
- 1.0¿Qué es el cizallamiento en el conformado de metales?
- 2.0Operaciones de corte y mecánica de herramientas
- 3.0Punzonado vs. cizallamiento: Diferencias clave en el corte de metales
- 4.0Tipos comunes de técnicas de corte en el corte de chapa metálica
- 5.0Cizallas: tipos y principios de corte
- 6.0Cómo optimizar el rendimiento de la cizalla
- 7.0Estudios de caso: Aplicaciones innovadoras de los procesos de cizallamiento
- 8.0Conclusión y recomendaciones
- 9.0Preguntas frecuentes (FAQ)
1.0¿Qué es el cizallamiento en el conformado de metales?
El cizallamiento es un proceso de corte mecánico que se utiliza para separar materiales, especialmente chapa metálica, sin formar virutas, quemarlos ni fundirlos. Esta técnica se emplea ampliamente como... operación preparatoria para la fabricación posterior debido a su capacidad de mantener la precisión y la consistencia en los productos finales.
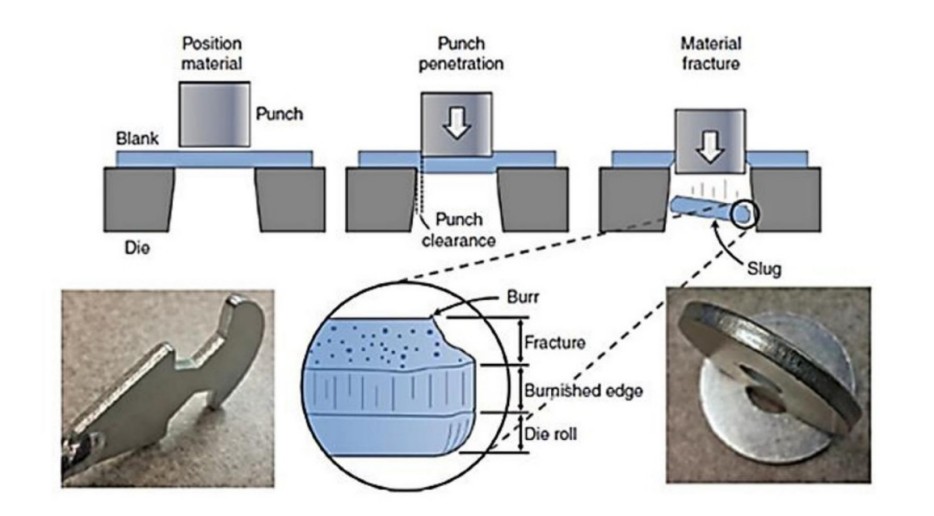
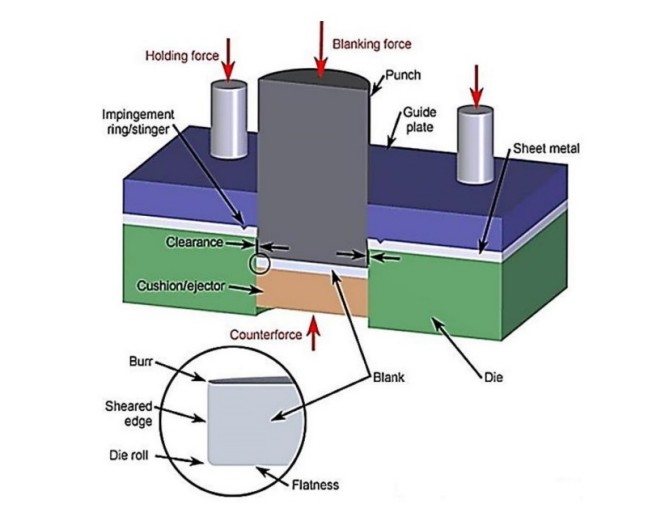
La esquila también se conoce como corte de chapa metálicaCuando una fuerza de corte supera la resistencia máxima al corte del material, este se fractura y se separa en el punto de aplicación. El proceso de corte utiliza dos herramientas principales: un punzón y una matriz (o cuchillas superior e inferior), situadas por encima y por debajo de la lámina, respectivamente (Figura 1).
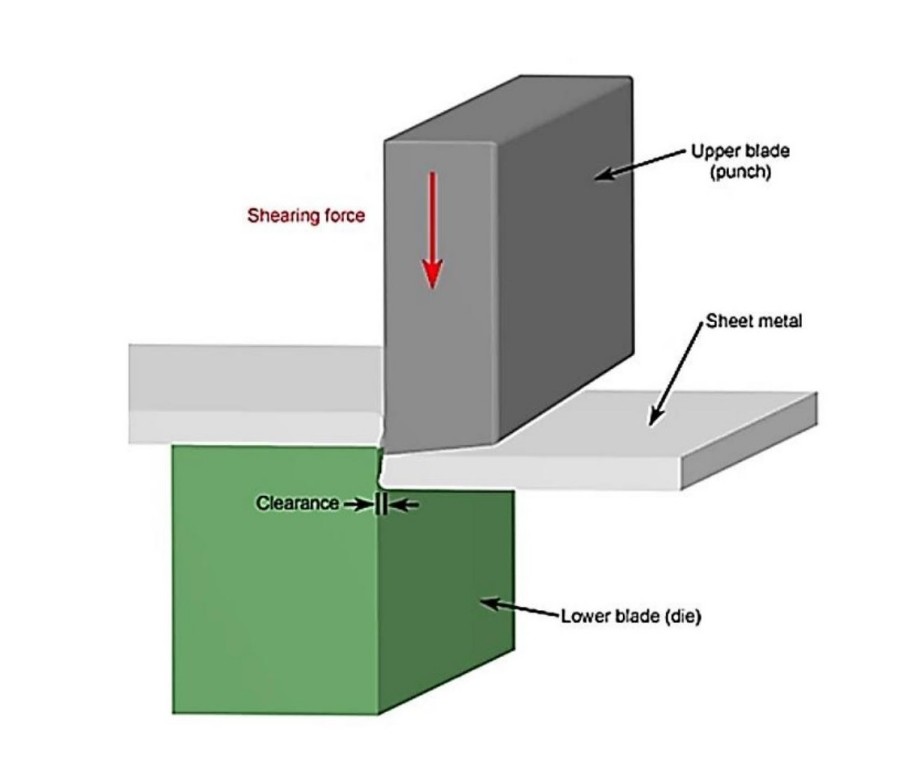
La holgura entre las cuchillas superior e inferior suele oscilar entre 2% y 10% del espesor de la chapa, dependiendo de las propiedades mecánicas del material, como la resistencia al corte. Una holgura adecuada garantiza un corte eficiente y promueve... deformación plástica sin dañar el material.
2.0Operaciones de corte y mecánica de herramientas
Cuando dos cuchillas cortan una chapa, la operación generalmente se denomina cizallamientoSin embargo, cuando las cuchillas están en un ángulo o configuradas de manera diferente, operaciones como corte, perforación, entallado o recorte Desde el punto de vista del diseño de herramientas y el comportamiento del material, todos se consideran procesos relacionados con el cizallamiento.
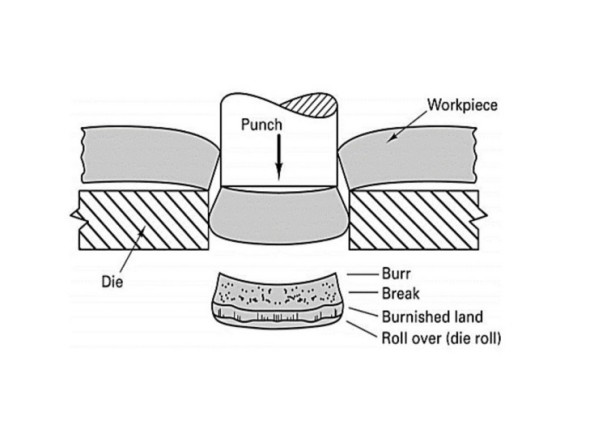
En el corte típico, el punzón fuerza el metal a través de la matriz, lo que produce una deformación localizada a lo largo de una estrecha zona de corte. Se mantiene una holgura de 5%–10% de espesor de chapa. Al realizarlo en condiciones de compresión, esto reduce las fracturas y aumenta la fracción de borde suaveBajo suficiente presión, el material puede cortarse completamente con una rotura mínima de la superficie.
3.0Punzonado vs. cizallamiento: Diferencias clave en el corte de metales
Aunque a menudo se usan indistintamente, punzonado y cizallamiento Son procesos distintos. El cizallamiento se refiere a la aplicación de fuerzas descentradas para dividir el material a lo largo de una trayectoria recta o curva. El punzonado, por otro lado, implica la creación formas cerradas quitando material, similar a usar una perforadora de papel
Las diferencias clave incluyen:
- Cizallamiento Utiliza cuchillas lineales opuestas para separar el material.
- Puñetazos forma características cerradas, por ejemplo, agujeros circulares.
- Los filos de corte influyen directamente en la forma de la pieza final.
4.0Tipos comunes de técnicas de corte en el corte de chapa metálica
Existen varias variantes de operaciones de cizallamiento, cada una adecuada para tareas específicas:
- Esquila simple
- Puñetazos
- Corte longitudinal
- Supresión
- Muescas
- Cierre
- Mordisqueando
- Afeitado
- Guarnición
- Bebiendo
- Punción
- Corte fino
4.1Corte longitudinal: corte de metal de bobina a tira
El corte longitudinal corta bobinas de chapa metálica en tiras más estrechas utilizando cuchillas de corte circularesEl proceso es continuo, rápido y económico, produciendo resultados precisos en comparación con otros métodos de corte.
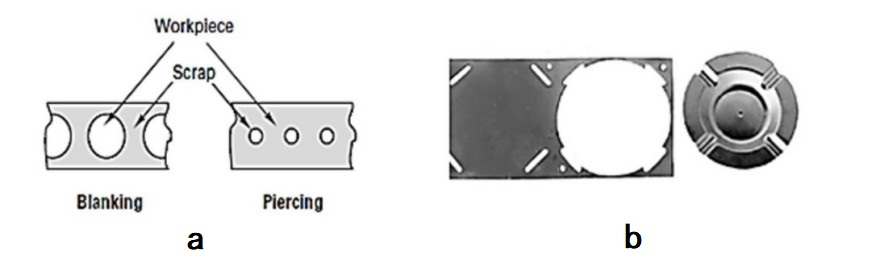
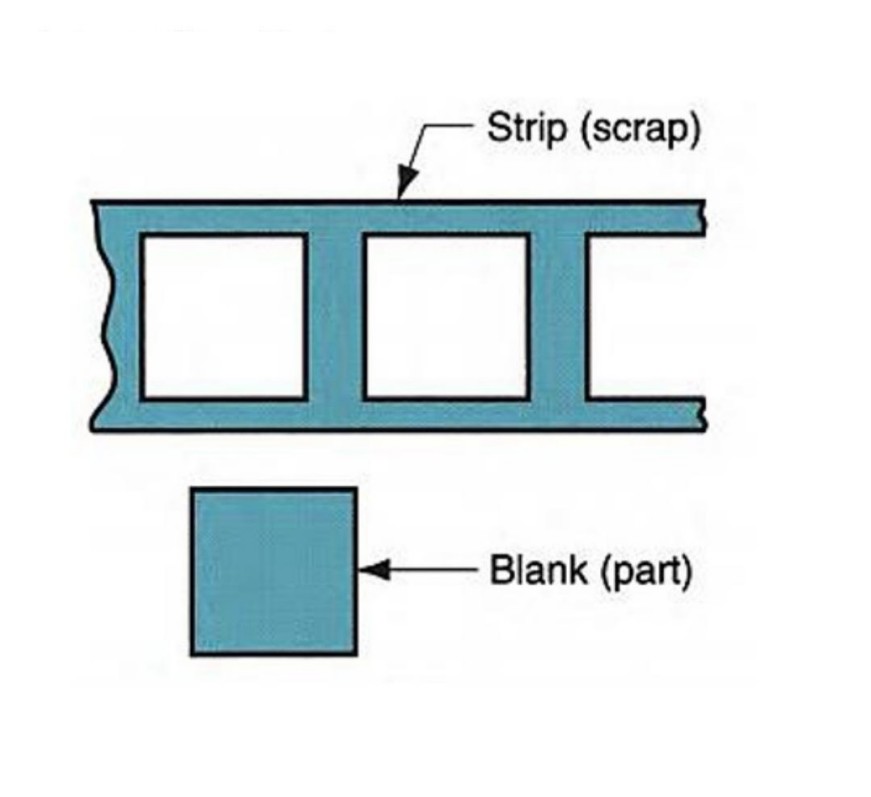
4.2Blanking: Extracción de forma en un solo paso
El troquelado implica un punzón que corta una chapa metálica para eliminar la forma deseada (la pieza en bruto), separándola del material circundante.
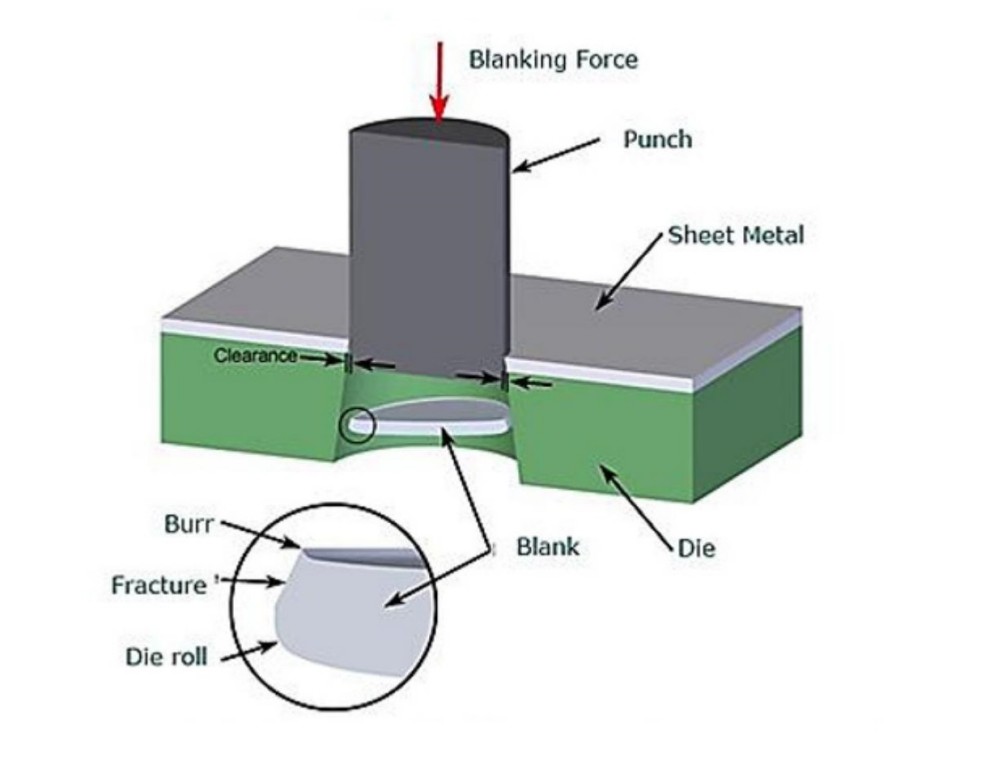
Una prensa hidráulica impulsa la matriz de corte a alta velocidad, hasta 1000 golpes/minuto—con una holgura de 10–20% para permitir un corte limpio.
4.3Corte fino: corte de alta precisión
Usos del corte fino tres fuerzas controladas Para lograr una planitud superior, mínimas rebabas y una tolerancia dimensional de tan solo ±0,0003. La configuración es similar a la del troquelado convencional, pero incluye control adicional para obtener resultados de mayor calidad.
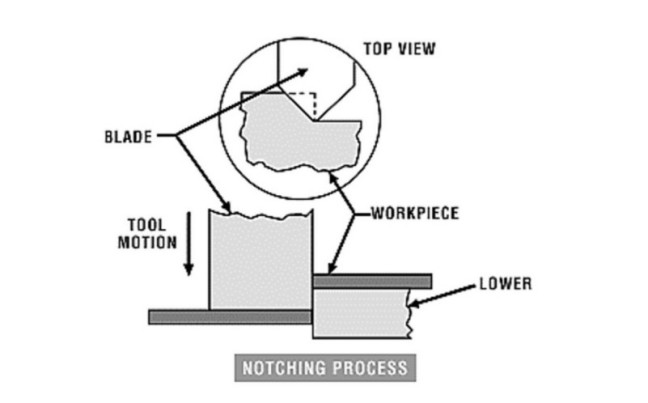
4.4Entallado: eliminación de restos de bordes
El entallado elimina material sobrante del borde de una pieza de trabajo. Normalmente es un proceso manual de bajo volumen Ideal para formas o ángulos personalizados.
Ventajas:
- Cortes de ángulo ajustable
- Capaz de geometrías únicas no factibles en corte estándar
5.0Cizallas: tipos y principios de corte
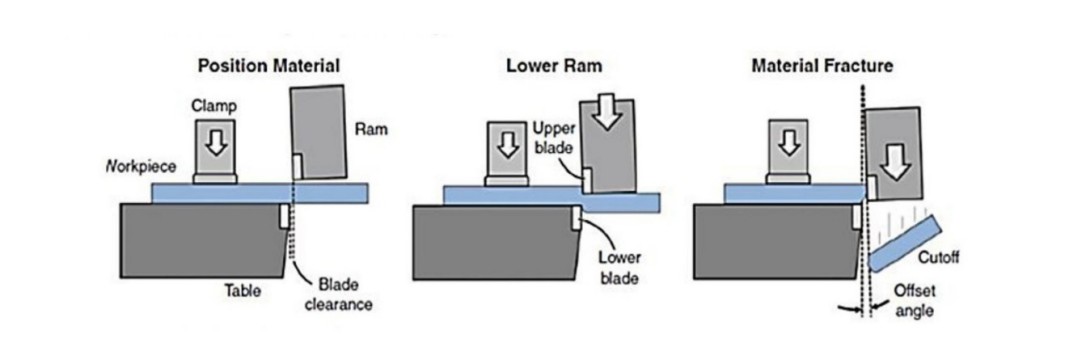
Las cizallas cortan metales utilizando como tijeras movimiento o acción de cuchilla recta. Las máquinas más pequeñas pueden utilizar movimiento angular, mientras que las máquinas más grandes dependen de ángulo de inclinación y espacio libre para optimizar el rendimiento.

5.1Tipos comunes de máquinas cizallas:
- Cizallas neumáticas– Accionado por cilindros de aire
- Cizallas hidromecánicas– Accionado por motores hidráulicos
- Cizallas servoaccionadas– Conectado directamente a servomotores
- Cizallas hidráulicas– Proporcionan una fuerza de corte muy alta
- Tijeras eléctricas – Accionado directamente por motores eléctricos (normalmente combinados con transmisión mecánica o hidráulica)
- Tijeras manuales– Accionado manualmente mediante aumento de palanca
6.0Cómo optimizar el rendimiento de la cizalla
El proceso de corte requiere mucha mano de obra y un control preciso para maximizar la productividad. Los factores clave incluyen:
- Asegúrese de que las cuchillas estén perfectamente rectas
- Ajuste la holgura según el espesor del material
- Confirmar la configuración correcta del tope trasero
- Estabilizar la hoja durante el corte
- Realizar mantenimiento periódico (limpieza, sustitución de componentes)
La esquila es ideal para bronce, latón, aluminio y aceros con bajo contenido de carbono, lo que produce un corte y tolerancias mínimos. Sin embargo, no es adecuado para materiales duros y quebradizos como el tungsteno y para piezas de longitud <3,2 mm.
7.0Estudios de caso: Aplicaciones innovadoras de los procesos de cizallamiento
7.1Caso 1: C2S2 – Corte continuo de tiras confinadas
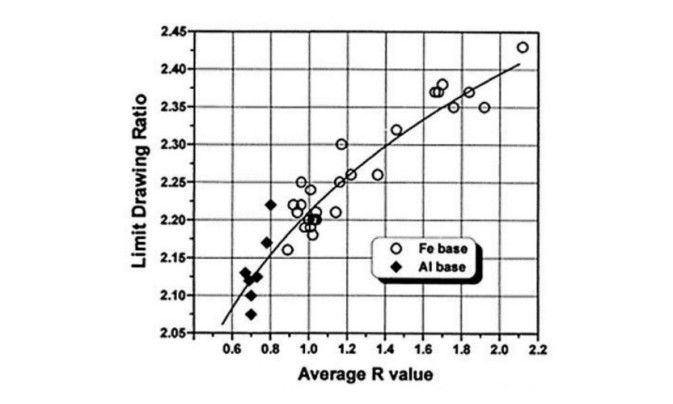
Para producir vehículos más ligeros, aluminio (Al) Las láminas están reemplazando a las láminas más pesadas basadas en Fe. El uso de Prensado angular de canal igual (ECAP)Los ingenieros inducen una deformación cortante para mejorar el valor R del metal, mejorando así la formabilidad.
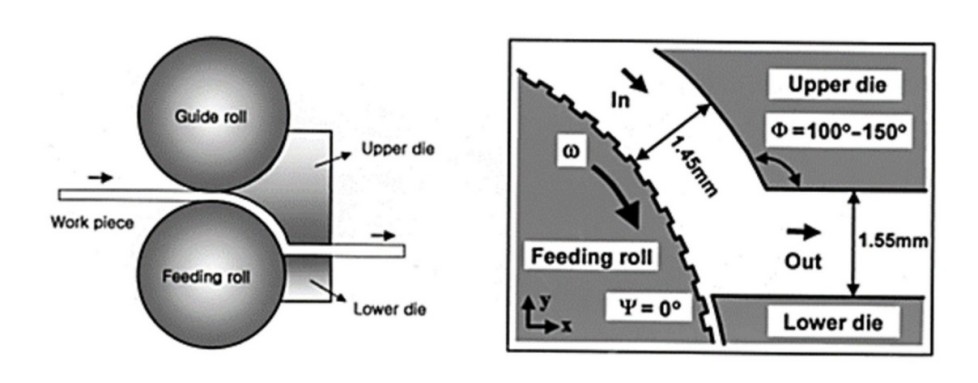
El sistema C2S2 utiliza rodillos gemelos para generar una deformación de corte constante (más eficiente que las prensas hidráulicas) y puede detectar defectos en la superficie durante la operación.
7.2Caso 2: Corte para componentes de cremallera de cobre y zinc
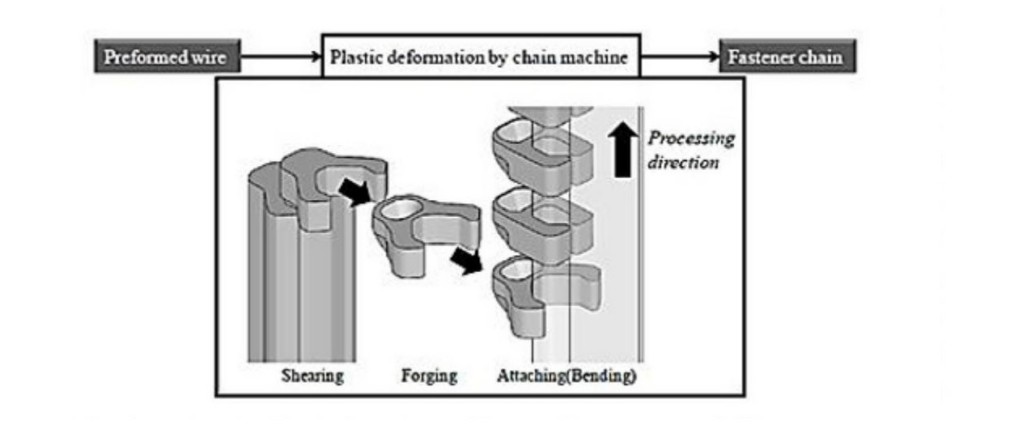
Utilizado en prendas y accesorios, Alambre de aleación de cobre en forma de Y Se corta en virutas, se forja y se dobla para formar los dientes de una cremallera. A medida que los diseños se vuelven más complejos, lograr precisión en el moldeado requiere múltiples iteraciones.
7.3Caso 3: FORMA para tubos de aleación de magnesio ZK60
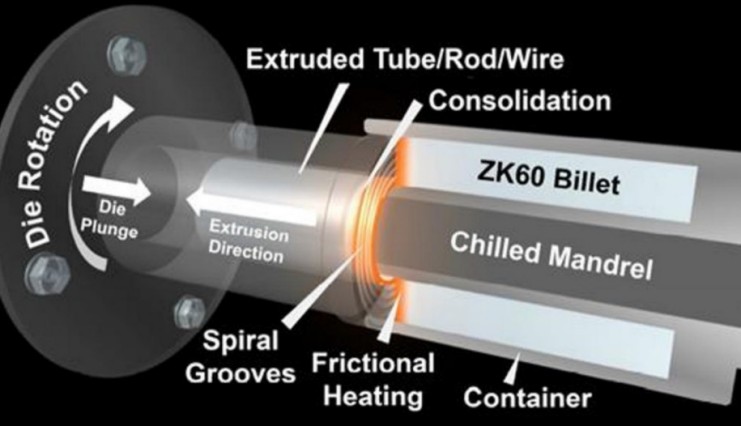
Las aleaciones de magnesio, especialmente el Mg que no contiene tierras raras, ofrecen ventajas en términos de ahorro de peso. Procesamiento y extrusión asistidos por cizallamiento (SHAPE) Mejora las propiedades mecánicas refinando las microestructuras y eliminando las debilidades de la segunda fase.
8.0Conclusión y recomendaciones
Este estudio destaca aspectos clave Operaciones de cizallamiento, máquinas y aplicaciones avanzadasEl proceso de cizallamiento es muy eficaz para metales blandos a medianos y es rentable para la producción en masa, pero no es ideal para aplicaciones de acabado de superficies de alta dureza o precisión.
Recomendación: Evite cortar longitudes inferiores a 3,2 mm o metales frágiles y de alta resistencia.
Dirección futura: Técnicas como SHAPE y C2S2 muestran resultados prometedores a la hora de mejorar las propiedades del material mediante deformación por corte.
9.0Preguntas frecuentes (FAQ)
P1: ¿Cuál es la diferencia entre cizallamiento y punzonado?
A: El cizallado consiste en cortar material a lo largo de una trayectoria recta o curva utilizando hojas opuestas, similares a las tijeras. El punzonado, en cambio, elimina el material completamente en una forma cerrada, como si se hicieran agujeros con un punzón. Ambos utilizan herramientas similares, pero difieren en la forma y la intención de eliminar el material.
P2: ¿Qué materiales son los más adecuados para el proceso de cizallamiento?
A: El cizallamiento funciona mejor en metales dúctiles de resistencia blanda a media, como el aluminio, el acero con bajo contenido de carbono, el latón y el bronce. no recomendado para materiales duros o quebradizos como el tungsteno debido al desgaste de la herramienta y al riesgo de deformación anormal.
Pregunta 3:¿Qué es el blanqueo fino y en qué se diferencia del blanqueo normal?
A: El corte fino es una versión de corte de alta precisión que utiliza tres fuerzas aplicadas Para producir bordes lisos, tolerancias más ajustadas (hasta ±0,0003″) y mínimas rebabas. Se utiliza comúnmente para componentes automotrices y electrónicos de precisión.
P4: ¿Cómo afecta el espacio libre a la operación de corte?
A: La holgura se refiere al espacio entre las cuchillas superior e inferior (punzón y matriz). Suele oscilar entre 2% a 10% del espesor del material. Una holgura adecuada garantiza cortes limpios, evita desgarros o rebabas excesivas y reduce el desgaste de la herramienta.
P5: ¿Se puede utilizar el corte para una producción de gran volumen?
A: Sí. La esquila es muy adecuada para producción en masa, especialmente en el procesamiento de chapa metálica. Las cizallas hidráulicas y servoaccionadas pueden alcanzar velocidades de hasta 1000 golpes por minuto, lo que lo hace altamente eficiente para operaciones continuas.




