

- 1.0Warum ist die Aluminiumlegierung 6063 in der Fertigung so beliebt?
- 2.0Mechanische Eigenschaften der Aluminiumlegierung 6063
- 3.0Chemische Zusammensetzung der Aluminiumlegierung 6063
- 4.0Häufige Anwendungen der Aluminiumlegierung 6063
- 5.0Wie schneidet 6063 im Vergleich zu anderen gängigen Aluminiumlegierungen ab?
- 6.0Wichtige Vorbereitungen vor der Bearbeitung: Kontrolle der Eigenspannungen
- 7.0Wie man die Aluminiumlegierung 6063 effizient bearbeitet (schneidet)
- 8.0Wie man die Aluminiumlegierung 6063 richtig schweißt
- 9.0Wie man die Aluminiumlegierung 6063 wärmebehandelt
- 10.0Wie man eine hohe Oberflächenqualität für die Aluminiumlegierung 6063 sicherstellt
- 11.0Häufig gestellte Fragen (FAQ)
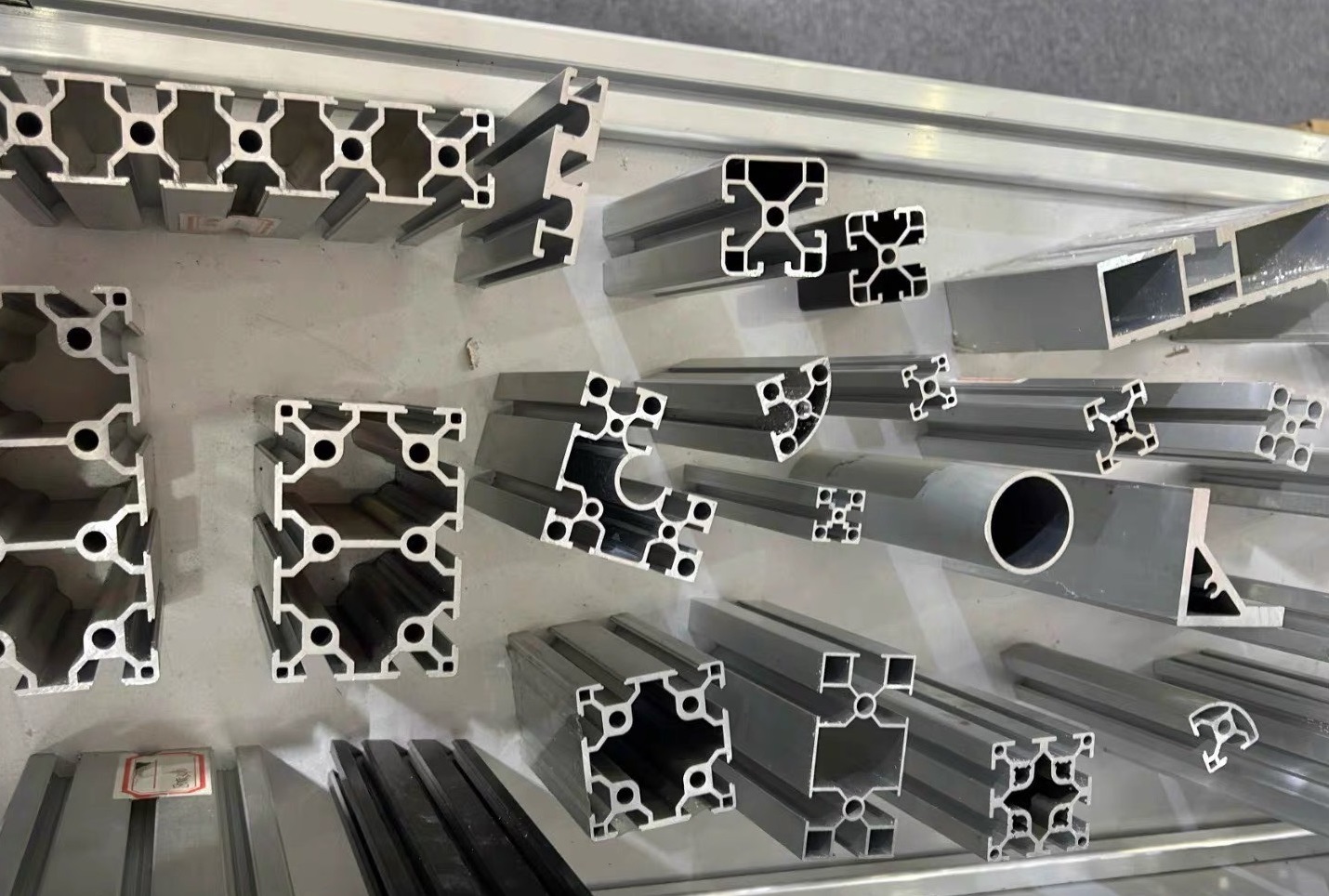
Aluminium 6063 Diese Legierung gehört zur Aluminium-Magnesium-Silizium-Familie (Al-Mg-Si) und ist eine wärmebehandelbare Legierung, die speziell für die Strangpressung entwickelt wurde. Zu ihren wichtigsten Vorteilen zählen die hervorragende Strangpressbarkeit, die erstklassige Oberflächengüte und die hohe Korrosionsbeständigkeit. Nach der Verarbeitung weist sie ein gleichmäßiges und ansprechendes Erscheinungsbild auf und ist daher ein bevorzugtes Material für Architekturprofile und dekorative Bauteile. Sie findet außerdem breite Anwendung in industriellen Rahmensystemen und Gehäusen für elektronische Geräte.
Durch Härteverfahren wie T5 und T6 erreicht 6063 ein ausgewogenes Verhältnis von mittlerer Festigkeit und guter Umformbarkeit, wodurch es sich besonders für die Serienfertigung komplexer Querschnittsprofile eignet.
1.0Warum ist die Aluminiumlegierung 6063 in der Fertigung so beliebt?
6063 hat sich aufgrund seiner Leistungsoptimierung für Umform- und Dekorationsanwendungen zu einer der am weitesten verbreiteten Aluminiumprofillegierungen entwickelt:
- Extrudierbarkeit: Die hervorragende Extrudierbarkeit ermöglicht die Herstellung komplexer Profilformen mit hoher Effizienz.
- Oberflächenbeschaffenheit: Ausgezeichnete Oberflächenqualität mit gleichmäßiger, hochwertiger Farbe nach dem Anodisieren
- Korrosionsbeständigkeit: Hohe Beständigkeit gegen Korrosion und Oxidation, ideal für dekorative und strukturelle Bauteile im Außenbereich.
- Schweißbarkeit: Gute Schweißleistung mit minimaler Verformung, was eine einfache Montage ermöglicht.
- Kosteneffizienz: Moderate Kosten, stabiles Angebot in großem Umfang und hoher Gesamtwert
- Bearbeitbarkeit: Geringer Zerspanungsaufwand und bequeme Nachbearbeitung
Durch seinen geringen Verunreinigungsgehalt und seine gleichmäßige metallurgische Struktur bietet es ein ideales Gleichgewicht zwischen Ästhetik und struktureller Stabilität und eignet sich daher besonders für Anwendungen wie Gebäudefassaden und Fenster- und Türsysteme, bei denen Aussehen und Witterungsbeständigkeit von entscheidender Bedeutung sind.

2.0Mechanische Eigenschaften der Aluminiumlegierung 6063
(Hinweis: Die genauen Werte variieren je nach Temperierung.)
- Zugfestigkeit (T6): 210–260 MPa
- Streckgrenze (T6): ~170 MPa
- Verlängerung: 12–18%
- Härte: 70–85 HB
- Dichte: 2,70 g/cm³
- Schmelzbereich: 607–650 °C
Eigenschaftenunterschiede je nach Temperament
- 6063-O: Niedrigste Festigkeit (Zugfestigkeit ≈ 110 MPa) bei ausgezeichneter Duktilität; geeignet für tiefes Biegen, Strecken und andere schwere Umformprozesse
- 6063-T5: Mittlere Festigkeit mit höherer Produktionseffizienz durch Online-Alterung; geeignet für massenproduzierte Profile
- 6063-T6: Höchste Festigkeit durch künstliche Alterung; wird in Anwendungen eingesetzt, die eine erhöhte strukturelle Leistungsfähigkeit erfordern.
3.0Chemische Zusammensetzung der Aluminiumlegierung 6063
| Zusammensetzung | Al 2024 | Al 7075 | Al 6061 | Al 6063 |
|---|---|---|---|---|
| Cu (%) | 3.847 | 1.276 | 0.192 | ≤0,10 |
| Mg (%) | 1.545 | 2.596 | 1.074 | 0,45–0,9 |
| Si (%) | 0.041 | 0.000 | 0.439 | 0,20–0,6 |
| Fe (%) | 0.223 | 0.329 | 0.307 | ≤0,35 |
| Mn (%) | 0.331 | 0.028 | 0.103 | ≤0,10 |
| Zn (%) | 0.017 | 5.135 | 0.105 | ≤0,10 |
| Sb (%) | 0.046 | 0.061 | 0.063 | — |
| V (%) | 0.015 | 0.011 | 0.014 | — |
| Pb (% oder ppmᵃ) | 0.024, % | 0,000 ppm | 54,451 ppm | — |
| Sn (% oder ppm) | 0.021, % | 0.013, % | 81,046 ppm | — |
| Ti (% oder ppm) | 90,791 ppm | 0.010, % | 83,090 ppm | ≤0,10 |
| Cr (% oder ppm) | 99,931 ppm | 0.279, % | 0.025, % | ≤0,10 |
| Zr (ppm) | 8.746 | 0.000 | 3.584 | — |
| Ni (ppm) | 60.653 | 48.240 | 76.797 | — |
| Al (%) | Der Rest | Der Rest | Der Rest | Gleichgewicht |
Die Zusammensetzung von 6063 begünstigt die Ausscheidungshärtung durch Mg₂Si, wobei das Mg:Si-Verhältnis von Charge zu Charge leicht variieren kann. Niedrige Eisen- und Kupfergehalte tragen maßgeblich zu seiner hervorragenden Oberflächenqualität bei.
4.0Häufige Anwendungen der Aluminiumlegierung 6063
- Architektonische Türen und Fenster, Fassadenprofile, Wintergartenrahmen
- Dekorative Innenprofile (Decken, Trennwände, Sockelleisten)
- Industrielle Förderbandanlagen und Schutzvorrichtungen
- Möbelkomponenten (Tisch- und Stuhlgestelle, Schrankkanten)
- Elektronische Gehäuse und Kühlkörperprofile
- Fahrzeugausstattung und Dachgepäckträger
- Ausstellungsstrukturen und Leuchtkastenrahmen
5.0Wie schneidet 6063 im Vergleich zu anderen gängigen Aluminiumlegierungen ab?
| Legierung | Stärke | Verarbeitbarkeit (Extrusion) | Schweißbarkeit | Korrosionsbeständigkeit | Oberflächenqualität | Hauptmerkmale |
| 6063 | Medium | Exzellent | Exzellent | Exzellent | Exzellent | Bevorzugte Strangpresslegierung mit starker dekorativer Wirkung |
| 6061 | Mittel–Hoch | Gut | Sehr gut | Exzellent | Gut | Ausgewogene Eigenschaften für strukturelle Anwendungen |
| 7075 | Sehr hoch | Arm | Arm | Gut | Gerecht | Hochfeste Legierung in Luft- und Raumfahrtqualität |
| 5052 | Medium | Durchschnitt | Gut | Exzellent | Gut | Hauptsächlich verwendet für die Blech- und Plattenverarbeitung |
Der Hauptvorteil von 6063 liegt in seiner Extrudierbarkeit und Oberflächengüte, die andere Legierungen deutlich übertreffen und ihn in architektonischen und dekorativen Anwendungen unersetzlich machen.

6.0Wichtige Vorbereitungen vor der Bearbeitung: Kontrolle der Eigenspannungen
Eigenspannungen in stranggepressten Profilen aus 6063 entstehen hauptsächlich durch die Abkühlung nach dem Strangpressen. Komplexe oder dünnwandige Profile neigen bei der Spannungsentlastung während der Bearbeitung zu Verformungen. Empfohlene Vorgehensweisen:
- Durch natürliche oder künstliche Alterung nach der Extrusion lässt sich die innere Spannung reduzieren.
- Die Profile nach der Grobbearbeitung 24 Stunden ruhen lassen, bevor sie fertiggestellt werden.
- Um lokale Spannungen zu vermeiden, ist eine gleichmäßige Mehrpunktklemmung erforderlich.
- Um einseitige Schnittkräfte zu minimieren, sollte ein „symmetrisches Bearbeitungsverfahren“ angewendet werden.
7.0Wie man die Aluminiumlegierung 6063 effizient bearbeitet (schneidet)
Mit geringerer Härte und höherer Duktilität als 60616063 bietet einen geringeren Schnittwiderstand, neigt aber eher zu Aufbauschneiden und Werkzeughaftung. Um eine gleichbleibende Leistung zu erzielen – insbesondere bei der Verwendung von Aluminium-Schneidemaschine Die Werkzeugauswahl und die Schnittparameter müssen sorgfältig optimiert werden.
7.1Empfohlene Werkzeuge und Einsätze:
- Hartmetallwerkzeuge (bevorzugt):
2- oder 3-schneidige Schaftfräser mit hohem Spanwinkel (15°–20°) und vergrößerten Spankammern. - Beschichtungen:TiB₂ und DLC bieten hervorragende Antihafteigenschaften. TiN neigt stärker zum Anhaften, kann aber dennoch bei geringer Belastung oder kurzen Bearbeitungszyklen wirksam sein.
Hohe Schnittgeschwindigkeiten, scharfe Schneiden und ausreichende Kühlung sind unerlässlich, insbesondere bei automatisierten Schnittmaschinen. Aluminium-Schneidemaschinen. - HSS-Werkzeuge:
Geeignet für leichte Arbeiten wie einfaches Bohren - Übungen:
Parabolische Nutgeometrien verbessern den Spanabtransport und reduzieren Verstopfungen.
7.2Empfohlene Schnittparameter (Referenzbereich):
| Verfahren | Schnittgeschwindigkeit Vc | Vorschubgeschwindigkeit | Schnitttiefe | Hinweise |
| Mahlen | 300–500 m/min | 0,05–0,2 mm/Zahn | 1–5 mm | Kühlmittel/Schmierstoff erforderlich |
| Drehen | 250–400 m/min | 0,2–0,4 mm/Umdrehung | 1–3 mm | Vermeiden Sie Schnitte mit niedriger Drehzahl. |
| Bohren | 80–150 m/min | 0,08–0,25 mm/Umdrehung | Bei Bedarf anpassen | Stufenbohren + Kühlmittel für tiefe Löcher |
| Tippen | 10–20 m/min | Gewindesteigung | — | Verwenden Sie speziell für Aluminium entwickelte Gewindebohrer und Gewindebohröl. |
Diese Bereiche eignen sich sowohl für manuelle als auch für CNC-gesteuerte Systeme. Aluminium-Schneidemaschinen, um eine gleichbleibende Bearbeitungsqualität zu gewährleisten.
7.3Bearbeitungshinweise:
- Kühlung/Schmierung:
Verwenden Sie Emulsionen oder speziell für Aluminium entwickelte Kühlschmierstoffe mit EP-Zusätzen, um die Werkzeughaftung zu minimieren und die Werkzeugstandzeit zu verlängern – besonders wichtig bei Aluminium-Schneidmaschinen mit hohen Drehzahlen. - Werkzeugzustand:
Die Schneidkanten müssen scharf gehalten und bei Bedarf nachgeschliffen werden, um ein Verschmieren oder Zusammendrücken des weichen Materials 6063 zu verhindern. - Schneidemethode:
Um Gratbildung und Oberflächenkratzer zu vermeiden, sollte man das Gleichlauffräsen bevorzugen. - Werkzeugverweilzeit vermeiden:
Um Eindrücke zu vermeiden, sollte das Werkzeug nicht auf der Werkstückoberfläche verweilen. - Dünnwandige Teile:
Verwenden Sie weiche Spannbacken, Vakuumvorrichtungen oder zusätzliche Stützen, um Verformungen während des Schneidens zu vermeiden, insbesondere bei der Bearbeitung mit hohem Vorschub. Aluminium-Schneidemaschinen.
8.0Wie man die Aluminiumlegierung 6063 richtig schweißt
6063 bietet eine bessere Schweißbarkeit als 6061Dadurch wird die Verformung in der Wärmeeinflusszone (WEZ) reduziert. Der Festigkeitsverlust in der Schweißnaht und der WEZ kann jedoch je nach Grundwerkstoff, Schweißverfahren und Wärmeeinbringung 20–501 TP3T (typischerweise um 301 TP3T) erreichen. Eine Nachbehandlung oder eine Festigkeitskompensation kann erforderlich sein.
8.1Gängige Schweißverfahren
- WIG-Schweißen: Bevorzugt für präzise, saubere Schweißnähte mit minimalem Verzug; ideal für dekorative Bauteile
- MIG-Schweißen: Hohe Effizienz; geeignet für dickwandige Profile oder die Massenproduktion
- Gängige Schweißzusatzwerkstoffe: ER4043 (gute Fließfähigkeit und gutes Schweißnahtbild), ER5356 (höhere Festigkeit)
8.2Schweißtechniken
- Vorbereitung vor dem Schweißen: Entfernen Sie die Oxidschicht (Al₂O₃) mit einer Edelstahlbürste oder einem chemischen Entfetter, bis ein metallischer Glanz sichtbar ist.
- Schutzgas: Reines Argon (≥99,99%), 8–12 l/min
- Vorwärmen: Bei einer Dicke von >8 mm auf 100–150 °C vorwärmen, um Kaltrisse zu vermeiden.
- Schweißparameter: Verwenden Sie niedrige Stromstärken und hohe Schweißgeschwindigkeiten, um die Breite der Wärmeeinflusszone zu minimieren.
- Nachbehandlung nach dem Schweißen: Natürliche Abkühlung zulassen; bei Bedarf kann eine erneute Aushärtung nach T6 erfolgen, um eine höhere Festigkeit zu erzielen.
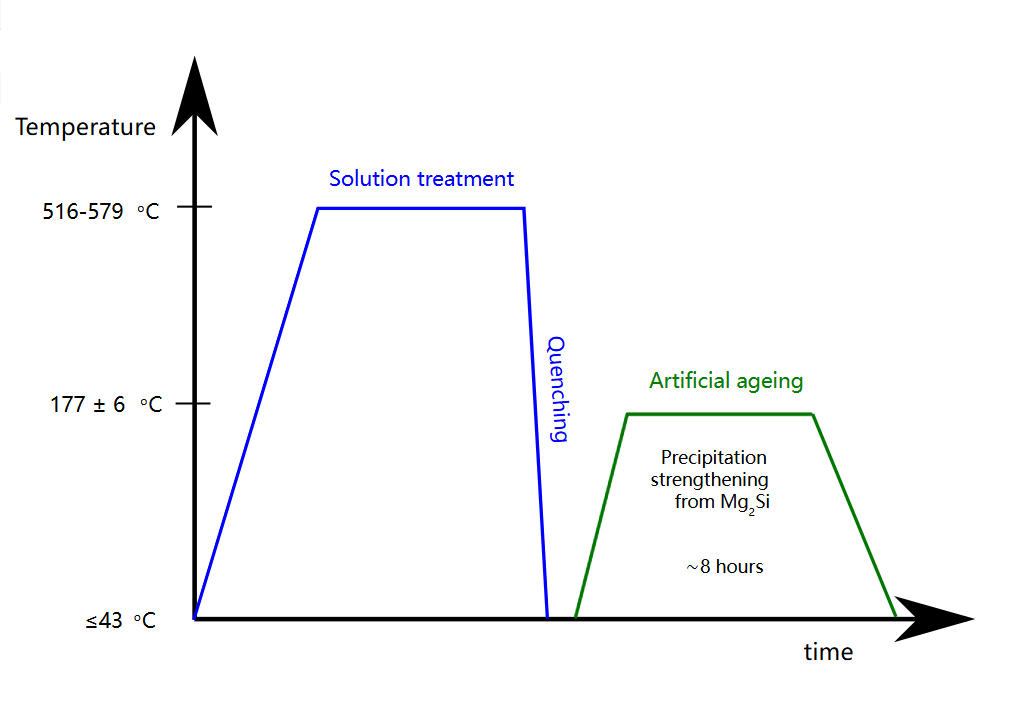
9.0Wie man die Aluminiumlegierung 6063 wärmebehandelt
Das Hauptziel der Wärmebehandlung von 6063 ist die Optimierung der Mg₂Si-Ausscheidung, um ein Gleichgewicht zwischen Festigkeit und Extrudierbarkeit zu erreichen.
9.1Lösungsbehandlung
- Heiztemperatur: 530–540 °C (niedriger als 6061, um Kornwachstum zu verhindern)
- Haltezeit: 1–2 Stunden abhängig von der Wandstärke
- Abschrecken: Abschrecken in Wasser mit einer Abkühlrate von ≥150 °C/min, um vorzeitige Ausfällung zu verhindern.
9.2Anti-Aging-Behandlung
- T6-künstliche Alterung: 170–180 °C für 8–12 Stunden, Luftkühlung
- T5 Online-Alterung: Temperaturregelung durch Kühltanks nach der Extrusion; 150–170 °C für 4–6 Stunden, hohe Effizienz
- Natürliche Alterung: 7–14 Tage bei Raumtemperatur; die Endfestigkeit erreicht ca. 70–801 TP3T von T6; geeignet, wenn keine hohe Festigkeit erforderlich ist.

10.0Wie man eine hohe Oberflächenqualität für die Aluminiumlegierung 6063 sicherstellt
6063 gilt als ideales Substrat für die Anodisierung, und die Qualität der Oberflächenbehandlung beeinflusst direkt den Wert des Endprodukts.
10.1Gängige Oberflächenbehandlungen
- Anodisieren (klar, gefärbt, elektrophoretisch): Am häufigsten angewendet; verbessert Korrosionsbeständigkeit und Aussehen
- Hartanodisierung: 20–50 μm Schichtdicke für verbesserte Verschleißfestigkeit in industriellen Anwendungen
- Sandstrahlen und Bürsten: Erzeugt matte oder strukturierte Oberflächen und kaschiert kleinere Kratzer.
- Pulverbeschichtung: Breites Farbspektrum mit hoher Witterungsbeständigkeit für Außenkomponenten
- Polieren: Sorgt für eine spiegelglatte Oberfläche für hochwertige dekorative Zwecke.
10.2Hinweise zur Oberflächenbehandlung
- Die Vorbehandlung ist entscheidend: gründliches Entfetten (alkalischer Reiniger), Neutralisieren und chemisches Polieren zur Entfernung von Oxidschichten und Verunreinigungen.
- Beim Anodisieren ist eine zu hohe Stromdichte zu vermeiden, um eine raue oder ungleichmäßige Beschichtung zu verhindern.
- Die Extrusionsdüsentemperatur muss kontrolliert werden, um Oberflächenfehler wie dunkle Linien und Kratzer zu vermeiden.
- Um Verfärbungen zu vermeiden, sollte der Kontakt mit ätzenden Substanzen während der Lagerung verhindert werden.
11.0Häufig gestellte Fragen (FAQ)
Ist 6063 für die Extrusion komplexer Profilformen geeignet?
Ja. 6063 bietet hervorragende Fließeigenschaften beim Strangpressen und ermöglicht dünnwandige Profile (in einigen Verfahren unter 1,2 mm). Die endgültige Wandstärke und Komplexität hängen von der Profilgeometrie, der Werkzeugkonstruktion und den Strangpressbedingungen ab, was es zu einer der besten Legierungen für komplexe Profile macht.
Welche Legierung lässt sich besser anodisieren – 6063 oder 6061?
6063 erzielt bessere Ergebnisse. Sein niedriger Eisen- und Kupfergehalt führt zu einer gleichmäßigeren Oxidschicht, einer konsistenten Färbung und einer überlegenen Oberflächenhelligkeit, insbesondere bei hellen dekorativen Oberflächen.
Worin besteht der Hauptunterschied zwischen den Härtegraden 6063 T5 und T6?
- T5: Online-Alterung, hohe Produktionseffizienz, geringere Kosten, mittlere Festigkeit (Zugfestigkeit ≈210 MPa); geeignet für Standard-Tür-/Fensterprofile
- T6: Künstliche Alterung, höhere Festigkeit (Zugfestigkeit ≈260 MPa), geringere Verformung; ideal für Strukturbauteile oder Bauteile mit kritischen Festigkeitsanforderungen.
Wie lässt sich ein Werkzeugverklemmen bei der Bearbeitung von 6063 verhindern?
Fokus auf hohe Schnittgeschwindigkeit + ausreichende Kühlung + scharfe Werkzeuge: Schnittgeschwindigkeit ≥300 m/min, aluminiumspezifisches Kühlschmiermittel, regelmäßig geschärfte Werkzeuge und Vermeidung von Bearbeitungen mit niedriger Geschwindigkeit und hoher Belastung.
Kann 6063 im Außenbereich eingesetzt werden?
Ja. Die Korrosionsbeständigkeit in Kombination mit der Anodisierung gewährleistet eine lange Lebensdauer. In Küstenregionen oder stark verschmutzten Gebieten werden zusätzlicher Schutz oder regelmäßige Wartung empfohlen.
Referenz
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


