

- 1.0Was ist ein Bearbeitungsprozesssystem?
- 2.0Wie werden bearbeitete Oberflächen von Maschinenteilen geformt?
- 3.0Was sind Erzeugungslinien auf einer Werkstückoberfläche? Welche Methoden werden verwendet, um sie zu erzeugen?
- 4.0Welche Bewegungen sind bei der Werkstückbearbeitung erforderlich?
- 5.0Was ist eine Schneidebewegung? Wie wird sie klassifiziert?
- 6.0Was ist eine zusammengesetzte Schnittbewegung?
- 7.0Was sind Hilfsbewegungen?
- 8.0Häufig gestellte Fragen
Im Bereich der mechanischen Fertigung bildet das Bearbeitungsprozesssystem den Kern, der die präzise Teilefertigung ermöglicht. Die folgenden Abschnitte erläutern dessen zugrundeliegende Prinzipien und Funktionsweise anhand strukturierter Erklärungen.
1.0Was ist ein Bearbeitungsprozesssystem?
Ein Bearbeitungsprozesssystem, kurz Prozesssystem, ist ein Zerspanungssystem, bestehend aus verschiedenen Werkzeugmaschinen wie Dreh-, Fräs- und Schleifmaschinen, Schneidwerkzeugen, Vorrichtungen und dem Werkstück. Seine Hauptfunktion ist die Umwandlung von Rohmaterialien oder Zuschnitten in mechanische Teile mit vorgegebenen Formen, Abmessungen und Qualitätsanforderungen. Ob ein Prozesssystem die Bearbeitungsanforderungen erfüllt und die gewünschte Oberflächenformung erzielt, hängt nicht nur von geeigneten geometrischen und verfahrenstechnischen Parametern ab, sondern auch von den Eigenschaften der einzelnen Komponenten und dem Gesamtverhalten des Systems, das durch deren Zusammenspiel entsteht.

2.0Wie werden bearbeitete Oberflächen von Maschinenteilen geformt?
Ungeachtet der Komplexität eines mechanischen Bauteils bestehen seine Oberflächen letztlich aus Kombinationen grundlegender Oberflächentypen. Die Essenz der Zerspanung liegt im Prozess der Erzeugung der benötigten Funktionsflächen durch spezifische Schneidverfahren.
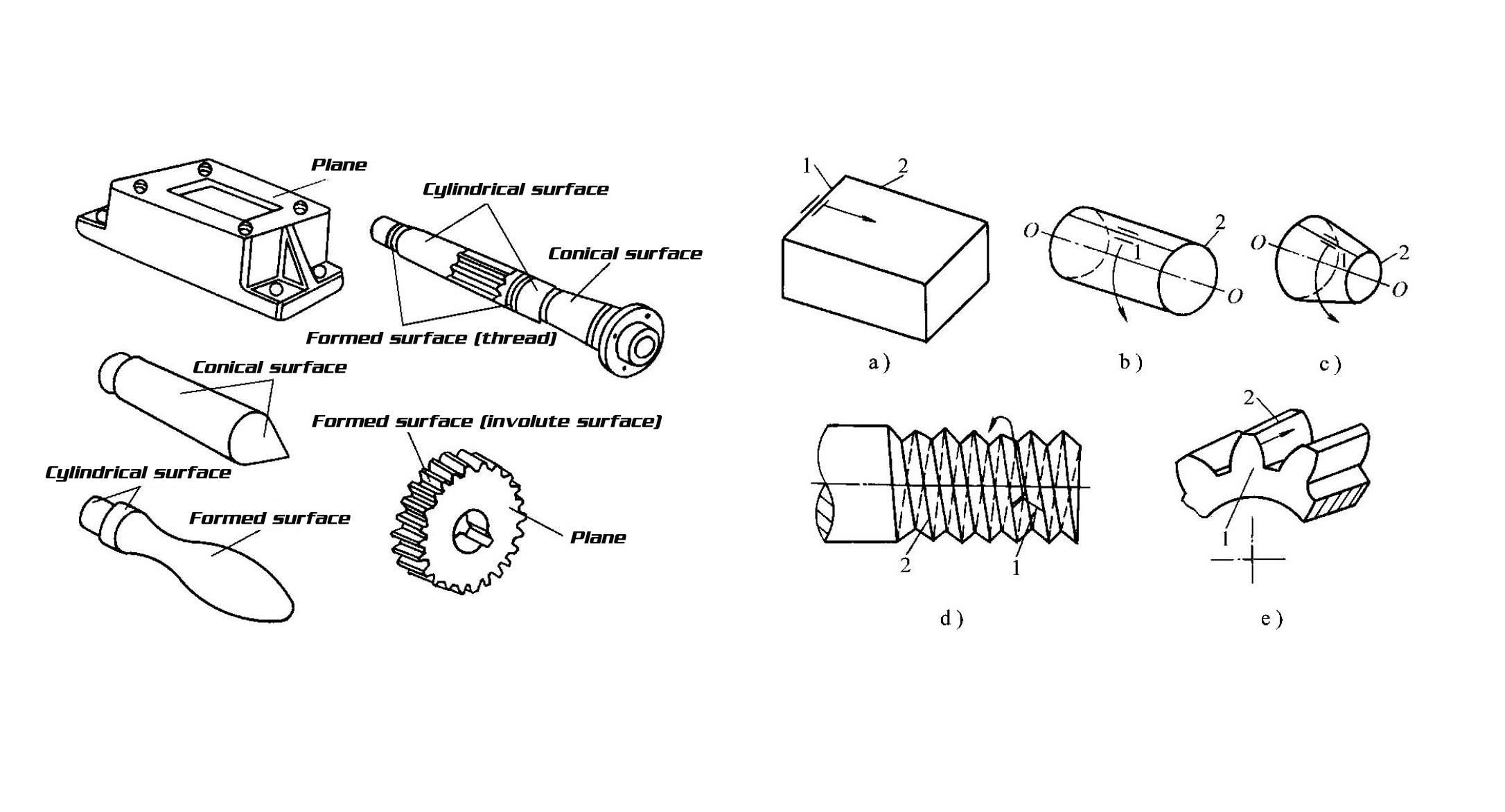
2.1Gängige Arten von Werkstückoberflächen
- Flugzeuge
- Zylindrische Oberflächen
- Kegelflächen
- Geformte Oberflächen (wie Gewindeflächen und Evolventenzahnflächen)
- Spezielle Flächen (wie z. B. sphärische Flächen, toroidale Flächen und hyperbolische Flächen)
2.2Wie werden Werkstückoberflächen erzeugt?
Die meisten Standard-Oberflächen lassen sich durch die Bewegung einer Mantellinie entlang einer Leitlinie formen. Mantellinie und Leitlinie, zusammen als Erzeugende Linien bezeichnet, sind die grundlegenden Elemente, die eine Oberfläche definieren. Bei der Bearbeitung auf konventionellen Drehmaschinen, CNC-Fräsmaschinen und ähnlichen Anlagen erzeugen die relativen und koordinierten Bewegungen des Werkstücks und des Schneidwerkzeugs diese beiden Linien und somit die gewünschte Oberflächengeometrie.
3.0Was sind Erzeugungslinien auf einer Werkstückoberfläche? Welche Methoden werden verwendet, um sie zu erzeugen?
Erzeugendenlinien bezeichnen zusammenfassend die Mantellinie und die Leitlinie, die die Oberfläche eines Werkstücks bilden. Um eine bearbeitete Oberfläche zu erzeugen, müssen diese beiden Erzeugendenlinien zunächst durch spezifische Verfahren hergestellt werden. Die Herstellung von Erzeugendenlinien lässt sich derzeit grob in vier Hauptverfahren unterteilen.
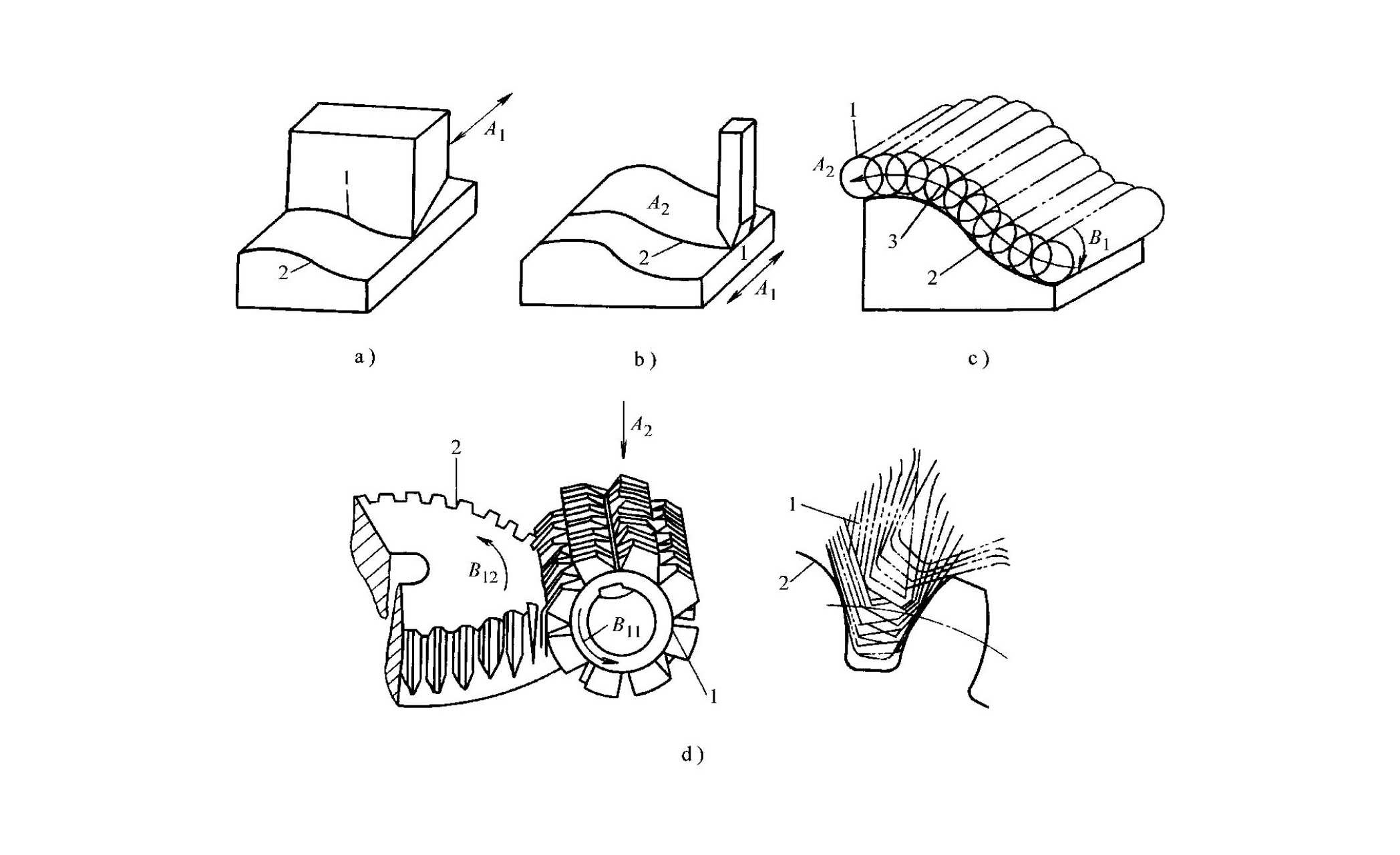
Formgebungsverfahren: Die Schneidekante repliziert direkt die Generatrix. Der Das Umformverfahren zeichnet sich durch Linienkontakt aus. Die Schneide des Werkzeugs liegt linienförmig an der Werkstückoberfläche an, und ihre Form entspricht exakt einer Mantellinie der Oberfläche. Beispiel: Beim Planen einer gekrümmten Oberfläche auf einer Hobelmaschine entspricht das Profil der Werkzeugschneide der Mantellinie der Werkstückoberfläche, die direkt durch die Werkzeuggeometrie bestimmt wird.
Trajektorienmethode: Werkzeugspitzenbewegung erzeugt die Erzeugung Linie. Der Die Trajektorienmethode beinhaltet einen approximativen Punktkontakt, wobei die Erzeugungslinie durch die Bewegungsbahn der Werkzeugspitze entsteht. Beispiele:
- Planen einer ebenen Fläche auf einer Portalhobelmaschine: Die geradlinige Bewegung des Werkzeugs erzeugt eine gerade Mantellinie.
- Bearbeitung einer gekrümmten Oberfläche auf einer CNC-Fräsmaschine: Die Bewegung des Werkzeugs entlang einer gekrümmten Bahn erzeugt eine gekrümmte Leitlinie.
Tangentialverfahren: Die Hüllkurve der rotierenden Werkzeugwege bildet die Linie. In Bei der Tangentialmethode werden rotierende Werkzeuge wie Fräser oder Schleifscheiben verwendet. Das Werkzeug rotiert und bewegt sich gleichzeitig entlang einer definierten Bahn, wobei die Bewegungsbahnen der Schneidkanten die Erzeugendenlinie der Oberfläche umschließen. Beispiele:
- Flächenfräsen auf einer Vertikalfräsmaschine: Die Kombination aus Fräserrotation und Mittelbahnbewegung bewirkt, dass die Schnittpunktbahnen die erforderliche Erzeugungslinie umschließen.
- Schleifen einer zylindrischen Oberfläche auf einer Außenrundschleifmaschine: Die Rotation der Schleifscheibe in Verbindung mit dem axialen Vorschub erzeugt durch tangentiale Einwirkung die Mantellinie.
Erzeugungsmethode: Rollbewegung erzeugt eine Evolvente Das Erzeugungsverfahren beruht auf der Erzeugung einer Schnittbewegung zwischen Werkzeug und Werkstück. Schneide und Werkstückoberfläche stehen in Punktkontakt, und das Werkzeug rollt relativ zum Werkstück in einer erzeugenden Bewegung. Die Hüllkurve der Schneidkantenpositionen über die Zeit bildet die Erzeugungslinie. Beispiele:
- Wälzfräsen von Zylinderverzahnungen auf einer Wälzfräsmaschine: Wälzfräser und Werkstück rotieren synchron in einer erzeugenden Bewegung, und die Hüllkurve der Schneidkanten des Wälzfräsers bildet die Evolventen-Mantellinie der Zahnoberfläche.
- Das Formen von Zahnrädern auf einer Zahnradformmaschine gehört ebenfalls zum Herstellungsverfahren.
4.0Welche Bewegungen sind bei der Werkstückbearbeitung erforderlich?
Um eine Werkstückoberfläche zu erhalten, die den Konstruktionsanforderungen entspricht, müssen Werkzeug und Werkstück gezielt bewegt werden, sodass mithilfe der oben beschriebenen Methoden die gewünschten Konturen entstehen. Diese Bewegungen lassen sich in oberflächenformende und schneidende Bewegungen unterteilen. Oberflächenformende Bewegungen werden geometrisch definiert, während schneidende Bewegungen die praktischen Aspekte der Metallbearbeitung berücksichtigen.
4.1Was ist oberflächenbildende Bewegung?
Die oberflächenformende Bewegung bezeichnet die Bewegung, die zur Erzeugung der Erzeugendenlinien einer Werkstückoberfläche erforderlich ist. Ihre Art und Anzahl hängen von der Form der zu bearbeitenden Oberfläche, dem Bearbeitungsverfahren und der Werkzeugstruktur ab.
| Bewegungsart | Definition | Beispiel |
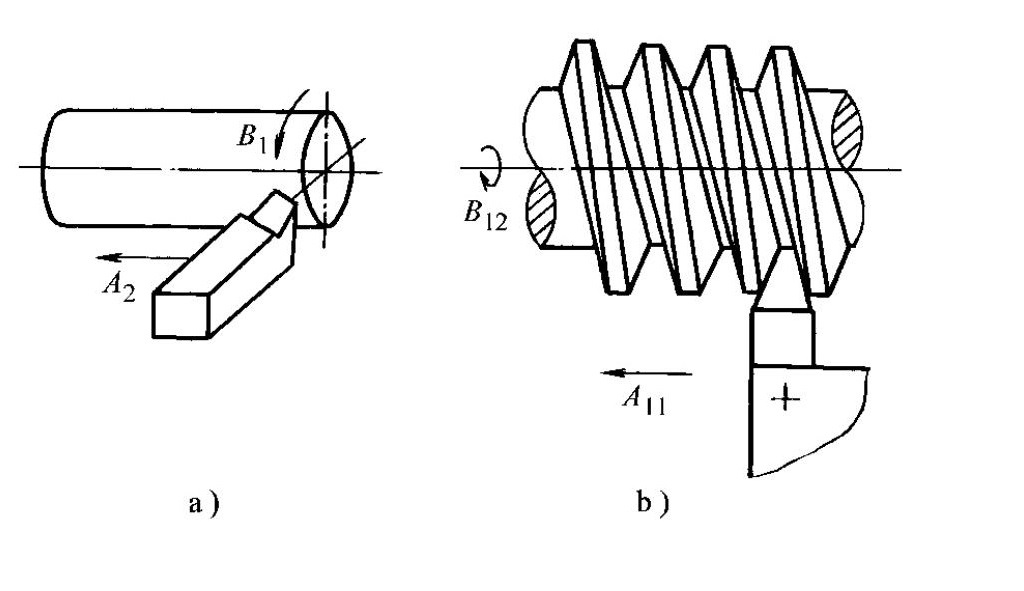
| Einfache Bewegung | Eine formgebende Bewegung, die durch eine einzelne Dreh- oder Linearbewegung erreicht wird | Drehen eines Außenzylinders auf einer konventionellen Drehmaschine: die Rotation des Werkstücks und der Längsvorschub des Werkzeugs |
| Zusammengesetzte Bewegung | Eine Bewegung, die sich aus zwei oder mehr Dreh- und Linearbewegungen zusammensetzt, die in einem streng definierten relativen Verhältnis zueinander stehen | 1. Gewindedrehen auf einer Drehmaschine: die Kombination aus Werkstückrotation und Werkzeugvorschub. 2. Wälzfräsen: die erzeugende Bewegung zwischen Wälzfräser und Werkstück. |
5.0Was ist eine Schneidebewegung? Wie wird sie klassifiziert?
Beim Zerspanen von Metallen bezeichnet man die Relativbewegung zwischen Werkzeug und Werkstück, die überschüssiges Material abträgt, als Schnittbewegung. In der praktischen Bearbeitung manifestieren sich oberflächenformende Bewegungen als Schnittbewegungen. Je nach ihrer Funktion werden Schnittbewegungen in Vorschub- und Hauptbewegungen unterteilt.
| Bewegungsart | Kerneigenschaften | Beispiele |
| Primärbewegung: Die Kernbewegung für die Materialabtragung | – Hauptbewegung der Werkzeugmaschine – Zweck: Erzeugung einer Relativbewegung zum Abtragen der Schnittschicht – Merkmale: höchste Schnittgeschwindigkeit, höchster Energieverbrauch, nur eine Hauptbewegung pro Arbeitsgang | – Rotationsbewegung: Werkstückrotation beim Drehen auf einer konventionellen Drehmaschine; Werkzeugrotation beim Fräsen auf einer Vertikalfräsmaschine – Lineare Bewegung: Hin- und Herbewegung des Werkzeugs beim Hobeln auf einer Stoßmaschine |
| Vorschubbewegung: Die Hilfsbewegung für kontinuierliches Schneiden | – Zusätzliche Bewegung, die von der Werkzeugmaschine bereitgestellt wird – Zweck: Zusammenwirken mit der Hauptbewegung, um kontinuierliches oder intermittierendes Schneiden zu ermöglichen – Merkmale: geringerer Stromverbrauch, Anzahl kann eins, mehrere oder keine sein | – Kontinuierliche Bewegung: Längsbewegung eines Drehwerkzeugs beim Außendrehen auf einer konventionellen Drehmaschine – Intermittierende Bewegung: Querbewegung des Werkstücks beim Hobeln auf einer Stoßmaschine – Mehrfache Bewegungen: Quervorschub der Schleifscheibe beim Außenrundschleifen – Keine Bewegung: Räumen |
6.0Was ist eine zusammengesetzte Schnittbewegung?
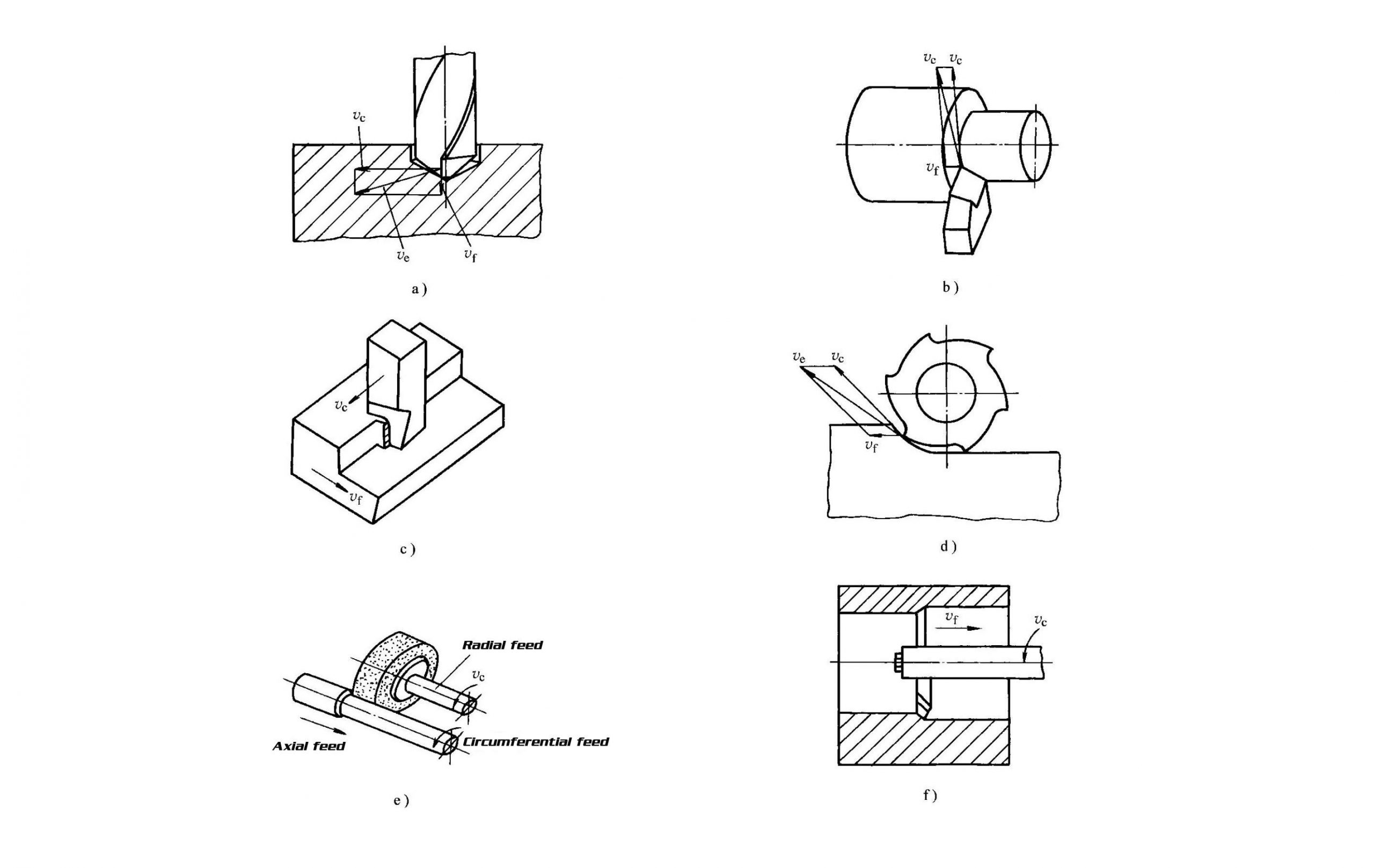
Wenn die primäre Bewegung und die Vorschubbewegung gleichzeitig erfolgen, wird ihre Resultierende als zusammengesetzte Schnittbewegung bezeichnet.
- Die momentane Bewegungsrichtung eines ausgewählten Punktes an der Schneide relativ zum Werkstück wird als zusammengesetzte Schnittrichtung bezeichnet.
- Die Geschwindigkeit dieses Punktes, definiert als die Vektorsumme der primären Bewegungsgeschwindigkeit und der Vorschubbewegungsgeschwindigkeit, wird als zusammengesetzte Schnittgeschwindigkeit bezeichnet (ausgedrückt als: ve = vc + vf).
Beispiele für zusammengesetzte Schneidbewegungen:
- Außendrehen auf einer konventionellen Drehmaschine: Die Kombination aus Werkstückrotation (Primärbewegung, vc) und Längsvorschub des Werkzeugs (Vorschubbewegung, vf) erzeugt eine spiralförmige Bahn für den gewählten Punkt an der Schneide.
- Außenrundschleifen: Die Rotation der Schleifscheibe und die axiale Bewegung des Werkstücks wirken zusammen
7.0Was sind Hilfsbewegungen?
Neben den eigentlichen Schneidbewegungen benötigen Werkzeugmaschinen Hilfsbewegungen, um die relative Position von Werkzeug und Werkstück anzupassen oder unterstützende Vorgänge durchzuführen. Diese Bewegungen tragen nicht direkt zum Materialabtrag bei, sind aber unerlässlich für einen reibungslosen und effizienten Bearbeitungsprozess.
Gängige Beispiele für Hilfsbewegungen:
- Schnelles Anfahren und Zurückziehen der Werkzeuge an CNC-Drehmaschinen
- Spindelrückzug auf radialer Bohrmaschinen
- Teilbewegung eines Teilkopfes in Verbindung mit einer Fräsmaschine
8.0Häufig gestellte Fragen
Frage 1: Was sind die Kernkomponenten eines Bearbeitungsprozesssystems?
A: Ein Bearbeitungsprozesssystem besteht aus vier Hauptelementen: Werkzeugmaschinen wie Dreh-, Fräs- und Schleifmaschinen, Schneidwerkzeugen, Vorrichtungen und dem Werkstück. Diese Komponenten arbeiten als integriertes System zusammen, um den Zerspanungsprozess vom Rohmaterial bis zum fertigen Bauteil abzuschließen.
Frage 2: Worin besteht der Hauptunterschied zwischen der Primärbewegung und der Vorschubbewegung?
A: Die Hauptbewegung ist die grundlegende Bewegung, die für den Materialabtrag verantwortlich ist. Sie zeichnet sich durch die höchste Schnittgeschwindigkeit und den größten Energieverbrauch aus und tritt bei jedem Zerspanungsvorgang als einzelne Bewegung auf. Die Vorschubbewegung ist eine Hilfsbewegung, die mit der Hauptbewegung zusammenarbeitet, um einen kontinuierlichen oder intermittierenden Schnitt zu ermöglichen. Sie verbraucht deutlich weniger Energie und kann je nach Bearbeitungsprozess aus einer, mehreren oder auch gar keiner Vorschubbewegung bestehen.
Frage 3: Warum wird die kombinierte Schnittgeschwindigkeit als Vektorsumme der primären Bewegungsgeschwindigkeit und der Vorschubgeschwindigkeit definiert?
A: Primärbewegung und Vorschubbewegung erfolgen gleichzeitig als Relativbewegungen zwischen Werkzeug und Werkstück. Da die Geschwindigkeit eine Vektorgröße ist, müssen sowohl Betrag als auch Richtung berücksichtigt werden. Die Gesamtschnittgeschwindigkeit ergibt sich daher als Vektorsumme aus Primärbewegungsgeschwindigkeit und Vorschubgeschwindigkeit.
Frage 4: Was ist die typischste Anwendung der Generierungsmethode?
A: Die typischste Anwendung ist die Bearbeitung von Stirnrädern auf einer Wälzfräsmaschine. Durch die Erzeugung einer synchronen Rotation zwischen Wälzfräser und Werkstück bildet die Hüllkurve der Schneidkanten des Wälzfräsers die Evolventen-Mantellinie der Zahnflanke. Auch die Zahnradbearbeitung auf einer Wälzkörperformmaschine zählt zum Erzeugungsverfahren.
Frage 5: Wenn Hilfsbewegungen nicht am Materialabtrag beteiligt sind, warum sind sie dann trotzdem wichtig?
A: Hilfsbewegungen dienen der Justierung der relativen Positionen von Werkzeug und Werkstück sowie der Durchführung von Vorgängen wie Spannen, Positionieren und Indexieren. Sie sind unerlässlich für eine kontinuierliche und effiziente Bearbeitung. Ohne Hilfsbewegungen kann eine Werkzeugmaschine keinen normalen Bearbeitungszyklus abschließen.
Referenz
https://bharatforge.eu/artikel/what-is-machining-procedure-significance-and-applications/?lang=en
https://admati.com/the-importance-of-machining-types-of-equipment-and-machining-methods/
https://www.nutech.de/en/services/machining/