

Esta guía ofrece una descripción general de los principios, componentes de los equipos, métodos operativos, aplicaciones típicas y ventajas técnicas de la soldadura por arco de plasma (PAW) y el corte por arco de plasma (PAC). Está diseñada para ayudar a fabricantes y profesionales técnicos a comprender mejor el proceso y mejorar la eficiencia de la producción.
1.0Soldadura por arco de plasma (PAW)
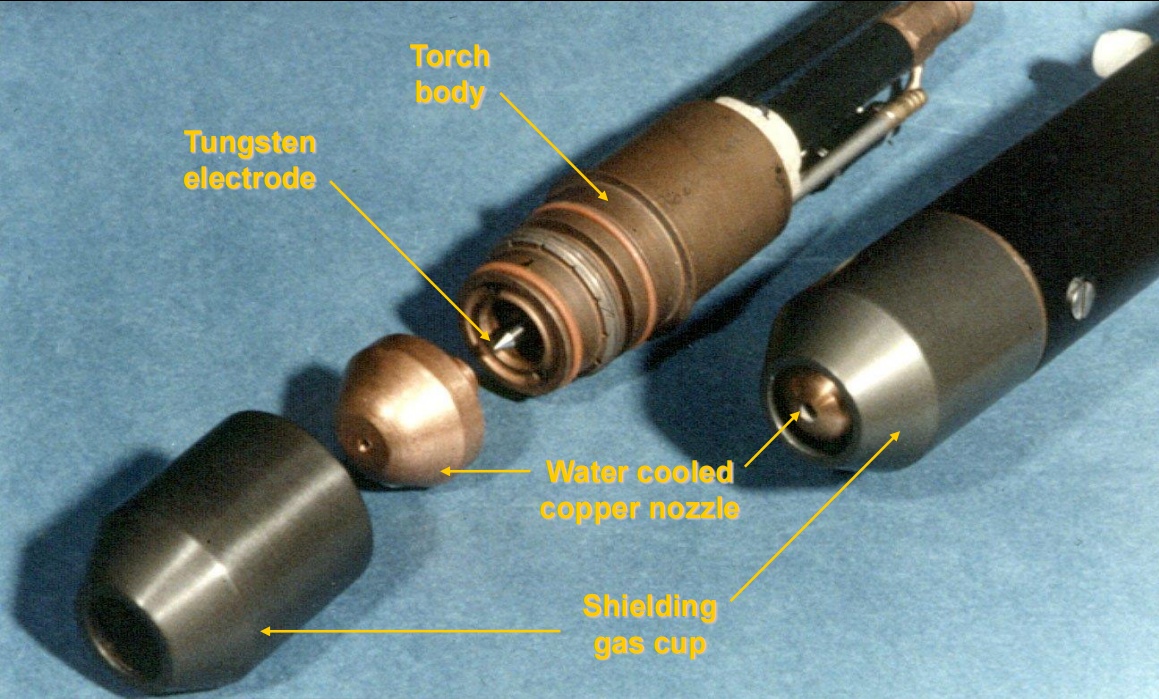
1.1Antorcha de soldadura de plasma:
La antorcha de plasma es el componente principal de un sistema PAW. Su estructura interna incluye un electrodo de tungsteno, una boquilla de cobre, un sistema de refrigeración por agua y canales de gas. Debido a las altísimas temperaturas que se alcanzan al soldar, la antorcha debe estar equipada con un mecanismo de refrigeración eficaz, generalmente un sistema de circulación de agua, para evitar el sobrecalentamiento y los daños. Las antorchas portátiles son relativamente grandes y se utilizan principalmente para configuraciones estacionarias, lo que requiere una alineación precisa del electrodo y la coaxialidad de la boquilla.
1.2Gases para soldadura de plasma:
Los gases de plasma comunes y sus aplicaciones incluyen:
- Argón puro: adecuado para acero al carbono, titanio y circonio.
- Argón + hidrógeno 5–15%: se utiliza para aceros inoxidables, aleaciones de níquel y aleaciones de cobre; aumenta la temperatura del arco y la penetración de la soldadura.
- Argón + helio ≥40%: se aplica en soldaduras con alta demanda de calor; aumenta la temperatura del arco pero reduce la vida útil de la boquilla.
Se utilizan gases de protección, como argón, helio o sus mezclas, para proteger el baño de soldadura de la oxidación.
- Gases de protección: Los mismos que se utilizan en la soldadura TIG.
- Caudal de gas de protección: 10–30 l/min.
- Purga posterior: igual que TIG, también necesaria para soldadura de ojo de cerradura.
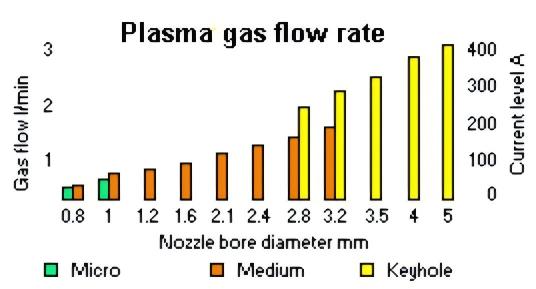
1.3Tipos de soldadura por arco de plasma:
Según el alcance y la aplicación actuales, PAW se clasifica en:
- Microplasma (0,1–15 A): adecuado para soldadura de precisión de componentes pequeños.
- Corriente media (15–200 A): cubre la mayoría de las tareas de soldadura generales.
- Plasma de ojo de cerradura (>100 A): diseñado para soldadura de penetración profunda de secciones gruesas.
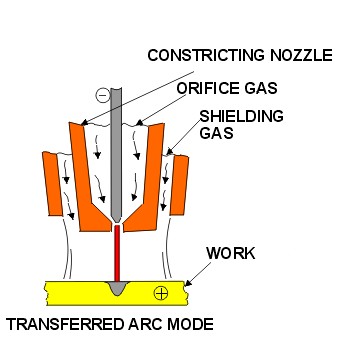
1.4Modo de arco transferido:
En este modo, el arco se establece entre el electrodo (–) y la pieza de trabajo (+), haciendo que la pieza de trabajo sea parte del circuito eléctrico.
Características principales:
- Alta densidad de energía, ideal para soldadura de alta velocidad y materiales gruesos.
- El arco entra en contacto directo con la pieza de trabajo, concentrando la entrada de calor.
- Se utiliza comúnmente para soldar acero, aluminio, cobre y titanio.
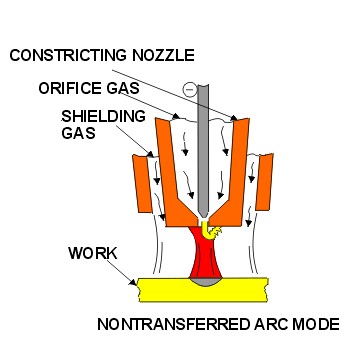
1.5Modo de arco no transferido:
Aquí, el arco se forma entre el electrodo (–) y la boquilla (+), sin involucrar la pieza de trabajo en el circuito.
Características principales:
- El calor se entrega a través del chorro de plasma emitido por la boquilla.
- Adecuado para soldar materiales delgados o procesar piezas no conductoras.
- Común en operaciones de corte y aplicaciones de superficie como revestimiento duro.
2.0Corte por arco de plasma (PAC)
Introducción al corte por arco de plasma:
El corte por arco de plasma funciona dirigiendo un chorro de plasma de alta temperatura sobre la pieza de trabajo, derritiendo el material y soplándolo para lograr un corte.
- Adecuado para cortar acero inoxidable, aluminio y metales no ferrosos.
- La velocidad del gas de plasma es extremadamente alta; las temperaturas del arco pueden alcanzar hasta 20.000 °C.
- El corte genera un ruido intenso; el corte bajo el agua puede reducir los niveles de ruido.
- Los gases comunes incluyen nitrógeno, argón, helio y sus mezclas.
2.1Corte por plasma:
El corte por plasma no requiere precalentamiento. El arco de alta temperatura funde el material al instante, mientras que un chorro de gas de alta velocidad elimina el metal fundido.
- Plasma de aire oxidante: involucra oxígeno en el proceso, aumentando la velocidad de corte.
- Selección de gas: Se eligen mezclas de aire, nitrógeno, argón-hidrógeno y nitrógeno-hidrógeno en función del material.
- Aplicaciones: Adecuado para acero inoxidable, aluminio y láminas delgadas de acero al carbono.
- Gases de protección: se utilizan según sea necesario dependiendo de la aplicación.
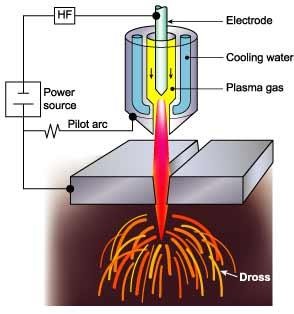
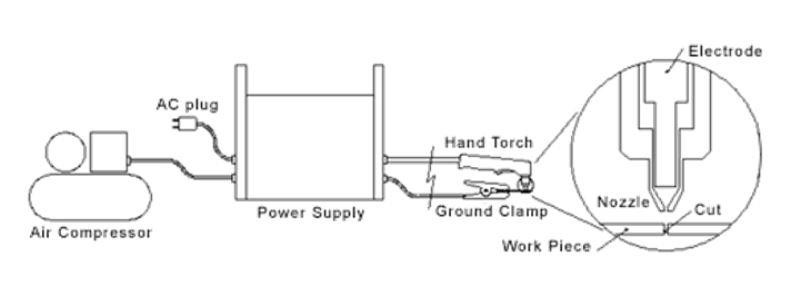
2.2Sistema de corte por arco de plasma:
Un sistema completo de corte por plasma generalmente incluye:
- Fuente de alimentación: salida de CC, normalmente 50–350 A con un voltaje de circuito abierto de alrededor de 80 V.
- Iniciador de arco de alta frecuencia.
- Unidad de refrigeración por agua.
- Antorcha de plasma.
- Suministro de gas de plasma y gas de protección externo opcional.
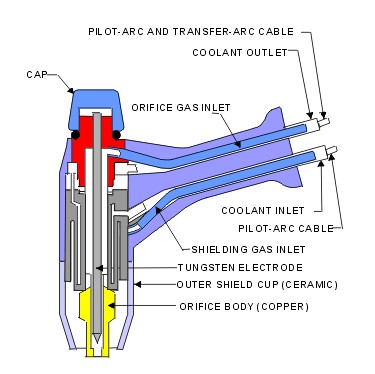
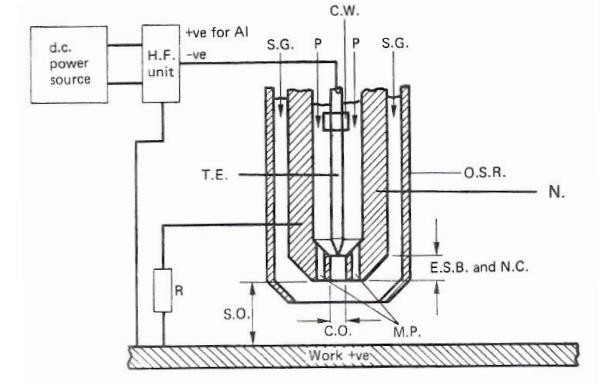
2.3Componentes de una antorcha de arco de plasma:
Los componentes clave de la antorcha incluyen:
- CW: Agua de refrigeración para la boquilla y el electrodo.
- P: Gas de plasma; varía según el tipo de material
- SG: Gas de protección auxiliar
- TE: Electrodo de tungsteno
- OSR: Blindaje exterior de cerámica; evita el doble arco eléctrico.
- R: Resistencia; limita la corriente del arco piloto
- ESB: Distancia de retroceso del electrodo
- NC: Construcción de boquillas
- CO: Construcción de orificio; mejora la velocidad del gas
- SO: Distancia de separación; aproximadamente 6 mm
- MP: Diseño multipuerto; da forma al arco de plasma
- HP: Descarga de alta frecuencia; inicia la ignición del arco
- N: Boquilla de cobre
2.4Aplicaciones en el mundo real
- A Máquina de corte de tubos por plasma Maneja tubos redondos de φ20–φ219 mm, lo que permite cortar líneas de intersección y orificios en un solo ciclo con sistemas CNC portátiles.
- Un tamaño completo Máquina de corte por plasma y llama CNC (tipo pórtico) admite tamaños de láminas de 0,8 a 160 mm, ofrece compensación de corte automatizada y pórtico de doble accionamiento para mayor precisión.
2.5Velocidades de corte para corte por arco de plasma:
La velocidad de corte afecta directamente la calidad y la eficiencia.
- Demasiado lento: da como resultado una ranura más ancha y una mayor acumulación de escoria.
- Demasiado rápido: puede provocar cortes incompletos y salpicaduras excesivas.
La velocidad de corte debe coincidir con la corriente, el tamaño de la boquilla y el espesor del material.
Los sistemas CNC permiten un control preciso de la velocidad para obtener resultados consistentes.
| Material | Espesor mm |
Actual amperios |
Corte velocidad Mm/min |
Gas |
| Aluminio | 1.5 5.0 12.0 25.0 |
40 50 400 400 |
1200 1500 3750 1250 |
A/H₂ A/H₂ A/H₂ A/H₂ |
| Acero inoxidable 18/8 |
2 5 12 25 |
50 100 380 500 |
1600 2000 1500 625 |
A/H₂ A/H₂ A/H₂ A/H₂ |
2.6Configuraciones genéricas para corte por arco de plasma:
Las configuraciones generales recomendadas incluyen:
- Alinee el electrodo y la boquilla para mantener la estabilidad del arco.
- Mantenga una distancia de separación de aproximadamente 6 mm entre la boquilla y la pieza de trabajo.
- Seleccione el tipo de gas y la presión según el material a cortar.
- Controle la intensidad del arco y evite condiciones de doble arco.
Funciones del interruptor de modo:
Modo de metal expandido: Reinicia automáticamente el arco piloto según sea necesario al cortar metal expandido.
Modo de corte (placa/chapa metálica): Se utiliza para placas o láminas sólidas; extiende la vida útil de los consumibles.
Modo de ranurado / Arco no transferido: Diseñado para tareas de ranurado o aplicaciones que requieren un arco no transferido.

3.0Operación de la antorcha manual para corte por arco de plasma
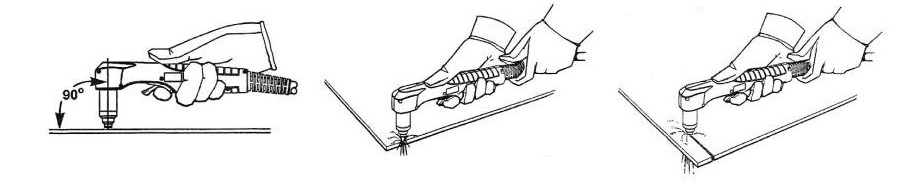
3.1Operación de la antorcha manual: Inicio desde el borde
El arranque por el borde es el método más común utilizado en el corte manual por plasma.
- Paso 1: Posicionamiento de la antorcha: Mantenga la boquilla de la antorcha en contacto directo con el borde de la pieza de trabajo o cerca de él.
- Paso 2: Iniciación del arco: Inicie el arco y haga una breve pausa para permitir la penetración completa a través del borde.
- Paso 3: Corte: Una vez que el arco haya perforado, comience a avanzar por la trayectoria de corte deseada. Mantenga una velocidad y un ángulo constantes. El soplete debe mantenerse perpendicular o ligeramente inclinado hacia atrás (10-15°) para facilitar la expulsión de la escoria.
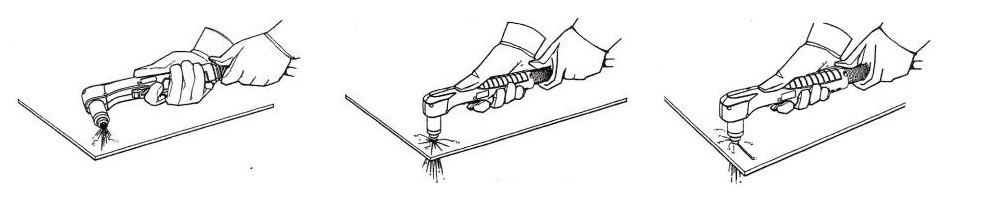
3.2Operación con antorcha manual: Técnica de perforación
La perforación es una operación crítica cuando se cortan placas de grosor mediano a grueso.
- Materiales delgados (<2 mm): Comience el arco en un ángulo de 15 a 30° y luego gírelo a una posición vertical.
- Materiales gruesos (≥2 mm): Mantenga una distancia de separación de al menos 12 mm durante el inicio del arco; bájela a la altura de corte después de la penetración.
Precaución: Las salpicaduras de metal durante la perforación pueden dañar la boquilla y el electrodo; utilice el control de distancia y ángulo adecuado.
Procedimiento de perforación:
Paso 1: Posicionamiento de la antorcha: Sostenga la antorcha aproximadamente a 1/8 de pulgada (3 mm) por encima de la superficie de la pieza de trabajo.
Paso 2: Encendido de la antorcha y ajuste del ángulo: Encienda la antorcha mientras la sostiene en un ligero ángulo, luego gírela hacia la posición vertical mientras el arco se estabiliza.
Paso 3: Perforación y corte: Cuando salgan chispas por la parte inferior, el arco habrá perforado completamente el material. Continúe con el corte inmediatamente después.
3.3Operación de antorcha manual: técnica de ranurado
El ranurado se utiliza comúnmente para eliminar soldaduras o preparar la soldadura del lado posterior.
- Utilice boquillas de ranurado y accesorios de protección específicos.
- Mantenga una distancia de iniciación del arco de aproximadamente 12 mm.
- Incline la antorcha 20–40° y realice un movimiento constante de lado a lado durante el desplazamiento para controlar el ancho y la profundidad de la ranura.
- Se recomienda utilizar un protector térmico para proteger la antorcha y el área circundante.
Procedimiento de ranurado por plasma:
Paso 1: Posicionamiento de la antorcha: Sostenga la antorcha aproximadamente a 1,5 mm de la superficie de la pieza de trabajo.
Paso 2: Arco piloto y transferencia de arco: Coloque la antorcha a 45° y dispare el arco. Una vez estable, el arco se transferirá a la pieza de trabajo.
Paso 3: Operación de ranurado: Mantenga el ángulo de 45° durante todo el proceso. Mueva el soplete en la dirección de avance con un avance constante para formar la gubia.
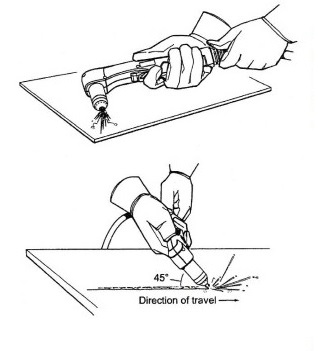
Nota: Se puede utilizar un protector térmico para brindar protección adicional a la mano del operador y a los componentes de la antorcha durante las operaciones de ranurado.
3.4Consejos sobre técnicas de proceso de plasma
Para mejorar la calidad del corte y la eficiencia general, se recomiendan las siguientes prácticas recomendadas:
- Uso de guías y rodillos: Utilice guías de antorcha o accesorios de rodillos para mantener una orientación vertical y una velocidad de desplazamiento constante.
- Mantenga una distancia de seguridad adecuada: Mantenga la boquilla a la distancia correcta de la pieza de trabajo para evitar defectos de bisel y garantizar la consistencia del corte.
- Controlar el ancho de corte y la direccionalidad: Comprenda la ranura (ancho de corte) y su sesgo direccional; configure la compensación CNC en consecuencia para obtener dimensiones de piezas precisas.
- La dirección de corte importa: La dirección de desplazamiento (horario o antihorario) afecta la perpendicularidad del borde de corte. Elija la dirección según el contorno deseado y la calidad final del borde.
¿Interesado en soluciones de corte integradas?
Explore nuestra avanzada máquina de corte de tubos de plasma y nuestra máquina de corte por plasma y llama CNC para agilizar los flujos de trabajo de fabricación de tubos y placas: contáctenos para obtener hojas de datos detalladas y precios.



