

- 1.0¿Cuáles son las formas normales de desgaste de las herramientas de corte de metal?
- 2.0¿Qué es el proceso de desgaste de las herramientas de corte de metales?
- 3.0¿Cuál es el criterio de desgaste (embotamiento) de las herramientas de corte de metal?
- 4.0¿Cuál es la vida útil de las herramientas de corte de metal?
- 5.0¿Qué factores afectan la vida útil de las herramientas de corte de metal?
- 6.0¿Cómo determinar razonablemente la vida útil de las herramientas de corte de metal?
- 7.0Preguntas frecuentes (FAQ)
Introducción
El corte de metales es la base de la fabricación moderna, y las herramientas de corte son sus elementos esenciales. Desde componentes automotrices hasta estructuras aeroespaciales, desde moldes de precisión hasta piezas mecánicas generales, la producción de casi todos los productos metálicos depende de herramientas de corte eficientes y fiables.
Sin embargo, durante las operaciones de corte continuo, el desgaste de la herramienta es inevitable. Este determina directamente su vida útil y, a su vez, afecta la eficiencia de la producción, el coste del mecanizado y la estabilidad de la calidad del producto.
1.0¿Cuáles son las formas normales de desgaste de las herramientas de corte de metal?
Clasificación de fallas de herramientas:
Las fallas de las herramientas se pueden dividir en dos categorías principales: desgaste normal y rotura de herramientas. El desgaste normal incluye principalmente las siguientes formas:
1.1Desgaste facial de rastrillo:
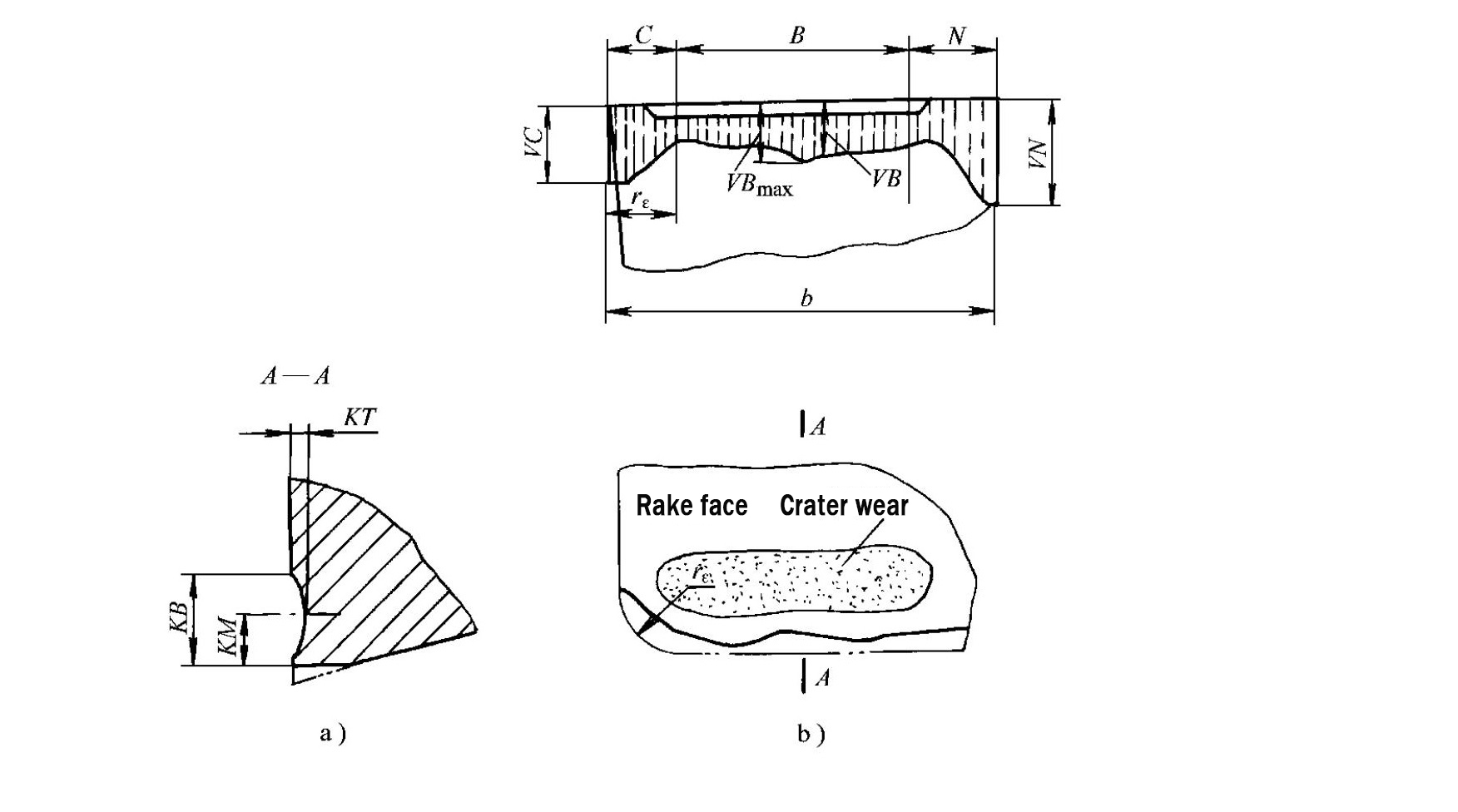
Al cortar a altas velocidades y grandes espesores de corte, especialmente durante el mecanizado de metales dúctiles de alto punto de fusión, como el acero, la fricción intensa en la cara de ataque conduce a la formación de un cráter en forma de media luna.
El centro del cráter corresponde a la temperatura de corte más alta en la cara de ataque. Queda una pequeña zona entre el cráter y el filo principal. A medida que continúa el corte, el cráter aumenta gradualmente en anchura y profundidad, la zona se estrecha y, finalmente, se produce astillado del filo.
La distancia desde el centro del cráter hasta el borde de corte principal (\(K_M\)) suele ser de aproximadamente 1 a 3 mm, y la cantidad de desgaste se expresa por la profundidad máxima del cráter \(K_T\).
1.2Desgaste facial en los flancos:
Se produce una fuerte fricción entre la cara del flanco de la herramienta de corte de metal y la superficie mecanizada, lo que forma rápidamente un espacio de desgaste estrecho con un ángulo de holgura cero cerca del filo de corte principal.
Este tipo de desgaste se produce a bajas velocidades de corte y con espesores de corte pequeños, independientemente de si se mecanizan metales frágiles o dúctiles.
Características típicas de la banda de desgaste del flanco:
- Zona de la punta de la herramienta (Zona C): Experimenta el desgaste más severo debido a la baja resistencia y la mala disipación del calor; valor máximo expresado como \(V_C\).
- Cara del flanco cerca de la superficie de la pieza de trabajo (Zona N): Propenso a ranuras profundas (desgaste límite); profundidad representada por \(V_N\).
- Sección media de la banda de desgaste (Zona B): Muestra un desgaste relativamente uniforme; el ancho máximo de desgaste se denota como \(V_{B\text{max}}\).
1.3Desgaste simultáneo de rastrillo y flanco:
Al mecanizar metales dúctiles de alto punto de fusión a velocidades de corte y velocidades de avance moderadas, el desgaste por cráter en la cara de ataque y el desgaste en la cara del flanco suelen ocurrir simultáneamente.
2.0¿Qué es el proceso de desgaste de las herramientas de corte de metales?
División de etapa de desgaste:
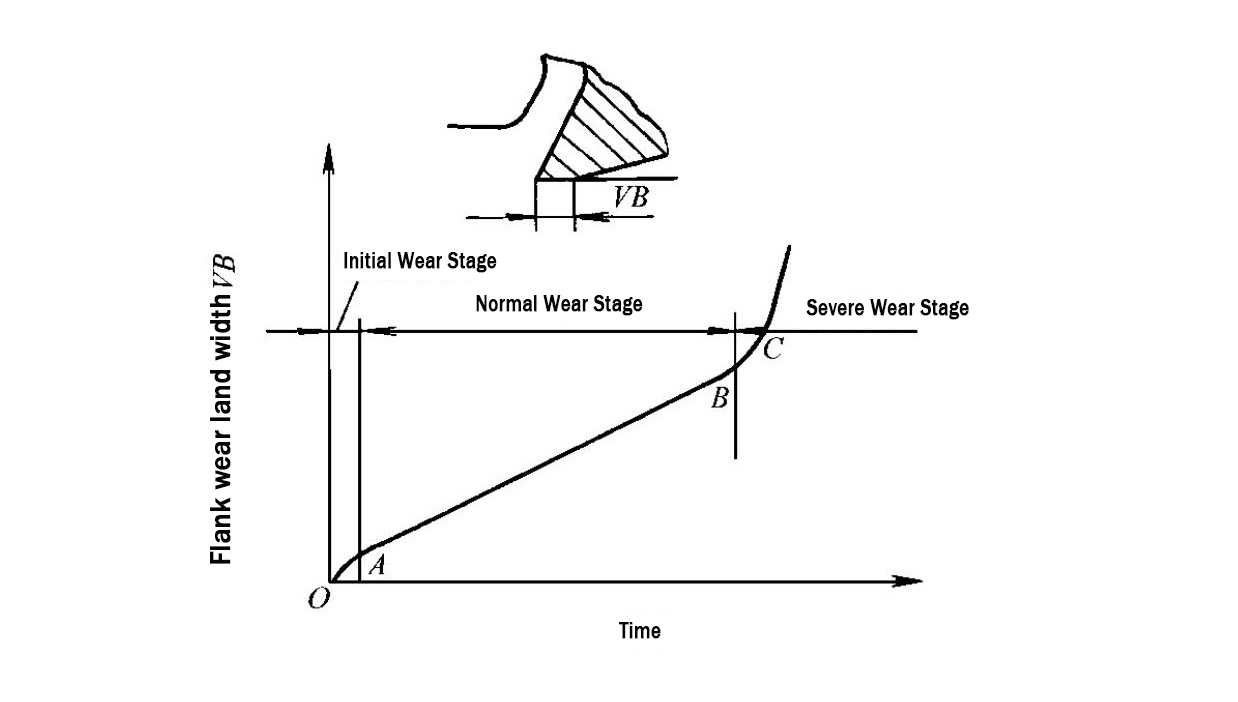
En determinadas condiciones de corte, independientemente de la forma del desgaste, el desgaste de la herramienta aumenta con el tiempo de corte y generalmente progresa a través de tres etapas.
2.1Etapa de desgaste inicial:
Las herramientas de corte de metal recién rectificadas presentan superficies rugosas y defectos microscópicos, como microfisuras en la cara del flanco. El filo es afilado y el área de contacto entre la cara del flanco y la superficie mecanizada es pequeña.
Como resultado, la tensión de compresión y la temperatura de corte están altamente concentradas en el filo, lo que genera una tasa de desgaste relativamente alta.
2.2Etapa de desgaste normal:
Tras el período de desgaste inicial, la superficie rugosa de la cara del flanco se alisa, el área de carga aumenta, la tensión de compresión disminuye y la tasa de desgaste disminuye significativamente y se estabiliza. La herramienta de corte de metal entra entonces en la fase de desgaste normal.
2.3Etapa de desgaste severo:
Cuando el ancho de desgaste del flanco (V_B) alcanza un límite crítico, la fricción aumenta bruscamente, las fuerzas y la temperatura de corte se elevan rápidamente, y la tasa de desgaste se acelera drásticamente. La herramienta de corte de metal falla rápidamente y pierde su capacidad de corte.
3.0¿Cuál es el criterio de desgaste (embotamiento) de las herramientas de corte de metal?
Fundamento del juicio atenuante:
Cuando una herramienta de corte de metal se desgasta hasta cierto punto, se producen los siguientes fenómenos:
- La fuerza de corte y la temperatura de corte aumentan significativamente
- La superficie mecanizada se vuelve rugosa y la precisión dimensional queda fuera de tolerancia.
- El color y la forma del chip se vuelven anormales, con posible vibración o ruido.
Estos fenómenos indican que la herramienta se ha vuelto desafilada.
Definición del criterio de embotamiento:
Se debe especificar un valor de desgaste máximo permitido según los requisitos de mecanizado: este valor se conoce como criterio de desgaste de la herramienta (embotamiento).
Motivo de selección del criterio:
Dado que el desgaste de la cara del flanco es el más común y el más fácil de medir, el valor de desgaste promedio en la sección media de la cara del flanco, \(V_B\), se utiliza normalmente como criterio de desgaste para herramientas de corte de metal.
3.1Valores recomendados de \(V_B\) en diferentes condiciones de mecanizado
| Condiciones de mecanizado | Valor VB recomendado (mm) |
|---|---|
| Terminar de girar | 0,1–0,3 |
| Torneado de desbaste de acero aleado o torneado de desbaste de piezas de baja rigidez | 0,4–0,5 |
| Torneado de desbaste de acero al carbono | 0,6–0,8 |
| Torneado de desbaste de piezas de fundición | 0,8–1,2 |
| Torneado de desbaste a baja velocidad de piezas grandes de acero y hierro fundido | 1.0–1.5 |

4.0¿Cuál es la vida útil de las herramientas de corte de metal?
Definición de vida útil de la herramienta:
La vida útil de la herramienta se refiere al tiempo total de corte efectivo desde el inicio del corte tras el rectificado hasta que el desgaste alcanza el criterio de desgaste especificado. No se incluyen los tiempos no relacionados con el corte, como el reglaje de la herramienta, la medición, el avance rápido y las carreras de retorno.
La vida útil de la herramienta se denota por \(T\) y se mide en minutos.
Clasificación de la vida útil de la herramienta:
- Herramientas de corte de metal reafilables: La vida útil de la herramienta se refiere al tiempo de corte real entre dos operaciones de afilado consecutivas; la vida útil total de la herramienta es el tiempo de corte desde el primer uso hasta el desguace completo.
- Herramientas de corte de metal no reafilables: La vida útil total de la herramienta es igual a la vida útil de la herramienta.
5.0¿Qué factores afectan la vida útil de las herramientas de corte de metal?
5.1Parámetros de corte:
Los parámetros de corte se encuentran entre los factores de influencia más importantes. La relación general entre la vida útil de la herramienta (T) y los parámetros de corte es:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
Dónde:
- \(C_T\): Constante de vida de la herramienta relacionada con el material de la herramienta, el material de la pieza de trabajo y las condiciones de corte
- \(x, y, z\): exponentes empíricos, típicamente con \(x > y > z\)
Ejemplo:
Al tornear acero al carbono con \(\sigma_b = 0,637\ \text{GPa}\) utilizando una herramienta de torneado de carburo:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
Regla:
A medida que aumentan \(v_c\), \(f\) y \(a_p\), la vida útil de la herramienta \(T\) disminuye. La velocidad de corte \(v_c\) tiene la mayor influencia, seguida por la velocidad de avance \(f\) y la profundidad de corte \(a_p\) la menor.
Para mejorar la productividad y garantizar la vida útil de la herramienta, seleccione primero un \(a_p\) más grande, luego un \(f\) más grande y, finalmente, un \(v_c\) razonable.
5.2Parámetros de geometría de la herramienta:
- Ángulo de inclinación (\(\gamma_o\)): Aumentarlo reduce la fuerza de corte y la temperatura, lo que mejora la vida útil de la herramienta. Un ángulo de ataque excesivo debilita la resistencia de la herramienta y la disipación de calor, aumentando el riesgo de rotura.
- Ángulo del filo principal (\(\kappa_r\)): Reducirlo mejora la resistencia de la punta de la herramienta y la disipación de calor. Un valor de \(\kappa_r\) excesivamente pequeño aumenta la fuerza radial y puede causar vibración en sistemas de baja rigidez.
- Factores adicionales: La reducción del ángulo de corte menor \(\kappa_r\) y el aumento del radio de la punta de la herramienta \(r_\varepsilon\) tienen efectos positivos similares en la vida útil de la herramienta.
5.3Material de la herramienta:
Una mayor resistencia a altas temperaturas y al desgaste prolonga la vida útil de la herramienta. En condiciones de impacto, trabajo pesado o difícil de mecanizar, la tenacidad al impacto y la resistencia a la flexión se convierten en factores clave.
5.4Material de la pieza de trabajo:
- Una mayor resistencia y dureza aumentan la temperatura de corte y reducen la vida útil de la herramienta.
- Una mayor plasticidad y tenacidad combinadas con una baja conductividad térmica también aumentan la temperatura de corte y acortan la vida útil de la herramienta.
6.0¿Cómo determinar razonablemente la vida útil de las herramientas de corte de metal?
Principio fundamental:
Una selección razonable de la vida útil de la herramienta mejora la productividad y reduce los costos. Una vida útil excesivamente larga requiere parámetros de corte bajos y reduce la tasa de arranque de viruta. Una vida útil excesivamente corta aumenta el tiempo de cambio y reafilado de la herramienta, lo que eleva el costo total.
6.1Valores de vida útil recomendados para herramientas comunes
| Tipo de herramienta | Vida útil recomendada de la herramienta (mín.) |
|---|---|
| Herramientas de torneado de acero de alta velocidad | 60–90 |
| Brocas de acero de alta velocidad | 80–120 |
| Herramientas de torneado de carburo soldado | 60 |
| Herramientas de torneado de carburo indexables | 15–30 |
| Fresas de carburo para planear | 120–180 |
| Herramientas de corte de engranajes | 200–300 |
| Herramientas de torneado de acero de alta velocidad para máquinas automáticas | 180–200 |
6.2Consideraciones adicionales:
- Complejidad y precisión de la herramienta: Las herramientas complejas, de alta precisión y de múltiples filos requieren una vida útil más larga que las herramientas simples, de baja precisión y de un solo filo.
- Herramientas indexables: El reemplazo rápido de insertos permite una vida útil más corta de la herramienta para mantener los filos de corte afilados.
- Acabado vs. desbaste: Las herramientas de acabado requieren una vida útil más larga debido a cargas de corte más livianas y requisitos de mayor precisión.
- Acabado de piezas de gran tamaño: Una mayor vida útil de la herramienta evita cambios de herramientas a mitad del proceso.
- Mecanizado CNC: La vida útil de la herramienta debe superar un turno de trabajo y ser más larga que el tiempo de corte de una sola pieza.
7.0Preguntas frecuentes (FAQ)
P: ¿Por qué el desgaste de la cara del flanco es el criterio de desgaste de herramientas más comúnmente utilizado?
A: El desgaste de flanco es el tipo de desgaste más frecuente en el corte de metales, aplicable tanto a metales frágiles como dúctiles a velocidades de corte bajas a medias. Su banda de desgaste tiene una forma regular, con un desgaste uniforme en la sección media (Zona B), y el valor de desgaste promedio (V_B) es fácil de medir y controlar. Por lo tanto, (V_B) se adopta ampliamente como criterio estándar de embotamiento.
P: ¿Qué parámetro de corte tiene la mayor influencia en la vida útil de la herramienta?
A: La velocidad de corte (\(v_c\)) tiene la mayor influencia, seguida del avance (\(f\)), mientras que la profundidad de corte (\(a_p\) tiene el menor efecto). Esto se confirma mediante la ecuación de vida útil de la herramienta, donde los exponentes mayores indican un mayor impacto.
P: ¿En qué se diferencia la selección de la vida útil de la herramienta entre operaciones de acabado y desbaste?
A: Las operaciones de acabado implican cargas de corte más ligeras y requieren una mayor vida útil de la herramienta para garantizar la calidad superficial y la precisión dimensional. Las operaciones de desbaste se centran en la rápida eliminación de material y pueden utilizar herramientas con una vida útil más corta y parámetros de corte más amplios.
P: ¿Por qué las herramientas indexables pueden tener una vida útil más corta que las herramientas soldadas?
A: Las herramientas indexables permiten un reemplazo rápido de la plaquita sin necesidad de reafilar, manteniendo los filos de corte afilados. Su menor vida útil permite una mayor eficiencia de corte, a la vez que equilibra el costo de las herramientas.
P: ¿Existen requisitos especiales de vida útil de las herramientas en el mecanizado CNC?
A: Sí. El mecanizado CNC suele ser automatizado y continuo. La vida útil de la herramienta debe superar un turno de trabajo y el tiempo de corte necesario para una sola pieza para garantizar una producción estable e ininterrumpida.