

- 1.0Kernheizungsarten und Funktionsprinzipien
- 2.0Hauptmerkmale der Hochfrequenzerwärmung
- 3.0Technische Unterschiede zwischen Hochfrequenz- und Mikrowellenheizung (nur dielektrische Heizung)
- 4.0Anlagenstruktur und Prozessparameter
- 5.0Wichtigste Anwendungsgebiete
- 6.0Abschluss
- 7.0Häufig gestellte Fragen (FAQ)
- 7.1Ist Hochfrequenzerwärmung auf Metalle beschränkt?
- 7.2Können nicht-ferromagnetische Metalle (wie Aluminium oder Kupfer) effektiv mittels Induktionserwärmung erhitzt werden?
- 7.3Wie sollten Hochfrequenz- und Mikrowellenheizung ausgewählt werden?
- 7.4Gibt es einen standardisierten Frequenzbereich für Hochfrequenzerwärmung?
- 7.5Warum sollte die Aussparung für Kunststoffeinsätze 0,3–0,6 mm kleiner sein als der Metalleinsatz?
- 7.6Wie erreicht Hochfrequenzheizung eine bessere Energieeffizienz im Vergleich zu herkömmlichen Heizsystemen?
Überblick über Hochfrequenzerwärmung (HF-Erwärmung)
Dielektrische ErwärmungDie elektronische Erwärmung, auch Hochfrequenzerwärmung genannt, ist ein Verfahren zur Erwärmung dielektrischer Materialien mithilfe von elektrischen Wechselfeldern im Radiofrequenzbereich (HF), Radiowellen oder elektromagnetischer Mikrowellenstrahlung. Bei hohen Frequenzen entsteht Wärme durch die Rotationsbewegung von Dipolmolekülen im dielektrischen Material.
Hochfrequenzerwärmung nutzt elektromagnetische Energie (Radiowellen oder Mikrowellen), um Materialien durch die Erzeugung alternierender Magnet- oder elektrischer Felder zu erwärmen, die die Wärme direkt im Werkstück erzeugen. Da kein physischer Kontakt mit der Wärmequelle erforderlich ist, bietet dieses Verfahren eine schnelle, präzise, effiziente und kontrollierbare Wärmebehandlung. Die Hochfrequenzerwärmung umfasst im Allgemeinen zwei Hauptmechanismen: Induktionserwärmung für leitfähige Metalle (Wirbelstromeffekt) und dielektrische Erwärmung für isolierende Materialien (molekulare Reibung).
1.0Kernheizungsarten und Funktionsprinzipien
1.1Induktionserwärmung: Geeignet für metallische Werkstoffe
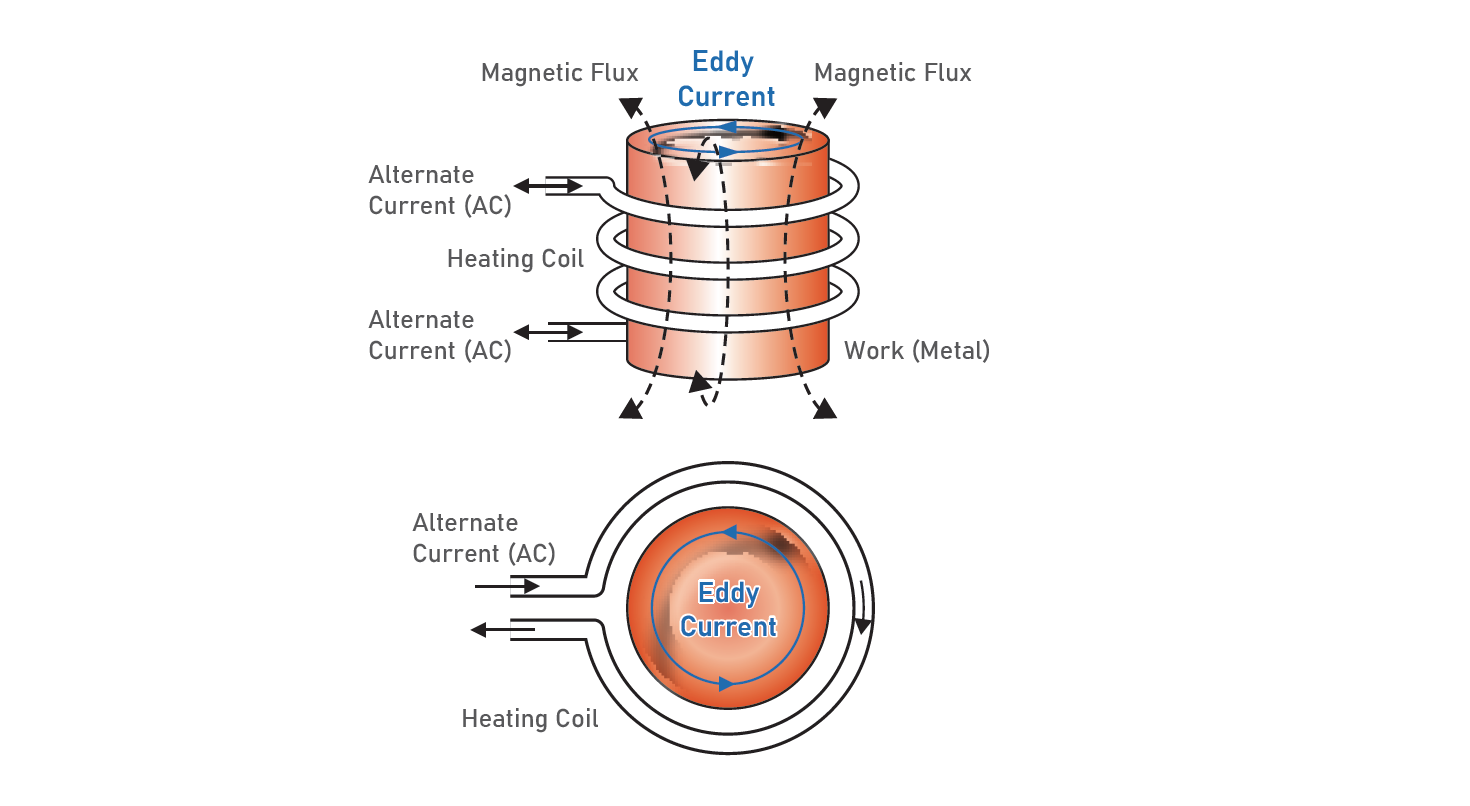
Induktionserwärmung ist ein berührungsloses Verfahren, bei dem elektromagnetische Induktion das Metall intern erwärmt. Ihr grundlegender Mechanismus beruht auf zwei Verlustkomponenten:
Wirbelstromverluste: Hochfrequenter Wechselstrom, der durch eine Induktionsspule fließt, erzeugt ein sich schnell änderndes Magnetfeld. Wird ein metallisches Werkstück (z. B. ein Rohr oder bearbeitete Teile) in dieses Feld eingebracht, entstehen im Metall starke Wirbelströme, ähnlich wie in der Sekundärspule eines Transformators. Diese Wirbelströme erzeugen Joulesche Wärme, die eine schnelle und gleichmäßige Erwärmung ermöglicht. Rohrendversiegelungsmaschinen nutzen dieses Prinzip beispielsweise, um Rohrenden zu erhitzen und anzuschmelzen und so eine saubere Versiegelung ohne innere Verunreinigungen zu gewährleisten.
HystereseverlusteDiese Effekte treten nur in ferromagnetischen Metallen wie Eisen und einigen Stählen auf. Durch die wiederholte Magnetisierung und Entmagnetisierung des Materials im Wechselfeld wird bei der Neuausrichtung der magnetischen Domänen zusätzliche Wärme erzeugt. Sobald die Metalltemperatur etwa 700 °C (Curie-Punkt) übersteigt, verschwinden die magnetischen Eigenschaften; die Hystereseverluste hören auf, und die Erwärmung erfolgt ausschließlich durch Wirbelstromeffekte.
Darüber hinaus wird die Induktionserwärmung durch den Skin-Effekt beeinflusst, bei dem sich hochfrequente Ströme in einer dünnen Oberflächenschicht des Metalls konzentrieren. Dies erhöht den effektiven Widerstand und verstärkt die Oberflächenerwärmung. Durch die Anpassung der Frequenz können Anwender die Wärmeeindringtiefe für Anwendungen wie Oberflächenhärtung, gleichmäßige Erwärmung oder Rohrabdichtung steuern.
1.2Dielektrische Erwärmung: Geeignet für nichtmetallische Werkstoffe
Dielektrische Erwärmung – auch bekannt als Hochfrequenzerwärmung oder elektronische Erwärmung – nutzt Hochfrequenz-Wechselfelder oder Mikrowellenstrahlung, um dielektrische Materialien zu erwärmen. Der primäre Mechanismus ist die Dipolrotation:
Molekulare DipolrotationUnter dem Einfluss eines hochfrequenten elektrischen Feldes versuchen polare Moleküle in Materialien wie Kunststoffen, Lebensmitteln, Holz und Textilien, sich entlang des Wechselfeldes auszurichten. Ihre schnelle Rotation und die innere Reibung erzeugen erhebliche Wärme, die zu einer volumetrischen Erwärmung führt (Wärme, die sich im gesamten Material verteilt und nicht von der Oberfläche nach innen aufsteigt).
Wärmeerzeugungsfaktoren: Die Heizleistung hängt vom dielektrischen Verlustfaktor, der Frequenz und der elektrischen Feldstärke ab. Da die Wärme im Inneren des Materials erzeugt wird, ist der Wirkungsgrad im Vergleich zu konduktiver oder konvektiver Erwärmung deutlich höher.
2.0Hauptmerkmale der Hochfrequenzerwärmung
2.1Berührungsloses Erhitzen
Die Wärme wird intern erzeugt, ohne direkten Kontakt mit Flammen oder Heizelementen, wodurch Verunreinigungen oder Oberflächenbeschädigungen vermieden werden. Dies ist entscheidend für Geräte wie beispielsweise Rohrendversiegelungsmaschinen wo eine saubere Abdichtung erforderlich ist.
2.2Hohe Effizienz und schnelle Erwärmung
Die Energie wirkt mit minimalen Verlusten direkt auf das Zielmaterial ein und ermöglicht so einen deutlich schnelleren Temperaturanstieg im Vergleich zu Wärmeleitung, Konvektion oder Infrarotheizung. Dies steigert die Produktivität bei Anwendungen wie Rohrabdichtung oder Metallhärtung erheblich.
2.3Präzision und Kontrolle
Durch die Anpassung der Frequenz lässt sich die Wärmeeindringung steuern (z. B. der Skin-Effekt bei der Induktionserwärmung). Dies ermöglicht die selektive Erwärmung der Oberfläche oder des Kerns. Rohrenddichtungssysteme können die Schmelzzone präzise steuern und so die Rohrverformung reduzieren.
2.4Breites Anwendungsgebiet
Geeignet sowohl für Metalle (Induktionserwärmung) als auch für dielektrische Nichtmetalle wie Kunststoffe, Lebensmittel und Textilien (dielektrische Erwärmung).
2.5Umweltfreundlich
Da nur das Werkstück erhitzt wird, wird der Energieverbrauch minimiert und es werden keine Schadstoffe freigesetzt.
3.0Technische Unterschiede zwischen Hochfrequenz- und Mikrowellenheizung (nur dielektrische Heizung)
Der Betriebsfrequenzbereich für dielektrische Erwärmung erstreckt sich von 5 MHz bis 5 GHz. Hochfrequenzerwärmung (HF-Erwärmung) bezieht sich typischerweise auf Frequenzen unter 100 MHz (üblicherweise 13,56 MHz und 27,12 MHz), während Mikrowellenerwärmung im Bereich von 500 MHz bis 5 GHz arbeitet (üblicherweise 900 MHz und 2,45 GHz). Beide fallen in die festgelegten ISM-Frequenzbänder, um Störungen von Kommunikationssystemen zu vermeiden. Die wesentlichen Unterschiede sind folgende:
| Merkmal | Hochfrequenz (HF) | Mikrowelle |
| Wellenlänge | Länger (11,2–22,4 m) | Kürzer (0,13–0,35 m) |
| Dominanter Polarisationsmechanismus | Raumladungspolarisation | Dipolorientierungspolarisation |
| Gerätekompatibilität | Geeignet für großformatige oder große Werkstücke | Geeignet für mittelgroße Werkstücke und kontinuierliche Bearbeitung |
4.0Anlagenstruktur und Prozessparameter
4.1Komponenten eines Hochfrequenz-Induktionsheizsystems
Ein typisches Hochfrequenz-Induktionsheizsystem besteht aus drei Hauptkomponenten:
Hochfrequenz-Stromgenerator: Erzeugt die benötigte elektrische Hochfrequenzenergie.
Matching-Netzwerk: Gewährleistet eine effiziente Leistungsübertragung und Impedanzanpassung zwischen Generator und Induktionsspule.
Induktionsspule: Häufig werden sie aus Litzendraht gefertigt, um Hochfrequenzverluste zu minimieren. Diese Konstruktion eignet sich hervorragend für die Integration in automatisierte Produktionslinien.
Für RohrverschlussmaschinenDie Spulen werden individuell an den Rohrdurchmesser und das Material angepasst, um das Magnetfeld auf das Rohrende zu fokussieren und so eine präzise und lokalisierte Erwärmung zu ermöglichen.
Diese Systeme sind kompakt, leicht, benötigen keine Vorheizung und liefern eine sofortige Heizleistung, wodurch sie sich für industrielle Automatisierungsumgebungen eignen.
4.2Wichtige Prozessparameter
Anwendungsbereiche für Kunststoffeinsätze: Bei der Verwendung von Hochfrequenz-Induktionserwärmung zum Einbetten von Metalleinsätzen (wie Muttern oder Schrauben) in Kunststoffbauteile müssen folgende Parameter berücksichtigt werden:
- Lochdurchmesser-Design: Die Aussparung im Kunststoffteil sollte 0,3–0,6 mm kleiner sein als der Durchmesser des Metalleinsatzes, um einen Schmelzspielraum zu gewährleisten.
- Hilfsstrukturen: Es sollten Schraubenführungselemente und Schmelzeableitungskanäle integriert werden.
- Betriebsverfahren: Der Metalleinsatz wird induktionserhitzt und sofort mit einem Stempel in das vorgesehene Loch gepresst, gefolgt von kontrollierter Luftkühlung.
Anwendungen zur Rohrendabdichtung: Rohrverschlussmaschinen Die Frequenz muss dem Röhrenmaterial angepasst werden. Ferromagnetische Röhren profitieren sowohl von der Hysterese als auch von der Wirbelstromerwärmung, während nicht-ferromagnetische Materialien wie Aluminium höhere Frequenzen benötigen, um den Skin-Effekt zu verstärken.
Die Heizdauer muss im Millisekundenbereich kontrolliert werden, um übermäßiges Schmelzen oder unvollständiges Versiegeln zu verhindern. Einige Systeme verfügen über Luftkühlmodule zur schnellen Formgebung und Verfestigung.


5.0Wichtigste Anwendungsgebiete
5.1Anwendungen der Induktionserwärmung
- Metallverarbeitung: Härten, Hartlöten, Weichlöten, Glühen von Automobil- und Luftfahrtkomponenten; Metallschmelzen; Oberflächenhärten von Zahnrädern, Sägeblättern und Antriebswellen; Härten von Munitionskomponenten; Rohrendversiegelung für Metallrohre wie Hydraulikrohre und Schläuche für medizinische Instrumente.
- Abdichtung und Reinigung: Originalitätsversiegelung aus Aluminiumfolie für Pharma- und Getränkeflaschen; Entgasung von Gettern in Vakuumröhren, Kathodenstrahlröhren und Gasentladungslampen.
- Spezialverarbeitung: Zonenschmelzen für die Halbleiterfertigung; sterile Erwärmung und thermische Sterilisation von medizinischen Instrumenten.
- Alltagsanwendungen: Induktionskochfelder und intelligente Reiskocher.
5.2Anwendungen für dielektrische Erwärmung
- Lebensmittelindustrie: Trocknen, Backen, Auftauen und Kochen.
- Kunststoffe und Textilien: Schweißen, Trocknen, Polymerisationsprozesse und Einbetten von Metalleinsätzen (Muttern, Schrauben) in Kunststoffbauteile.
- Zusätzliche Felder: Papiertrocknung, Vulkanisation und Vorwärmen von Gummi für die Formgebung, Vakuum-Mikrowellentrocknung in der pharmazeutischen Produktion (insbesondere für wärmeempfindliche, hochwertige Verbindungen) und therapeutische Gewebereparatur in der Medizin.
6.0Abschluss
Die Hochfrequenz-Heiztechnologie nutzt den grundlegenden Vorteil der internen Wärmeerzeugung und unterstützt sowohl Induktions- als auch dielektrische Erwärmung, um ein breites Spektrum an Anforderungen in der Metall- und Nichtmetallverarbeitung zu erfüllen. Ihre berührungslose, effiziente und präzise steuerbare Funktionsweise überwindet gängige Probleme konventioneller Heizmethoden wie Kontamination, Ineffizienz und instabile Temperaturregelung.
Dank ihrer hohen Kompatibilität mit automatisierten Produktionslinien findet die Hochfrequenzerwärmung breite Anwendung in der Automobil-, Lebensmittel-, Pharma- und Elektronikindustrie. Ob zur Oberflächenhärtung von Metallbauteilen, zum Einbetten von Einsätzen in Kunststoffprodukte oder zur Schnelltrocknung von Lebensmitteln – die Hochfrequenzerwärmung hat sich aufgrund ihrer flexiblen Frequenzeinstellung, der kontrollierbaren Heiztiefe und des umweltfreundlichen Betriebs zu einer unverzichtbaren Kerntechnologie in der modernen Fertigung entwickelt.
7.0Häufig gestellte Fragen (FAQ)
7.1Ist Hochfrequenzerwärmung auf Metalle beschränkt?
Nein. Hochfrequenzerwärmung umfasst die Induktionserwärmung von Metallen und die dielektrische Erwärmung von nichtmetallischen Werkstoffen. Die dielektrische Erwärmung findet Anwendung bei Kunststoffen, Lebensmitteln, Textilien, Holz und anderen dielektrischen Materialien durch Dipolrotationsmechanismen.
7.2Können nicht-ferromagnetische Metalle (wie Aluminium oder Kupfer) effektiv mittels Induktionserwärmung erhitzt werden?
Ja. Obwohl nicht-ferromagnetische Metalle keine Hystereseverluste aufweisen, lassen sie sich dennoch effizient durch Wirbelstromverluste erwärmen. Eine Erhöhung der Betriebsfrequenz verstärkt den Skin-Effekt und verbessert so die Heizleistung.
7.3Wie sollten Hochfrequenz- und Mikrowellenheizung ausgewählt werden?
Die Wahl des Verfahrens hängt von den Materialeigenschaften und den Produktionsanforderungen ab. Hochfrequenzheizung ermöglicht eine tiefere Eindringtiefe und eignet sich für großformatige oder große Werkstücke (z. B. großflächige Papiertrocknung). Mikrowellenheizung bietet eine geringere Eindringtiefe und ist ideal für mittelgroße, kontinuierliche Prozesse (z. B. schnelles Erhitzen von Lebensmitteln, Vakuumtrocknung von Pharmazeutika).
7.4Gibt es einen standardisierten Frequenzbereich für Hochfrequenzerwärmung?
Die dielektrische Erwärmung erstreckt sich im Allgemeinen von 5 MHz bis 5 GHz, wobei Hochfrequenz (HF) typischerweise Frequenzen unter 100 MHz und Mikrowellenerwärmung den Bereich von 500 MHz bis 5 GHz umfasst. Für industrielle Anwendungen müssen die festgelegten ISM-Frequenzbänder, wie z. B. 13,56 MHz oder 2,45 GHz, eingehalten werden, um Störungen von Kommunikationssystemen zu vermeiden.
7.5Warum sollte die Aussparung für Kunststoffeinsätze 0,3–0,6 mm kleiner sein als der Metalleinsatz?
Dieser Spalt dient als Schmelzspielraum. Beim Einpressen des erhitzten Metalleinsatzes in die Kunststofföffnung gewährleistet der geringe Größenunterschied ein optimales Aufschmelzen, eine feste Verbindung sowie eine verbesserte mechanische Festigkeit und Dichtungsleistung.
7.6Wie erreicht Hochfrequenzheizung eine bessere Energieeffizienz im Vergleich zu herkömmlichen Heizsystemen?
Die Wärme wird direkt im Material erzeugt, wodurch das Erwärmen der Umgebungsluft oder von Geräteoberflächen entfällt. Dies minimiert Wärmeverluste während des Wärmetransports. Zudem verkürzt die extrem schnelle Aufheizrate die Produktionszyklen und reduziert den Gesamtenergieverbrauch.
Referenz
https://en.wikipedia.org/wiki/Dielectric_heating
https://www.thermopedia.com/de/content/850/
https://www.canroon.com/Industry-Insights/Understanding-High-Frequency-Induction-Heaters-and-Their-Working-Principles
https://avioweld.com/highfrequency/


