

- 1.0Cómo funciona el calentamiento por inducción de alta frecuencia
- 2.0Parámetros clave de los calentadores de inducción de alta frecuencia
- 3.0Rango de frecuencia y profundidad de calentamiento (efecto piel)
- 4.0Influencia de la variación de la permeabilidad magnética y el punto de Curie
- 5.0Diseño de bobinas de inducción y adaptación de carga
- 6.0Consideraciones sobre condiciones de funcionamiento y gestión térmica
- 7.0Escenarios típicos de aplicación industrial
- 8.0Análisis técnico de problemas operativos comunes
- 9.0Conclusión
La tecnología de calentamiento por inducción de alta frecuencia se aplica ampliamente en la fabricación industrial moderna gracias a su alta eficiencia, el suministro de energía concentrada, el calentamiento sin contacto y la facilidad de integración con sistemas de control automatizados. Entre sus aplicaciones típicas se incluyen la soldadura fuerte, el tratamiento térmico (temple y recocido), el sellado, el calentamiento pasante y la fusión a pequeña escala.
Como forma representativa de un equipo de calentamiento electromagnético, el rendimiento técnico y los resultados prácticos de un calentador de inducción de alta frecuencia dependen directamente de una sólida comprensión y la aplicación adecuada de su principio de funcionamiento, configuración del sistema, adaptación de carga y parámetros del proceso.
1.0Cómo funciona el calentamiento por inducción de alta frecuencia
El calentamiento por inducción de alta frecuencia es un método de calentamiento basado en la inducción electromagnética y el efecto Joule. En esencia, es un proceso sin contacto que convierte la energía eléctrica en energía térmica. Su mecanismo básico de funcionamiento se puede resumir en las siguientes etapas:
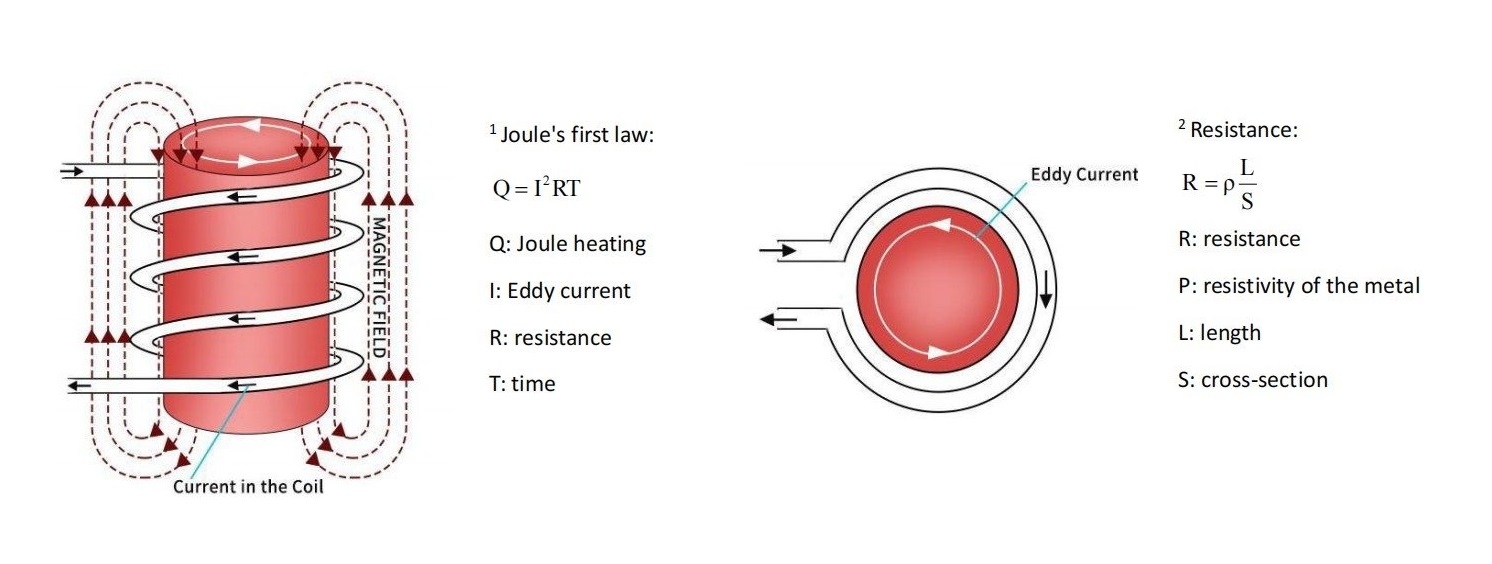
- Generación de un campo electromagnético alterno: Cuando la corriente alterna de alta frecuencia fluye a través de la bobina de inducción, se genera un campo magnético alterno alrededor de la bobina.
- Inducción de corrientes de Foucault: cuando una pieza de metal se coloca dentro de un campo magnético alterno, se inducen corrientes de circuito cerrado, conocidas como corrientes de Foucault (también llamadas corrientes de Foucault), dentro del material.
- Aumento de temperatura debido al efecto Joule: a medida que fluyen corrientes de Foucault dentro de la pieza de trabajo, se genera calor debido a la resistencia eléctrica del metal, de acuerdo con la ley de Joule:
Q = I²RT
Esta generación de calor interno permite un rápido aumento de la temperatura dentro de la pieza de trabajo.
Durante el proceso de calentamiento, la resistividad eléctrica de la mayoría de los metales aumenta con la temperatura, lo que potencia aún más el efecto Joule. Esta es una de las principales razones por las que el calentamiento por inducción puede alcanzar una alta eficiencia de calentamiento en poco tiempo.
Además, la resistencia eléctrica de una pieza de trabajo está relacionada con la resistividad del material (ρ), la longitud efectiva de la trayectoria de corriente (L) y el área de la sección transversal (S), siguiendo la relación:
R = ρL / S
Como resultado, piezas con diferentes materiales, geometrías y dimensiones pueden exhibir eficiencias de calentamiento significativamente diferentes bajo las mismas condiciones de inducción.
2.0Parámetros clave de los calentadores de inducción de alta frecuencia
La configuración de rendimiento de un calentador de inducción de alta frecuencia generalmente se centra en la potencia de salida, el rango de frecuencia de operación, el tipo de fuente de alimentación y la adaptabilidad a la carga. En la práctica, se deben evaluar exhaustivamente los siguientes factores.
2.1Potencia nominal de salida
La potencia de salida determina la cantidad de energía transferida a la pieza por unidad de tiempo y es un parámetro clave que afecta la velocidad de calentamiento y el tamaño admisible de la pieza. En general:
- Las piezas de trabajo de tamaño pequeño y paredes delgadas o las aplicaciones de calentamiento localizado requieren niveles de potencia relativamente bajos;
- Las piezas de gran tamaño, los procesos de calentamiento pasante o las aplicaciones de fusión requieren una potencia de salida significativamente mayor.
2.2Condiciones de suministro de energía
Según el entorno de aplicación, se pueden utilizar fuentes de alimentación monofásicas o trifásicas. Para un funcionamiento industrial continuo, se suele optar por la alimentación trifásica para garantizar una salida de potencia más estable y constante.
2.3Características del material de la pieza de trabajo
- Los materiales magnéticos exhiben una mayor permeabilidad magnética durante la etapa de calentamiento inicial, lo que resulta en una eficiencia de inducción relativamente alta;
- Los materiales no magnéticos, como el cobre y el aluminio, dependen principalmente del calentamiento por corrientes parásitas y generalmente requieren un diseño de bobina más optimizado para mejorar la eficiencia del acoplamiento.
3.0Rango de frecuencia y profundidad de calentamiento (efecto piel)
En el calentamiento por inducción de alta frecuencia, la selección de la frecuencia de operación determina directamente la profundidad de calentamiento y la distribución de energía. Este comportamiento se rige principalmente por el efecto pelicular.
A medida que aumenta la frecuencia de la corriente alterna, las corrientes inducidas tienden a concentrarse cerca de la superficie de la pieza metálica, y la profundidad de penetración efectiva en el material disminuye. Esto da lugar a las siguientes reglas prácticas de ingeniería:
- Las frecuencias más altas dan como resultado capas de calentamiento más superficiales y son más adecuadas para aplicaciones de calentamiento de superficies, endurecimiento de superficies y calentamiento localizado;
- Las frecuencias más bajas permiten una penetración más profunda del calor, lo que las hace más adecuadas para calentar directamente o calentar componentes de paredes gruesas.
En aplicaciones prácticas, la selección de frecuencia debe evaluarse en conjunto con el diámetro de la pieza, el espesor de la pared y los objetivos del proceso. Por ejemplo, en operaciones de calentamiento de extremos de tubos, como la etapa de calentamiento de un Máquina de cierre de extremos de tubosA menudo es necesario lograr un rápido aumento de temperatura en el extremo del tubo, minimizando al mismo tiempo la propagación del calor a lo largo del cuerpo del tubo. En tales casos, se prefieren frecuencias de operación relativamente más altas para lograr una concentración localizada de energía.
Cabe destacar que la frecuencia de funcionamiento real de un sistema de calentamiento por inducción no es un valor fijo. Se determina conjuntamente por las características de la fuente de alimentación, los parámetros de la bobina y las condiciones de carga, con una relación de adaptación dinámica entre la frecuencia y la potencia de salida.

4.0Influencia de la variación de la permeabilidad magnética y el punto de Curie
En el caso de metales ferromagnéticos, como los materiales a base de hierro, el proceso de calentamiento por inducción está influenciado no solo por cambios en la resistividad eléctrica, sino también por variaciones significativas en la permeabilidad magnética con la temperatura.
A temperatura ambiente y en rangos de temperatura bajos a medios, los materiales magnéticos presentan una alta permeabilidad magnética, lo que facilita el establecimiento del campo magnético alterno dentro de la pieza. Como resultado, la eficiencia del calentamiento por inducción y la velocidad de aumento de temperatura son relativamente altas durante la etapa inicial de calentamiento. Sin embargo, a medida que la temperatura del material se acerca a su punto de Curie, el ferromagnetismo se debilita gradualmente y finalmente pasa a un estado paramagnético, lo que provoca una disminución drástica de la permeabilidad magnética.
Esta transición conduce a varios efectos de ingeniería prácticos:
- Aumento rápido de la temperatura durante la etapa de calentamiento inicial;
- Eficiencia de calentamiento reducida y aumento de temperatura más lento a medida que se aproxima al punto de Curie;
- Es posible que se requiera una mayor potencia de entrada para mantener la velocidad de calentamiento deseada.
En aplicaciones que involucran tuberías de acero, tubos estructurales o procesos de conformado de extremos de tubos, incluidas las etapas de precalentamiento y conformado en caliente en Máquinas de cierre de extremos de tubosComprender la variación de la permeabilidad magnética es fundamental para mantener un control de calentamiento estable. Una regulación adecuada de la potencia y un diseño optimizado de la bobina ayudan a garantizar un comportamiento de calentamiento controlable y constante en rangos de temperatura donde las propiedades magnéticas varían.
5.0Diseño de bobinas de inducción y adaptación de carga
La bobina de inducción es el componente principal de un sistema de calentamiento por inducción de alta frecuencia. Su configuración geométrica, características eléctricas y grado de adaptación a la pieza de trabajo determinan directamente la eficiencia del calentamiento y la estabilidad del sistema.
5.1Materiales y estructura de la bobina
- Comúnmente se utilizan tubos de cobre o conductores de cobre sólido;
- Un área transversal adecuada ayuda a reducir las pérdidas de la bobina y mejora la capacidad de transporte de corriente;
- Generalmente se requieren canales de enfriamiento internos para controlar el aumento de la temperatura de funcionamiento.
5.2Espacio de acoplamiento entre la bobina y la pieza de trabajo
- Un espacio de trabajo típico generalmente se mantiene dentro del rango de 5 a 15 mm;
- Un espacio excesivo reduce la eficiencia del acoplamiento magnético;
- Un espacio insuficiente aumenta el riesgo de cortocircuitos o contacto mecánico.
5.3Relación entre el número de vueltas y el comportamiento operativo
En condiciones por lo demás idénticas:
- Aumentar el número de vueltas reduce la frecuencia de funcionamiento efectiva y aumenta la corriente de la bobina;
- Reducir el número de vueltas aumenta la frecuencia mientras disminuye la corriente.
Para materiales no magnéticos o cargas de bajo acoplamiento, aumentar el número de vueltas suele ser beneficioso para mejorar el rendimiento del calentamiento.
5.4Evaluación práctica de la adaptación de carga
Durante el funcionamiento real, el comportamiento actual y los resultados del calentamiento se pueden utilizar como indicadores empíricos:
- Una corriente alta con un aumento lento de la temperatura generalmente indica un acoplamiento insuficiente o dimensiones de bobina inadecuadas;
- La dificultad para aumentar la corriente o el funcionamiento inestable del sistema pueden indicar una carga excesiva o un número de vueltas demasiado elevado.
Al ajustar el tamaño de la bobina, el número de vueltas y la posición de la pieza de trabajo, se puede lograr una condición de adaptación más óptima del sistema.

6.0Consideraciones sobre condiciones de funcionamiento y gestión térmica
Durante el calentamiento por inducción de alta frecuencia, los dispositivos de potencia y las bobinas de inducción funcionan en condiciones de alta densidad de energía, lo que hace esencial una gestión térmica eficaz.
- Los medios de enfriamiento deben proporcionar una buena conductividad térmica y estabilidad a largo plazo;
- El sistema de enfriamiento debe garantizar un caudal y una presión continuos y estables;
- Después de un funcionamiento prolongado de alta potencia, se debe dejar suficiente tiempo de enfriamiento para reducir el estrés térmico dentro del sistema.
Una gestión térmica eficaz no solo mejora la estabilidad operativa sino que también extiende significativamente la vida útil del equipo.
7.0Escenarios típicos de aplicación industrial
La tecnología de calentamiento por inducción de alta frecuencia se utiliza ampliamente en una variedad de sectores industriales, y los diferentes procesos imponen requisitos distintos en cuanto a los métodos de calentamiento y el control de parámetros.
| Proceso de solicitud | Características de calentamiento | Propósito típico |
| Soldadura | Calentamiento concentrado con control preciso de temperatura. | Unir metales diferentes |
| Temple | Calentamiento rápido seguido de enfriamiento controlado | Aumento de la dureza de la superficie |
| Recocido | Proceso controlado de calentamiento y remojo | Mejora de la ductilidad y alivio de la tensión interna. |
| Calentamiento pasante | Calentamiento uniforme a lo largo de la sección transversal | Calentamiento de componentes delgados o de pequeño diámetro |
| Caza de focas | Calentamiento localizado y dirigido | Sellado estructural o unión de componentes |
| Fusión | Alta densidad de potencia con funcionamiento estable de la bobina. | Fusión de metales en lotes pequeños |


El rendimiento real de la aplicación debe optimizarse mediante pruebas y ajustes en función del material de la pieza de trabajo, las dimensiones y los objetivos específicos del proceso.
8.0Análisis técnico de problemas operativos comunes
Durante el funcionamiento prolongado o en condiciones de trabajo variables, los sistemas de calentamiento por inducción pueden experimentar una reducción de eficiencia o un comportamiento anormal. Las causas comunes incluyen:
- Cambios en la geometría de la bobina o mal contacto eléctrico;
- Variaciones en las condiciones de carga;
- Capacidad de enfriamiento insuficiente que activa los mecanismos de protección térmica;
- Fluctuaciones en el suministro de energía que provocan una respuesta anormal del sistema.
Para abordar estos problemas, se deben realizar análisis y ajustes sistemáticos centrándose en la adaptación de la carga, la gestión térmica y la estabilidad del suministro de energía.
9.0Conclusión
Como tecnología de calentamiento industrial madura y en constante evolución, el rendimiento de los calentadores de inducción de alta frecuencia depende de una comprensión integral de los principios electromagnéticos, el diseño de la bobina, las características de la carga y el control de procesos. Mediante la correcta configuración de los parámetros del sistema y la optimización continua de las estrategias de aplicación, es posible lograr una alta calidad de calentamiento, manteniendo al mismo tiempo un funcionamiento industrial eficiente y estable.
La información aquí presentada se ofrece como referencia técnica general. Las aplicaciones específicas deben diseñarse y validarse según las condiciones operativas reales y los requisitos del proceso.
Referencia
www.theinductor.com/blog/cómo-funciona-la-tecnología-de-calentamiento-por-inducción-y-por-qué-debería-saberlo/
www.ambrell.com/blog/investigación-universitaria-que-utiliza-calentamiento-por-inducción


