
- 1.0¿Qué es el doblado de aluminio?
- 2.0Métodos y procesos de doblado de aluminio
- 3.0Los mejores métodos para doblar ángulos de aluminio
- 4.0Cómo doblar aluminio manualmente
- 5.0Cómo utilizar una prensa plegadora para doblar
- 6.0Los mejores materiales para doblar aluminio
- 7.0Factores clave que afectan el doblado del aluminio
- 8.0Cómo prevenir grietas al doblar aluminio
1.0¿Qué es el doblado de aluminio?
El doblado de aluminio se refiere al proceso de aplicar fuerza externa para transformar una pieza recta de aluminio en una forma curva o en ángulo según su diseño, todo ello conservando su integridad estructural.
Es importante tener en cuenta que no todos los materiales de aluminio son aptos para el doblado. Las propiedades del material y el tratamiento térmico pueden afectar significativamente el resultado del doblado. Por eso, le recomendamos que nos consulte a fondo antes de proceder para identificar la mejor solución para su proyecto.
El doblado puede ser un proceso complejo que requiere un control minucioso para evitar problemas como grietas o deformaciones. En este artículo, le explicaremos estos posibles problemas y le presentaremos... Ocho de los métodos de doblado más utilizados y confiablesSi desea obtener la mejor solución de doblado para sus productos, no dude en contactarnos.
2.0Métodos y procesos de doblado de aluminio
La elección de la tecnología de doblado de aluminio depende directamente de la sección transversal del material y de los requisitos específicos. Ya sea que trabaje con láminas, tubos o varillas de aluminio, existen diversos métodos de doblado disponibles. Elegir la técnica de doblado más adecuada es crucial para garantizar el éxito de su proyecto.
2.1Doblado de rodillos
Doblado de rodillos Consiste en colocar el aluminio entre dos rodillos y aplicar presión a través de ellos para doblar el material al ángulo y profundidad deseados. Este método es muy eficiente para moldear aluminio en diversas formas y es ideal para piezas grandes y gruesas.
Ventajas: Rápido, consistente y adecuado para grandes tamaños de aluminio.
Desventajas: Requiere equipo especializado, que puede resultar costoso.

2.2Plegado con prensa plegadora
Una prensa plegadora dobla el aluminio colocándolo entre un punzón y una matriz, donde el punzón aplica presión para forzar al aluminio a doblarse alrededor de la matriz.
Ventajas: Alta precisión, rápida velocidad de doblado, adecuado para piezas de aluminio grandes o gruesas.
Desventajas: Equipo costoso, mejor para piezas de aluminio más pequeñas o delgadas.

2.3Doblado por empuje
El doblado por empuje utiliza una herramienta de empuje o una varilla para aplicar fuerza mecánica y doblar el aluminio. El material se sujeta a un dispositivo fijo y la herramienta de empuje lo presiona hasta obtener la forma deseada.
Ventajas: Ideal para curvas de ángulos pequeños.
Desventajas: No apto para aluminio grande o grueso, puede generar una presión localizada alta.
2.4Doblado rotatorio
El doblado rotatorio utiliza una máquina de estiramiento rotatoria para aplicar fuerza mecánica, lo que hace que el aluminio gire y se doble entre un eje central y una matriz.
Ventajas: Logra radios pequeños, ángulos precisos y transiciones suaves, ideal para piezas de aluminio grandes o gruesas.
Desventajas: Requiere equipo especializado, que puede resultar costoso.
2.5Flexión por compresión
El doblado por compresión aplica presión usando un punzón y una matriz para comprimir el aluminio en la forma deseada.
Ventajas: Adecuado para producir piezas con curvas consistentes en ambos lados.
Desventajas: Altos costos de equipo, mejor para producción en masa.
2.6Conformación por estiramiento
El conformado por estirado utiliza fuerza mecánica para estirar el aluminio y darle la forma deseada. La tensión durante el proceso garantiza un control constante de la longitud del material.
Ventajas: Control de forma preciso, ideal para producción de gran volumen.
Desventajas: Equipo costoso, adecuado para necesidades específicas.
2.7Doblado manual
El doblado manual es el método tradicional de doblar aluminio utilizando herramientas simples, como alicates o martillos.
Ventajas: Simple, de bajo costo e ideal para piezas de aluminio pequeñas o delgadas.
Desventajas: Lento, de baja precisión y no adecuado para piezas de aluminio grandes o gruesas.
2.8Máquina dobladora de placas de tres rodillos
El máquina dobladora de placas de tres rodillos Utiliza tres rodillos para aplicar presión, doblando el aluminio en la forma deseada.
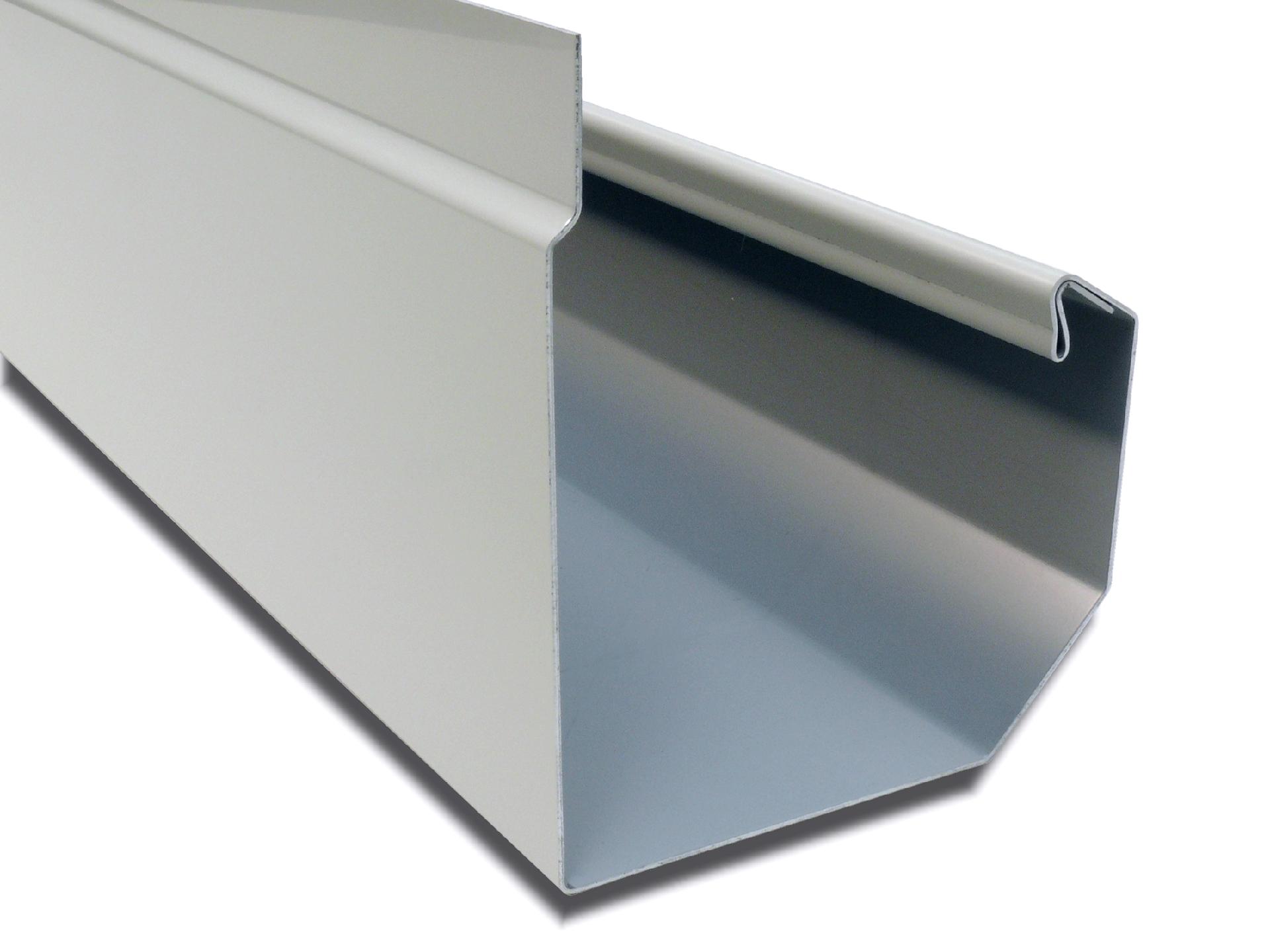
Ventajas: Ideal para componentes arquitectónicos y proyectos de construcción a gran escala.
Desventajas: Equipo especializado costoso, aplicación limitada.

3.0Los mejores métodos para doblar ángulos de aluminio
Al doblar ángulos de aluminio, la clave está en seleccionar la técnica adecuada. Normalmente, el doblado por rodillos y las prensas plegadoras son las opciones más utilizadas debido a su capacidad para proporcionar dobleces uniformes y alta precisión. Para radios grandes o transiciones de ángulos múltiples, el doblado rotatorio es la mejor opción. Para producciones a pequeña escala o aplicaciones más sencillas, el doblado manual y el doblado por empuje ofrecen soluciones rápidas y rentables.
4.0Cómo doblar aluminio manualmente
✅ Preparación
Limpie la superficie del material y reúna herramientas básicas como una regla, un marcador, sargentos, un tornillo de banco y un martillo. Si el material es grueso, podría ser necesario precalentarlo para aumentar su ductilidad.
✅ Proceso
- Marcar la línea de curvatura: Utilice una regla y un marcador para marcar el doblez. Si es necesario, perfore pequeños agujeros auxiliares a lo largo de la línea de doblez o utilice una fresa para procesar la superficie, lo que facilitará el proceso de doblado.
- Asegure la pieza de trabajo: Utilice abrazaderas en C o un tornillo de banco para sujetar firmemente el material en su lugar.
- Aplicar presión uniforme y lenta: Golpee suavemente con un martillo a lo largo de la línea de doblez, comenzando desde un extremo hacia el otro. Doble en incrementos de 10 a 20 grados.
- Compruebe el ángulo de curvatura: Si la curvatura es insuficiente, realice los ajustes necesarios.
5.0Cómo utilizar una prensa plegadora para doblar
✅ Preparación
Limpie la superficie de la pieza de trabajo y reúna la prensa plegadora, la matriz y las herramientas de medición.
✅ Proceso
- Coloque la pieza de trabajo: Coloque la pieza de trabajo contra el tope trasero y alinéela correctamente.
- Ajustar el troquel: Asegúrese de que la matriz y el punzón estén correctamente alineados. Para dobleces de 90°, se recomienda usar una matriz de 88° para compensar la recuperación elástica del material.
- Aplique presión lentamente: Aplique presión gradualmente para evitar una fuerza excesiva. Si escucha ruidos inusuales o nota un movimiento inestable, detenga la máquina inmediatamente y verifique si hay algún problema.
- Compruebe el ángulo de curvatura: Después de cada doblez, utilice herramientas de medición para comprobar el ángulo. Si encuentra alguna desviación, realice los ajustes necesarios.
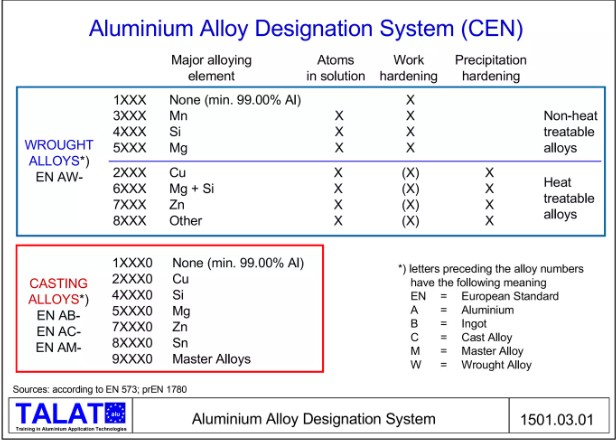
6.0Los mejores materiales para doblar aluminio
El rendimiento de flexión de las aleaciones de aluminio depende de su composición y del estado de temple. Las series de aleaciones más adecuadas para el flexión son las 3XXX, 5XXX y 6XXX. Se deben evitar las aleaciones de la serie 2XXX debido a su alta dureza, que dificulta el conformado. Sin embargo, con un tratamiento de temple adecuado, estas aleaciones pueden doblarse con éxito.
6.1Las cuatro mejores aleaciones de aluminio para doblar
- Aleación de aluminio 3003:3003 es una de las mejores opciones para doblar, ya que ofrece buena resistencia, excelentes propiedades de trabajo en frío y una diferencia significativa entre el rendimiento y la resistencia a la tracción, todo lo cual contribuye a su capacidad para desempeñarse excepcionalmente durante el doblado.
- Aleación de aluminio 5052:El acero 5052 ofrece alta ductilidad y una diferencia considerable entre el límite elástico y la resistencia a la tracción. También muestra una gran resistencia a la corrosión, especialmente en entornos marinos u otros entornos corrosivos. Tras el recocido, su conformabilidad supera incluso a la del acero 3003, lo que lo convierte en la opción preferida para curvas complejas.
- Aleación de aluminio 5083:El acero 5083 se utiliza ampliamente en la construcción naval gracias a su resistencia a la corrosión y su alta soldabilidad. Para maximizar su rendimiento de flexión, se recomienda utilizar el acero 5083 en sus condiciones H111, H112 u O.
- Aleaciones de aluminio 6061 y 6082: Estas dos aleaciones son tratables térmicamente y presentan una resistencia y conformabilidad deseables. Si bien su comportamiento a la flexión es deficiente en condiciones T4 o T6, pueden conformarse con éxito en condiciones T4 y posteriormente envejecerse a T6 para obtener mayor resistencia.

6.2Tratamientos de temple de aluminio
La selección de la aleación debe considerar tanto su composición como su estado de temple, así como el espesor del material. Comprender adecuadamente estos factores ayuda a elegir el material y el método de doblado más adecuados, garantizando así una alta calidad del producto.
Tratamientos de temple y sus características:
- T (Tratado térmicamente)
Las aleaciones en estado T6 y T651 (como la serie 6XXX) presentan alta resistencia y conformabilidad media, ideales para aplicaciones que requieren tanto tenacidad como resistencia. Sin embargo, se debe tener cuidado durante el doblado para evitar el agrietamiento debido a la reducción de la ductilidad. - H (endurecido por deformación)
Las aleaciones en estado H14 o H24 se han sometido a un temple por deformación, lo que aumenta su resistencia. Estos temples son adecuados para la flexión en ángulos medios sin agrietarse. - O (Recocido)
La condición O denota un estado completamente recocido, que ofrece máxima formabilidad, perfecto para operaciones de doblado simples, pero con una resistencia ligeramente menor. - F (tal como se fabrica)
La condición F se refiere al material recién fabricado con menor resistencia pero mayor flexibilidad y resiliencia.
7.0Factores clave que afectan el doblado del aluminio
El proceso de doblado del aluminio está influenciado por varios factores clave, que determinan directamente tanto la calidad del doblado como la formabilidad.
- Formabilidad: La conformabilidad se refiere a la capacidad de un material para experimentar una deformación permanente sin agrietarse ni desgarrarse. Está influenciada por la resistencia, la ductilidad, la forma y el espesor del material. Las pruebas estándar, como la ASTM E2218, ayudan a evaluar la conformabilidad e identificar qué aleaciones son las más adecuadas para el doblado.
- Espesor y radio de curvatura: El grosor y el radio de curvatura afectan significativamente el rendimiento del doblado. Los materiales más delgados son más fáciles de doblar, mientras que el doblado de placas gruesas es más complejo. Los radios de curvatura pequeños pueden causar grietas, por lo que es fundamental seguir las instrucciones del fabricante.
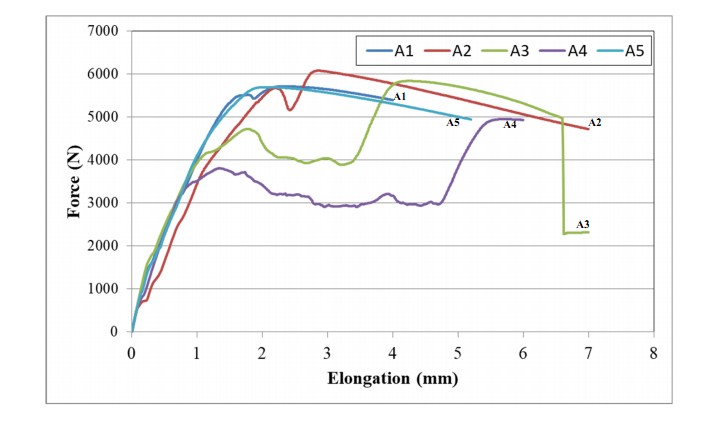
- Alargamiento : El alargamiento mide la capacidad de un material para estirarse bajo tensión: un mayor alargamiento significa mayor conformabilidad. Por ejemplo, el acero recocido 3003 (AA3003-O), con un alargamiento de aproximadamente 35%, es ideal para aplicaciones de flexión. La curva de tensión-deformación puede ayudar a elegir la aleación más adecuada.
8.0Cómo prevenir grietas al doblar aluminio
El aluminio puede agrietarse al doblarse, especialmente después del anodizado. Los fabricantes a menudo se enfrentan al reto de doblarlo sin causar daños. Aquí hay 8 medidas preventivas clave:
- Elija el grado y el temple adecuados: Seleccione un grado y un temple adecuados para el doblado. La composición y la dureza de la aleación afectan directamente su conformabilidad; elegir el material adecuado puede reducir significativamente el riesgo de agrietamiento.
- Utilice el equipo de doblado adecuado: Elija equipos diseñados para su material y requisitos de doblado para evitar la concentración de tensiones y daños localizados.
- Aumentar el radio de curvatura: Un radio de curvatura más grande ayuda a distribuir uniformemente la tensión y reduce la probabilidad de agrietamiento.
- Rellenar huecos en el área de curvatura: El uso de insertos o rellenos de metal durante el doblado evita tensiones localizadas y colapsos, reduciendo la posibilidad de grietas.
- Ajustar el grosor o la tensión: Aumentar el espesor del material o reducir la tensión de flexión ayuda a mantener la tensión distribuida de manera más uniforme.
- Ajuste del espacio entre matrices y del material: Mejore el espacio entre matrices y seleccione materiales de matriz adecuados para evitar daños en la superficie y fracturas posteriores.
- Utilice curvas suaves en lugar de esquinas afiladas: Doblar gradualmente en lugar de hacer curvas cerradas evita la concentración de tensiones y reduce el riesgo de agrietamiento.
- Aplicar lubricación para reducir la tensión por fricción: La aplicación de un lubricante durante el doblado puede reducir la fricción y aliviar la tensión en la superficie del material.
Referencias:
ahssinsights.org/formación/modos-de-formación/flexión/
www.researchgate.net/publication/348823039_Propiedades de pandeo y flexión de placas de aluminio con múltiples grietas




