

- 1.0Häufige Anwendungen: Winkel beim Biegen über Öffnungen
- 2.0Torsionseffekte: Warum Hohlprofile vorzuziehen sind
- 3.0Winkelabschnitte unter Druck: Ein vorhersehbareres Verhalten
- 4.0Winkelprofile beim Biegen: Einschränkungen in der Normführung
- 5.0Interaktionsprüfungen: Vergleich zwischen BS 5950 und Eurocode
- 6.0Ungleichwinklige Abschnitte: Zusätzliche Komplexität und Einschränkungen
- 7.0Fazit: Winkel beim Biegen nur mit Vorsicht verwenden
Winkelprofile werden im Bauwesen aufgrund ihrer Wirtschaftlichkeit und einfachen Herstellung häufig verwendet. Wenn es jedoch um die Verwendung von Winkeln in Biegen, insbesondere ungehemmtes Biegen, ergeben sich erhebliche Herausforderungen. Obwohl sie häufig gewählt werden, um Lasten über Öffnungen – wie z. B. Ziegelstürzen – zu tragen, Torsionsinstabilität Und komplexe Stressreaktion machen sie zu einer riskanten Wahl.
Dieser Artikel bietet einen detaillierten Überblick über das Verhalten von Winkelprofilen beim Biegen, die Einschränkungen der Konstruktionsrichtlinien unter beiden BS 5950 Und Eurocode 3 (EN 1993-1-1), und warum alternative Profile oft eine zuverlässigere und strukturell solidere Lösung sind.
1.0Häufige Anwendungen: Winkel beim Biegen über Öffnungen
Winkelprofile in Biegung werden am häufigsten im Wohnungsbau verwendet, um Mauerwerk über Tür- und Fensteröffnungen zu stützen. Obwohl das Detail einfach erscheinen mag, führt es exzentrische Belastung Und Torsionsverhalten Dies kann zu Problemen mit der Gebrauchstauglichkeit führen, beispielsweise zu Rissen an der Fassade.
Die größte strukturelle Herausforderung besteht darin, dass bei Biegung, insbesondere ohne volle seitliche Einspannung, der komprimierte Schenkel des Winkels neigt dazu, aus der Ebene auszuweichen, was dazu führt, dass das Mitglied TwistDieses Phänomen wird noch verstärkt durch die typische exzentrische Einleitung der Vertikallast, wodurch ein Moment sowohl um die vertikale als auch um die horizontale Achse erzeugt wird.
2.0Torsionseffekte: Warum Hohlprofile vorzuziehen sind
Jedes Bauteil, das eine exzentrische Last trägt, verdreht sich. Dies ist nicht nur bei Winkeln der Fall, sondern geringe Torsionssteifigkeit der Winkelprofile macht sie besonders anfällig. In solchen Fällen ist die Verwendung eines geschlossenes Hohlprofil (wie ein quadratisches oder rechteckiges HSS) bietet eine bessere Alternative. Obwohl diese Abschnitte teurer sein können und komplexere Details an den Verbindungen erfordern, ist die Reduzierung der Torsionsverformung ist den Kompromiss oft wert.
In praktischen Anwendungen wie Wohnungsanbauten oder Stürzen können geschlossene Abschnitte die Haltbarkeit erheblich verbessern und sichtbare Mängel in der fertigen Struktur minimieren.
3.0Winkelabschnitte unter Druck: Ein vorhersehbareres Verhalten
Wenn Winkelprofile unter Druckbelastung eingesetzt werden (z. B. als Teil eines Fachwerks), ist ihr Verhalten gut bekannt. Im Gegensatz zum Knicken um große oder kleine rechtwinklige Achsen knicken Winkel um ihre Hauptachsen: Die u–u Und v–v Achsen. Dies führt dazu, dass jedes Bein des Winkels versucht, in seine eigene Richtung außerhalb der Ebene zu knicken, wodurch eine Torsionsknickmodus.
Designcodes wie BS 5950 Klausel 4.7.10 Und EN 1993-1-1 Abschnitt BB.1.2 bieten Formeln zur Berechnung der Schlankheit basierend auf diesem Modus. Die Berechnung berücksichtigt Torsionseffekte und berücksichtigt, ob der Winkel Endbeschränkungen, die die Knickfestigkeit maßgeblich beeinflussen.
4.0Winkelprofile beim Biegen: Einschränkungen in der Normführung
BS 5950 Konstruktionsleitfaden für Biegen
Klausel 4.3.8 in BS 5950 bietet sowohl eine Basic und ein vereinfachte Methode zur Berechnung der Knickwiderstandsmoment (Mb) für Winkelprofile. Die vereinfachte Methode beschränkt sich auf gleiche Winkel, die um ihre x–x-Achse gebogen sind, typischerweise unter vertikalen Lasten über Spannweiten wie Fensteröffnungen.
Beispielrechnung mit der vereinfachten Methode BS 5950:
Gegeben:
Abschnitt: 150×150×12 mm
Spannweite: 4 m
Stahlsorte: S275
ε = 1,0 (basierend auf der Streckgrenze von Stahl)
Trägheitsradius (rv) = 29,5 mm
Widerstandsmoment Zx = 67,7×10³ mm³
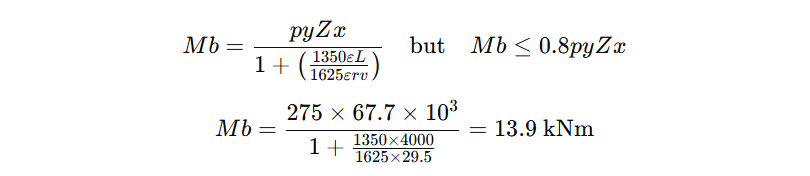
Die vereinfachte Formel lautet:

Dieses Ergebnis zeigt einen relativ geringen Widerstand und unterstreicht, wie wichtig es ist, die Grenzen dieses Ansatzes zu verstehen.
EN 1993-1-1 (Eurocode 3) Ansatz: Komplexer, weniger direkt
Der Eurocode bietet keine direkte Methode zur Bewertung der Biegefestigkeit von Winkeln. Stattdessen empfiehlt er die Aufteilung des aufgebrachten Biegemoments in Hauptachsen (u–u und v–v) und die Überprüfung des Mitglieds mithilfe eines WechselwirkungsgleichungDies erhöht die Komplexität, insbesondere bei ungleichen Winkeln.
Der entscheidende Schritt besteht in der Berechnung der relative Schlankheit:
lambda_LT = (0,72 × v_a × f_y) / (E × phi_a × lambda_v)
Wo:
- lambda_LT ist das Quertorsionsschlankheitsverhältnis
- v_a ist der Scherkorrekturfaktor
- f_y ist die Streckgrenze des Materials
- E ist der Elastizitätsmodul
- phi_a ist der Schlankheitskoeffizient (typischerweise 3,77)
- lambda_v ist das Schubschlankheitsverhältnis (z. B. L / r_v)
Wo:
φₐ ist der Schlankheitskoeffizient (typischerweise 3,77)
vₐ wird mithilfe einer Formel abgeleitet, die auf λᵥ und dem Monosymmetrieindex ψₐ basiert
λᵥ = L / rᵥ = 4000 / 29,5 = 135,6
Bei gleichem Winkel (ψₐ = 1) ergibt sich:
vₐ ≈ 0,984 → λ_LT = 0,580 → χ_LT = 0,724
Unter Verwendung des Flächenträgheitsmoments und des Elastizitätsmoduls:
Iu = 1170 cm⁴
Extremer Faserabstand = 106 mm
Wu = (1170 × 10⁴) / 106 = 110 × 10³ mm³
Mb = 0,724 × 275 × 110 × 10³ = 21,9 kNm
5.0Interaktionsprüfungen: Vergleich zwischen BS 5950 und Eurocode
Gehen Sie von einem angewandten Moment von 14 kNm aus, das gleichmäßig auf die Hauptachsen verteilt ist:
Gegeben:
Mu = Mv = 9,9 kNm
Wv = 52 × 10³ mm³
Wu = 110 × 10³ mm³
Eurocode-Interaktionsprüfung:
BS 5950 Interaktionsprüfung:
Bei Verwendung einer Knickfestigkeit Mb = 26 kNm:
Interaktion = 1,07 ✓ Akzeptabel, aber grenzwertig
Mit vereinfachter Methode (Mb = 13,9 kNm):
Interaktion = 1,01 ✘ Überschreitet das Limit
6.0Ungleichwinklige Abschnitte: Zusätzliche Komplexität und Einschränkungen
Überlegungen zur Herstellung von Winkelprofilen
Neben der strukturellen Komplexität der Verwendung von Winkelprofilen beim Biegen stellt auch die Fertigung Herausforderungen dar – insbesondere wenn präzise Lochplatzierung, Endvorbereitung oder Kerben erforderlich sind. Um präzise Anpassungen zu erzielen, insbesondere bei ungleichen Winkelprofilen oder komplizierten Verbindungen, greifen Hersteller häufig auf eine Stahlbearbeitungsmaschine zurück. Diese Maschinen ermöglichen effizientes Scheren, Stanzen und Ausklinken von Stahlwinkeln in einer einzigen Aufspannung, was Zeit spart und gleichzeitig die Wiederholgenauigkeit gewährleistet.
Für Anwendungen mit feinen Details oder internen Eckschnitten – beispielsweise beim Anfertigen von Winkeln für saubere Verbindungen mit Platten oder Knotenblechen – wird häufig ein Blecheckenschneider verwendet. Dieses Werkzeug ermöglicht präzises Eckenschneiden und sorgt so für eine bessere Passung und Ausrichtung während der Montage. Die Verwendung der richtigen Fertigungsausrüstung verbessert nicht nur die Effizienz, sondern stellt auch sicher, dass die im Entwurf prognostizierte strukturelle Leistung bis zur Montage erhalten bleibt.
BS 5950 erlaubt nicht die vereinfachte Methode für ungleiche Winkel. Designer müssen die grundlegende Methode verwenden und Momente in Hauptachsen. Obwohl Eigenschaften wie Schwerpunktlage, I u und I v in veröffentlichten Tabellen zu finden sind, erfordert es zusätzliche Trigonometrie, Berechnung des Monosymmetrieindex, Und Bestimmung der effektiven Widerstandsmomente.
Bei schlanken Beinen ist die Abschnittsklassifizierung entscheidend:
BS 5950 Klasse 3 Grenzwert: 15ε
Grenzwert der Eurocode-Klasse 3: 14ε (basierend auf c/t)
Beispielsweise ergibt ein 150×10 mm langes Bein mit c ≈ 128 mm:
c/t = 12,8 < 14ε = 12,9 → Gerade noch akzeptabel
Verknüpfung von Strukturdesign und Werkstattfertigung
Die erfolgreiche Umsetzung von Winkelprofilen – insbesondere bei lastempfindlichen Anwendungen – hängt nicht nur von der theoretischen Konstruktion, sondern auch von der praktischen Fertigungsgenauigkeit ab. Wenn Bauteile präzise geschnitten, gekerbt oder gestanzt werden müssen, insbesondere bei Sonderanfertigungen oder Anwendungen mit kurzen Spannweiten, ist die Verwendung der richtigen Ausrüstung unerlässlich. Werkzeuge wie die Hüttenarbeitermaschine Und Blecheckenausklinker werden häufig verwendet, um Winkelstahl effizient und präzise vorzubereiten, wodurch Änderungen vor Ort reduziert und eine bessere Übereinstimmung mit der Konstruktionsabsicht gewährleistet wird.
Wenn der Abschnitt Klasse 4, entsteht eine weitere Komplexität:
Verwendung von Wirksame Querschnittseigenschaften (Eurocode) oder
Anwendung von reduzierte Konstruktionsfestigkeit (BS 5950)
Für kombinierte Biege- und Axiallast, kann dies unpraktisch komplex werden.
7.0Fazit: Winkel beim Biegen nur mit Vorsicht verwenden
Dieser technische Bericht hebt zwei wichtige Designprinzipien hervor:
- Winkel sind nicht ideal für die Übertragung bedeutender Momente– insbesondere wenn sie nicht gesichert sind. Torsionsverhalten unter exzentrischer oder seitlicher Belastung kann die Leistung erheblich beeinträchtigen und zu Mängeln in der Gebrauchstauglichkeit, wie beispielsweise Rissen in der Fassade, führen.
- Das Entwerfen ungleicher Winkel ist arbeitsintensiv und fehleranfällig, insbesondere bei Abschnitten der Klasse 4 oder kombinierten Ladeszenarien.
Empfohlene Vorgehensweise:
Verwenden gleichwinklige Abschnitte von mindestens Klasse 3 Querschnitt.
Bei unbehinderter Biegung kann ein Ersatz durch ein torsionssteifer Abschnitt, wie beispielsweise ein Hohlprofil oder I-Träger.


