
- 1.0Was ist ein Aluminiumprofil?
- 2.0Hauptmerkmale von Aluminiumprofilen
- 3.0Gängige Aluminiumlegierungen, Güteklassen und ihre Unterschiede
- 4.0Wärmebehandlung und Anlasszustände
- 5.0Kernklassifizierungen von Aluminiumprofilen
- 6.0Herstellung und Oberflächenbehandlung von Aluminiumprofilen
- 7.0Hauptanwendungsgebiete von Aluminiumprofilen
- 8.0Qualitätskontrolle und Instandhaltung von Aluminiumprofilen
1.0Was ist ein Aluminiumprofil?
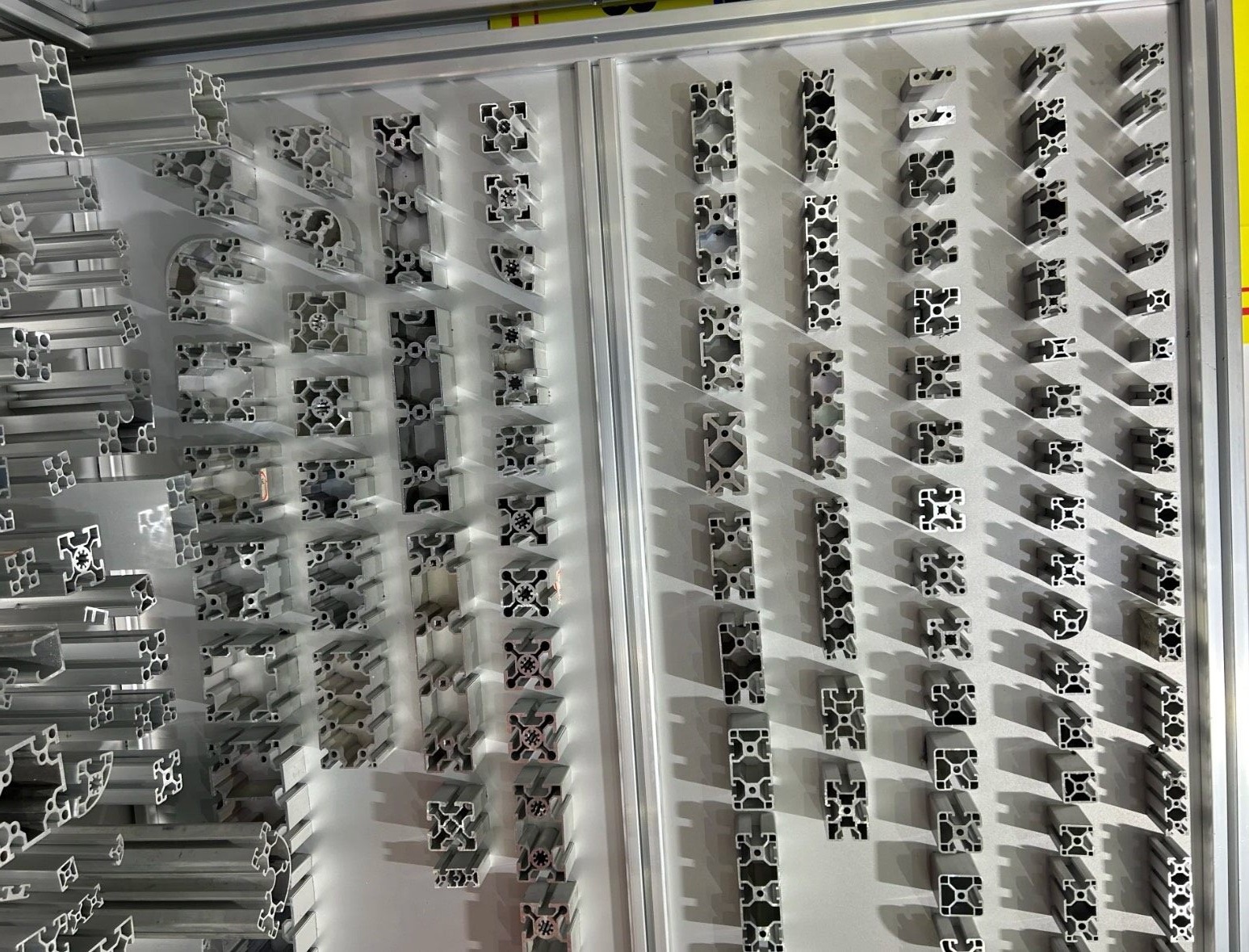
Aluminiumprofile, auch bekannt als Aluminiumstrangpressprofile oder Aluminiumrahmen, sind Metallprofile, die hauptsächlich aus einer Aluminiumlegierung durch eine Reihe von Prozessen wie Schmelzen, Strangpressen und Oberflächenbehandlung hergestellt werden. Sie zeichnen sich durch einen definierten Querschnitt und standardisierte oder kundenspezifische Abmessungen aus.
Das wichtigste Umformverfahren ist die Strangpressung: Zylindrische Aluminiumlegierungsblöcke werden auf ca. 450–500 °C erhitzt und anschließend unter einem Druck von 100 bis 1000 Tonnen durch eine speziell angefertigte Stahlmatrize gepresst. Dieses Verfahren erzeugt Profile mit gleichmäßigem Querschnitt und präzisen Abmessungen. Nach dem Abkühlen und Formen behält das Profil die durch die Matrize vorgegebene Geometrie bei. Durch Legierungsoptimierung und Prozesssteuerung lassen sich die mechanischen und funktionalen Eigenschaften weiter verbessern.
2.0Hauptmerkmale von Aluminiumprofilen
- Leicht und hochfestMit einer Dichte von ca. 2,7 g/cm³ sind Aluminiumprofile deutlich leichter als Stahl. Durch Legieren wird die Festigkeit erheblich verbessert, was zur Reduzierung des Gesamtgewichts und zur Steigerung der Energieeffizienz beiträgt.
- KorrosionsbeständigkeitEine natürlich entstandene Aluminiumoxidschicht auf der Oberfläche bietet einen wirksamen Schutz vor Korrosion, wodurch Aluminiumprofile für den Einsatz im Freien und in feuchten Umgebungen geeignet sind.
- Hervorragende BearbeitbarkeitAluminiumprofile lassen sich leicht extrudieren, schneiden, schweißen und CNC-bearbeiten, was eine flexible Anpassung für komplexe Konstruktionen ermöglicht.
- UmweltfreundlichAluminium ist zu 100% recycelbar, und für die Herstellung von recyceltem Aluminium wird nur 5–10% der Energie benötigt, die für die Produktion von Primäraluminium erforderlich ist. Dies unterstützt umweltfreundliche Produktionsverfahren und Nachhaltigkeitsziele.
- Geringe WartungskostenAluminium rostet nicht und ist formbeständig, wodurch unter normalen Bedingungen eine Lebensdauer von 50 Jahren oder mehr möglich ist.
- Funktionelle physikalische EigenschaftenGute thermische und elektrische Leitfähigkeit in Verbindung mit nichtmagnetischen Eigenschaften machen Aluminiumprofile ideal für Elektronik, Wärmeableitung und Präzisionsgeräte.
3.0Gängige Aluminiumlegierungen, Güteklassen und ihre Unterschiede
| Legierungsserie/Güteklasse | Hauptlegierungselemente | Mechanische Leistung | Oberflächenbehandlungseigenschaften | Typische Anwendungen |
| 6063 | Si (0,2–0,6%), Mg (0,45–0,9%), Cu ≤0,1% | Zugfestigkeit ≈ 190 MPa, Streckgrenze ≈ 145 MPa, mittlere Festigkeit | Hervorragende Eloxalqualität, glatte und gleichmäßige Oberflächenbeschaffenheit | Architektonische Dekoration, Möbel, elektronische Kühlkörper, Türen und Fenster, dekorative Strukturen, LED-Profile |
| 6061 | Si, Mg, Cu (0,15–0,4%), Cr (0,04–0,35%) | Zugfestigkeit ≈ 310 MPa, Streckgrenze ≈ 276 MPa, hohe Festigkeit und Härte | Die Anodisierungsqualität ist etwas geringer als bei 6063, die Schweißbarkeit ist jedoch ausgezeichnet. | Schwerlast-Industriekonstruktionen, Maschinenrahmen |
| 1000er Serie | Hochreines Aluminium | Geringe mechanische Festigkeit | Ausgezeichnete Korrosionsbeständigkeit und elektrische Leitfähigkeit | Elektrische Anwendungen, Bauteile zur Wärmeableitung, bei denen die Materialreinheit von entscheidender Bedeutung ist |
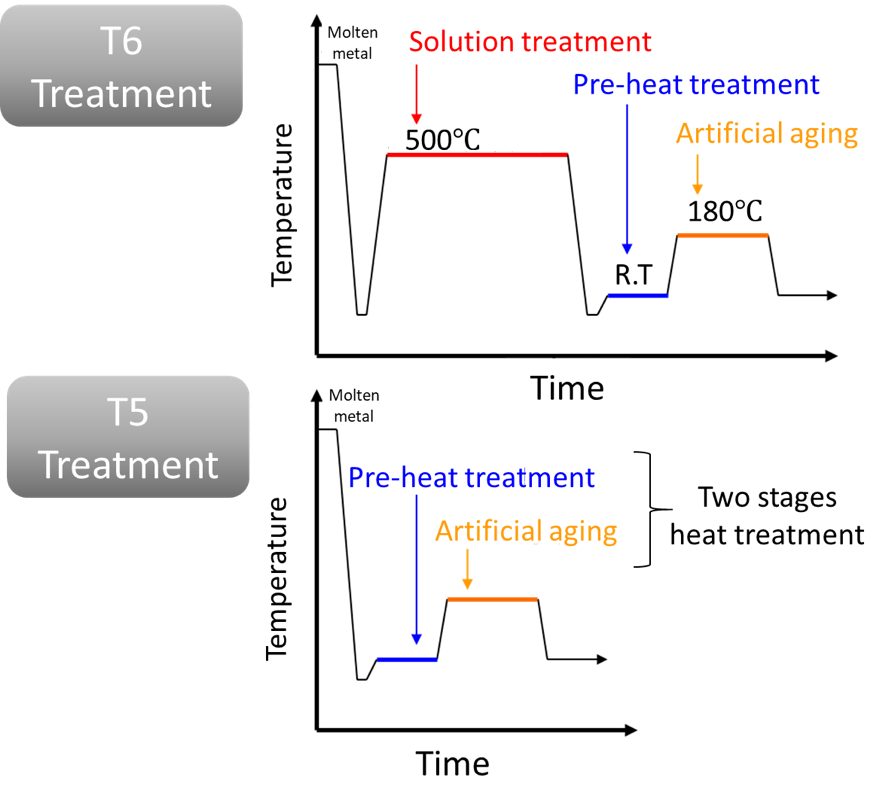
4.0Wärmebehandlung und Anlasszustände
| Temperamentzustand | Webster-Härte | Bildungsprozess | Leistungsmerkmale |
| T5 | 8–12 | Kontrollierte Kühlung und künstliche Alterung nach der Extrusion | Ausgewogene Festigkeit und Verarbeitbarkeit |
| T6 | Ungefähr 13,5 | Lösungsglühen mit anschließender künstlicher Alterung | Höhere Festigkeit und Härte im Vergleich zu T5 |
5.0Kernklassifizierungen von Aluminiumprofilen
5.1Klassifizierung nach Grad der Anpassung
| Einstufung | Merkmale | Gängige Formen/Anwendungen |
| Standardprofile | Gefertigt in branchenüblichen Größen und Querschnitten, hohe Kosteneffizienz, gute Verfügbarkeit | L-Profile, U-Profile, T-Profile, Vierkant- und Rundrohre, Flachstangen, Z-Profile; allgemeine Rahmen, Verbinder, Tragkonstruktionen |
| Spezialprofile | Konzipiert für spezifische Anwendungen, mit kundenspezifischen Elementen (Schnappverbindungen, integrierte Kabelkanäle, spezielle Montageflächen) | Präzisionsausrüstung, spezialisierte Architekturkomponenten |
| Benutzerdefinierte Profile | Entwickelt mit Spezialwerkzeugen, basierend auf projektspezifischen Anforderungen, einzigartigen Querschnitten und Abmessungen. | Personalisierte Engineering- und Design-Szenarien |

5.2Klassifizierung nach Struktur und Anwendung
| Einstufung | Merkmale | Typische Anwendungen |
| Rahmenprofile | Sichere Kanten an Paneelen (Glas, Kunststoffplatten) verbinden strukturelle Stabilität mit dekorativer Wirkung | Tür- und Fensterrahmen, Werbedisplays, Messestände, Möbelkanten |
| Gehäuseprofile | Rechteckige oder quadratische geschlossene Querschnitte, außergewöhnliche Steifigkeit und Tragfähigkeit, gute Wärme- und elektrische Leitfähigkeit | Bauwesen, Automobilindustrie, Maschinenbau, Elektrotechnik |
| LED-Profile | Speziell für LED-Streifen entwickelt, nutzen sie die Wärmeleitfähigkeit von Aluminium zur Wärmeableitung und eignen sich für die Aufputz- oder Unterputzmontage. | LED-Beleuchtungssysteme sorgen für eine gleichmäßige Lichtverteilung und mechanischen Schutz. |
| Winkelprofile | L-förmig, schützen und verzieren Verbindungsstellen zweier Oberflächen, verhindern Stoßschäden | Innen- und Außendekoration, Geräteschutz |
| Sigma-Profile | Querschnitt ähnlich dem griechischen Buchstaben Σ, hohe strukturelle Festigkeit | Lasttragende und Befestigungselemente in Industriemaschinen, Fabrikanlagen |
| Hohlträgerprofile | Hohlkonstruktionen ohne strenge Querschnittsbeschränkungen (rechteckige, quadratische Varianten) | Horizontale Tragkonstruktionen in Gebäuden und Brücken, Anwendungen mit hohen Lasten |
| Spezielle Funktionsprofile | Dazu gehören SD-Schiebefensterprofile (hohe Witterungsbeständigkeit), RCW-Vorhangfassadenprofile (Hochhausfassaden, Abdichtung und Schutz), Türprofile (Befestigung schwerer Glastüren), Lamellenprofile (Belüftung, Tageslicht, Sichtschutz, Wasserbeständigkeit), T-Profile (Fachwerke, Eckstützen) | Schiebefenstersysteme, Vorhangfassaden von Hochhäusern, schwere Glastürkonstruktionen, Lüftungssysteme, Fachwerkkonstruktionen |
5.3Andere Klassifizierungsmethoden
| Klassifizierungsgrundlage | Arten | Auswahlkriterien |
| Herstellungsprozess | Stranggepresste Profile, Gussprofile, Walzprofile | Basierend auf Produktionseffizienz- und Produktleistungsanforderungen |
| Oberflächenbeschaffenheit | Walzblanke Profile, eloxierte Profile, pulverbeschichtete Profile | Gemäß den Anforderungen des Anwendungsumfelds und den ästhetischen Anforderungen |
6.0Herstellung und Oberflächenbehandlung von Aluminiumprofilen
6.1Wichtige Punkte des Herstellungsprozesses
Das Extrusionsverfahren verleiht Aluminiumprofilen eine außergewöhnliche Gestaltungsfreiheit und ermöglicht die Herstellung sowohl einfacher Vollstäbe als auch komplexer Profile mit mehreren Kavitäten. Ein vollständiger Produktionsablauf umfasst: Rohlingserwärmung → Behältererwärmung → Werkzeugerwärmung → Extrusion → Abschrecken → Richten → Ablängen → Lagerung → Aushärten → Auslieferung. Jeder Prozessparameter beeinflusst direkt die Qualität des Endprodukts.
Anforderungen an die Prozesssteuerung
- Extrusionstemperatur, Druck und Abkühlgeschwindigkeit müssen kontinuierlich überwacht werden, um Maßgenauigkeit und gleichbleibende mechanische Eigenschaften zu gewährleisten.
- Extrusionsdüsen müssen poliert und auf 440–480 °C vorgeheizt werden (bei Düsen mit Bullaugen: Haltezeit ≥1,5 Stunden); der Behälter wird auf 380–430 °C erhitzt und regelmäßig gereinigt.
- Die Rohlinge werden auf Fehler überprüft und je nach Wandstärke erhitzt (≥1,4 mm: 440–540 °C; <1,4 mm: 400–540 °C).
- Der anfängliche Extrusionsdruck sollte 210 kg/cm² nicht überschreiten; zum Entgasen wird der Druck auf 110–160 kg/cm² reduziert. Die Austrittstemperatur sollte ≥ 500 °C betragen, und die Wandstärke sollte zwischen 15 und 30 mm liegen.
Abschrecken und Altern
Dies sind entscheidende Schritte zur Verbesserung der mechanischen Eigenschaften. Für die Legierung 6063 (Zustand T6) ist eine Zwangsluftkühlung mit einer Abkühlrate von ≥ 80 °C/min bis unter 170 °C erforderlich. Die Legierung 6061 kann durch Abschrecken mit starker Luft, Wassernebel oder Wasserkühlung abgeschreckt werden. Durch Auslagern scheiden sich Legierungselemente aus, was die Festigkeit deutlich erhöht.
6.2Wichtigste Oberflächenbehandlungsverfahren
| Behandlungsmethode | Verfahrensprinzip | Leistungsmerkmale | Einschränkungen | Typische Anwendungen |
| Eloxieren | Bildung einer dichten Aluminiumoxidschicht durch elektrochemische Reaktion (Dicke 5–25 μm) | Hohe Härte, ausgezeichnete Korrosions- und Verschleißbeständigkeit, in mehreren Farben färbbar, Lebensdauer bis zu 20 Jahre | Nichtleitend, Farbgleichmäßigkeit empfindlich gegenüber Prozesskontrolle | Architektonische Bauteile, elektronische Kühlkörper |
| Pulverbeschichtung | Elektrostatische Pulverapplikation mit anschließender Aushärtung bei 180–200 °C | Große Auswahl an Farben und Oberflächen (matt, glänzend), ausgezeichnete Witterungsbeständigkeit, farbecht, lösungsmittelfrei, umweltfreundlich | Leuchtende Farbtöne können verblassen, Oberflächenfehler (Orangenhaut, Ablösung des Puders) können auftreten | Vorhangfassaden, Außenanlagen |
| Mechanische Oberflächenbehandlung | Bürsten, Polieren, Sandstrahlen zur Erzeugung unterschiedlicher Texturen | Bürsten kaschiert Kratzer, Polieren erzeugt eine spiegelglatte Oberfläche, Sandstrahlen sorgt für eine matte, nicht reflektierende Oberfläche | — | Dekorative Komponenten, Präzisionsgeräte |
| Elektrophoretische Beschichtung | Beschichtungspartikel werden unter dem Einfluss eines elektrischen Feldes abgeschieden, um eine glatte, gleichmäßige Schicht zu bilden. | Starke Haftung, Schlagfestigkeit, überlegene Beschichtungsfülle im Vergleich zur Anodisierung | Begrenzte Farbauswahl (Silber, Champagner, Schwarz), Farbabweichungen möglich | Architektonische Türen und Fenster, Möbelprofile |
| Leitfähiges Anodisieren | Bildung einer dünnen Oxidschicht (0,5–5 μm) | Elektrische Leitfähigkeit beibehalten und gleichzeitig grundlegenden Schutz bieten | — | Elektronische Bauteile |
| Holzmaserungs-Transferdruck | Simulieren Sie natürliche Holzstrukturen auf der Profiloberfläche | Steigern Sie die dekorative Wirkung, indem Sie die Leistungsfähigkeit von Aluminium mit der Ästhetik von Holz kombinieren. | — | Möbel, architektonische Dekoration |

6.3Kernwerkzeuge und -ausrüstung
- Extrusionswerkzeuge: Kernwerkzeuge für die Profilformung, kundenspezifisch nach Querschnittsgeometrie konstruiert; die Werkzeugqualität bestimmt direkt die Maßgenauigkeit und Formpräzision, weshalb regelmäßige Wartung erforderlich ist, um verschleißbedingte Defekte zu vermeiden.
- Vorrichtungen und Spannsysteme: Wird zur Positionierung und Sicherung von Profilen während der Bearbeitung verwendet; die richtige Konstruktion gewährleistet eine genaue Positionierung, verhindert Bewegungen und Vibrationen, hält enge Toleranzen und Chargenkonsistenz aufrecht und schützt die Werkzeugstandzeit.
- SchneidwerkzeugeDazu gehören Sägeblätter, Bohrer, Fräser, Gewindebohrer und Reibahlen; die Werkzeuge müssen eine hohe Präzision und eine ausgezeichnete Oberflächengüte aufweisen, mit optimiertem Material, Beschichtung und Schneidkantengeometrie für Aluminium; aufgrund der Neigung von Aluminium, bei hohen Geschwindigkeiten und Temperaturen an den Werkzeugen zu haften, werden Spezialwerkzeuge und spezielle Schmierstoffe empfohlen.
6.4Häufig verwendete Verarbeitungsanlagen
- Hochgeschwindigkeits-Bearbeitungszentren mit elektrischer Spindel: Ermöglicht die Bearbeitung in alle Richtungen innerhalb eines 180°-Bereichs um die extrudierte Oberfläche; kann bis zu drei Seiten von quadratischen Profilen in einer einzigen Aufspannung bearbeiten, geeignet für komplexe Bearbeitungsanforderungen.
- Spezielle AluminiumprofilmaschinenVereinfachte Maschinen für Schneid- und Bohrarbeiten; einfach zu bedienen, geeignet für die Bearbeitung von strukturell einfachen Bauteilen.
- Aluminium-Schneidemaschinen: Speziell für Aluminiumprofile entwickelt; hohe Schnittgenauigkeit, gratfreie Kanten, geeignet für verschiedene Querschnitte und Dicken, unterstützt das Zuschneiden auf feste Länge für Türen, Fenster und die Vorbearbeitung von Rahmen.
- Aluminiumprofil-Biegemaschinen: Wird zum Biegen von Profilen mit präziser Winkelkontrolle (0°–180° einstellbar) verwendet; kann dünn- und dickwandige Profile zu Bögen, rechten Winkeln und anderen komplexen Formen verarbeiten und erfüllt damit die Anforderungen der Architektur und des industriellen Designs.

6.5Schlüsselfaktoren bei der Profilbearbeitung
- GeräteauswahlDie Auswahl der Maschinen sollte auf der Grundlage der Prozesskomplexität und der Teilegeometrie erfolgen, um die Kompatibilität mit den erforderlichen Werkzeugen, eine gleichbleibende Qualität und optimierte Produktionszyklen zu gewährleisten.
- WerkzeugverschleißkontrolleEffektive Schmierung, Späneabfuhrsysteme und regelmäßige Wartung reduzieren den Werkzeugverschleiß, erhalten die Bearbeitungsgenauigkeit aufrecht und verlängern die Werkzeuglebensdauer.
- ProzessüberwachungBearbeitungsüberwachungs- und Datenerfassungssysteme ermöglichen die vollständige Rückverfolgbarkeit und gewährleisten so, dass alle Teile unter gleichbleibenden Parametern bearbeitet werden, um eine stabile und zuverlässige Produktion zu gewährleisten.
- SicherheitsgewährleistungVollautomatisierte Anlagen minimieren den Kontakt des Bedieners mit beweglichen Bauteilen; in jeder Prozessphase ist geeignete persönliche Schutzausrüstung erforderlich.
6.6Sekundäre (tiefe) Verarbeitungsmethoden
- CNC-BearbeitungGeeignet für hochpräzise Bauteile, ermöglicht die Herstellung komplexer Bohrungen und Schlitze mit Toleranzen bis zu ±0,01 mm; 6061 erfordert aufgrund der höheren Härte etwas niedrigere Schnittgeschwindigkeiten als 6063; typische Anwendungen sind Präzisionssteckverbinder und Elektronikgehäuse.
- Schneiden und BohrenZu den Schneidverfahren gehören Sägen und Laserschneiden; Laserschneiden bietet hohe Präzision und glatte Kanten, ideal für dünnwandige oder komplexe Profile; Bohren erfordert kontrollierte Vorschubgeschwindigkeiten, und dünnwandige Profile müssen sicher eingespannt werden, um Verformungen und eine schlechte Lochqualität zu vermeiden.
- Biegen und Schweißen6061 ist besser schweißbar als 6063 und erfordert eine Wärmebehandlung nach dem Schweißen, um die Festigkeit wiederherzustellen; 6063 neigt beim Schweißen eher zu Rissbildung, weshalb eine sorgfältige Auswahl des Schweißverfahrens erforderlich ist.
7.0Hauptanwendungsgebiete von Aluminiumprofilen
- Bauindustrie: Sie werden in Vorhangfassadensystemen, Türen und Fenstern, Solarmontagekonstruktionen, Brücken, Stadien, Hochhauskonstruktionen, Sockelleisten usw. eingesetzt. Wärmegedämmte Fenster- und Türprofile bieten in Kombination mit Dämmstreifen eine hervorragende Wärme- und Schalldämmung und erfüllen die Anforderungen moderner energieeffizienter Gebäude.
- TransportbrancheAnwendung findet es in Flugzeug- und Automobilchassis, Kühlsystemen und Innenausstattungskomponenten. Die Leichtbauweise trägt zur Verbesserung der Kraftstoffeffizienz bei, während hochfeste Aluminiumlegierungen in der Luft- und Raumfahrtindustrie weit verbreitet sind, um Gewicht zu reduzieren und die Leistung zu steigern.
- Elektronik- und ElektroindustrieWird häufig für Kühlkörper, Gerätegehäuse und Kabelmanagementsysteme verwendet. Hohe Wärmeleitfähigkeit und elektromagnetische Abschirmungseigenschaften schützen empfindliche elektronische Bauteile und verbessern gleichzeitig die Wärmeableitung.
- Neue EnergiewirtschaftWird in Montagesystemen für Solarmodule und Komponenten von Windkraftanlagen eingesetzt. Die Beständigkeit gegenüber extremen Witterungsbedingungen und die Recyclingfähigkeit entsprechen den Nachhaltigkeitsanforderungen des Sektors der erneuerbaren Energien.
- Industrie- und MaschinenbauindustrieEinsatzgebiete sind Maschinengestelle, Werkbänke, Fördersysteme und industrielle Sicherheitsgehäuse. Modulare Aluminiumprofilsysteme ermöglichen eine schnelle Montage und Umkonfiguration und unterstützen so die für automatisierte Produktionslinien erforderliche Flexibilität.
- Dekorations- und MöbelindustrieAluminiumprofile werden für Vitrinen, Möbelgestelle und dekorative LED-Beleuchtung verwendet. Sie vereinen Ästhetik und Funktionalität und können oberflächenbehandelt werden, um verschiedenen Designstile und Inneneinrichtungen gerecht zu werden.


8.0Qualitätskontrolle und Instandhaltung von Aluminiumprofilen
8.1Qualitätsstandards und Inspektion
- Einhaltung von StandardsDie Produktion entspricht international anerkannten Standards, darunter ISO 9001 (Qualitätsmanagementsysteme), ISO 14001 (Umweltmanagementsysteme) sowie den einschlägigen EN-, ASTM- und DIN-Normen für Aluminiumprofile, wodurch eine strenge Kontrolle der mechanischen Festigkeit, der Maßtoleranzen und der Langzeitbeständigkeit gewährleistet wird.
- TestmethodenZu den regelmäßigen Prüfungen gehören Zugfestigkeits-, Härte- und Korrosionsbeständigkeitsprüfungen. Statistische Prozesskontrolle und Echtzeitüberwachung gewährleisten Produktionsstabilität und -konsistenz.
- Zertifizierung und KonformitätDie Zertifizierung durch Dritte dient der Überprüfung der Produktkonformität und gewährleistet so eine zuverlässige Qualitätssicherung für verschiedene Anwendungsszenarien.
8.2Richtlinien für die tägliche Wartung
Aluminiumprofile sind wartungsarm. Eine regelmäßige Reinigung mit klarem Wasser oder neutralen Reinigungsmitteln genügt, um Staub und Ölreste zu entfernen. Schädliche Reinigungsmittel sollten vermieden werden. Bei Außenanwendungen sollten Oberflächenbeschichtungen regelmäßig überprüft und Beschädigungen umgehend repariert werden, um die Lebensdauer zu verlängern.
Referenz
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



