

- 1.0¿Por qué la aleación de aluminio 6063 es tan popular en la fabricación?
- 2.0Propiedades mecánicas de la aleación de aluminio 6063
- 3.0Composición química de la aleación de aluminio 6063
- 4.0Aplicaciones comunes de la aleación de aluminio 6063
- 5.0¿Cómo se compara el 6063 con otras aleaciones de aluminio comunes?
- 6.0Preparaciones clave antes del mecanizado: Control de la tensión residual
- 7.0Cómo mecanizar (cortar) aleación de aluminio 6063 de manera eficiente
- 8.0Cómo soldar correctamente la aleación de aluminio 6063
- 9.0Cómo tratar térmicamente la aleación de aluminio 6063
- 10.0Cómo garantizar una alta calidad superficial para la aleación de aluminio 6063
- 11.0Preguntas frecuentes (FAQ)
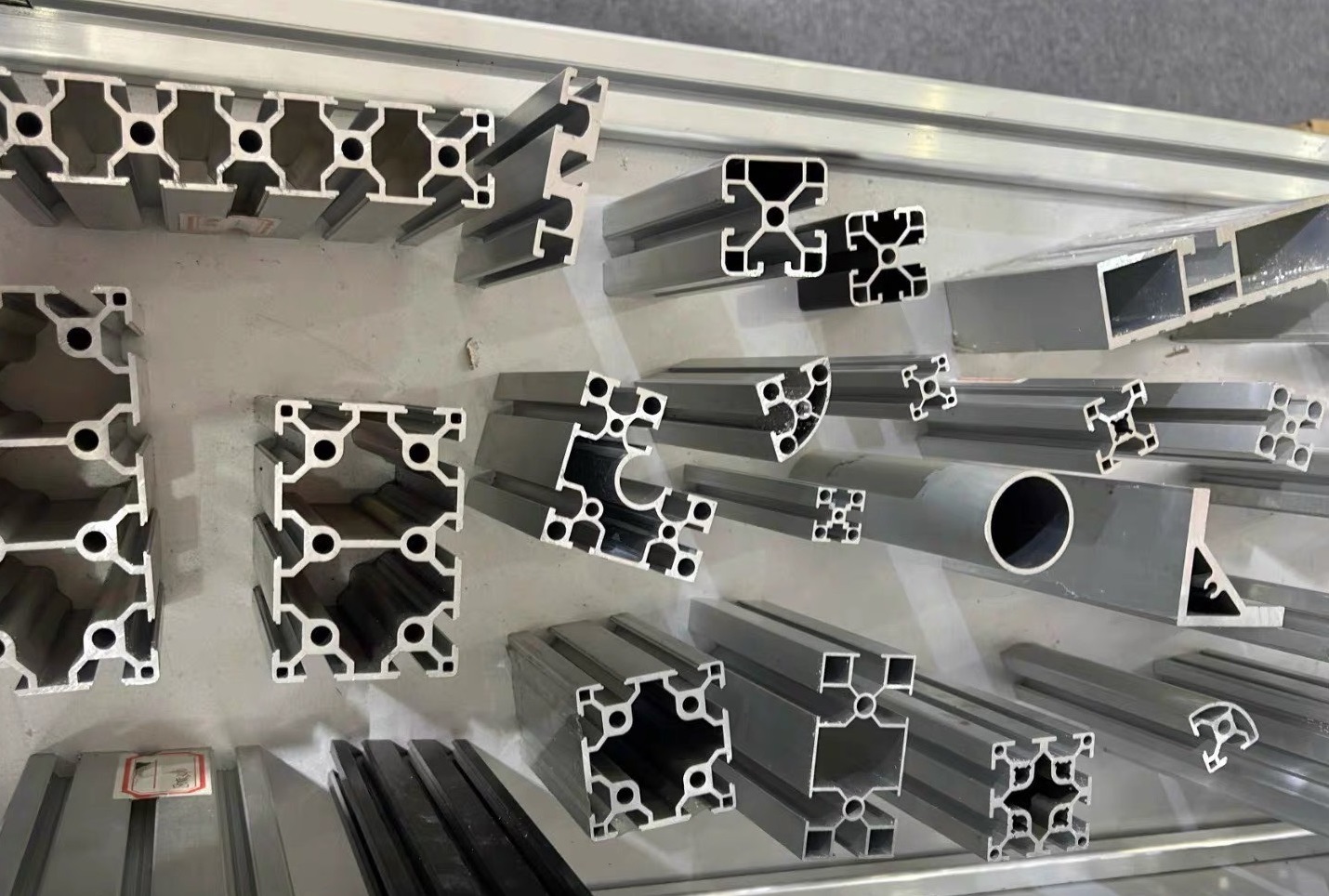
aluminio 6063 Esta aleación también forma parte de la familia de aluminio-magnesio-silicio (Al-Mg-Si) y es tratable térmicamente, diseñada específicamente para la extrusión. Sus principales ventajas incluyen una excelente extruibilidad, un acabado superficial superior y una alta resistencia a la corrosión. Tras su procesamiento, presenta una apariencia uniforme y atractiva, lo que la convierte en un material predilecto para perfiles arquitectónicos y componentes decorativos. También se utiliza ampliamente en sistemas de estructuras industriales y carcasas de equipos electrónicos.
Gracias a temples como T5 y T6, el 6063 consigue un equilibrio entre resistencia media y buena formabilidad, lo que lo hace especialmente adecuado para la producción en grandes volúmenes de perfiles de sección transversal complejos.
1.0¿Por qué la aleación de aluminio 6063 es tan popular en la fabricación?
6063 se ha convertido en una de las aleaciones de perfiles de aluminio más utilizadas debido a su optimización del rendimiento para aplicaciones de conformado y decorativas:
- Extruibilidad: La excelente extruibilidad permite la producción de formas de perfil complejas con alta eficiencia.
- Acabado superficial: Excelente calidad de superficie con color uniforme y de alta calidad después del anodizado.
- Resistencia a la corrosión: Fuerte resistencia a la corrosión y oxidación, ideal para componentes estructurales y decorativos de exterior.
- Soldabilidad: Buen rendimiento de soldadura con mínima deformación, lo que facilita el montaje.
- Eficiencia de costos: costos moderados, suministro estable a gran escala y un valor general sólido
- Maquinabilidad: Baja dificultad de corte y posprocesamiento conveniente
Su bajo contenido de impurezas y su estructura metalúrgica uniforme le permiten lograr un equilibrio ideal entre estética y estabilidad estructural, lo que lo hace especialmente adecuado para aplicaciones como fachadas de edificios y sistemas de ventanas y puertas donde la apariencia y la resistencia a la intemperie son fundamentales.

2.0Propiedades mecánicas de la aleación de aluminio 6063
(Nota: Los valores específicos varían según el temperamento).
- Resistencia a la tracción (T6): 210–260 MPa
- Límite elástico (T6): ~170 MPa
- Alargamiento: 12–18%
- Dureza: 70–85 HB
- Densidad: 2,70 g/cm³
- Rango de fusión: 607–650 °C
Diferencias de propiedad según el temperamento
- 6063-O: Resistencia más baja (resistencia a la tracción ≈ 110 MPa) con excelente ductilidad; adecuado para doblado profundo, estiramiento y otras operaciones de conformado pesado
- 6063-T5: Resistencia media con mayor eficiencia de producción debido al envejecimiento en línea; adecuado para perfiles producidos en masa
- 6063-T6: Máxima resistencia lograda mediante envejecimiento artificial; se utiliza en aplicaciones que requieren un rendimiento estructural mejorado.
3.0Composición química de la aleación de aluminio 6063
| Composición | Al 2024 | Al 7075 | Al 6061 | Al 6063 |
|---|---|---|---|---|
| Cu (%) | 3.847 | 1.276 | 0.192 | ≤0.10 |
| Mg (%) | 1.545 | 2.596 | 1.074 | 0,45–0,9 |
| Sí (%) | 0.041 | 0.000 | 0.439 | 0,20–0,6 |
| Hierro (%) | 0.223 | 0.329 | 0.307 | ≤0,35 |
| Manganeso (%) | 0.331 | 0.028 | 0.103 | ≤0.10 |
| Zinc (%) | 0.017 | 5.135 | 0.105 | ≤0.10 |
| Sb (%) | 0.046 | 0.061 | 0.063 | — |
| V (%) | 0.015 | 0.011 | 0.014 | — |
| Pb (% o ppmᵃ) | 0.024, % | 0.000, ppm | 54.451 ppm | — |
| Sn (% o ppm) | 0.021, % | 0.013, % | 81.046, ppm | — |
| Ti (% o ppm) | 90.791 ppm | 0.010, % | 83.090, ppm | ≤0.10 |
| Cr (% o ppm) | 99,931 ppm | 0.279, % | 0.025, % | ≤0.10 |
| Zr (ppm) | 8.746 | 0.000 | 3.584 | — |
| Ni (ppm) | 60.653 | 48.240 | 76.797 | — |
| Al (%) | El resto | El resto | El resto | Balance |
La composición del 6063 favorece el fortalecimiento por precipitación de Mg₂Si, aunque la relación Mg:Si puede variar ligeramente según el lote. Los bajos niveles de hierro y cobre son factores cruciales que contribuyen a la excelente calidad de su superficie.
4.0Aplicaciones comunes de la aleación de aluminio 6063
- Puertas y ventanas arquitectónicas, perfiles de muro cortina, marcos de solárium
- Perfiles decorativos para interiores (techos, tabiques, rodapiés)
- Estructuras de líneas transportadoras industriales y protecciones de seguridad para equipos
- Componentes de muebles (marcos de mesas y sillas, bordes de armarios)
- Carcasas electrónicas y perfiles disipadores de calor
- Molduras y portaequipajes de techo para automóviles
- Estructuras de exposición y marcos de caja de luz
5.0¿Cómo se compara el 6063 con otras aleaciones de aluminio comunes?
| Aleación | Fortaleza | Trabajabilidad (Extrusión) | Soldabilidad | Resistencia a la corrosión | Calidad de la superficie | Características clave |
| 6063 | Medio | Excelente | Excelente | Excelente | Excelente | Aleación de extrusión preferida con un fuerte atractivo decorativo. |
| 6061 | Medio-alto | Bien | Muy bien | Excelente | Bien | Propiedades equilibradas para aplicaciones estructurales |
| 7075 | Muy alto | Pobre | Pobre | Bien | Justo | Aleación de alta resistencia de grado aeroespacial |
| 5052 | Medio | Promedio | Bien | Excelente | Bien | Se utiliza principalmente para el procesamiento de láminas y placas. |
La principal ventaja del 6063 radica en su extruibilidad y acabado superficial, que superan significativamente a otras aleaciones, haciéndolo irremplazable en aplicaciones arquitectónicas y decorativas.

6.0Preparaciones clave antes del mecanizado: Control de la tensión residual
La tensión residual en los perfiles extruidos de acero 6063 se origina principalmente en el enfriamiento posterior a la extrusión. Las secciones complejas o de paredes delgadas son propensas a deformarse al liberarse la tensión durante el mecanizado. Prácticas recomendadas:
- Permitir el envejecimiento natural o artificial después de la extrusión para reducir la tensión interna.
- Deje reposar los perfiles durante 24 horas después del mecanizado en bruto antes de terminarlos.
- Utilice una sujeción multipunto distribuida uniformemente para evitar tensiones localizadas
- Siga un enfoque de “mecanizado simétrico” para minimizar las fuerzas de corte unilaterales
7.0Cómo mecanizar (cortar) aleación de aluminio 6063 de manera eficiente
Con menor dureza y mayor ductilidad que 6061El acero 6063 ofrece una resistencia de corte reducida, pero es más propenso a acumulaciones de filo y a la adherencia de la herramienta. Para lograr un rendimiento consistente, especialmente al usar un Máquina cortadora de aluminio —La selección de herramientas y los parámetros de corte deben optimizarse cuidadosamente
7.1Herramientas e insertos recomendados:
- Herramientas de carburo (preferibles):
Fresas de extremo de 2 o 3 flautas con un ángulo de ataque alto (15°–20°) y flautas de viruta agrandadas. - Recubrimientos:El TiB₂ y el DLC ofrecen excelentes propiedades antiadherentes. El TiN es más propenso a adherirse, pero aun así puede ser eficaz para el mecanizado con cargas ligeras o de ciclo corto.
Las altas velocidades de corte, los bordes afilados y una refrigeración adecuada son esenciales, especialmente en los sistemas automatizados. Máquinas de corte de aluminio. - Herramientas HSS:
Adecuado para operaciones livianas como perforación básica. - Ejercicios:
Las geometrías de flauta parabólica mejoran la evacuación de viruta y reducen las obstrucciones.
7.2Parámetros de corte recomendados (rango de referencia):
| Proceso | Velocidad de corte Vc | Velocidad de alimentación | Profundidad de corte | Notas |
| Molienda | 300–500 m/min | 0,05–0,2 mm/diente | 1–5 milímetros | Se requiere refrigerante/lubricante |
| Torneado | 250–400 m/min | 0,2–0,4 mm/rev | 1–3 mm | Evite cortar a baja velocidad |
| Perforación | 80–150 m/min | 0,08–0,25 mm/rev | Ajustar según sea necesario | Perforación escalonada + refrigerante para agujeros profundos |
| Golpeteo | 10–20 m/min | Paso de hilo | — | Utilice machos de roscar específicos para aluminio + aceite para machos de roscar |
Estas gamas funcionan bien tanto para configuraciones manuales como equipadas con CNC. Máquinas de corte de aluminio, garantizando una calidad de mecanizado estable.
7.3Notas de mecanizado:
- Refrigeración/Lubricación:
Utilice emulsiones o fluidos de corte específicos para aluminio con aditivos EP para minimizar la adhesión de la herramienta y prolongar su vida útil, lo cual es especialmente importante para equipos de corte de aluminio de altas RPM. - Estado de la herramienta:
Mantenga los bordes cortantes afilados y afílelos cuando sea necesario para evitar manchar o comprimir el material blando 6063. - Método de corte:
Es preferible el fresado ascendente para reducir la formación de rebabas y rayones en la superficie. - Evitar la permanencia de la herramienta:
No deje que la herramienta se detenga sobre la superficie de la pieza de trabajo para evitar marcas de hendidura. - Piezas de pared delgada:
Utilice mordazas suaves, accesorios de vacío o soportes adicionales para evitar la deformación durante el corte, especialmente cuando se procesa en avance rápido. Máquinas de corte de aluminio.
8.0Cómo soldar correctamente la aleación de aluminio 6063
6063 ofrece una mejor soldabilidad que 6061, con menor distorsión en la zona afectada por el calor (ZAC). Sin embargo, la pérdida de resistencia en la soldadura y la ZAC puede alcanzar entre 20 y 501 TP3T (normalmente alrededor de 301 TP3T), dependiendo del temple del material base, el método de soldadura y el aporte de calor. Podría requerirse un envejecimiento posterior a la soldadura o un diseño de compensación de resistencia.
8.1Métodos comunes de soldadura
- Soldadura TIG: preferida para una apariencia de soldadura precisa y limpia con mínima distorsión; ideal para componentes decorativos
- Soldadura MIG: Alta eficiencia; adecuada para perfiles de paredes gruesas o producción en masa
- Alambres de relleno comunes: ER4043 (buena fluidez y apariencia de soldadura), ER5356 (mayor resistencia)
8.2Técnicas de soldadura
- Preparación previa a la soldadura: Retire la capa de óxido (Al₂O₃) con un cepillo de acero inoxidable o un desengrasante químico hasta que se vea un brillo metálico.
- Gas de protección: Argón puro (≥99,99%), 8–12 L/min
- Precalentamiento: Para espesores >8 mm, precalentar a 100–150 °C para evitar el agrietamiento por frío.
- Parámetros de soldadura: utilice corriente baja y velocidades de desplazamiento rápidas para minimizar el ancho de la ZAT
- Tratamiento posterior a la soldadura: Permitir el enfriamiento natural; se puede aplicar un reenvejecimiento T6 si se requiere mayor resistencia
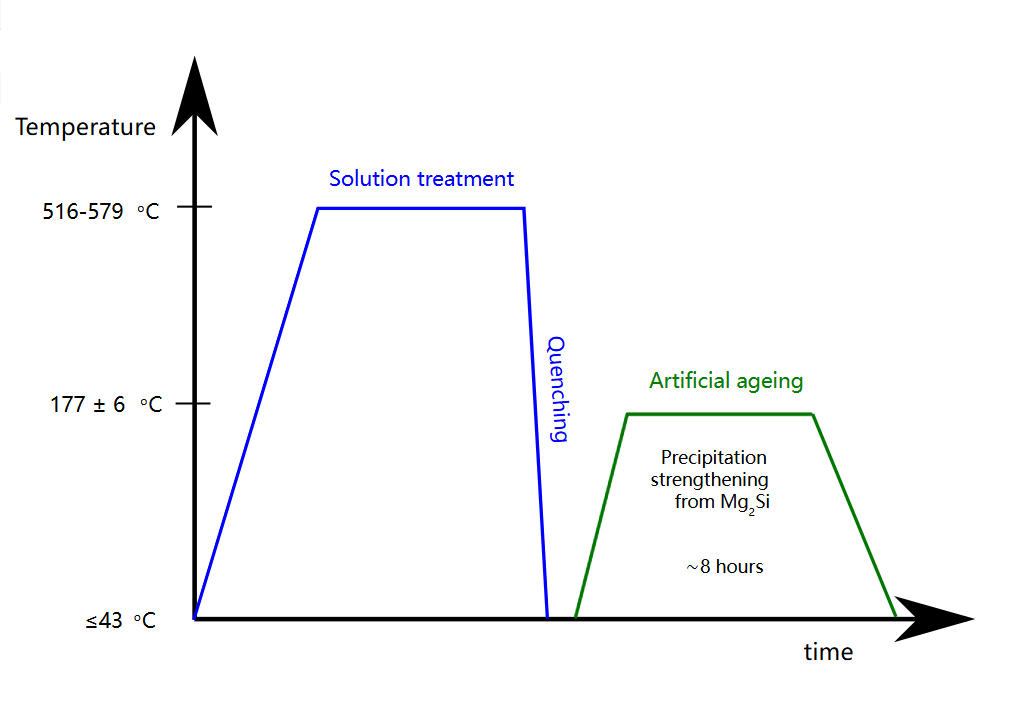
9.0Cómo tratar térmicamente la aleación de aluminio 6063
El objetivo principal del tratamiento térmico para 6063 es optimizar la precipitación de Mg₂Si, equilibrando la resistencia con la capacidad de extrusión.
9.1Tratamiento de solución
- Temperatura de calentamiento: 530–540 °C (inferior a 6061 para evitar el crecimiento de granos)
- Tiempo de retención: 1 a 2 horas dependiendo del espesor de la sección.
- Enfriamiento: Enfriamiento con agua con una velocidad de enfriamiento ≥150 °C/min para evitar la precipitación prematura
9.2Tratamiento del envejecimiento
- Crianza artificial T6: 170–180 °C durante 8–12 horas, refrigeración por aire
- Envejecimiento en línea T5: Temperatura controlada mediante tanques de enfriamiento después de la extrusión; 150–170 °C durante 4–6 horas, alta eficiencia
- Envejecimiento natural: 7–14 días a temperatura ambiente; la resistencia final alcanza ~70–80% de T6, adecuado cuando no se requiere una alta resistencia.

10.0Cómo garantizar una alta calidad superficial para la aleación de aluminio 6063
6063 se considera un sustrato ideal para anodizar, y la calidad del tratamiento de la superficie influye directamente en el valor del producto final.
10.1Tratamientos de superficies comunes
- Anodizado (transparente, teñido, electroforético): más común; mejora la resistencia a la corrosión y la apariencia.
- Anodizado duro: espesor de recubrimiento de 20 a 50 μm para una mejor resistencia al desgaste en aplicaciones industriales
- Chorro de arena y cepillado: crea acabados mate o texturizados y enmascara pequeños rayones.
- Recubrimiento en polvo: Amplia gama de colores con gran resistencia a la intemperie para componentes de exterior.
- Pulido: Proporciona un acabado de espejo para usos decorativos de primera calidad.
10.2Notas sobre el tratamiento de superficies
- El pretratamiento es fundamental: desengrasado completo (limpiador alcalino), neutralización y pulido químico para eliminar la película de óxido y los contaminantes.
- Durante el anodizado, evite una densidad de corriente excesiva para evitar un recubrimiento áspero o desigual.
- Controle la temperatura de la matriz de extrusión para evitar defectos en la superficie, como líneas oscuras y rayones.
- Evite el contacto con sustancias corrosivas durante el almacenamiento para evitar la decoloración.
11.0Preguntas frecuentes (FAQ)
¿Es 6063 adecuado para extruir formas de perfiles complejos?
Sí. El 6063 ofrece excelentes características de flujo durante la extrusión y admite secciones de pared delgada (en algunos procesos, por debajo de 1,2 mm). El espesor final de la pared y la complejidad dependen de la geometría del perfil, el diseño de la matriz y las condiciones de extrusión, lo que lo convierte en una de las mejores aleaciones para perfiles complejos.
¿Qué aleación se anodiza mejor: 6063 o 6061?
El 6063 ofrece un mejor rendimiento. Su bajo contenido de hierro y cobre produce una capa de óxido más uniforme, una coloración uniforme y un brillo superficial superior, especialmente para acabados decorativos de colores claros.
¿Cuál es la diferencia clave entre los temples 6063 T5 y T6?
- T5: Envejecimiento en línea, alta eficiencia de producción, menor costo, resistencia media (tensión ≈210 MPa); adecuado para perfiles de puertas y ventanas estándar
- T6: Envejecimiento artificial, mayor resistencia (tracción ≈260 MPa), menor deformación; ideal para aplicaciones estructurales o componentes de resistencia crítica
¿Cómo se puede evitar que la herramienta se atasque al mecanizar 6063?
Centrarse en una alta velocidad de corte + refrigeración suficiente + herramientas afiladas: velocidad de corte ≥300 m/min, fluido de corte específico para aluminio, herramientas afiladas regularmente y evitar el mecanizado de carga pesada a baja velocidad.
¿Se puede utilizar el modelo 6063 en entornos exteriores?
Sí. Su resistencia a la corrosión, combinada con la protección anodizada, proporciona una larga durabilidad. En entornos costeros o con alta contaminación, se recomienda protección adicional o mantenimiento periódico.
Referencia
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


