

- 1.0Elección del acero: propiedades y preparación
- 2.0Herramientas esenciales: Equipos generales y herramientas especializadas
- 3.0Forjando la forma: del blanco a la hoja
- 4.0Tratamiento térmico: control de la dureza y la tenacidad
- 5.0Afilado, manipulación y afilado: desde el cuchillo en blanco hasta el cuchillo terminado
Forjar un cuchillo a mano es una artesanía tradicional que combina el control del calor, el conformado del metal y el tratamiento térmico. Ya sea que utilice acero para resortes de automoción recuperado (acero con alto contenido de carbono) o acero para herramientas O1 estándar de la industria, el proceso principal consta de tres etapas clave: calentamiento – conformación – endurecimientoAl comprender estos pasos, podrá convertir una pieza bruta de acero en un cuchillo funcional.
1.0Elección del acero: propiedades y preparación
La elección del acero determina tanto el proceso de trabajo como el rendimiento final del cuchillo. El acero con alto contenido de carbono (como el acero para resortes de automóviles) y el acero para herramientas O1 son opciones ideales para principiantes, pero difieren en sus propiedades y pasos de preparación:
| Tipo de acero | Fuente / Características | Notas de preparación | Mejor caso de uso |
| Acero con alto contenido de carbono (acero para resortes) | Recuperado de muelles helicoidales o ballestas de automóviles; contenido de carbono 0,6%–1,0% | Los resortes helicoidales requieren recocido (calentarlos al rojo vivo y luego enfriarlos al aire). Las ballestas se pueden usar directamente. | Económico; bueno para explorar la forja. |
| Acero para herramientas O1 (templado en aceite) | Tochos disponibles comercialmente; contenido de carbono 0,9%–1,0%; tenacidad equilibrada | Listo para forjar, no necesita recocido | Resultados consistentes; ideal para la práctica. |
Principios de preparación:
- El acero para resortes se trata en fábrica (templado). Los resortes helicoidales deben recocerse antes de cortarse (use una amoladora o una sierra para metales después de ablandarlos). Las ballestas son planas y generalmente se pueden forjar sin recocido.
- El acero O1 es relativamente blando en su estado original y puede calentarse y forjarse directamente.


2.0Herramientas esenciales: Equipos generales y herramientas especializadas
Forjar un cuchillo no requiere un equipo excesivamente complejo, pero contar con las herramientas adecuadas garantiza seguridad y eficiencia. Las herramientas se pueden agrupar por seguridad – calentamiento – forjado – procesamiento, con algunas diferencias dependiendo del acero.
2.1Equipo de seguridad (obligatorio para todas las etapas):
- Gafas de seguridad resistentes a los impactos: Debe cubrir completamente los ojos para bloquear chispas y fragmentos de metal (las gafas normales no son suficientes).
- Guantes resistentes al calor: Se recomiendan guantes de cuero; equilibran el aislamiento y la destreza (nunca toque acero caliente con las manos desnudas).
- Escudos térmicos o mantas ignífugas: Colóquelo alrededor del área de la forja para evitar que las chispas enciendan los materiales cercanos.
2.2Herramientas básicas de forja (generales):
- Fuente de calor: Una forja, un horno casero o un fuego de carbón (es necesario utilizar un soplador para alcanzar la temperatura de forja).
- Yunque: Cualquier bloque de hierro plano; un yunque pequeño (10–20 kg) funciona bien para uso doméstico.
- Martillo: Un martillo redondeador de 1 a 2 libras para dar forma; un martillo transversal para ajustes más finos (punta de la hoja, biseles).
- Tenazas: Pinzas de forja diseñadas específicamente para sujetar su material de forma segura (reduce los riesgos de resbalones y quemaduras).
2.3Herramientas de procesamiento (específicas para acero):
| Paso | Acero con alto contenido de carbono (acero para resortes) | Acero para herramientas O1 |
| Corte | Amoladora angular (disco grueso) o sierra para metales | Igual que el acero para resortes (O1 es más suave, más fácil de cortar) |
| Temple | Temple: Aceite (recomendado para acero de resorte para evitar el agrietamiento) | Aceite (enfriamiento más lento, evita el agrietamiento) |
| Templado | Horno (400–500 °F / 204–260 °C) o calor constante de carbón | El mismo método; el control de temperatura es más crítico (250–350 °F / 120–175 °C) |
3.0Forjando la forma: del blanco a la hoja
El núcleo de la forja es guiando el flujo de metal caliente. Independientemente del tipo de acero, siga siempre los principios de Trabajando progresivamente y moldeando simétricamente. Esto evita tensiones localizadas o sobreesfuerzos que pueden debilitar la hoja.
3.1Control del calor: Cómo evaluar la temperatura según el color
| Color | Rango de temperatura (°C) | Significado en proceso |
| Rojo oscuro | 650–730 °C | Cerca del punto crítico; se utiliza para normalizar y aliviar el estrés. |
| Rojo cereza | 760–850 °C | Calor de enfriamiento típico para acero con alto contenido de carbono |
| Naranja-Rojo | 850–950 °C | Gama de forjado estándar |
| Amarillo brillante | 1000–1100 °C | Alto calor de forja; riesgo de quemaduras si se sobrecalienta |
| Amarillo paja | 150–230 °C | Templado de color (rango de temple bajo) |
3.2Tipos de acero y parámetros de tratamiento térmico
| Tipo de acero | Temperatura de forja (color) | Temperatura mínima de forja | Temperatura de recocido (método) | Calor extinguido (color) | Medio de enfriamiento recomendado |
| Acero con alto contenido de carbono (por ejemplo, acero para resortes 5160) | 900–1050 °C (de naranja a naranja brillante) | ≥800 °C | 800–820 °C, mantener y luego enfriar lentamente por debajo de 650 °C | 820–840 °C (de color cereza a rojo anaranjado) | Temple en aceite (el agua puede provocar grietas) |
| Acero para herramientas O1 | Temperatura de calentamiento: Rojo cereza (790–820 °C) | ≥815 °C | 800–850 °C, mantener y luego enfriar en horno por debajo de 650 °C | 790–820 °C (rojo cereza) | Enfriamiento con aceite |
Prácticas clave:
- Calentar el acero uniformemente a lo largo—Evitar puntos calientes que provoquen oxidación y quemaduras.
- Utilice tenazas para sujetar el acero firmemente en su punto de equilibrio al retirarlo de la forja. Esto evita accidentes y garantiza un mejor control del martillo.


3.3Forja de la punta y el cuerpo de la hoja: paso a paso
(1) Forjando la punta
Coloque un extremo de la pieza calentada sobre el yunque. Use un martillo de redondeo para afilar gradualmente la punta.
- Acero con alto contenido de carbono: Trabajar con golpes más ligeros y rápidos para evitar el agrietamiento por su mayor dureza.
- Acero O1: Más fácil de moldear; es posible dar golpes ligeramente más fuertes, pero voltee el acero cada 3 o 4 golpes para mantener la simetría.
- Calificación: Designe un lado para el borde y el opuesto para el lomo antes de darle forma. Esto minimiza las correcciones posteriores.
(2) Dejando el Tang
La espiga es la parte de la hoja que sujeta el mango. Defínala al principio del proceso:
- Longitud: Deje al menos 5 cm (2 pulgadas). Para mangos más largos, se recomiendan de 7,5 a 10 cm (3 a 4 pulgadas).
- Calificación: Utilice golpes de martillo para marcar el inicio de la espiga, evitando que se adelgace accidentalmente en esta zona. Una espiga débil compromete la resistencia del mango.
(3) Aplanamiento y forjado de los biseles
La hoja debe estrecharse gradualmente desde el espiga hasta la punta, al mismo tiempo que se forman los biseles (el filo inicial):
- Adelgazamiento general: Recalentar y martillar ligeramente ambos lados de la hoja, alternando uniformemente desde la espiga hasta la punta. Mantener la desviación por debajo de 1 mm. Si es posible,... Martillo neumático de forja Se puede utilizar para realizar estos golpes de forma más rápida y uniforme, reduciendo la fatiga y ayudando a mantener la simetría.
- Forja de bisel: Golpee principalmente a lo largo del borde deseado para formar un ángulo inclinado (aproximadamente 20-25°). Voltee y repita el proceso en el lado opuesto inmediatamente para evitar deformaciones.
- Problemas comunes:
- Bultos o pliegues: Vuelva a calentar y golpee con el lado del martillo hasta que quede plano; es posible que sea necesario cortar los pliegues muy pronunciados.
- Columna curvada: Una ligera curvatura es normal. Corríjala posteriormente con ajustes a baja temperatura (calor rojo oscuro) y martillando suavemente.



4.0Tratamiento térmico: control de la dureza y la tenacidad
El tratamiento térmico es el paso clave que transforma la hoja de suave a duroConsta de tres etapas distintas: recocido, temple y revenido. Cada tipo de acero requiere parámetros específicos, y su correcta ejecución determina directamente el rendimiento final del cuchillo.
4.1Recocido: Alivio del estrés y ablandamiento
Objetivo:
Para ablandar el acero, liberar la tensión interna de la forja y hacer que la hoja sea más fácil de afilar y dar forma.
Proceso:
- Calentar la hoja hasta que adquiera un brillo rojo apagado (800–820 °C para acero con alto contenido de carbono; 870–980 °C para acero O1). Retirar y dejar enfriar al aire hasta que el color rojo desaparezca.
- Repita este ciclo tres veces.
- En el tercer calentamiento, coloque el acero en un ambiente aislado (por ejemplo, enterrado entre brasas o cenizas) y déjelo enfriar durante la noche. Este enfriamiento lento garantiza un ablandamiento máximo.
4.2Temple: endurecimiento del acero
El temple cambia la estructura cristalina del acero, creando una alta dureza: la propiedad que define a una hoja funcional.
| Paso | Acero con alto contenido de carbono (acero para resortes) | Acero para herramientas O1 |
| Temperatura de calentamiento | Rojo anaranjado (850–950 °C) | Amarillo pálido a pajizo (1150–1200 °C) |
| Medio de extinción | Agua (sumergir verticalmente, 30–60 segundos) | Aceite (sumergir verticalmente, 30–60 segundos, evitar burbujas) |
| Notas clave | Todo acero templado debe ser revenido inmediatamente.
(El temple en agua es riesgoso para los aceros elásticos y no se recomienda para principiantes). |
El temple en aceite produce una dureza más uniforme; el revenido preciso es esencial |
Consejos críticos:
- Siempre apague la cuchilla verticalmenteLa inclinación provoca un enfriamiento desigual, lo que puede deformar la hoja. Corregirla requiere reforjarla y supone una pérdida de tiempo.
- Tras el temple, pruebe la dureza con una lima. Si la lima resbala sin cortar, la dureza es suficiente. Si se clava en el acero, vuelva a calentar y templar.
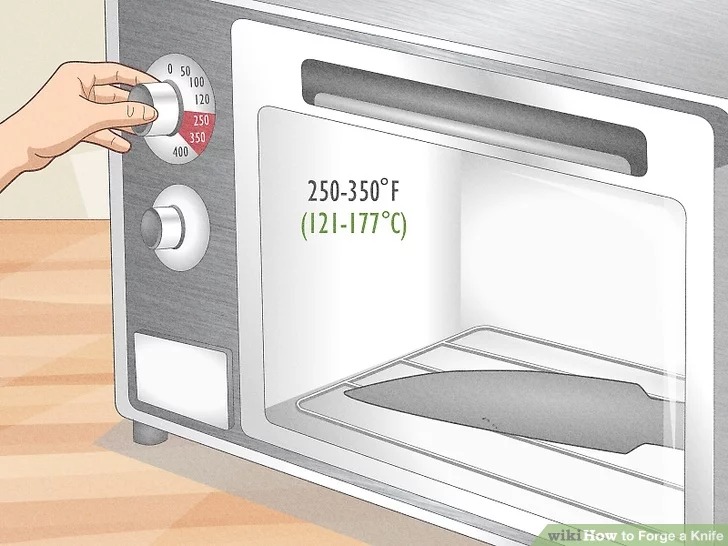
4.3Templado: Equilibrio entre dureza y tenacidad
Tras el temple, el acero es duro pero frágil. El revenido aplica calor bajo y controlado para aliviar la tensión, mejorando la tenacidad y conservando la resistencia del filo.
| Tipo de acero | Temperatura de revenido (°C) | Temperatura de revenido (°F) | Referencia de color | Tiempo | Notas |
| Acero con alto contenido de carbono (acero para resortes) | 180–230 °C | 355–445 °F | De color amarillo pajizo a azul oscuro | 2 horas (repetible) | Mejora la dureza; bueno para cuchillos de exterior. |
| Acero para herramientas O1 | 150–230 °C | 300–445 °F | Amarillo pálido a paja | 1–2 horas (se recomiendan 2 ciclos) | Permite un control preciso del equilibrio dureza/tenacidad. |
Alternativa simple:
Si no hay horno disponible, construya una pequeña cámara cerrada con ladrillos. Coloque algunas brasas dentro para mantener un calor constante. Use siempre un termómetro para controlar y evitar el sobrecalentamiento.



5.0Afilado, manipulación y afilado: desde el cuchillo en blanco hasta el cuchillo terminado
Tras el tratamiento térmico, la hoja alcanza la dureza necesaria, pero aún necesita refinarse. El afilado refina la forma, la incorporación de un mango mejora el agarre y el afilado crea el filo.
5.1Molienda y conformación
Utilice papel de lija por etapas, de grueso a fino (grano 80 → grano 120 → grano 240 → grano 400):
- Áreas de enfoque: Elimine las marcas de forja, la cascarilla y la asimetría. Asegúrese de que la hoja esté plana y que los ángulos de bisel sean uniformes.
- Usando una lijadora de banda: Si está disponible, un lijadora de banda Puede acelerar el modelado y ayudar a mantener biseles uniformes, especialmente en áreas más grandes de la hoja.
- Consejo de enfriamiento: Al utilizar un molinillo, sumerja la cuchilla en agua cada 1 o 2 segundos para evitar el sobrecalentamiento, que podría arruinar el temple.
5.2Instalación de manijas: tres opciones prácticas
Elija según los materiales disponibles, sin necesidad de herramientas especializadas:
- Mango de madera a escala: Perfore agujeros en la espiga y fije las cachas de madera dura (como nogal o arce) con pasadores de latón. Aplique un acabado con aceite de cera para madera para protegerla.
- Mango para enrollar el cable: Enrolle firmemente el paracord o el cordón de algodón alrededor de la espiga, anudando ambos extremos. Ofrece buen agarre y resistencia al deslizamiento, ideal para exteriores.
- Mango de madera maciza: Afine la espiga e introdúzcala en un bloque de madera. Con una lima, déle forma al bloque hasta que se ajuste cómodamente a la mano.


5.3Afilado: método de tres pasos para un filo de navaja
Muévase progresivamente de grueso a fino hasta que el borde esté lo suficientemente afilado para afeitar el cabello:
- Modelado fino de archivos: Utilice una lima (de grano 400 o superior) a lo largo de los biseles para refinar el perfil del borde. Evite limar con demasiada fuerza, ya que puede causar astillas.
- Piedra de afilar:
- Lado grueso: Sostenga la hoja en un ángulo de 22° y empuje la piedra 10 veces por cada lado. Mantenga el ángulo constante.
- Lado fino: Mismo ángulo, 15 pasadas por lado. Esto elimina las marcas gruesas y suaviza el borde.
- Asentamiento de cuero: Pase el borde por una tira de cuero recubierta de compuesto de pulido. Esto elimina las rebabas y pule el borde.
- Prueba final: La cuchilla debe cortar fácilmente el papel o afeitar el cabello.
5.4Resumen: Principios básicos para herreros principiantes
La belleza de la forja reside en Ser testigo de la transformación del acero crudo con tus propias manosIndependientemente del acero elegido, recuerde tres aspectos fundamentales:
- La temperatura es el alma: Aprenda a juzgar el calor por el color (por ejemplo, amarillo paja para el acero O1) en lugar de confiar en conjeturas.
- Seguridad ante todo: Use siempre gafas y guantes de seguridad. Use pinzas para el acero caliente; nunca se arriesgue.
- La paciencia antes que la fuerza: La forja, el rectificado y el afilado deben realizarse en pequeños pasos repetidosLa simetría y la precisión determinan la calidad final.
Desde un tocho en bruto hasta un cuchillo utilizable, cada ajuste genera experiencia. Incluso si tu primer intento tiene fallas, la sensación de... creando con tus propias manos Es la verdadera recompensa de la espátula.
5.5Vídeo – Cómo forjar un cuchillo paso a paso, solo martillo y yunque, sin herramientas eléctricas
Referencias
https://www.wikihow.com/Forge-a-Knife


