

- 1.0¿Qué es una prensa plegadora?
- 2.0“Prensa plegadora” vs. “prensa de plegado”: ¿cuál es la diferencia?
- 3.0Cómo funciona una prensa plegadora
- 4.0¿Por qué es adecuado el metal para doblar? ¿Para qué se utiliza una prensa plegadora?
- 5.0Componentes principales de una prensa plegadora
- 6.0Breve proceso de operación de una prensa plegadora
- 7.0Tipos comunes de prensa plegadora
- 8.0¿Qué es una prensa plegadora de control numérico (NC)?
- 9.0¿Qué es una prensa plegadora CNC (prensa plegadora de control numérico por computadora)?
- 10.0¿Cuáles son las principales diferencias entre las prensas plegadoras NC y CNC?
- 11.0¿Cuáles son los métodos de accionamiento de las prensas plegadoras?
- 12.0¿Cómo montar una prensa plegadora?
- 12.1Paso 1: Revisar el dibujo de la pieza de trabajo
- 12.2Paso 2: Seleccione el método de doblado y las herramientas adecuadas
- 12.3Paso 3: Calcular la fuerza de flexión requerida (tonelaje)
- 12.4Paso 4: Instalar y ajustar las herramientas (sujeción de las matrices)
- 12.5Paso 5: Configurar el sistema de tope trasero
- 12.6Paso 6: Programación y validación del sistema CNC (prensa plegadora CNC)
- 12.7Paso 7: Guardar la configuración y comenzar las operaciones
- 12.8Diagrama del proceso de trabajo de la máquina dobladora:
- 13.0Comparación de diferentes tipos de prensas plegadoras
- 14.0Factores a considerar al elegir una prensa plegadora
- 15.0Aplicaciones de las prensas plegadoras
- 16.0Fallas comunes de las prensas plegadoras y soluciones
1.0¿Qué es una prensa plegadora?
A prensa plegadora Es una máquina formadora de metal que se utiliza para doblar láminas metálicas en un ángulo o forma específicos. Se utiliza ampliamente en la fabricación de láminas metálicas y la fabricación de estructuras. Su principio fundamental consiste en aplicar presión concentrada en la línea de doblado de la lámina metálica, provocando su deformación plástica.
Durante el proceso de plegado, la lámina metálica se coloca sobre la matriz inferior, mientras que el punzón superior se desplaza hacia abajo bajo presión, introduciéndola en el perfil de la matriz. La forma del punzón y la matriz se corresponde, lo que permite que el metal se moldee con precisión a lo largo del contorno de la matriz. Ajustando el recorrido del punzón y la presión aplicada, se pueden lograr diversos ángulos, radios y longitudes de plegado.
En términos simples, el plegado es un proceso de conformado de metal preciso y controlable que transforma eficientemente el metal plano en formas complejas aplicando fuerza con un punzón y una matriz.
.jpg)
2.0“Prensa plegadora” vs. “prensa de plegado”: ¿cuál es la diferencia?
En metalistería, el término "prensa plegadora" se refiere típicamente a una máquina que dobla chapa metálica en un ángulo o forma predefinidos. Este proceso consiste en colocar la pieza entre un punzón (la herramienta superior) y una matriz (la herramienta inferior) y aplicar presión hasta que la chapa se deforma permanentemente. Estas prensas plegadoras se utilizan ampliamente en la producción industrial debido a su alta precisión, repetibilidad y versatilidad, lo que las convierte en la solución preferida para diversas aplicaciones de plegado complejas.
A veces, sin embargo, el término "prensa plegadora" se utiliza de forma más amplia para describir varios tipos de equipos de plegado, entre ellos:
Plegadoras eléctricas o hidráulicas de alta precisión: Idealmente utilizado para producción industrial que requiere alta precisión, velocidad y automatización.
Plegadoras manuales sencillas: Diseñado para lotes pequeños, materiales delgados o prototipado. Si bien permiten cierta precisión, su funcionalidad y automatización son limitadas.
Esta variación semántica suele deberse a diferentes escenarios de uso o terminología del sector. En los documentos técnicos, se recomienda distinguir entre prensas plegadoras eléctricas, prensas plegadoras hidráulicas, o prensas plegadoras manuales Para evitar confusiones.
3.0Cómo funciona una prensa plegadora
El principio de funcionamiento principal de la prensa plegadora consiste en aplicar presión mediante un punzón y una matriz, forzando la chapa metálica a sufrir una deformación plástica a lo largo de una línea de plegado predeterminada. Su funcionamiento típico es el siguiente:
La lámina metálica se coloca en la ranura en V de la matriz inferior. El punzón superior desciende verticalmente mediante control hidráulico o servomotor, presionando el metal en la ranura. A medida que el punzón desciende, la lámina se deforma a lo largo de los bordes de la matriz, formando finalmente el doblez deseado.
Al cambiar la forma o el tamaño del punzón y la matriz, las prensas plegadoras pueden producir una amplia gama de ángulos y perfiles de plegado, satisfaciendo las demandas de componentes complejos de chapa metálica.

4.0¿Por qué es adecuado el metal para doblar? ¿Para qué se utiliza una prensa plegadora?
Una de las propiedades clave del metal es su relativamente alta ductilidad: su capacidad para estirarse y moldearse sin fracturarse. Esto lo convierte en un material flexible para una amplia gama de aplicaciones. Durante el proceso de fabricación, las láminas metálicas suelen comenzar en forma plana o en tiras, pero a menudo requieren ser remodeladas antes de su uso final.
Aquí es donde entran en juego los equipos de conformado de metales, y la prensa plegadora se destaca como una de las herramientas más importantes y versátiles de la industria.
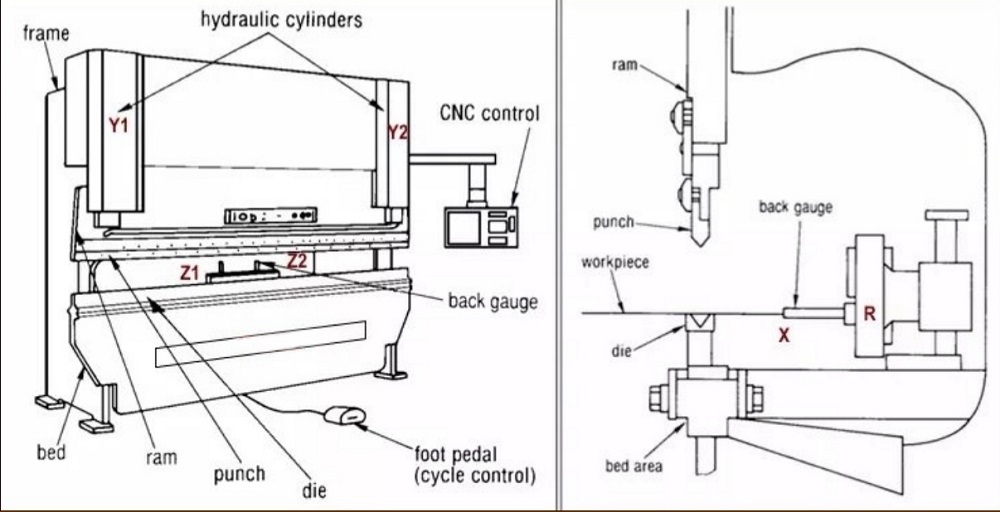
5.0Componentes principales de una prensa plegadora
- Marco:La estructura principal de la prensa plegadora, generalmente soldada con acero de alta resistencia, proporciona una rigidez y capacidad de carga excepcionales, garantizando estabilidad y precisión durante el proceso de plegado.
- Carnero / Diapositiva:Montado en la viga superior, el ariete impulsa el punzón hacia arriba y hacia abajo. Durante el plegado, aplica presión a la chapa metálica, provocando su deformación plástica.
- Perforar y troquelar:El punzón forma la herramienta superior y se fija al cabezal, mientras que la matriz se instala en la mesa de trabajo. La lámina metálica se coloca entre ambos y, bajo la presión del punzón, se introduce en la ranura de la matriz, creando la forma deseada. Se pueden intercambiar punzones y matrices de diferentes tamaños y perfiles para adaptarse a diversas necesidades de plegado.
- Mesa de trabajo / Cama:La mesa de trabajo, ubicada en la base de la prensa plegadora, sirve como plataforma para sostener tanto la matriz como la chapa metálica durante el plegado. A menudo, incluye una ranura en forma de V para facilitar la formación de diversos pliegues.
- Sistema hidráulico o servo:El accionamiento hidráulico o servoaccionamiento proporciona la fuerza necesaria para mover el cilindro. Las máquinas tradicionales suelen utilizar cilindros hidráulicos para generar alta presión, mientras que los modelos de alta gama emplean accionamientos servoeléctricos para mayor precisión, eficiencia energética y control.
- Tope trasero:Montado en la parte trasera del área de doblado, el tope trasero ayuda a posicionar la chapa metálica con precisión, garantizando que cada curva sea consistente y repetible.
6.0Breve proceso de operación de una prensa plegadora
- Colocación del material:Colocación de la chapa metálica de forma plana sobre la mesa de trabajo, con el tope trasero utilizado para un posicionamiento preciso.
- Selección de herramientas:Selección de un conjunto adecuado de punzón y matriz según el ángulo de curvatura y el perfil de la pieza de trabajo.
- Sujeción y preparación:Una vez colocada la chapa se sujeta mediante la matriz y el punzón para evitar cualquier movimiento durante el doblado.
- Acción de flexión:El pistón se mueve hacia abajo, forzando el punzón a introducirse en la ranura en forma de V de la matriz. Esto moldea el metal según el ángulo de curvatura predeterminado.
- Devolución y liberación:Después de doblarse, el ariete vuelve a su posición inicial, aliviando la presión sobre la chapa metálica.
- Retirada de piezas:Se abre la abrazadera y el operador retira la pieza terminada y formada, lista para el siguiente paso de procesamiento o producción.
7.0Tipos comunes de prensa plegadora
La prensa plegadora se puede clasificar en seis tipos principales según su método de accionamiento y control: prensa plegadora mecánica, prensa plegadora hidráulica, prensa plegadora electrohidráulica, prensa plegadora neumática, prensa plegadora servo y prensa plegadora CNC. A continuación, se presenta una breve introducción y las ventajas y desventajas de cada una:
Prensa plegadora mecánica:
La prensa plegadora mecánica mueve el cabezal hacia arriba y hacia abajo mediante un volante y una rotación de engranaje controlada por embrague.
Ventajas:
- Estructura simple, fácil operación y bajo costo de mantenimiento.
- Capacidad para procesar materiales que excedan el tonelaje nominal en algunos casos
Contras:
- Es difícil controlar la velocidad de plegado con precisión.
- Menor precisión de doblado y poca repetibilidad
- Menos seguro; no recomendado para operaciones complejas
Prensa plegadora hidráulica:
La prensa plegadora hidráulica utiliza dos cilindros hidráulicos en lugar de una transmisión mecánica tradicional.
Ventajas:
- Gran fuerza de flexión, adecuada para el procesamiento de placas de alta resistencia.
- Mayor precisión para operaciones de doblado fino
- Mejor control sobre el movimiento, permitiendo múltiples segmentos de flexión
Contras:
- Estructura compleja que requiere mayor experiencia técnica
- Mayor costo de mantenimiento; la falla de los componentes puede causar un tiempo de inactividad significativo
- Posible riesgo de fugas de líquido hidráulico
- Las operaciones deben mantenerse dentro del tonelaje nominal
Prensa plegadora servo electrohidráulica:
La prensa plegadora electrohidráulica es una máquina dobladora CNC inteligente y de alta precisión con control electrohidráulico.
Principio de funcionamiento:
- Los cilindros hidráulicos izquierdo y derecho están controlados por servomotores separados.
- Los sensores de desplazamiento permiten la monitorización en tiempo real de la posición del ariete.
- Los controles CNC coordinan ambos cilindros para mantener el paralelismo y la precisión
Ventajas:
- ±0,01 mm de alta precisión y fuerte repetibilidad
- Ahorro de energía y respeto al medio ambiente: suministro de aceite a demanda y sin fugas
- Funcionalidad inteligente: admite programación gráfica, compensación de ángulos, ajuste automático, etc.
- Confiable: mantiene la estabilidad durante largas tiradas de producción
Contras:
- Mayor inversión inicial
- Requiere experiencia técnica avanzada para el mantenimiento.

Prensa plegadora neumática:
La prensa plegadora neumática utiliza aire comprimido para impulsar el ariete en lugar de un sistema hidráulico o mecánico.
Ventajas:
- Estructura simple con respuesta más rápida
- Control flexible: arranque o apagado sencillos
- Limpio y respetuoso con el medio ambiente: sin fugas de líquido
Contras:
- Fuerza de flexión limitada: no es adecuado para placas gruesas ni aplicaciones de servicio pesado
- Precisión de doblado menor que los sistemas hidráulicos
Prensa plegadora servoeléctrica:
La prensa plegadora servoeléctrica es accionada por un servomotor en lugar de cilindros.
Ventajas:
- Mayor precisión de plegado y repetibilidad
- Funcionamiento silencioso con bajo consumo energético.
- Sin aceite: menor mantenimiento y respetuoso con el medio ambiente
- Adecuado para aplicaciones que requieren altos estándares de limpieza.
Contras:
- Fuerza de flexión limitada, principalmente para aplicaciones ligeras o de pequeño tonelaje
- Mayor inversión inicial
La prensa plegadora CNC es una máquina totalmente automatizada que combina accionamientos hidráulicos o servo con controles computarizados para lograr un plegado de alta precisión y alta eficiencia.
Características:
- Control totalmente automatizado con alta precisión y bajo error.
- Programable para operaciones de plegado complejas
- Mayor eficiencia de producción con costos laborales reducidos
- Aplicable a industrias como la aeroespacial, la automotriz, la electrónica y la construcción.
⚡Nota:“CNC” se refiere a un método de control, no a una forma de accionamiento independiente; el CNC se puede integrar con sistemas hidráulicos, electrohidráulicos o servo.
8.0¿Qué es una prensa plegadora de control numérico (NC)?
Definición:El Prensa plegadora NC Es una máquina de control numérico, que generalmente incorpora un teclado simplificado o un sistema de control PLC. La sincronización del movimiento del cabezal se realiza mediante una barra de torsión, lo que la convierte en una opción práctica para tareas de plegado de precisión media o baja.
Características estructurales:
- Los dos cilindros están conectados por una barra de torsión para mantener su movimiento sincronizado.
- Los cilindros impulsan el ariete hacia arriba y hacia abajo para realizar el doblado.
- El sistema de control es simplificado: normalmente solo controla las posiciones del tope trasero (eje X) y del cabezal (eje Y).
Ventajas:
- Menor costo y operación más sencilla
- Adecuado para pequeñas y medianas empresas con requisitos de precisión menos exigentes.
Contras:
- La sincronización depende de componentes mecánicos: la barra de torsión puede deformarse con el tiempo.
- Incapaz de detectar o corregir errores en tiempo real
- Capacidad limitada para programación compleja y operaciones de varios pasos

9.0¿Qué es una prensa plegadora CNC (prensa plegadora de control numérico por computadora)?
Definición:La prensa plegadora CNC es una máquina plegadora de alto rendimiento que integra un sistema de control computarizado con accionamientos hidráulicos, electrohidráulicos o servoaccionamientos. Puede realizar operaciones de plegado de chapa metálica de forma totalmente automatizada, con alta precisión y eficiencia.
Método de control:
- Controlado por sistemas informáticos de nivel industrial (como Delem, ESA o Cybelec)
- Monitoreo en tiempo real de las posiciones del ariete (Y1/Y2) y del tope trasero (X, R, Z)
- Permite programación de varios pasos con interfaces gráficas, compensación de ángulos y detección de errores.
Soporte del sistema de accionamiento:
- Hidráulico (convencional o electrohidráulico)
- Plegadora puramente servo (prensa plegadora eléctrica)
Soporte de tipo de flexión:
- Presión hacia abajo (común): el ariete se mueve hacia abajo mientras la mesa está fija
- Presión ascendente (poco común): la mesa se mueve hacia arriba mientras el ariete está fijo
Ventajas:
- Alta precisión (±0,01 mm) con flexión repetible
- Capacidad para calcular la secuencia de flexión, el ángulo y la compensación.
- Programación flexible: adecuada para lotes grandes y operaciones complejas
- Alta eficiencia de producción con rápida configuración y cambios
- Soporte para programación remota e integración con la Industria 4.0
10.0¿Cuáles son las principales diferencias entre las prensas plegadoras NC y CNC?
| Artículo | Prensa plegadora NC | Prensa plegadora CNC |
| Sistema de control | Controlador numérico simple (pulsador) | Ordenador industrial con control gráfico |
| Sincronización | Sincronizado mecánicamente mediante eje de torsión | Sincronización controlada hidráulicamente o servo |
| Exactitud | Media; desviaciones mayores | Mayor precisión; corrección automática de errores |
| Complejidad de programación | Admite únicamente operaciones sencillas | Admite programación de procesos complejos |
| Grado de automatización | Bajo | Alto |
| Aplicaciones | Procesamiento general de chapa metálica | Plegado personalizado de gran demanda y en grandes lotes |
| Costo | Más bajo | Más alto |
11.0¿Cuáles son los métodos de accionamiento de las prensas plegadoras?
Al doblar una placa metálica, generalmente se requiere una presión considerable para producir una deformación plástica. Esta presión se denomina tonelaje de prensa — La fuerza máxima que una prensa plegadora puede aplicar durante su funcionamiento. A mayor tonelaje, mayor espesor o longitud de la placa metálica que se puede procesar.
Para generar y transmitir esta fuerza, las prensas plegadoras suelen emplear varios métodos de accionamiento, entre ellos:
- Accionamiento hidráulico (comúnmente utilizado en prensas plegadoras CNC):
Utiliza un sistema hidráulico para generar un alto tonelaje, ideal para doblar placas gruesas y cargas pesadas. Este es el método más utilizado en la industria. - Accionamiento servoeléctrico:
Utiliza un servomotor para un control preciso del movimiento del ariete, ofreciendo alta precisión y respuesta rápida, perfecto para aplicaciones que requieren alta precisión y eficiencia energética. - Accionamiento neumático:
Alimentado por aire comprimido, de estructura simple, adecuado para tonelaje pequeño a mediano y operaciones más rápidas. - Accionamiento mecánico:
Operado por mecanismos de volante y embrague; una estructura tradicional, ideal para producción pesada y de alta frecuencia.
Generalmente, el nombre de la prensa plegadora refleja su método de accionamiento, por ejemplo: prensa plegadora hidráulica, prensa plegadora neumática o prensa plegadora servoeléctrica.
12.0¿Cómo montar una prensa plegadora?
Antes de iniciar las operaciones de plegado, es fundamental configurar correctamente la prensa plegadora para garantizar la precisión del plegado, prolongar la vida útil de la herramienta y mantener la seguridad operativa. El siguiente procedimiento estándar se aplica tanto a las prensas plegadoras NC como a las CNC.
12.1Paso 1: Revisar el dibujo de la pieza de trabajo
- Confirmar las propiedades del material: material (como acero al carbono, acero inoxidable o aluminio) y límite elástico.
- Confirmar dimensiones geométricas: espesor de placa, longitud, ángulo de curvatura, radio de curvatura.
- Identificar los requisitos de diseño, incluidos:
- Longitud del flanco
- Dirección de curvatura (interior o exterior)
- Requisitos de tolerancia
- Si es necesario desbarbar o nivelar después de doblar
12.2Paso 2: Seleccione el método de doblado y las herramientas adecuadas
Método de doblado (según requisitos de precisión y fuerza):
| Método | Características | Exactitud | Tonelaje |
| Control de aire | Común; bajo desgaste de herramientas | Medio | Estándar |
| Doblado inferior | El material se asienta completamente en la matriz. | Más alto | Doblado de aire ×4–6 |
| Acuñación | El material se introduce completamente en la esquina del molde. | Más alto | Doblado de aire ×8–10 |
Recomendaciones de selección de herramientas:
- Herramienta de punzón/superior:Debe coincidir el espesor de la placa y el ángulo de curvatura para evitar daños o sobrecarga.
- Herramienta de matriz/inferior:La apertura de la matriz suele ser de 6 a 12 veces el espesor de la placa.
- Coincidencia de materiales:El material de la herramienta debe ser igual o mayor en dureza que el material de la placa.
12.3Paso 3: Calcular la fuerza de flexión requerida (tonelaje)
Utilice tablas de tonelaje proporcionadas por el fabricante o software especializado.
Tenga en cuenta los siguientes parámetros:
- Espesor (t)
- Ancho (L)
- Resistencia del material
- Apertura de matriz (V)
Referencia:
- Presión de flexión del aire = presión base
- Presión de flexión inferior = presión de flexión del aire × 4–6
- Presión de acuñación = presión de doblado del aire × 8–10
⚡ Evite exceder el tonelaje nominal para permitir una operación segura.
12.4Paso 4: Instalar y ajustar las herramientas (sujeción de las matrices)
- Inspeccione el desgaste de la herramienta y el espesor uniforme.
- Instale las matrices superior e inferior y bloquéelas en su lugar.
- Ajuste la carrera del ariete a los límites superior e inferior adecuados para evitar colisiones.
- Establezca posiciones de descanso reservadas para aplicaciones especiales, si es necesario.
- Alinee el centro de la herramienta y la mesa de trabajo.
12.5Paso 5: Configurar el sistema de tope trasero
- Establecer las posiciones y alturas del tope trasero (X, R, Z).
- Introduzca la secuencia de doblado y los parámetros de acuerdo con el dibujo.
- Si hay varias operaciones, habilite las comprobaciones de interferencias (CNC) para evitar colisiones.
12.6Paso 6: Programación y validación del sistema CNC (prensa plegadora CNC)
- Familiarícese con el panel de control (Delem, ESA, Cybelec, etc.).
- Introducir o importar programas de plegado (espesor, material, ángulo, número de herramienta).
- Realice la programación fuera de línea (opcional) para obtener una vista previa de la ruta de curvatura.
- Pruebe con material de desecho para validar el ángulo de curvatura, la recuperación elástica, la interferencia y otros parámetros.
- Ajuste el programa en función de los resultados del ensayo si es necesario.
12.7Paso 7: Guardar la configuración y comenzar las operaciones
- Guarde el programa de doblado para reutilizarlo en futuras producciones.
- Verifique los mecanismos de seguridad, parada de emergencia y controles relacionados.
- Comience la producción en masa e inspeccione periódicamente el ángulo de curvatura y las dimensiones durante el proceso.
12.8Diagrama del proceso de trabajo de la máquina dobladora:

Analizar el dibujo → Seleccionar el método y las herramientas de plegado → Calcular el tonelaje de plegado → Instalar y alinear las herramientas → Configurar el tope trasero → Programación CNC y plegado de prueba → Guardar la configuración e iniciar la producción.
13.0Comparación de diferentes tipos de prensas plegadoras
| Tipo | Método de conducción | Exactitud | Fuerza | Solicitud | Ventajas | Desventajas |
| Prensa plegadora mecánica | Volante | Bajo | Medio | Procesamiento general de chapa metálica | Operación sencilla, fácil mantenimiento. | Mal control, poca precisión, poca seguridad. |
| Prensa plegadora hidráulica | Cilindro hidráulico | Alto | Alto | Placa gruesa y componentes grandes | Gran fuerza, fuerte control | Estructura compleja, propensa a fugas. |
| Prensa plegadora electrohidráulica | Servocilindro electrohidráulico | Muy alto | Alto | Plegado automatizado y de precisión | Control de alta precisión, ahorro de energía, respetuoso con el medio ambiente y automatizado. | Sistema complejo y de mayor costo |
| Prensa plegadora neumática | Presión del aire | Medio | Bajo | Procesamiento de chapa metálica con carga ligera | Rápido, limpio y respetuoso con el medio ambiente. | Fuerza limitada, no para placas gruesas |
| Prensa plegadora servo | Servoaccionamiento eléctrico | Alto | Bajo | Aplicaciones de precisión y carga ligera | Alta precisión, bajo nivel de ruido y ahorro de energía. | Fuerza limitada, mayor costo |
| Prensa plegadora CNC | Control CNC + múltiples accionamientos | Muy alto | Varía según la unidad | Procesamiento automatizado en todas las industrias | Automatizado, preciso y eficiente | Mayor costo, dependencia de programación y mantenimiento. |
14.0Factores a considerar al elegir una prensa plegadora
- Tipo de material y grosorLos distintos materiales tienen diferentes propiedades de doblado. El aluminio se dobla con mayor facilidad, mientras que el acero inoxidable requiere mayor fuerza. El espesor también influye directamente en el tonelaje requerido; asegúrese de que la capacidad de fuerza de la máquina sea suficiente.
- Capacidad de flexiónEsto incluye la fuerza máxima de plegado y la longitud efectiva de plegado. La fuerza controla si se pueden procesar materiales gruesos o de alta resistencia, mientras que la longitud controla el tamaño de la pieza en una sola operación de plegado.
- Precisión y repetibilidad de dobladoLa precisión se refiere a si el ángulo de plegado es correcto, y la repetibilidad evalúa si los plegados posteriores son consistentes. Las aplicaciones de mayor precisión suelen requerir máquinas CNC.
- Ritmo y capacidad de producción:De acuerdo con el volumen de producción y el ritmo de producción, se debe seleccionar una máquina más estable y eficiente para aplicaciones de alta frecuencia y lotes grandes.
15.0Aplicaciones de las prensas plegadoras
- Industria automotriz: Se utiliza para producir soportes, componentes de chasis, paneles de carrocería y sistemas de escape: la alta precisión garantiza la conformidad con estándares estrictos y ayuda a mejorar la calidad y la seguridad del vehículo.
- Industria aeroespacial: Procesa materiales de alto rendimiento, como aleaciones de aluminio y titanio, para estructuras de aeronaves, componentes de alas y carcasas de motores, que requieren alta precisión y confiabilidad.
- Electrodomésticos: Se utiliza en la fabricación de paneles de refrigeradores, carcasas de lavadoras, componentes de aire acondicionado, etc. La alta precisión y flexibilidad permiten que los componentes coincidan estrechamente con su diseño.
- Industria de la construcción: Procesa componentes estructurales para edificios, estructuras de placas metálicas y elementos ornamentales, útiles en aplicaciones estructurales, arquitectónicas y de techado.
- Fabricación de muebles: Dobla láminas de metal para crear marcos de muebles, soportes y componentes ornamentales, agregando atractivo estructural y funcionalidad.
- Equipo médico: Procesa componentes metálicos para instrumentos quirúrgicos, equipos de diagnóstico y mobiliario de hospital, cumpliendo estrictos estándares sanitarios y de precisión.
- Equipos electrónicos y eléctricos: Se utiliza para la fabricación de gabinetes de control, soportes y carcasas, lo que garantiza la estabilidad estructural y la seguridad operativa.
- Industria de defensa: Procesa metales para estructuras de placas blindadas, carcasas de equipos militares y contenedores de almacenamiento de munición, cumpliendo con estándares de alta resistencia y resistencia a los impactos.
16.0Fallas comunes de las prensas plegadoras y soluciones
| Condición de falla | Posibles causas | Soluciones |
| Falta presión hidráulica o es insuficiente | 1. Dirección de rotación incorrecta del motor o la bomba 2. Obstrucción de la válvula de alivio de presión 3. Válvula electromagnética atascada 4. Fuga en la válvula de control de presión | 1. Verifique la dirección de rotación del motor y la bomba 2. Limpie la válvula de alivio de presión 3. Repare o limpie la válvula electromagnética 4. Repare o reemplace la válvula de control de presión |
| El control deslizante cae de forma lenta o inestable | 1. Desgaste del cilindro de aceite 2. Desgaste del riel guía o mala sincronización 3. Nivel bajo de aceite hidráulico 4. Velocidad de alimentación rápida configurada demasiado alta 5. La válvula de llenado se atasca o no se abre | 1. Inspeccione los sellos del cilindro 2. Repare el riel guía 3. Rellene el aceite hidráulico 4. Reduzca la velocidad de alimentación rápida 5. Limpie la válvula de llenado |
| Fugas de aceite hidráulico | 1. Conexión de tubería suelta 2. Sellos desgastados o dañados | 1. Apriete la conexión de la tubería 2. Reemplace los sellos |
| La flexión es desigual en ambos lados | 1. Desgaste desigual de la matriz 2. La matriz superior no está paralela | 1. Ajuste la altura del troquel o reemplácelo. 2. Alinee o ajuste el troquel superior. |
| Gran ruido | La conexión está suelta, los cojinetes están desgastados o los componentes están dañados. | Verifique y apriete las conexiones; reemplace los componentes defectuosos o la matriz |
| Anormalidades del control eléctrico | La conexión está suelta, el sensor falla o la placa de circuito está defectuosa | Verifique los puntos de conexión; reemplace el sensor o repare la placa de control |
| Sobrecalentamiento de la máquina | El radiador está obstruido o el sistema de enfriamiento está defectuoso | Limpiar el radiador; comprobar y reparar el circuito de refrigeración |
| El control deslizante no puede bajar lentamente o la fuerza de flexión es insuficiente | 1. Válvula direccional (como una válvula 4/2) defectuosa 2. La válvula de llenado se atasca | 1. Inspeccione o reemplace la válvula direccional 2. Limpie la válvula de llenado |
| La velocidad de retorno es lenta y la presión es alta. | La válvula de llenado no está completamente abierta | Compruebe si la válvula de llenado está completamente abierta |
Referencias
www.ursviken.com/para-que-se-usa-una-plegadora-de-plegado/
www.adhmt.com/como-funciona-una-plegadora-de-plegado/
www.epowermetals.com/glosario-de-conformado-y-soldadura-de-metales
https://www.alekvs.com/press-brake-machine/




