre los orificios en las piezas estampadas?
Para evitar distorsiones, los agujeros deben estar espaciados al menos 1,5× espesor del material separados. Para los agujeros cerca de una curva, manténgalos 2× espesor del material a partir del radio de curvatura.
7. ¿Por qué mi pieza estampada no está perfectamente plana?
Los problemas de planitud pueden deberse a:
- Juego de bobina y ballesta en tira cruda
- Adelgazamiento excesivo del material cerca de las características perforadas
- Operaciones de conformado cerca de bordes sin soporte
Los ajustes de herramientas o las operaciones de aplanamiento secundario pueden ayudar a mitigar esto.
8¿Pueden las piezas estampadas de metal ser de calidad cosmética?
Sí, pero los requisitos estéticos deben estar claramente definidos en el plano. El diseño de las herramientas, los métodos de manipulación y el posprocesamiento (como el pulido o el embalaje protector) pueden ajustarse para cumplir con los estándares de calidad visual.
9. ¿Cuál es la diferencia entre embutición profunda y conformación por estirado?
- Embutición profunda atrae material hacia una cavidad, lo que provoca un engrosamiento de la pared y un fondo cerrado.
- Conformación por estiramiento estira la lámina sobre un troquel, adelgazando la pared y dejando normalmente la parte inferior abierta.
El embutido profundo es ideal para formas similares a contenedores cerrados y de alta resistencia.
10. ¿Cómo puedo reducir costos en el diseño de estampaciones metálicas?
- Utilice calibres estándar y aleaciones comunes.
- Evite tolerancias excesivamente estrictas a menos que sea necesario.
- Características de diseño teniendo en cuenta la capacidad de fabricación (por ejemplo, espaciado, radios, longitudes de las patas)
- Consulte con una casa de estampación al comienzo de la fase de diseño.
Referencias
https://www.researchgate.net/figure/Schematic-presentation-of-the-conventional-deep-drawing-process_fig1_283671332
https://www.thefabricator.com/thefabricator/article/bending/r-d-update-edge-fracture-in-hole-extrusion-and-flanging-part-i
https://aminds.com/understanding-sheet-metal-stamping-guideline-for-buyers/




