

- 1.0Cómo elegir la herramienta adecuada para cortar varillas de refuerzo
- 1.1Herramientas manuales para cortar varillas de refuerzo (aplicaciones de emergencia/diámetro pequeño)
- 1.2Cortadoras eléctricas portátiles (flexibilidad en sitio)
- 1.3Máquinas de corte de varillas de refuerzo (procesamiento de alto volumen)
- 1.4Sierras de cinta para metal (aplicaciones de precisión/gran diámetro)
- 2.0Cómo utilizar un cortador manual de varillas de refuerzo (aplicaciones de emergencia/diámetro pequeño)
- 3.0Cómo usar una sierra de corte (método estándar en el sitio)
- 4.0Cómo utilizar una máquina cortadora de varillas de refuerzo (procesamiento por lotes)
- 5.0Cómo usar una sierra de cinta para metal (precisión/apilado por lotes)
- 6.0La seguridad es lo primero: directrices operativas esenciales
- 7.0Solución de problemas: problemas comunes y soluciones
- 8.0Conclusión
- 9.0Preguntas frecuentes sobre el corte de varillas de refuerzo
El corte de varilla corrugada es un proceso fundamental en la construcción, la fabricación de maquinaria y otras industrias. La clave está en seleccionar la herramienta adecuada según el diámetro de la varilla, el volumen de producción, los requisitos de precisión y las condiciones de la obra, siguiendo los procedimientos adecuados para garantizar la eficiencia y la calidad del corte, y la seguridad del operador.
1.0Cómo elegir la herramienta adecuada para cortar varillas de refuerzo
La eficiencia y la aplicación de las distintas herramientas varían considerablemente. Seleccionar la correcta para sus necesidades es fundamental para evitar baja productividad o cortes de mala calidad.
1.1Herramientas manuales para cortar varillas de refuerzo (aplicaciones de emergencia/diámetro pequeño)
- Herramientas principales: Cortadora manual de varillas de refuerzo (apertura de mandíbula ≤ 18 mm), cortadores de pernos de alta resistencia
- Mejor para: Barras lisas o deformadas ≤ 16 mm, cortes únicos/ocasionales o trabajos de emergencia sin energía
- Ventajas:Portátil, no requiere energía, fácil de operar.
- Limitaciones:Requiere mucha mano de obra, es lento (30 a 60 segundos por corte), no es adecuado para varillas de refuerzo de gran diámetro.
1.2Cortadoras eléctricas portátiles (flexibilidad en sitio)
- Herramientas principales:Sierra de corte (con disco abrasivo de 350 mm), amoladora angular (con disco de corte de 125 mm)
- Mejor para:Varillas de refuerzo ≤ 25 mm, ajustes de longitud en el sitio o tareas de procesamiento dispersas
- Ventajas: Móvil, corte rápido (5–10 segundos por barra), bajo costo de equipo
- Limitaciones:Bordes ásperos (requieren rectificado posterior al corte), alto nivel de ruido (100–120 dB), genera chispas y calor.
1.3Máquinas de corte de varillas de refuerzo (procesamiento de alto volumen)
- Herramientas principales: Cortadoras hidráulicas de varillas de refuerzo de sobremesa o de sobremesa (capacidad máxima ≤ 60 mm)
- Mejor para: Corte por lotes (≥ 50 barras/hora), varillas de refuerzo de gran diámetro o alta resistencia (p. ej., HRB400/HRB500), típicas en patios de varillas de refuerzo o plantas de prefabricados.
- Ventajas: Extremadamente rápido (1–2 segundos por barra), cortes suaves, alta automatización
- Limitaciones: Grande y fijo (requiere espacio dedicado), no apto para perfiles de varillas de refuerzo no redondos
1.4Sierras de cinta para metal (aplicaciones de precisión/gran diámetro)
- Herramientas principales: Sierras de cinta para metal horizontales o verticales (ancho de la hoja: 27–41 mm; paso de diente: 3–6 mm)
- Mejor para: Varillas de refuerzo de gran diámetro (≥ 30 mm), varillas de refuerzo de aleación o tareas que requieren alta precisión (error de perpendicularidad ≤ 0,1 mm)
- Ventajas:Baja tensión de corte (evita la deformación de las varillas de refuerzo), cortes limpios (no se necesita posprocesamiento), maneja secciones transversales irregulares
- Limitaciones: Lento (15 a 30 segundos por corte), mayor costo del equipo, requiere refrigerante, no es ideal para trabajos rápidos en el sitio




2.0Cómo utilizar un cortador manual de varillas de refuerzo (aplicaciones de emergencia/diámetro pequeño)
Ideal para barras de refuerzo lisas o deformadas de hasta 16 mm de diámetro, especialmente cuando no hay energía disponible.
2.1Preparación y posicionamiento
- Mida la longitud de la varilla de refuerzo y marque claramente la línea de corte con un marcador.
- Coloque la varilla en las mordazas de la cortadora, alineando la línea marcada con las hojas de la mordaza. Asegúrese de que el eje de la varilla esté perpendicular a las mordazas para evitar cortes en ángulo.
2.2Aplicando fuerza
- Sujete firmemente ambos mangos de corte y aplique una presión constante y uniforme (evite aplicar una fuerza excesiva y repentina, ya que esto puede doblar los mangos o provocar que la barra de refuerzo se rompa de manera impredecible).
- Para varillas de refuerzo más gruesas (14–16 mm), aplique presión en 2 o 3 etapas: presione levemente, haga una breve pausa y luego continúe hasta que la varilla de refuerzo se rompa suavemente.
2.3Pasos posteriores al corte
- Retire el segmento de varilla de refuerzo cortado y limpie las rebabas del borde cortado con un cepillo de alambre (evita rayones en las manos durante la manipulación).
- Inspeccione las mordazas de corte para detectar desgaste, falta de filo o astillado. Afile las cuchillas con una muela abrasiva si es necesario para mantener la eficiencia de corte.

3.0Cómo usar una sierra de corte (método estándar en el sitio)
Ideal para barras de refuerzo de hasta 25 mm de diámetro; ampliamente utilizado para cortes flexibles en el lugar.
3.1Comprobación previa y preparación
- Inspeccione el cable de alimentación para detectar daños en el aislamiento; confirme que la sierra esté correctamente conectada a tierra (para evitar descargas eléctricas).
- Compruebe que la rueda abrasiva no presente grietas, astillas ni desgaste; apriete la tuerca de brida a 5–8 N·m para evitar una rotación excéntrica.
- Retire los materiales inflamables (por ejemplo, latas de pintura, cilindros de acetileno) a 1,5 m del área de trabajo; coloque una abrazadera en V para asegurar la varilla de refuerzo.
3.2Aseguramiento y marcado
- Coloque la barra de refuerzo en la abrazadera en V, ajustando su posición para que la línea de corte se alinee con la trayectoria de la rueda abrasiva.
- Apriete la abrazadera hasta que la barra de refuerzo no pueda moverse horizontalmente (evita la desviación del corte durante la operación).
3.3Comenzando el corte
- Sujete firmemente el mango principal de la sierra (para controlar la potencia) y el mango auxiliar (para mayor estabilidad). Encienda la sierra y espere a que el disco alcance la velocidad máxima (≈ 2800 r/min, 3 segundos de inactividad para confirmar la estabilidad).
- Introduzca la rueda en la varilla de refuerzo a una velocidad constante (5–8 mm/s); no fuerce la sierra (evita que la rueda se sobrecaliente o se rompa).
- Disminuya la velocidad de avance cuando el corte alcance 1/5 del diámetro de la varilla (para evitar que la varilla se rompa bruscamente). Deténgase inmediatamente si las chispas parecen anormales (por ejemplo, un brillo repentino o una distribución desigual).
3.4Limpieza posterior al corte
- Apague la máquina y espere hasta que la rueda abrasiva se detenga por completo (≈ 10 segundos) antes de tocar la barra de refuerzo.
- Desbarbe el borde cortado con una lima o un cepillo de alambre; recoja las virutas metálicas del área de trabajo (para evitar resbalones). Inspeccione la rueda; reemplácela si el desgaste supera 1/3 de su grosor original.
4.0Cómo utilizar una máquina cortadora de varillas de refuerzo (procesamiento por lotes)
Ideal para barras de refuerzo simples o de alta resistencia (por ejemplo, HRB400/HRB500) con diámetros ≥ 20 mm, ideal para tareas de gran volumen.
4.1Configuración de la máquina
- Verifique el nivel de aceite hidráulico (debe llegar a 2/3 de la escala del tanque) y la temperatura (≤ 45°C; un nivel bajo de aceite o una temperatura alta reducen la presión de corte).
- Ejecute una prueba sin carga: active la máquina para completar 2 ciclos completos de cuchilla, asegurando un movimiento suave sin atascos ni ruidos inusuales.
- Calibre el calibre de tope utilizando una muestra de varilla de refuerzo de longitud estándar (error ± 0,5 mm) para garantizar longitudes de corte consistentes.
- Ajuste la carrera de la cuchilla: configure la distancia máxima hacia abajo en (diámetro de la barra de refuerzo + 2 mm) para evitar un desgaste excesivo de la cuchilla.
4.2Corte por lotes
- Introduzca la varilla en la máquina hasta que toque el tope. Si la varilla está doblada (deflexión > L/500, donde L = longitud de la varilla), enderécela primero para asegurar la perpendicularidad con la cuchilla.
- Presione el interruptor de pie para activar la cuchilla; la cuchilla volverá automáticamente a su posición original después de cortar.
- Realice controles de calidad: inspeccione 3 varillas de refuerzo al azar por cada 50 cortes para verificar la precisión de la longitud (error admisible ± 1 mm). Recalibre el tope de tope si se observan desviaciones.
- Recoja las barras de refuerzo terminadas en un estante específico (evita la deformación inducida por colisión).
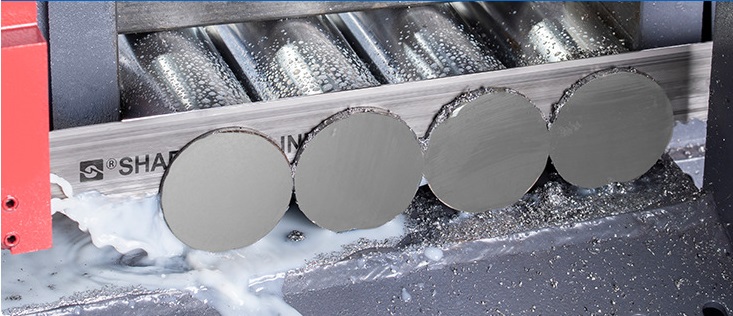
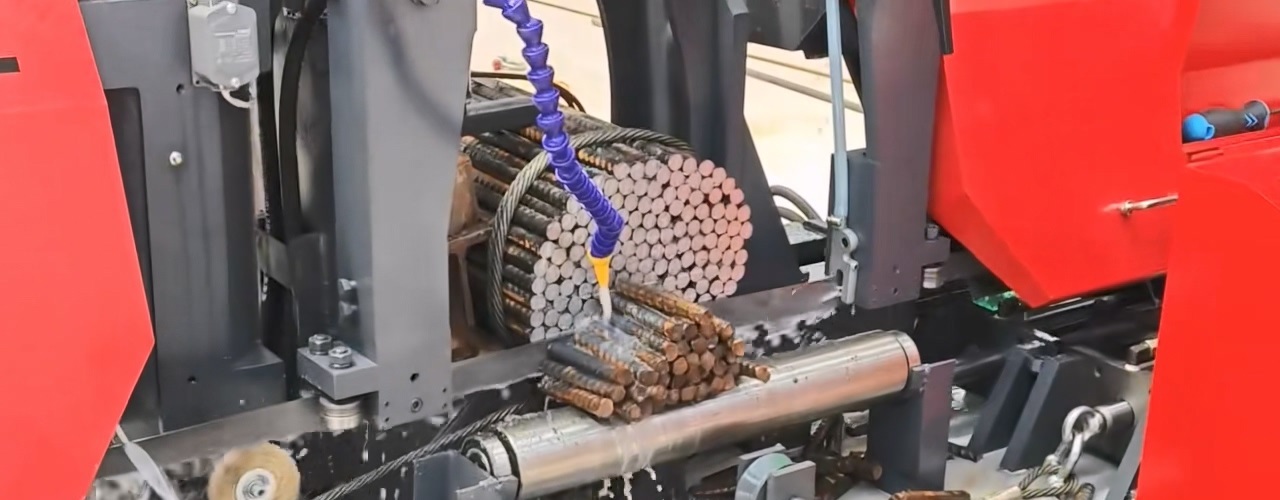
5.0Cómo usar una sierra de cinta para metal (precisión/apilado por lotes)
Ideal para barras de refuerzo de gran diámetro (≥ 30 mm) o de aleación: ideal para cortes de precisión u operaciones de apilamiento de lotes.
5.1Preparación de la máquina
- Seleccione la hoja correcta: hojas de acero de alta velocidad (HSS) para varillas de refuerzo estándar (Q235B); hojas con punta de carburo (WC-Co ≥ 94%) para varillas de refuerzo de aleación (HRB500E).
- Adapte el paso de los dientes de la hoja al tamaño de la varilla de refuerzo o a la altura de la pila (por ejemplo, paso de 3 mm para varillas de refuerzo de Φ30–50 mm; paso de 4,5 mm para varillas de refuerzo o pilas de Φ50–80 mm).
- Instale un bloque en V ensanchado (ancho ≥ 200 mm) y topes laterales para asegurar las barras de refuerzo apiladas (evita el desplazamiento lateral).
5.2Ajuste de parámetros
- Ajuste la tensión de la cuchilla a 25–30 N/mm²; aumente en 10–15% para cortes apilados (mejora la rigidez de la cuchilla para evitar la deformación).
- Ajuste la velocidad de corte: 6–10 m/min para pilas de varillas de refuerzo estándar; 4–6 m/min para varillas de refuerzo de aleación (reduce la carga de corte y el desgaste de la cuchilla).
- Optimice el sistema de refrigerante: aumente la concentración a 10–12% y el caudal a ≥ 8 L/min; agregue una boquilla para asegurar una cobertura uniforme del refrigerante en todos los bordes cortados (evita el sobrecalentamiento y la adherencia del material).
5.3Procedimiento de corte por lotes
- Apile únicamente varillas del mismo diámetro y material (evite una fuerza de corte desigual). Sujete la pila con una presión inicial de 5-8 MPa, compruebe la alineación y luego aumente a 12-15 MPa (para evitar deslizamientos).
- Instalar rodillos de soporte multipunto (espaciado ≤ 1,5 m) para barras de refuerzo de más de 2 m de longitud (evita que se deformen y se desvíen del corte).
- Realice un corte de prueba (5 mm de profundidad): detenga la máquina, compruebe la perpendicularidad del corte (≤ 0,1°) y la planitud (error ≤ 0,05 mm). Ajuste la tensión de la abrazadera o de la cuchilla si es necesario antes de iniciar los cortes por lotes.
- Vigile la cuchilla durante el funcionamiento: deténgase y muela las virutas pequeñas con una muela fina; reemplace la cuchilla si la profundidad de las virutas excede 1 mm.
5.4Pasos finales
- Realizar inspecciones aleatorias: verificar 3 grupos de pilas por lote (1 barra de refuerzo superior y 1 barra de refuerzo inferior por grupo) para verificar la precisión de la longitud (± 1 mm) y la calidad del corte.
- Cierre el sistema de refrigeración, suelte la abrazadera y retire las varillas cortadas. Limpie los residuos de refrigerante con una pistola de aire a alta presión, desbarbe los bordes y clasifique las varillas según sus especificaciones.

6.0La seguridad es lo primero: directrices operativas esenciales
6.1Equipo de protección individual (EPI)
- Llevar siempregafas de seguridad resistentes a los impactos (protege contra virutas y chispas que salen despedidas) y guantes resistentes a cortes (evita arañazos y lesiones provocadas por vibraciones).
- Usartapones para los oídos u orejeras cuando el ruido supera los 85 dB (por ejemplo, operación de sierra de corte o sierra de cinta).
- Recójase el cabello largo y evite usar ropa o joyas sueltas (evita que se enreden con las partes móviles).
6.2Restricciones de equipo
- No utilice hojas para trabajar la madera o albañilería para cortar varillas de refuerzo (dureza insuficiente, propensas a romperse y a desprender escombros).
- No corte varillas de refuerzo templadas (por ejemplo, varillas de refuerzo preesforzadas, dureza > HRC30) con cortadores hidráulicos de varillas de refuerzo (riesgo de astillado de la hoja o de daños en la máquina).
- No corte varillas de refuerzo de aleación con una sierra de cinta sin refrigerante (provoca un sobrecalentamiento rápido de la hoja y fallas).
6.3Procedimientos de emergencia
- Rotura de la cuchilla:Detenga la máquina inmediatamente, aléjese al menos 5 m (evite los fragmentos que salen volando) y limpie solo después de que todas las partes móviles se hayan detenido.
- Fuga eléctrica:Apague la fuente de alimentación principal, desconecte el cable con herramientas aisladas y pruebe el sistema de conexión a tierra (resistencia ≤ 4 Ω) antes de reiniciar.
- cortes de mano:Lavar la herida con solución salina fisiológica, desinfectar con yodo y buscar atención médica en caso de cortes profundos (para recibir la vacuna contra el tétano).
7.0Solución de problemas: problemas comunes y soluciones
| Problema | Causa probable | Solución |
| Corte no perpendicular (> 0,5°) | Sujeción floja, cuchilla desalineada, avance desigual | Vuelva a sujetar la varilla de refuerzo, calibre la alineación de la cuchilla y utilice un controlador de velocidad para una alimentación constante. |
| La hoja/sierra de cinta se desgasta demasiado rápido | Tipo de cuchilla incorrecto, velocidad excesiva, refrigerante deficiente | Reemplace con una cuchilla específica para varillas de refuerzo, reduzca la velocidad, ajuste la concentración/flujo del refrigerante |
| La varilla de refuerzo se deforma después del corte | Mandíbulas desafiladas, fuerza de corte excesiva | Afilar las mandíbulas, reducir la fuerza de avance, inspeccionar el material de la varilla de refuerzo para detectar inconsistencias de dureza |
| Puestos de corte con sierra de cinta | Baja tensión de la hoja, sujeción demasiado apretada, baja presión hidráulica | Aumente la tensión de la cuchilla, reduzca la presión de la abrazadera, rellene el aceite hidráulico y verifique la presión de la bomba. |
8.0Conclusión
La clave para un corte exitoso de varillas de refuerzo es Compatibilidad herramienta-persona-tarea + procedimientos estandarizados:
- Cortes de emergencia de diámetro pequeño → Cortadora manual de varillas de refuerzo
- Trabajo flexible en obra → Sierra de corte
- Procesamiento de gran volumen → Máquina cortadora de varillas de refuerzo
- Varilla de refuerzo de precisión/gran diámetro/aleación → Sierra de cinta para metal
Independientemente de la herramienta, realice siempre comprobaciones previas a la operación, supervise el proceso de cerca y complete la limpieza posterior. Priorice la seguridad en todo momento para garantizar la eficiencia, la calidad y el bienestar del operador.
9.0Preguntas frecuentes sobre el corte de varillas de refuerzo
P: ¿Cómo elijo la herramienta de corte adecuada para el diámetro de mi varilla de refuerzo?
A: Adapte la herramienta al tamaño de la varilla de refuerzo: utilice cortadores manuales para ≤16 mm (emergencia/lotes pequeños); sierras de corte eléctricas portátiles/amoladoras angulares para ≤25 mm (trabajo en el lugar); máquinas cortadoras de varillas de refuerzo hidráulicas para ≥20 mm (procesamiento de gran volumen); y sierras de cinta para metal para ≥30 mm o varillas de refuerzo de aleación (necesidades de precisión).
P: ¿Qué debo hacer si las chispas parecen anormales al usar una sierra de corte?
A: Detenga la máquina inmediatamente. Las chispas anormales (p. ej., brillo repentino, distribución desigual) suelen indicar que la muela abrasiva está desalineada, desgastada o desajustada (p. ej., al usar una muela para carpintería). Revise la muela en busca de grietas, vuelva a apretar la tuerca de la brida y confirme que esté usando una muela abrasiva específica para metal antes de reiniciarla.
P: ¿Por qué mi sierra de cinta para metal se bloquea durante el corte y cómo puedo solucionarlo?
R: El estancamiento generalmente se debe a tres problemas: baja tensión de la hoja (aumentar a 25–32 N/mm², ajustada para cortes apilados); sujeción demasiado apretada (reducir la presión a 5–8 MPa para sujeción previa, luego 12–15 MPa para corte); o baja presión hidráulica (rellenar con aceite hidráulico y verificar la presión de la bomba).
P: ¿Cómo puedo garantizar longitudes de corte consistentes cuando uso una máquina cortadora de varillas de refuerzo para trabajos por lotes?
R: Primero, calibre el tope con una muestra de longitud estándar (error ±0,5 mm). Durante el corte, asegúrese de que cada varilla esté completamente presionada contra el tope (sin espacios). Cada 50 cortes, inspeccione aleatoriamente 3 varillas para comprobar la precisión de la longitud (error admisible ±1 mm). Si observa alguna desviación, recalibre el tope.
P: ¿Puedo cortar varillas de refuerzo templadas (por ejemplo, varillas de refuerzo preesforzadas) con un cortador de varillas de refuerzo hidráulico?
R: No. La varilla corrugada templada tiene una dureza alta (>HRC30), lo que astillará la cuchilla de corte o dañará el sistema hidráulico. Utilice una sierra de cinta para metal con una cuchilla con punta de carburo (WC-Co ≥94%) y suficiente refrigerante para varilla corrugada templada/aleada.


