

- 1.0Warum splittern oder brechen Stempel?
- 2.0Häufige Ursachen für das Reißen/Absplittern von Stempeln und empfohlene Lösungen
- 3.0Häufige Stanzfehler, Ursachen und Lösungen
- 4.0Richtiges Erscheinungsbild der Schnecke und häufige Fehlerindikatoren
- 5.0Gängige Gerätetypen für Stanzer
- 6.0Sicherheitshinweise
- 7.0Häufig gestellte Fragen (FAQ)
1.0Warum splittern oder brechen Stempel?
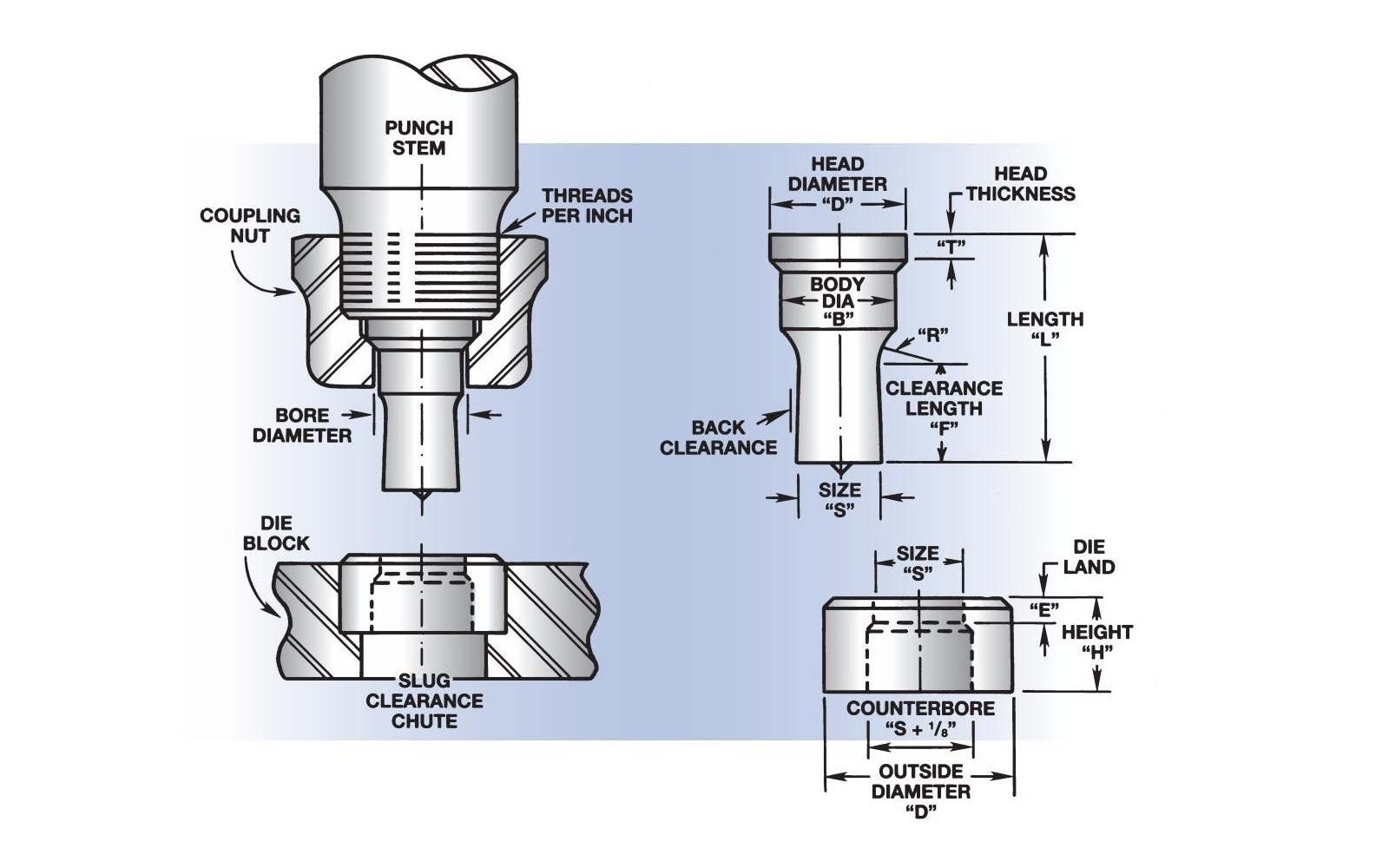
Ein Stempel ist ein hochfestes Werkzeugteil an Stanzmaschinen, das hauptsächlich zum Schneiden von Blechen oder anderen Materialien in bestimmte Formen verwendet wird. Beim Stanzvorgang muss er erheblichen Scherkräften und Stoßbelastungen standhalten, was hohe Anforderungen an seine Materialeigenschaften, seine Konstruktion und seine Einsatzbedingungen stellt.
Obwohl moderne Stempel typischerweise aus stoßfestem Werkzeugstahl gefertigt, präzisionsgefertigt und wärmebehandelt sind, können verschiedene Faktoren im praktischen Einsatz dennoch zu Absplitterungen, Eckenbrüchen oder Rissen führen. Diese Fehler beeinträchtigen nicht nur die Produktqualität und die Lebensdauer der Geräte, sondern können auch ernsthafte Sicherheitsrisiken darstellen.
Dieser Artikel bietet eine systematische Analyse der häufigsten Ursachen für Stempelrisse oder -brüche. Zusammen mit typischen Stanzgeräten und Betriebspraktiken vor Ort bietet er praktische Empfehlungen zur Verlängerung der Stempellebensdauer und zur Gewährleistung einer sicheren und stabilen Produktion.


2.0Häufige Ursachen für das Reißen/Absplittern von Stempeln und empfohlene Lösungen
2.1Lose Überwurfmutter
Ausgabe: Geringe Verschiebung beim Stanzen führt zu ungleichmäßiger Kraftverteilung
Lösung: Überprüfen Sie regelmäßig die Überwurfmutter und ziehen Sie sie fest, um sicherzustellen, dass der Stempel sicher installiert ist.
2.2Fehlausrichtung zwischen Stempel und Matrize
Ausgabe: Der Stempel ist nicht richtig auf die Matrizenöffnung ausgerichtet, was zu einer asymmetrischen Belastung führt
Lösung: Passen Sie die Position der Matrize an, um eine konzentrische Ausrichtung zwischen Stempel und Matrize sicherzustellen
2.3Falsche Abstandseinstellung
Referenz für Standardfreigabe:
- Materialstärke 1/8″–1/2″: 1/32″ Gesamtabstand
- Materialstärke 1/2″–3/4″: 1/16″ Gesamtabstand
- Über 3/4 Zoll dickes Material: 3/32 Zoll Gesamtabstand
Lösung: Wählen Sie den richtigen Abstand basierend auf der Materialstärke, um eine Beschädigung des Stempels oder der Matrize zu vermeiden
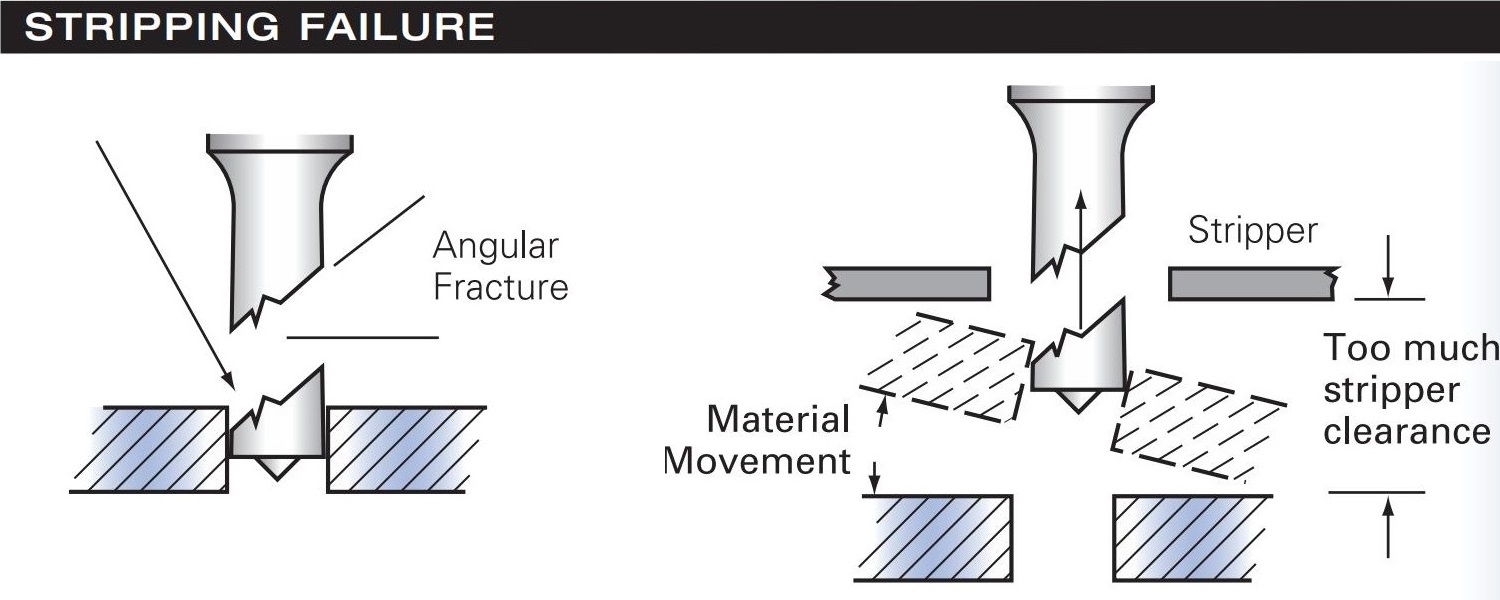
2.4Ungleichmäßiges Abziehen
Ausgabe: Beim Aufwärtshub wird das Blech nicht richtig festgehalten, wodurch die Belastung auf einer Seite konzentriert wird
Lösung: Überprüfen und justieren Sie den Abstreifermechanismus, um einen gleichmäßigen Druck auf der Arbeitsfläche sicherzustellen
3.0Häufige Stanzfehler, Ursachen und Lösungen
3.1Gebrochene Stempelspitze
- Versagen: Ein Teil des Stempels wird abgebrochen und verbleibt im Material.
- Mögliche Ursache: Zu großer Abstreiferabstand.
- Lösung: Stellen Sie den Abstreifer näher an die Materialoberfläche ein, um einen gleichmäßigen Haltedruck auszuüben.
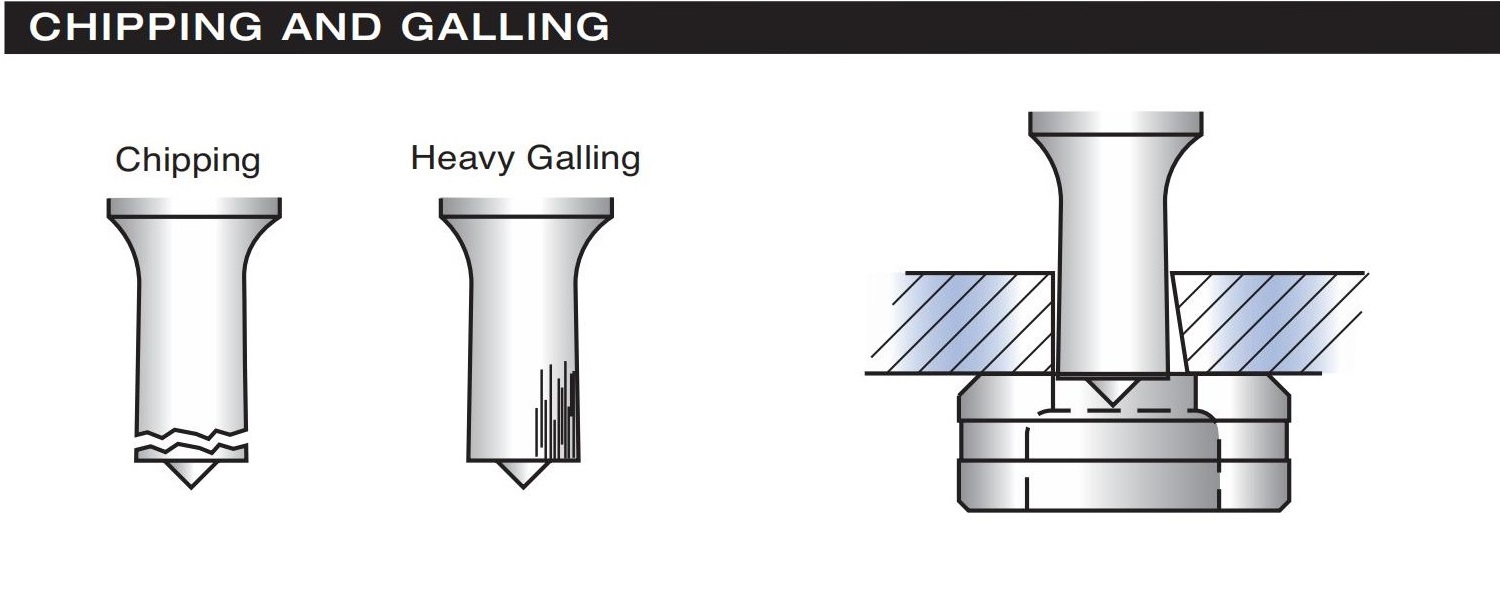
3.2Absplitterungen oder Abrieb an der Stempelfläche
- Versagen: Die Stempelfläche weist stellenweise Absplitterungen oder starkes Fressen auf.
- Mögliche Ursache: Fehlausrichtung zwischen Stempel und Matrize, die Widerstand verursacht.
- Lösung: Richten Sie Stempel und Matrize neu aus, um einen gleichmäßigen Abstand rund um den Umfang sicherzustellen.
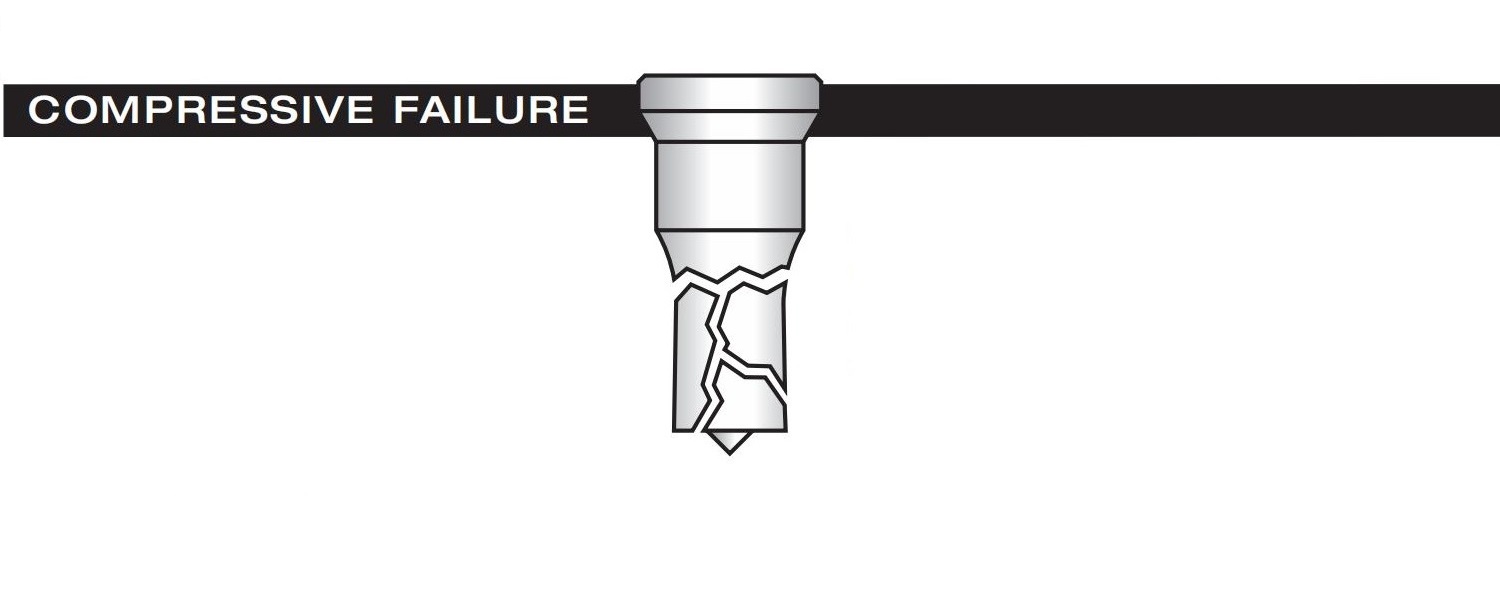
3.3Druckversagen
- Versagen: Das gesamte Arbeitsende des Stempels zerbricht.
- Mögliche Ursache: Stanzen von extrem harten oder dicken Materialien oder völlige Fehlausrichtung von Stempel und Matrize.
- Lösung: Verwenden Sie für anspruchsvolle Anwendungen Stempel mit hoher Zähigkeit.
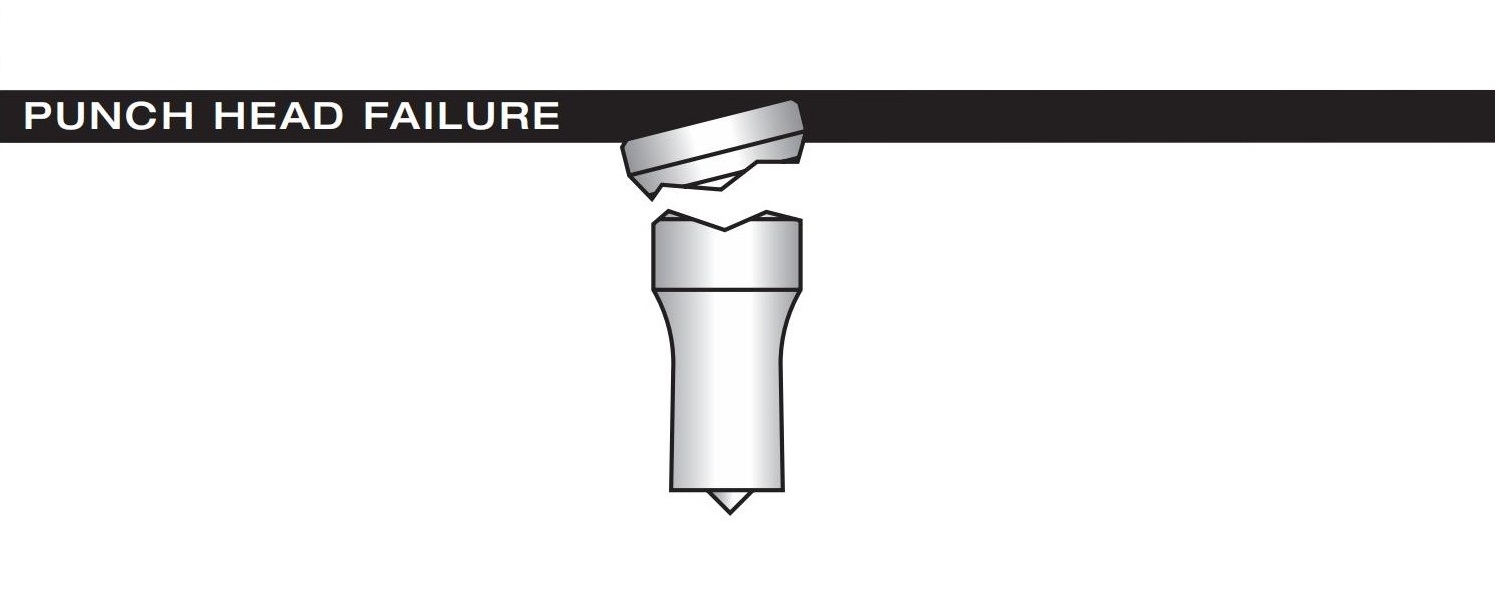
3.4Bruch des Stanzkopfes
- Versagen: Der Kopf des Stempels bricht oder bricht ab.
- Mögliche Ursache: Lose oder abgenutzte Überwurfmutter oder ungleichmäßiger Stempelschaftkontakt.
- Lösung: Überprüfen Sie die Überwurfmutter regelmäßig und ziehen Sie sie nach. Stellen Sie sicher, dass die Oberfläche des Stempelschafts glatt und eben ist.
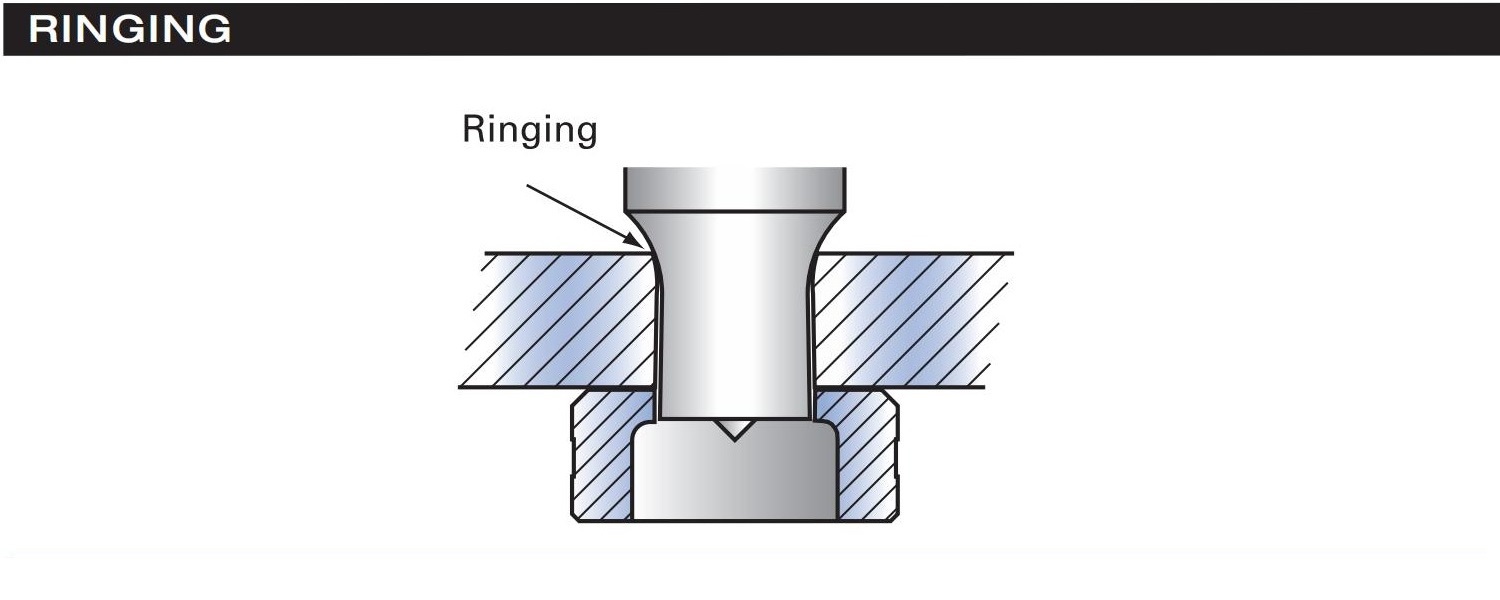
3.5Materialverformung (Ringing)
- Versagen: Das Material zeigt bei jedem Strich Anzeichen von Verformung oder Ausbeulung.
- Mögliche Ursache: Der Stempel dringt zu tief in die Matrize ein oder das Material ist zu dick für die Stempellänge.
- Lösung: Passen Sie die Hubtiefe an, um das Eindringen des Stempels in die Matrize auf nicht mehr als 1/16 Zoll zu begrenzen.
4.0Richtiges Erscheinungsbild der Schnecke und häufige Fehlerindikatoren
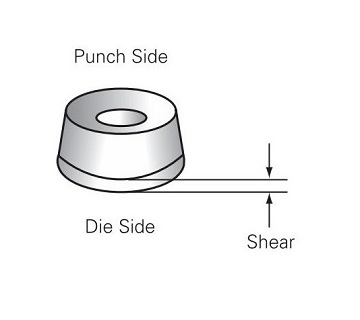
4.1Korrektes Slug-Erscheinungsbild (Standard-Setup)
- Schlagseite: Sollte eine mittige Vertiefung und einen leichten Grat aufweisen.
- Matrizenseite (beim Stanzen von Weichstahl mit 1/8 Zoll oder dicker): Typischerweise gewölbte Form.
- Slug-Seitenwand: Auf 10%–20% der Materialstärke sollte eine saubere, glänzende Scherfläche sichtbar sein.
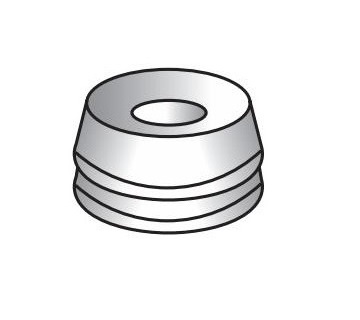
4.2Doppelschere
- Fehleranzeige: Zwei Scherflächen auf dem Butzen.
- Ursache: Unzureichender Abstand zwischen Stempel und Matrize.
- Lösung: Abstand zwischen Stempel und Matrize vergrößern.
4.3Ungleichmäßiger Grat
- Fehleranzeige: Der Grat erscheint um die Kugel herum unregelmäßig oder ungleichmäßig.
- Ursache: Abgenutztes Werkzeug oder Fehlausrichtung von Stempel und Matrize.
- Lösung: Zustand der Werkzeuge prüfen; abgenutzte Komponenten neu ausrichten oder ersetzen.
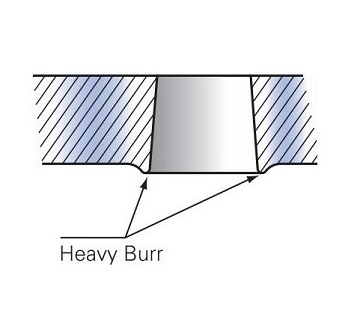
4.4Schwerer Grat
- Fehleranzeige: Großer Grat auf der Matrizenseite des Rohlings.
- Ursache: Zu großer Abstand zwischen Stempel und Matrize.
- Lösung: Verringern Sie den Matrizenabstand, um ihn an die Materialstärke anzupassen.
5.0Gängige Gerätetypen für Stanzer
Stempel werden häufig in den folgenden Gerätetypen verwendet:
- Stanzpresse
Für allgemeine Stanzvorgänge werden herkömmliche mechanische oder hydraulische Stanzpressen verwendet. - CNC-Revolverstanzpresse
Geeignet für komplexe Formen und das Stanzen mehrerer Löcher, mit automatischem Werkzeugwechsel für hohe Effizienz. - Folgeverbundpresse
Ideal für progressives Stanzen mit mehreren Stationen, wobei jeder Schritt automatisch für eine kontinuierliche Formgebung verknüpft wird. - Hydraulische Stanzmaschine
Wird häufig für Stanzanwendungen in Branchen wie Stahlkonstruktionen, Winkelstahl und elektrischen Gehäusen verwendet. - Eisenhüttenarbeitermaschine
Eine vielseitige Maschine für die Metallverarbeitung zum Stanzen, Scheren, Kerben und Biegen von Stahlplatten und -profilen. Besonders geeignet für den Stahlbau und die Kleinserienfertigung.
6.0Sicherheitshinweise
Die Betreiber sind für die Einhaltung der OSHA-Vorschriften verantwortlich und ANSI B11.5 Einhaltung von Sicherheitsstandards durch Verwendung geeigneter Werkzeuge und Befolgen standardmäßiger Betriebsverfahren, um die Sicherheit von Personen und Geräten zu gewährleisten.
- Überprüfen Sie vor dem Betrieb immer, ob Stempel und Matrizen sicher installiert sind.
- Halten Sie Ihre Hände niemals in den Matrizenbereich, während die Maschine läuft.
- Tragen Sie während des Betriebs eine Schutzbrille, Sicherheitsschuhe und Schutzhandschuhe.
- Überprüfen Sie vor der Verwendung, ob Sicherheitsvorrichtungen (z. B. Lichtvorhänge) ordnungsgemäß funktionieren.
- Trennen Sie die Stromversorgung, bevor Sie Stempel austauschen oder warten.
- Überprüfen Sie regelmäßig Kupplungsmuttern, Abstreifvorrichtungen und den Abstand zwischen Stempel und Matrize.
- Die Bedienung von Stanzgeräten ist ausschließlich geschultem Personal gestattet.
- Stoppen Sie die Maschine sofort, um ungewöhnliche Geräusche oder eine schlechte Stanzqualität zu untersuchen.
7.0Häufig gestellte Fragen (FAQ)
F1: Warum splittern oder brechen Stempel?
A1: Absplitterungen oder Risse am Stempel sind in der Regel auf lose Verbindungsmuttern, eine Fehlausrichtung mit der Matrize, einen falschen Abstand oder ein ungleichmäßiges Abstreifen zurückzuführen, wodurch ungleichmäßige Kräfte auf den Stempel einwirken.
F2: Wie kann ich Absplitterungen und Risse im Stempel verhindern?
A2: Ziehen Sie die Überwurfmuttern regelmäßig fest, achten Sie auf die richtige Ausrichtung zwischen Stempel und Matrize, stellen Sie den richtigen Abstand basierend auf der Materialstärke ein und stellen Sie den Abstreifer so ein, dass ein gleichmäßiger Druck ausgeübt wird.
F3: Was ist der Abstand zwischen Stempel und Matrize und wie sollte er eingestellt werden?
A3: Der Abstand ist der Abstand zwischen Stempel und Matrize. Empfohlene Werte sind: 1/32 Zoll Gesamtabstand für 1/8 bis 1/2 Zoll dicke Materialien, 1/16 Zoll für 1/2 bis 3/4 Zoll und 3/32 Zoll für dickere Materialien als 3/4 Zoll.
F4: Was soll ich tun, wenn Stempel häufig brechen?
A4: Sammeln Sie abgebrochene Stempel und Materialproben, senden Sie diese zur Analyse an Ihren Lieferanten oder Hersteller und erwägen Sie die Verwendung robusterer Stempel oder die Anpassung der Prozessparameter.
F5: Welche Sicherheitsvorkehrungen sollten beim Betrieb von Stanzgeräten getroffen werden?
A5: Stellen Sie sicher, dass die Werkzeuge sicher installiert sind, tragen Sie geeignete persönliche Schutzausrüstung, halten Sie während des Betriebs Ihre Hände vom Matrizenbereich fern, überprüfen Sie regelmäßig die Sicherheitsvorrichtungen und trennen Sie die Stromversorgung vor Wartungsarbeiten.


