
- 1.0¿Cuáles son las propiedades principales del aluminio y las aleaciones de aluminio?
- 2.0¿Cómo se procesa y fabrica el aluminio?
- 3.0¿Cuáles son los principios básicos del diseño estructural de aluminio?
- 4.0¿Cuáles son los escenarios de aplicación de ingeniería para estructuras de aluminio?
- 5.0¿Cuáles son las consideraciones clave para la construcción y protección estructural de aluminio?
- 6.0Preguntas frecuentes | Preguntas frecuentes de ingeniería sobre diseño y construcción de estructuras de aluminio
Como el segundo metal estructural más utilizado después del acero, el aluminio es valorado por su bajo peso, resistencia a la corrosión y excelente maquinabilidad, lo que lo hace ampliamente aplicable en arquitectura, transporte y entornos marinos. Sin embargo, el aluminio difiere significativamente del acero en su comportamiento material, y su diseño y construcción deben seguir los principios específicos del aluminio.
1.0¿Cuáles son las propiedades principales del aluminio y las aleaciones de aluminio?
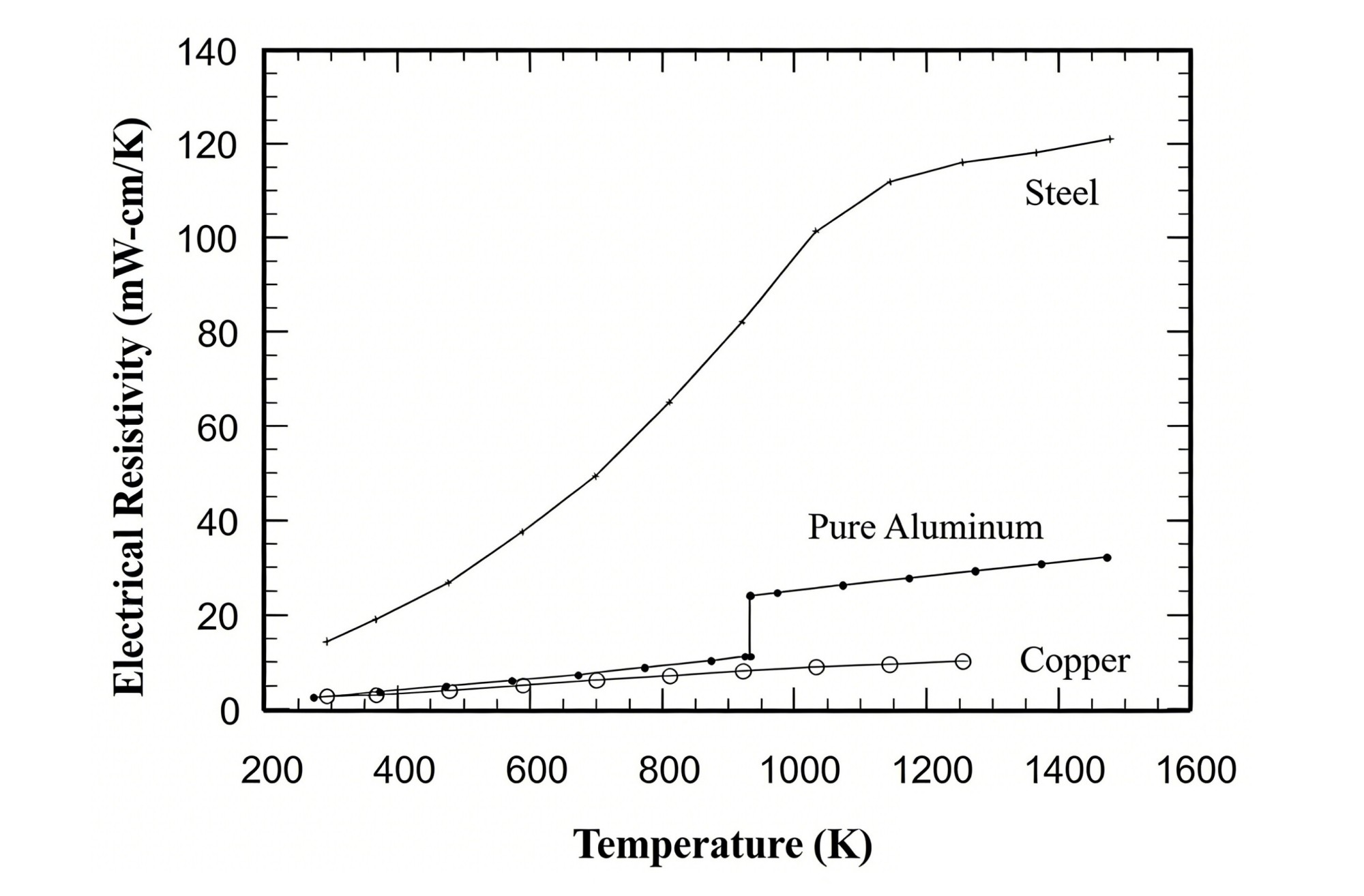
El aluminio es el elemento metálico más abundante en la corteza terrestre. Con una densidad de tan solo 2,7 g/cm³ (aproximadamente un tercio del acero), un módulo elástico de aproximadamente 70 kN/mm², y un coeficiente de expansión térmica significativamente mayor que el del acero, el aluminio requiere especial atención en el control de la deformación y el análisis estructural inducido por la temperatura. El aluminio puro tiene una resistencia relativamente baja (resistencia a la tracción). 90–140 N/mm²) y, por lo tanto, se fortalece mediante aleación; las aleaciones de aluminio de alta resistencia pueden lograr resistencias a la tracción superiores 500 N/mm².
1.1Principales ventajas y limitaciones:
Ventajas:
- Bajo peso y fácil manejo.
- Resistencia a la corrosión inherente proporcionada por una película de óxido superficial estable
- Excelente extruibilidad
- Buena soldabilidad
- Rendimiento estable a baja temperatura sin riesgo de fractura frágil
- Adecuado para operaciones de doblado en frío.
Limitaciones:
- Costo de material más alto que el acero
- Pérdida rápida de resistencia a temperaturas elevadas
- Reblandecimiento en la zona afectada por el calor después de la soldadura
- Menor resistencia a la fatiga y capacidad de pandeo en comparación con el acero.
- Alto coeficiente de expansión térmica
1.2Sistema de clasificación y designación de aleaciones:
Las aleaciones de aluminio se clasifican en siete series según sus principales elementos de aleación y se identifican mediante números de cuatro dígitos: 1xxx para aluminio puro, 2xxx aluminio-cobre, 3xxx aluminio-manganeso, 4xxx aluminio-silicio, 5xxx aluminio-magnesio, 6xxx aluminio-magnesio-silicio y 7xxx aluminio-zinc-magnesio.
Las designaciones de temple indican la condición de procesamiento: las aleaciones no tratables térmicamente usan la serie H (por ejemplo, H14 para semiduro), las aleaciones tratables térmicamente usan la serie T (por ejemplo, T6 para tratamiento térmico en solución seguido de envejecimiento artificial), O denota la condición recocida y F indica la condición de fabricación.
1.3Características de las aleaciones estructurales más utilizadas:
- Serie 6xxx: Resistencia y extruibilidad equilibradas, lo que las convierte en la opción preferida para aplicaciones arquitectónicas y estructurales generales, adecuadas para conformado de alta precisión.
- Serie 5xxx: Excelente resistencia a la corrosión, especialmente adecuado para estructuras soldadas.
- Serie 7xxx: Muy alta resistencia, utilizada en aplicaciones de ingeniería especializadas o con cargas pesadas.
2.0¿Cómo se procesa y fabrica el aluminio?
El procesamiento y la fabricación del aluminio abarcan tres etapas principales: producción de metal, conformación y unión, cada una con sus propias consideraciones técnicas.
2.1Métodos de producción de metales:
- Producción primaria: La alúmina se extrae de la bauxita mediante el proceso Bayer y luego se reduce a aluminio primario mediante el proceso electrolítico Hall-Héroult, que requiere una gran cantidad de energía eléctrica.
- Producción secundaria: La chatarra de aluminio se vuelve a fundir y reutilizar, lo que resulta adecuado para productos con menores requisitos de composición, lo que ofrece menores costos y beneficios ambientales.
2.2Principales procesos de conformado:
- Productos laminados: Incluyendo placas (espesor ≥ 6 mm) y láminas (espesor < 6 mm), producidas mediante laminación en caliente seguido de laminación en frío, con un estricto control de las tolerancias de espesor y calidad de la superficie.
- Perfiles extruidos: El proceso de conformado de núcleos de aluminio permite producir secciones transversales complejas y huecas. Los parámetros clave incluyen la relación de extrusión (normalmente optimizada entre 30 y 50), el diseño de la matriz y el posterior tratamiento térmico. Los perfiles pueden procesarse posteriormente mediante máquinas dobladoras de perfiles de aluminio para cumplir con requisitos estructurales especiales.
- Fabricación de tubos: Incluye tubos extruidos, tubos estirados (sin costura, alta precisión dimensional) y tubos soldados (menor costo, adecuados para aplicaciones de paredes delgadas).
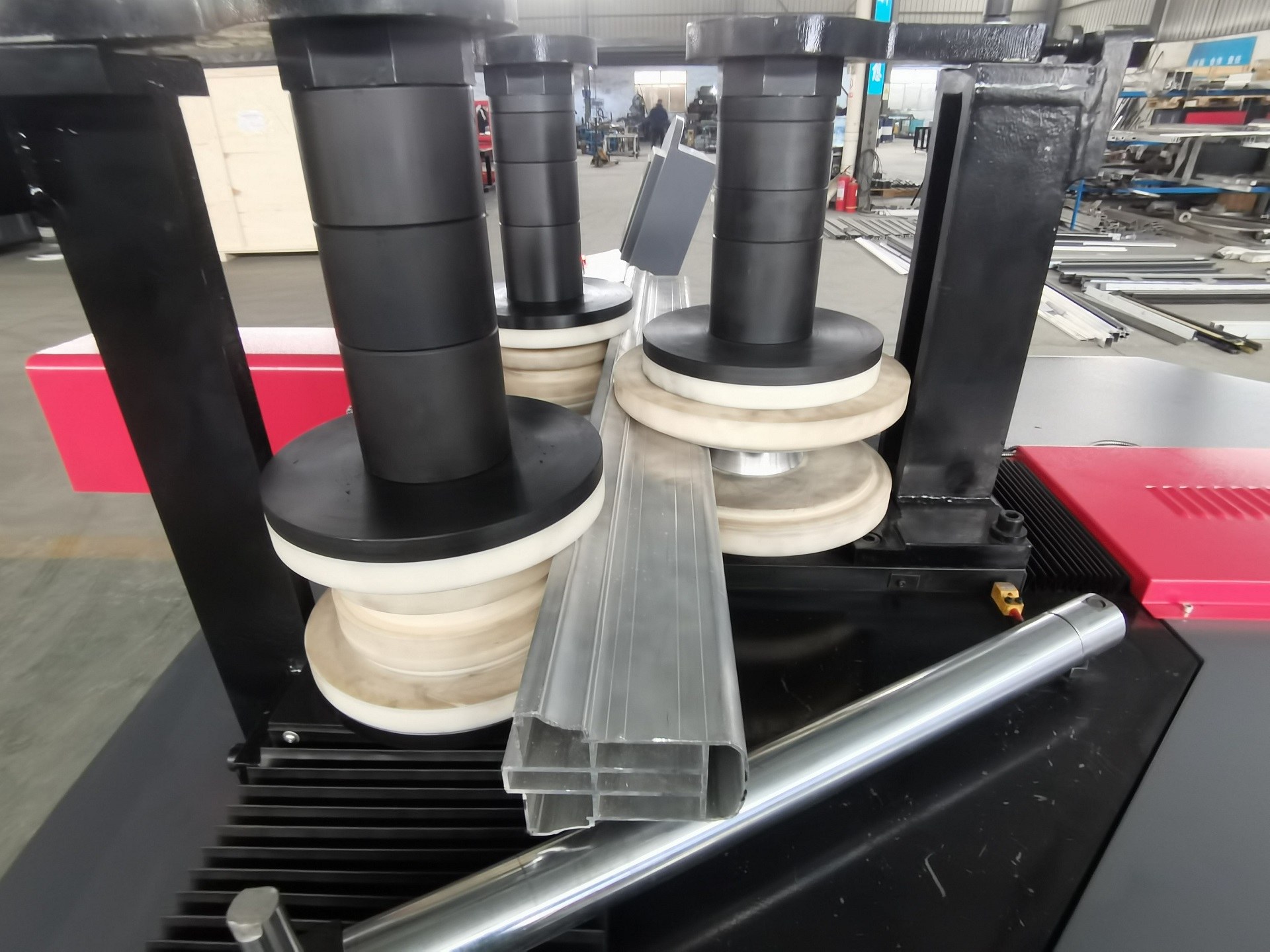
- Conformado por flexión: Las máquinas dobladoras de perfiles de aluminio están diseñadas específicamente para adaptarse a las características del aluminio, lo que permite un control preciso de los ángulos de doblado y la recuperación elástica. Son especialmente eficaces para el doblado en frío de aleaciones termotratables, como la serie 6xxx, lo que reduce el riesgo de corrosión bajo tensión durante el conformado. Las secciones extruidas complejas pueden doblarse con un radio de doblado mínimo adecuado, preservando así la resistencia estructural original del perfil. Este método se utiliza ampliamente en estructuras de muros cortina, estructuras de vehículos y aplicaciones similares.
2.3Selección de técnicas de unión:
- Fijación mecánica: Incluye conexiones atornilladas (se recomiendan pernos de acero inoxidable o de aleación de aluminio), remachado para estructuras livianas y uniones atornilladas de alta resistencia con factores de deslizamiento críticos donde se deben controlar los factores de deslizamiento.
- Soldadura: La soldadura MIG se utiliza comúnmente por su alta eficiencia y su idoneidad para componentes de espesor medio, mientras que la soldadura TIG proporciona mayor precisión para secciones delgadas. La soldadura por fricción-agitación, un proceso emergente de estado sólido, no produce baño de fusión y minimiza el ablandamiento de la zona afectada por el calor.
- Unión adhesiva: Generalmente utiliza adhesivos epoxi y requiere una preparación rigurosa de la superficie (desengrasado, abrasión y anodizado). Es adecuado para estructuras con altos requisitos estéticos y de rigidez.
3.0¿Cuáles son los principios básicos del diseño estructural de aluminio?
El diseño estructural de aluminio se basa en el enfoque de diseño por estados límite, que requiere la verificación de tres estados límite fundamentales: resistencia última, capacidad de servicio y fatiga. La filosofía de diseño se centra en el comportamiento específico del material de aluminio y en los mecanismos de transferencia de carga estructural, considerando también los cambios dimensionales y seccionales introducidos durante la fabricación.
3.1Métodos y parámetros de diseño:
- Factores parciales de carga: Los factores parciales de carga se determinarán de acuerdo con los códigos de diseño aplicables. Los valores varían según el país y la región; las cifras aquí mencionadas son solo ilustrativas y no deben considerarse requisitos universales.
- Material parcial factores para miembros, 1,3–1,6 para uniones soldadas y ≥1,6 para uniones adheridas.
- Base de cálculo clave: El diseño se basa en la tensión de prueba de 0,2% (f₀) y la resistencia máxima a la tracción (fᵤ), teniendo debidamente en cuenta la deformación plástica, el pandeo local y las propiedades de la sección transversal modificadas resultantes de los procesos de fabricación.
3.2Consideraciones clave para el cálculo:
- Suavizado de la zona afectada por el calor (ZAT): La soldadura provoca una reducción localizada de la resistencia; en aleaciones de la serie 6xxx, la reducción puede alcanzar hasta 50%. Este efecto debe tenerse en cuenta mediante factores de ablandamiento y métodos de sección eficaces.
- Pandeo local: Los elementos de placa esbeltos, como almas y alas, son susceptibles al pandeo local. Las secciones deben clasificarse como compactas, no compactas o esbeltas, y su capacidad portante debe calcularse mediante el método del ancho efectivo.
- Diseño de miembros: Las vigas requieren comprobaciones de resistencia a la flexión, capacidad de corte, deformación del alma y pandeo lateral-torsional. En el caso de los elementos axiales, se verifica la falla local y la fluencia global de los elementos en tracción, mientras que en los elementos en compresión se debe considerar la interacción entre el pandeo global y el pandeo local.
- Diseño de fatiga: Con base en el rango de tensiones y las curvas S-N, los rangos de tensiones admisibles se determinan según las categorías de detalle. Deben tenerse en cuenta los efectos del ablandamiento de la ZAT y la concentración de tensiones, prestando especial atención a la integridad de la sección transversal fabricada.
3.3Recomendaciones de diseño de materiales y productos:
- Selección de materiales: Generalmente se prefieren las aleaciones de la serie 6xxx; las aleaciones de la serie 5xxx se recomiendan para entornos corrosivos; las aleaciones de la serie 7xxx son adecuadas para estructuras muy cargadas.
- Diseño de la sección: Aproveche la extrusión para crear secciones transversales integradas y complejas, reduciendo así el número de conexiones. Los radios de curvatura deben estandarizarse siempre que sea posible y evitarse el doblado compuesto para garantizar la compatibilidad con los procesos de fabricación.
- Producción en masa: Los perfiles con un solo tipo de curvatura se pueden procesar de forma continua en lotes utilizando máquinas curvadoras de perfiles de aluminio, mientras que los componentes complejos deben prototiparse primero para establecer parámetros de proceso confiables.
4.0¿Cuáles son los escenarios de aplicación de ingeniería para estructuras de aluminio?
Gracias a sus ventajas distintivas, las estructuras de aluminio se utilizan ampliamente en diversos sectores. La aplicación de las máquinas dobladoras de perfiles de aluminio varía según las necesidades específicas de cada situación.
4.1Aplicaciones de construcción:
Incluye sistemas de muro cortina, puertas y ventanas, tabiques y marcos de techo. Estos suelen utilizar perfiles extruidos de la serie 6xxx, formados mediante procesos de doblado, priorizando el equilibrio entre rigidez y calidad visual. Algunas aplicaciones también requieren aislamiento térmico y acústico, con niveles de aislamiento acústico de hasta 40 dB.
4.2Sector transporte:
Recubrimiento de carrocerías de vagones de ferrocarril, carrocerías de camiones y transbordadores de alta velocidad. El diseño ligero es un objetivo clave, que a menudo se logra mediante una combinación de soldadura y unión adhesiva. Las máquinas dobladoras de perfiles de aluminio se utilizan para conformar estructuras con geometrías complejas, con estrictos requisitos de resistencia a la fatiga y a la corrosión.


4.3Aplicaciones especializadas:
- Ingeniería marina: Las plataformas marinas y las superestructuras de barcos comúnmente utilizan aleaciones de la serie 5xxx resistentes a la corrosión.
- Estructuras de baja temperatura: El excelente rendimiento del aluminio a bajas temperaturas lo hace adecuado para estructuras en regiones frías.
- Militar y aeroespacial: Las aleaciones de la serie 7xxx de alta resistencia se aplican en sistemas de puentes militares y componentes estructurales de aeronaves, y ciertas piezas complejas requieren un conformado y procesamiento de alta precisión.
5.0¿Cuáles son las consideraciones clave para la construcción y protección estructural de aluminio?
La construcción de estructuras de aluminio prioriza la calidad de las conexiones, el control de la deformación y la protección contra la corrosión. Además, la operación de los equipos de fabricación debe seguir procedimientos estandarizados para prevenir riesgos de seguridad estructural derivados de un procesamiento inadecuado.
5.1Operaciones de preparación y corte de la construcción:
- Almacenamiento: Los componentes de aluminio deben almacenarse en condiciones secas para evitar la contaminación del agua y las manchas en la superficie.
- Corte: El corte por cizallamiento, aserrado y plasma son métodos aceptables. El oxicorte no está permitido, ya que puede causar rebabas excesivas y daños superficiales.
- Perforación: Las velocidades de perforación son superiores a las utilizadas para acero. Para diámetros pequeños, se recomienda perforar previamente aproximadamente 75% del diámetro final del orificio antes de perforar, lo que reduce el riesgo de desgarro.
- Operaciones de plegado: El doblado en frío permite un control preciso de la deformación. En el caso de aleaciones termotratables que requieren doblado en la condición T4, el conformado debe realizarse dentro del margen de tiempo disponible antes del envejecimiento artificial (normalmente, dentro de las dos horas posteriores al temple) para lograr un conformado de alta precisión. El envejecimiento artificial posterior restaura la resistencia total del material. Como equipo especializado, las dobladoras de perfiles de aluminio controlan eficazmente la recuperación elástica durante este proceso y son especialmente adecuadas para los requisitos de doblado en frío de las aleaciones de la serie 6xxx.


5.2Control de calidad de la construcción conjunta:
- Soldadura: El aporte de calor debe controlarse cuidadosamente para minimizar el ablandamiento de la ZAT. La soldadura MIG es adecuada para componentes de espesor medio, mientras que la soldadura TIG es preferible para secciones delgadas. Se deben seleccionar metales de aportación adecuados.
- Conexiones atornilladas: Se recomiendan pernos de acero inoxidable austenítico. Se deben utilizar arandelas para evitar el contacto directo entre metales diferentes.
- Unión adhesiva: La preparación de la superficie, incluyendo el desengrasado y la abrasión, es fundamental. El espesor de la capa adhesiva y las condiciones de curado deben controlarse estrictamente.
5.3Medidas de protección contra la corrosión:
- Tratamientos superficiales: El anodizado mejora la resistencia a la corrosión y la apariencia, mientras que el recubrimiento en polvo proporciona funciones tanto decorativas como protectoras.
- Protección de contacto: Las interfaces de metales diferentes deben aislarse eléctricamente, por ejemplo, aplicando capas de imprimación o utilizando juntas no conductoras, para evitar la corrosión galvánica.
- Adaptación ambiental: En entornos corrosivos, se deben seleccionar aleaciones resistentes a la corrosión como la serie 5xxx, aplicando recubrimientos protectores adicionales donde sea necesario.
6.0Preguntas frecuentes | Preguntas frecuentes de ingeniería sobre diseño y construcción de estructuras de aluminio
¿Qué es una estructura de aluminio en aplicaciones de ingeniería?
En la práctica de la ingeniería, una estructura de aluminio se refiere a un sistema estructural en el que el aluminio y sus aleaciones se utilizan como principales materiales portantes. Los componentes típicos incluyen vigas, columnas, marcos, cerchas y estructuras de cubierta. En comparación con las estructuras de acero, las estructuras de aluminio se caracterizan por su bajo peso, alta resistencia a la corrosión y excelente capacidad de extrusión, y se utilizan ampliamente en la construcción de edificios, el transporte y la ingeniería naval.
¿Cuáles son las principales diferencias entre las estructuras de aluminio y acero?
Existen diferencias significativas en el comportamiento de los materiales entre las estructuras de aluminio y acero. El aluminio presenta un módulo elástico más bajo y un coeficiente de expansión térmica más alto, lo que resulta en una mayor deformación bajo las mismas condiciones de carga. Además, las propiedades mecánicas de las aleaciones de aluminio son más sensibles a los procesos de soldadura y conformado. En consecuencia, las estructuras de aluminio no pueden adoptar directamente métodos de diseño de acero y deben seguir reglas de diseño adaptadas a las características específicas de los materiales de aluminio.
¿Cómo se clasifican las aleaciones de aluminio para uso estructural?
Las aleaciones de aluminio utilizadas en ingeniería estructural se clasifican comúnmente en las series 1xxx a 7xxx según sus principales elementos de aleación. Entre ellas, la serie 6xxx es la más utilizada en edificación y estructuras generales debido a su equilibrada resistencia, resistencia a la corrosión y extruibilidad. La serie 5xxx ofrece un buen rendimiento en entornos corrosivos, mientras que la serie 7xxx se aplica en entornos de ingeniería especiales que requieren alta resistencia.
¿Qué método de diseño se utiliza comúnmente para estructuras de aluminio?
Las estructuras de aluminio se diseñan típicamente mediante el método de diseño por estados límite, con verificación de los estados límite últimos, de servicio y de fatiga. Se presta especial atención a los efectos del reblandecimiento de las zonas afectadas por el calor debido a la soldadura, el pandeo local de elementos esbeltos y la influencia del temple del material y los procesos de fabricación en el comportamiento estructural.
¿Cómo afecta la soldadura a la resistencia de las estructuras de aluminio?
La soldadura introduce una zona afectada por el calor en los elementos de aleación de aluminio, donde el límite elástico y la resistencia a la tracción suelen ser inferiores a los del material base. Este efecto es especialmente pronunciado en las aleaciones de la serie 6xxx. En el diseño de ingeniería, la capacidad de carga de las zonas soldadas suele ajustarse mediante la aplicación de factores de ablandamiento o métodos de sección efectiva.
¿Qué es el doblado de perfiles de aluminio y por qué es importante?
El doblado de perfiles de aluminio se refiere al conformado de perfiles de aluminio extruido en condiciones de frío o temperatura controlada. Este proceso se utiliza ampliamente en estructuras de muro cortina, estructuras espaciales y sistemas de transporte. Permite lograr geometrías complejas a la vez que reduce el número de uniones soldadas, mejorando así la integridad estructural y la apariencia general.
¿Cómo se puede controlar la recuperación elástica durante el doblado de aluminio?
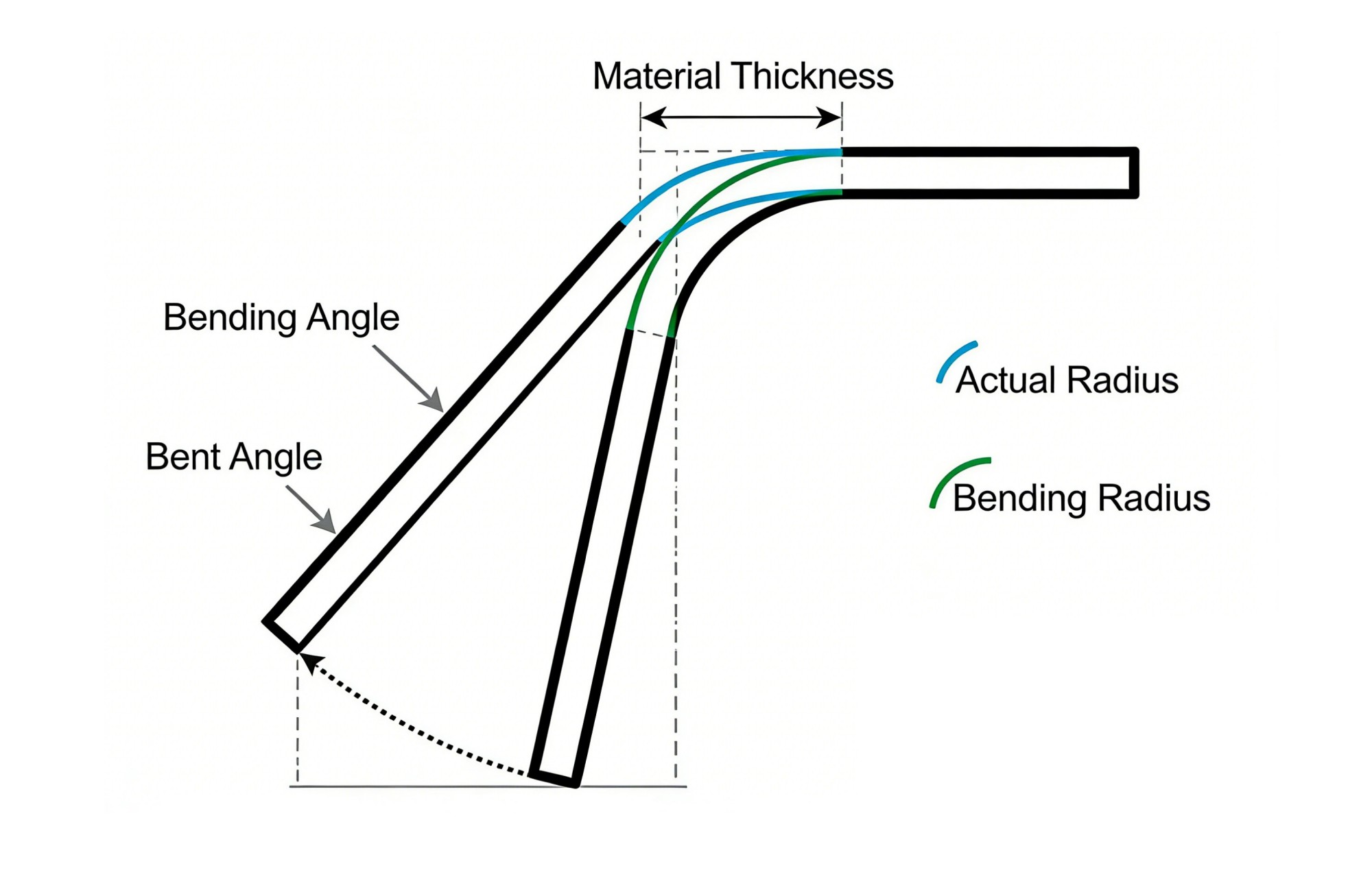
Debido al módulo elástico relativamente bajo de las aleaciones de aluminio, la recuperación elástica es más pronunciada durante el doblado. En la práctica, la recuperación elástica se controla seleccionando radios de doblado mínimos adecuados, optimizando los parámetros de conformado y utilizando equipos de doblado diseñados específicamente para materiales de aluminio, mejorando así la precisión y la consistencia del conformado.
¿Cuáles son los métodos de conexión comunes para estructuras de aluminio?
Los métodos de conexión comunes para estructuras de aluminio incluyen conexiones atornilladas, remachado, soldadura y unión adhesiva estructural. Cada método difiere en capacidad de carga, resistencia a la fatiga y requisitos de construcción, y debe seleccionarse en función de la función estructural, las condiciones ambientales y las consideraciones de mantenimiento.
¿Cómo se maneja la protección contra la corrosión en estructuras de aluminio?
Aunque las aleaciones de aluminio poseen una resistencia inherente a la corrosión, se requieren medidas de protección en entornos agresivos o donde entran en contacto metales diferentes. Los métodos típicos incluyen el anodizado, el recubrimiento en polvo y el uso de capas aislantes en las interfaces de metales diferentes para reducir el riesgo de corrosión galvánica.
¿Qué normas se consultan comúnmente para el diseño estructural de aluminio?
En la práctica internacional de la ingeniería, el diseño estructural de aluminio suele basarse en la norma EN 1999 (Eurocódigo 9) y las normas nacionales relacionadas. Estos códigos abordan el comportamiento mecánico y las características de fabricación de los materiales de aluminio y establecen requisitos específicos para el diseño de elementos, los detalles de las conexiones y las tolerancias de construcción.
Referencia
https://de.meviy.misumi-ec.com/info/en/blog-en/materials-en/26888/
https://clintonaluminum.com/which-aluminum-alloy-bends-best/
https://www.thefabricator.com/thefabricator/article/bending/bending-aluminum-101-how-to-bend-6061-t6-aluminum