
- 1.0Warum ist die Bearbeitbarkeit ein Grund für ernsthafte Untersuchungen?
- 2.0Wie gut lassen sich metallische Werkstoffe bearbeiten?
- 3.0Wie wird die Bearbeitbarkeit bewertet?
- 4.0Klassifizierung der Bearbeitbarkeit verschiedener Werkstoffe (Ingenieurperspektive)
- 5.0Welche Materialeigenschaften bestimmen die Bearbeitbarkeit?
- 6.0Wie kann die Bearbeitbarkeit in der Ingenieurpraxis verbessert werden?
- 7.0Fazit: Die Bearbeitbarkeit ist eine ingenieurtechnische Frage auf Systemebene.
- 8.0Häufig gestellte Fragen zur Bearbeitbarkeit von Metallen
- 8.1Frage 1: Ist die Bearbeitbarkeit gleichbedeutend mit der Materialhärte?
- 8.2Frage 2: Warum gelten Titanlegierungen im Allgemeinen als schwer zerspanbare Werkstoffe?
- 8.3Frage 3: Ist Edelstahl immer schwieriger zu bearbeiten als Kohlenstoffstahl?
- 8.4Frage 4: Ist die Reduzierung der Schnittgeschwindigkeit die einzige Lösung, wenn die Bearbeitbarkeit schlecht ist?
- 8.5Frage 5: Wie bedeutend ist der Einfluss der Wärmebehandlung auf die Bearbeitbarkeit?
Im Bereich der mechanischen Fertigung ist die Zerspanung allgegenwärtig. Ingenieure stellen jedoch in der realen Produktion schnell fest, dass:„Bearbeitbar“ bedeutet nicht „leicht zu bearbeiten“.
Bei gleicher Werkzeugmaschine und identischen Schnittparametern kann allein die Änderung des Materials zu völlig unterschiedlichen Schnittkräften, Werkzeugstandzeiten und Oberflächenqualitäten führen. Dieser Unterschied wird durch die Zerspanbarkeit des Materials bestimmt.
Aus ingenieurtechnischer Sicht werden in diesem Artikel systematisch das Konzept der Metallbearbeitungsfähigkeit, gängige Bewertungsmethoden, wichtige Einflussfaktoren und bewährte Strategien zur Verbesserung in realen Produktionsumgebungen vorgestellt.
1.0Warum ist die Bearbeitbarkeit ein Grund für ernsthafte Untersuchungen?
Die spanende Bearbeitung zählt nach wie vor zu den am weitesten verbreiteten Verfahren der Metallumformung in der modernen Fertigung. Dennoch verhalten sich unterschiedliche Werkstoffe beim Schneiden sehr unterschiedlich.
1.1Beispielhafte Leistungsunterschiede beim Schneiden:
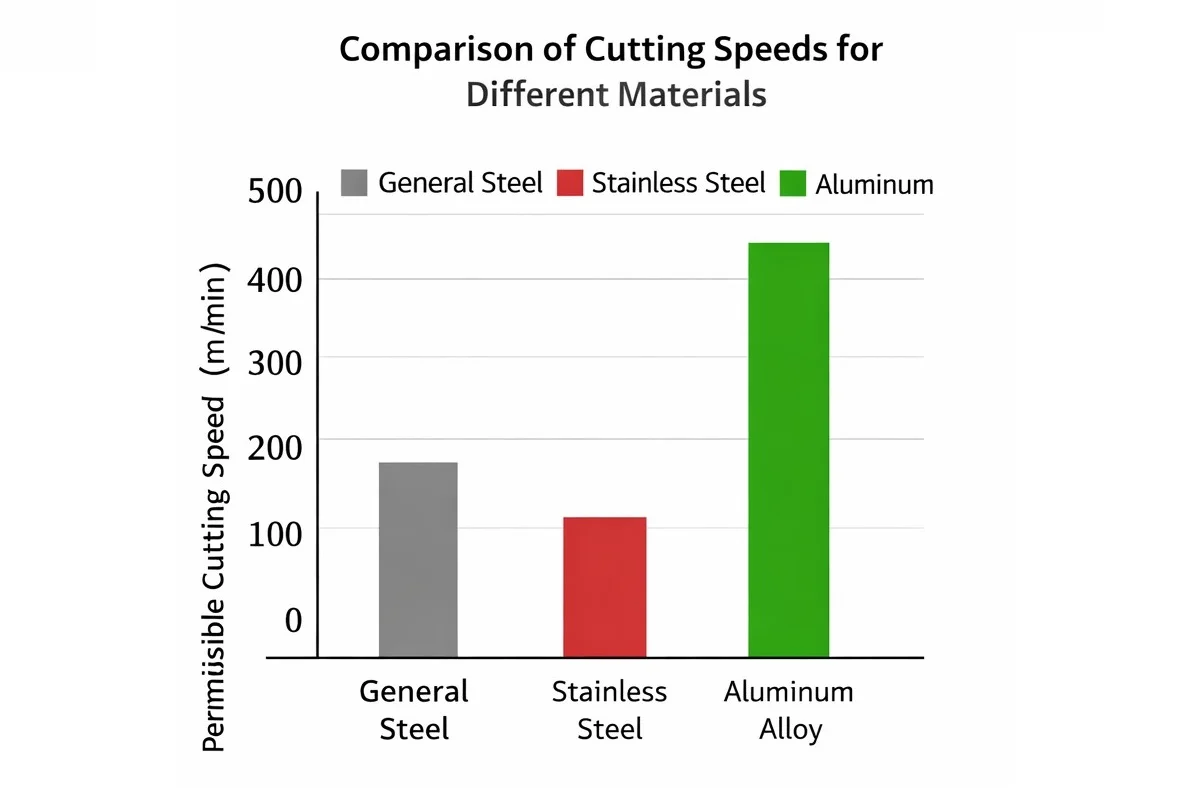
- Aluminiumlegierungen, Kupferlegierungen: Leichtes Zerspanen, geringe Schnittkräfte, hohe Effizienz;
- Legierte Stähle, Edelstähle, Titanlegierungen, Nickelbasis-Superlegierungen: Hohe Schnittkräfte, konzentrierte Wärme, schneller Werkzeugverschleiß, oft begleitet von Schneidkantenausbrüchen und Vibrationsproblemen.
1.2Folgen unzureichenden Verständnisses der Bearbeitbarkeit:
- Deutlich verkürzte Werkzeugstandzeit;
- Anhaltend geringe Bearbeitungseffizienz;
- Instabile Oberflächenqualität;
- Wiederholtes Ausprobieren bei der Optimierung der Prozessparameter.
Daher ist das Verständnis des Wesens der Bearbeitbarkeit und die Anwendung gezielter Strategien von grundlegender Bedeutung für die Steigerung der Effizienz, die Kostenkontrolle und die Sicherstellung einer stabilen Bearbeitungsleistung.
2.0Wie gut lassen sich metallische Werkstoffe bearbeiten?
Die Zerspanbarkeit eines metallischen Werkstoffs bezieht sich auf den Grad der Schwierigkeit, mit dem er unter festgelegten Schnittbedingungen und einer definierten Werkzeugstandzeit bearbeitet werden kann.
Aus ingenieurtechnischer Sicht ist ein Material mit „gute Bearbeitbarkeit“ typischerweise zeigt Folgendes:
- Höhere zulässige Schnittgeschwindigkeiten bei gleicher Werkzeugstandzeit;
- Geringere Schnittkräfte und Schnitttemperaturen bei gleichzeitig langsamerem Werkzeugverschleiß;
- Stabile Oberflächenqualität mit leicht brechenden und kontrolliert abziehbaren Chips.
Umgekehrt gilt ein Werkstoff, der zu kurzer Werkzeugstandzeit, hohem Schnittwiderstand, schlechter Oberflächengüte oder schwieriger Spankontrolle führt, im Allgemeinen als schlecht zerspanbar.
Es sollte betont werden, dass die Bearbeitbarkeit ein relativer Begriffkeine inhärente Wertung darüber, ob ein Material „gut“ oder „schlecht“ ist.

3.0Wie wird die Bearbeitbarkeit bewertet?
3.1Gängige Bewertungskriterien für Ingenieurwesen
In praktischen technischen Anwendungen wird die Bearbeitbarkeit üblicherweise anhand einer Kombination von Indikatoren beurteilt, darunter:
- Werkzeugstandzeit;
- Zulässige Schnittgeschwindigkeit;
- Schnittkraft;
- Schnitttemperatur;
- Qualität der bearbeiteten Oberfläche;
- Chipmorphologie.
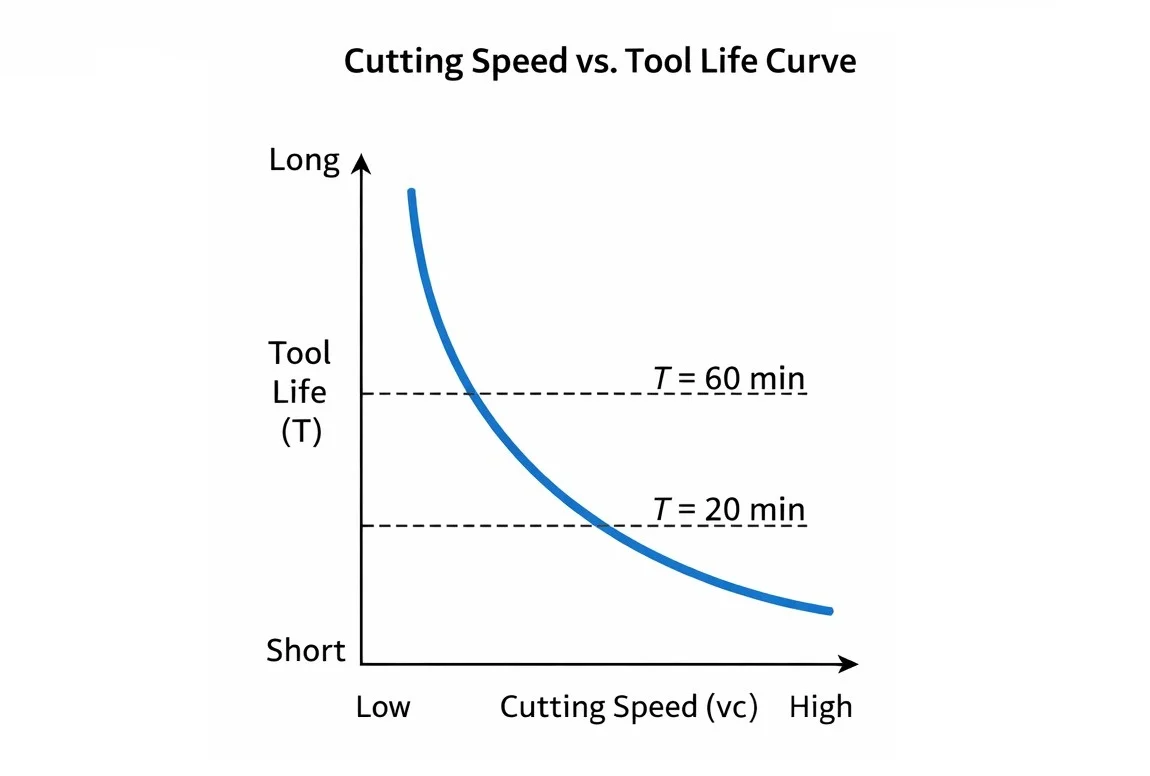
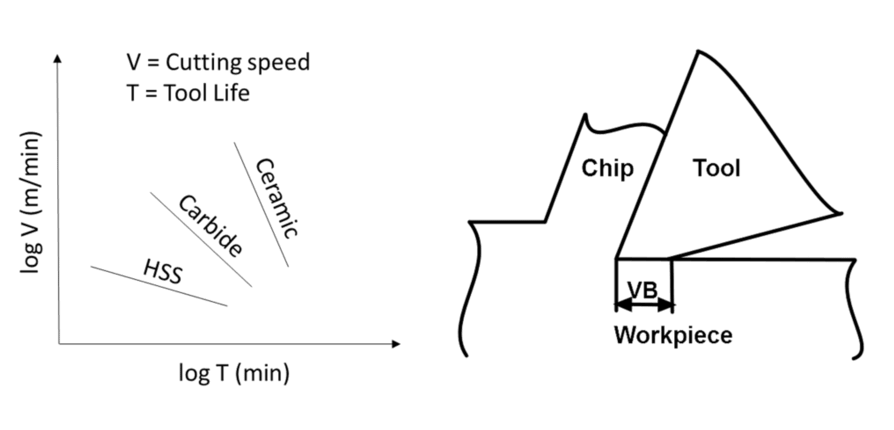
Darunter die zulässige Schnittgeschwindigkeit bei einer bestimmten Werkzeuglebensdauer ist der am häufigsten verwendete und für Ingenieure relevanteste quantitative Indikator:
- Allgemeine Metallwerkstoffe: Als Referenzwert wird die Schnittgeschwindigkeit bei Werkzeugstandzeit T = 60 min (vc₆₀) verwendet;
- Schwer zerspanbare Werkstoffe: Häufig wird die Schnittgeschwindigkeit bei Werkzeugstandzeit T = 20 min (vc₂₀) angewendet.
3.2Relativer Bearbeitbarkeitsindex Kr
Um den Vergleich verschiedener Werkstoffe zu erleichtern, wird in der Ingenieurpraxis häufig der relative Bearbeitbarkeitsindex Kr verwendet:Kr = Schnittgeschwindigkeit des Materials bei T = 60 min / Schnittgeschwindigkeit von AISI 1045-Stahl bei T = 60 min
Hierbei dient Stahl AISI 1045 (170–229 HBS) als Referenzmaterial.
- Kr > 1: Die Bearbeitbarkeit ist besser als bei 1045-Stahl;
- Kr < 1: Die Bearbeitbarkeit ist schlechter als bei Stahl 1045.
Dieser Index ist besonders nützlich für die Materialauswahl und die vorläufige Prozessplanung in technischen Anwendungen.
4.0Klassifizierung der Bearbeitbarkeit verschiedener Werkstoffe (Ingenieurperspektive)
Anhand des relativen Bearbeitbarkeitsindex Kr werden Werkstoffe in der Ingenieurpraxis üblicherweise in mehrere Stufen eingeteilt, die von „leicht zu bearbeiten“ bis „extrem schwer zu bearbeiten“ reichen. Diese Klassifizierung wird häufig zur schnellen Beurteilung der Bearbeitungsschwierigkeit bei der Werkstoffauswahl und Prozessplanung verwendet.
Eine allgemein anerkannte Regel lautet wie folgt:Mit zunehmender Festigkeit, Plastizität oder Hochtemperaturleistung des Materials nimmt die Bearbeitbarkeit tendenziell deutlich ab.
Dies erklärt, warum Titanlegierungen und Nickelbasis-Superlegierungen zwar hervorragende mechanische und thermische Eigenschaften aufweisen, aber extrem schwer zu bearbeiten sind.
5.0Welche Materialeigenschaften bestimmen die Bearbeitbarkeit?
5.1Härte und Festigkeit
Mit zunehmender Härte und Festigkeit steigt auch der Scherwiderstand beim Schneiden, was zu höheren Schnittkräften und Schnitttemperaturen sowie beschleunigtem Werkzeugverschleiß führt.
Die Erfahrung im Maschinenbau zeigt, dass Werkstoffe mit mittlerer Härte und gleichmäßiger Mikrostruktur für eine stabile Bearbeitung besser geeignet sind.
5.2Plastizität und Zähigkeit
- Übermäßige Plastizität: Beim Schneiden kommt es zu starker plastischer Verformung, wodurch sich die Kontaktfläche zwischen Werkzeug und Span vergrößert, die Reibung erhöht und die Bildung von Aufbauschneiden begünstigt wird;
- Übermäßige Zähigkeit: Der Energieverbrauch beim Schneiden steigt und das Brechen von Spänen wird erschwert.
Beide Zustände verringern die Bearbeitbarkeit erheblich.
5.3Wärmeleitfähigkeit
Materialien mit guter Wärmeleitfähigkeit können die beim Schneiden entstehende Wärme effizient über Span und Werkstück ableiten, wodurch die Temperatur in der Schnittzone gesenkt und der thermische Werkzeugverschleiß verringert wird.
Werkstoffe mit schlechter Wärmeleitfähigkeit, wie beispielsweise Titanlegierungen, neigen dazu, die Wärme in der Nähe der Schneide zu konzentrieren, was den Werkzeugverschleiß beschleunigt.
5.4Elastizitätsmodul
- Übermäßig hoher Elastizitätsmodul: höherer Schnittwiderstand beim Materialabtrag;
- Zu niedriger Elastizitätsmodul: ausgeprägte elastische Rückstellung nach dem Schneiden, wodurch die Reibung zwischen der Freifläche und der bearbeiteten Oberfläche zunimmt.
Beide Fälle sind ungünstig für die Stabilität der Bearbeitung.

6.0Wie kann die Bearbeitbarkeit in der Ingenieurpraxis verbessert werden?
6.1Verbesserung der Bearbeitbarkeit durch Wärmebehandlung
Durch eine geeignete Wärmebehandlung kann die Bearbeitungsleistung durch Modifizierung des Mikrogefüges deutlich verbessert werden:
- Niedrigkohlenstoffstähle: Normalisieren zur Kornfeinung und Reduzierung übermäßiger Plastizität;
- Hochkohlenstoffstähle: Kugelglühen zur Verringerung der Härte und Verbesserung des Spanbruchs;
- Gusseisen: Vor der Bearbeitung wird es geglüht, um innere Spannungen abzubauen und die Oberflächenhärte zu verringern.
6.2Verbesserung der Bearbeitbarkeit durch Optimierung der chemischen Zusammensetzung
In der Massenproduktion wird die Bearbeitbarkeit häufig durch die Legierungsgestaltung verbessert:
- Durch die Zugabe von Schwefel, Phosphor, Blei oder Kalzium zu Stahl kann der Schnittwiderstand verringert und die Spanbruchfähigkeit verbessert werden;
- Durch die Optimierung der Legierungszusammensetzung bei Nichteisenmetallen kann die Kornstruktur verfeinert und die Bearbeitungsstabilität verbessert werden.
6.3Bearbeitungsoptimierungsstrategien für typische schwer zerspanbare Werkstoffe
Hochfeste und ultrahochfeste Werkstoffe
Bei diesen Werkstoffen sind die Schnittkräfte typischerweise 20%–30% höher als bei AISI 1045-Stahl, was zu erhöhten Schnitttemperaturen und schnellem Werkzeugverschleiß führt.
Zu den Strategien im Ingenieurwesen gehören:
- Auswahl von Schneidwerkzeugmaterialien mit ausgezeichneter Hitzebeständigkeit und Verschleißfestigkeit;
- Die Schneidkantenfestigkeit kann durch Verringern des Spanwinkels oder durch Verwenden negativer Spanwinkel und Vergrößern des Werkzeugspitzenradius verbessert werden;
- Die Vorbearbeitung sollte nach Möglichkeit im geglühten oder normalisierten Zustand erfolgen;
- Die Schnittgeschwindigkeit angemessen steuern, anstatt übermäßig hohe Geschwindigkeiten anzustreben.
Materialien mit hoher Plastizität und niedriger Härte
Solche Werkstoffe neigen zu Verklebungen, Kaltverschweißungen und Aufbauschneidenbildung, was zu einer instabilen Oberflächenqualität führt.
Zu den wirksamen Maßnahmen gehören:
- Verwendung scharfer Schneidkanten zur Reduzierung von Schnittverformungen;
- Die Schnittgeschwindigkeit mäßig erhöhen, um die Bildung einer Aufbauschneide zu vermeiden;
- Durch die Anwendung geeigneter Vorschubgeschwindigkeiten lässt sich die Spanbrechfähigkeit verbessern.
7.0Fazit: Die Bearbeitbarkeit ist eine ingenieurtechnische Frage auf Systemebene.
Die Zerspanbarkeit von Metallen wird nicht durch einen einzelnen Faktor bestimmt, sondern durch das Zusammenwirken von Materialeigenschaften, Schneidwerkzeugcharakteristika und Bearbeitungsparametern.
In der Ingenieurpraxis:
- Auf der Materialebene: Die Bearbeitbarkeit kann durch Wärmebehandlung und Optimierung der chemischen Zusammensetzung verbessert werden;
- Auf Prozessebene: Für schwer zerspanbare Werkstoffe ist eine systematische Optimierung der Werkzeuge und Schnittparameter erforderlich.
Nur wenn man versteht, warum ein Material schwer zu bearbeiten ist, können wirklich effektive Bearbeitungsstrategien entwickelt werden, die eine ausgewogene Optimierung von Effizienz, Qualität und Kosten ermöglichen.
8.0Häufig gestellte Fragen zur Bearbeitbarkeit von Metallen
8.1Frage 1: Ist die Bearbeitbarkeit gleichbedeutend mit der Materialhärte?
Nein. Die Härte ist nur einer der Faktoren, die die Bearbeitbarkeit beeinflussen, und kein ausschlaggebender Indikator.
Bei der maschinellen Bearbeitung haben Plastizität, Zähigkeit, Wärmeleitfähigkeit, Elastizitätsmodul sowie Reibung und chemische Affinität zwischen Werkstückmaterial und Schneidwerkzeug einen signifikanten Einfluss auf das Zerspanungsverhalten. Titanlegierungen beispielsweise weisen keine besonders hohe Härte auf, gelten aber aufgrund ihrer geringen Wärmeleitfähigkeit und hohen chemischen Reaktivität dennoch als schwer zerspanbare Werkstoffe.
8.2Frage 2: Warum gelten Titanlegierungen im Allgemeinen als schwer zerspanbare Werkstoffe?
Die schlechte Bearbeitbarkeit von Titanlegierungen ist hauptsächlich auf folgende Faktoren zurückzuführen:
- Geringe Wärmeleitfähigkeit: Die beim Schneiden entstehende Wärme kann nur schwer abgeführt werden, was zu lokal hohen Temperaturen an der Werkzeugspitze führt;
- Hohe chemische Aktivität: starke Neigung zur Anhaftung an Werkzeugmaterialien, was zu Adhäsions- und Diffusionsverschleiß führt;
- Ausgeprägte elastische Rückstellung: erhöhte Reibung an der Werkzeugflanke.
Diese Faktoren wirken zusammen und machen Titanlegierungen anfällig für schnellen Werkzeugverschleiß, Kantenausbrüche und instabile Bearbeitungsbedingungen.
8.3Frage 3: Ist Edelstahl immer schwieriger zu bearbeiten als Kohlenstoffstahl?
Nicht unbedingt. Die Bearbeitbarkeit von Edelstahl hängt eng mit seiner Mikrostruktur zusammen:
- Austenitische Edelstähle: hohe Plastizität und starke Kaltverfestigung, was zu schlechter Bearbeitbarkeit führt;
- Bei einigen martensitischen Edelstählen kann die Bearbeitbarkeit unter geeigneten Wärmebehandlungsbedingungen an die von mittelgekohlten Stählen heranreichen oder etwas geringer sein;
- Automatenstähle aus Edelstahl: Schwefelhaltige Sorten eignen sich gut für die automatische und hochproduktive Bearbeitung.
Daher sollte Edelstahl nicht als ein einheitlich schwer zu bearbeitender Werkstoff betrachtet werden.
8.4Frage 4: Ist die Reduzierung der Schnittgeschwindigkeit die einzige Lösung, wenn die Bearbeitbarkeit schlecht ist?
Nein. Eine bloße Reduzierung der Schnittgeschwindigkeit lindert oft nur die Symptome, anstatt die eigentliche Ursache zu beheben.
Zu den effektiveren Ansätzen gehören:
- Auswahl geeigneterer Schneidwerkzeugmaterialien;
- Optimierung der Werkzeuggeometrie: Spanwinkel, Schneidkantenfestigkeit und Werkzeugspitzenradius;
- Anpassen der Kombination der Schnittparameter;
- Ändern Sie gegebenenfalls die Wärmebehandlungsbedingungen des Werkstücks.
In vielen Fällen kann eine angemessene Erhöhung der Schnittgeschwindigkeit tatsächlich dazu beitragen, die Bildung von Aufbauschneiden zu reduzieren und die Oberflächengüte zu verbessern.
8.5Frage 5: Wie bedeutend ist der Einfluss der Wärmebehandlung auf die Bearbeitbarkeit?
Die Auswirkungen sind erheblich. Durch Normalisieren, Glühen oder Kugelglühen kann eine Wärmebehandlung Folgendes bewirken:
- Die Mikrostruktur des Materials verändern;
- Schnittkräfte reduzieren;
- Verbesserung des Chipbruchverhaltens;
- Die Werkzeuglebensdauer wird deutlich verlängert.
Referenz
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability