

- 1.0Welche Verschleißformen treten üblicherweise bei Metallschneidwerkzeugen auf?
- 2.0Was ist der Verschleißprozess von Metallbearbeitungswerkzeugen?
- 3.0Was ist das Verschleißkriterium (Abstumpfungskriterium) für Metallschneidwerkzeuge?
- 4.0Wie hoch ist die Werkzeugstandzeit von Metallbearbeitungswerkzeugen?
- 5.0Welche Faktoren beeinflussen die Standzeit von Metallbearbeitungswerkzeugen?
- 6.0Wie lässt sich die Standzeit von Metallbearbeitungswerkzeugen sinnvoll bestimmen?
- 7.0Häufig gestellte Fragen (FAQ)
Einführung
Die Metallbearbeitung ist die Grundlage der modernen Fertigung, und Metallbearbeitungswerkzeuge sind deren Kernbestandteile. Von Automobilkomponenten bis hin zu Luft- und Raumfahrtstrukturen, von Präzisionsformen bis zu allgemeinen Maschinenteilen – die Herstellung nahezu aller Metallprodukte ist auf effiziente und zuverlässige Schneidwerkzeuge angewiesen.
Bei kontinuierlichen Zerspanungsvorgängen ist Werkzeugverschleiß jedoch unvermeidlich. Dieser bestimmt unmittelbar die Werkzeugstandzeit und beeinflusst somit die Produktionseffizienz, die Bearbeitungskosten und die Stabilität der Produktqualität.
1.0Welche Verschleißformen treten üblicherweise bei Metallschneidwerkzeugen auf?
Werkzeugausfallklassifizierung:
Werkzeugversagen lässt sich in zwei Hauptkategorien unterteilen: normalen Verschleiß und Werkzeugbruch. Normaler Verschleiß umfasst im Wesentlichen folgende Formen.
1.1Rake Face Wear:
Bei hohen Schnittgeschwindigkeiten und großen Schnittdicken, insbesondere bei der Bearbeitung von hochschmelzenden duktilen Metallen wie Stahl, führt die intensive Reibung an der Spanfläche zur Bildung eines sichelförmigen Kraters.
Der Mittelpunkt des Kraters entspricht der höchsten Schnitttemperatur an der Spanfläche. Zwischen dem Krater und der Hauptschneide verbleibt ein schmaler Steg. Mit fortschreitendem Schnitt vergrößert sich der Krater allmählich in Breite und Tiefe, der Steg verengt sich, und schließlich kommt es zu Kantenausbrüchen.
Der Abstand vom Kraterzentrum zur Hauptschneide (\(K_M\)) beträgt typischerweise etwa 1–3 mm, und der Verschleiß wird durch die maximale Kratertiefe \(K_T\) ausgedrückt.
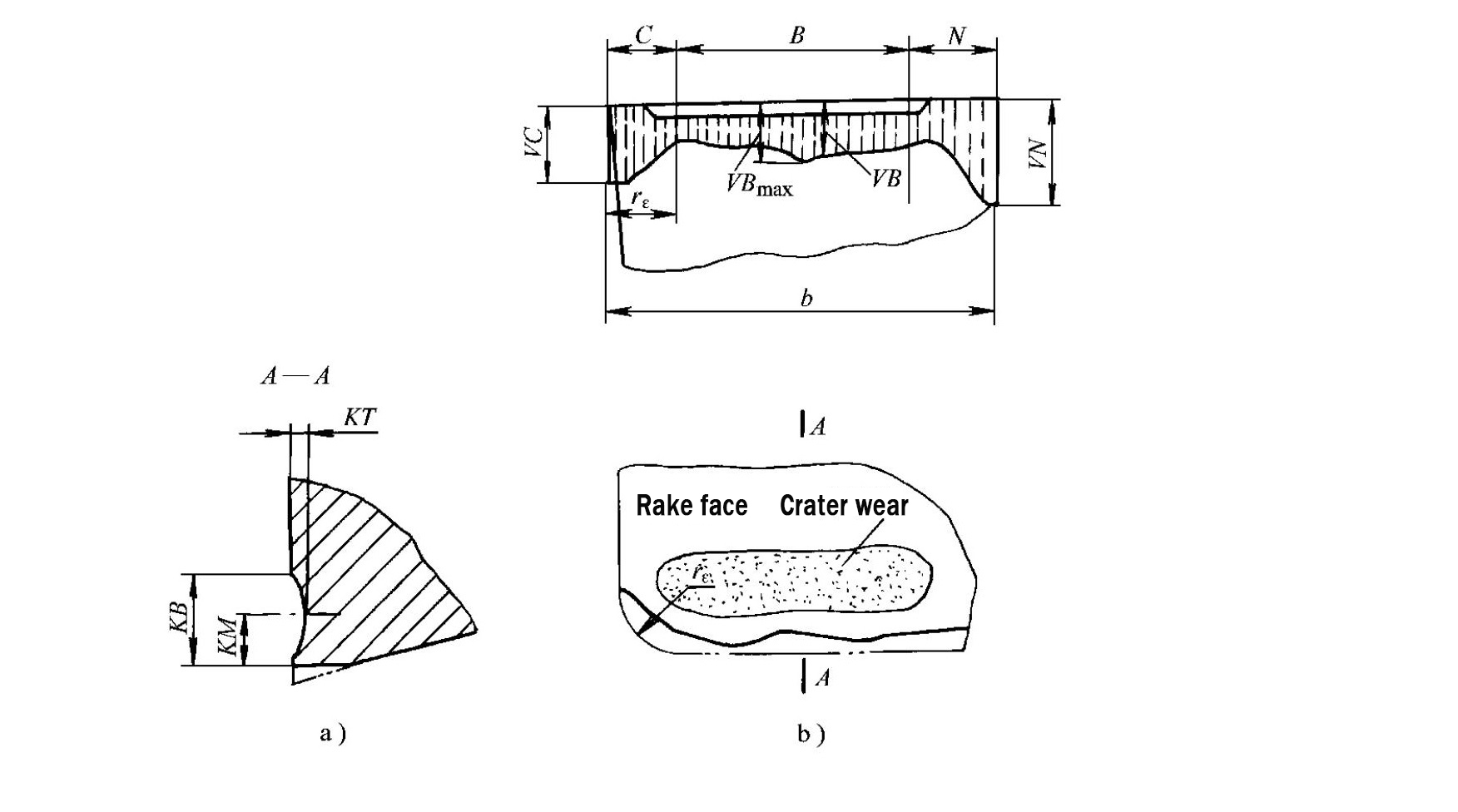
1.2Flanken-Gesichtsbekleidung:
Zwischen der Freifläche des Metallschneidwerkzeugs und der bearbeiteten Oberfläche entsteht eine starke Reibung, die schnell eine schmale Verschleißfläche mit Null-Freiwinkel nahe der Hauptschneide bildet.
Diese Art von Verschleiß tritt bei niedrigen Schnittgeschwindigkeiten und geringen Schnittdicken auf, unabhängig davon, ob spröde oder duktile Metalle bearbeitet werden.
Typische Merkmale des Flankenverschleißes:
- Werkzeugspitzenbereich (Zone C): Ist aufgrund geringer Festigkeit und schlechter Wärmeableitung dem stärksten Verschleiß ausgesetzt; Maximalwert ausgedrückt als \(V_C\).
- Flankenfläche nahe der Werkstückoberfläche (Zone N): Neigt zu tiefen Riefen (Grenzverschleiß); die Tiefe wird durch \(V_N\) dargestellt.
- Mittlerer Abschnitt des Tragebandes (Zone B): Zeigt relativ gleichmäßigen Verschleiß; die maximale Verschleißbreite wird mit \(V_{B\text{max}}\) bezeichnet.
1.3Gleichzeitiger Verschleiß an Schräge und Flanke:
Bei der Bearbeitung von duktilen Metallen mit hohem Schmelzpunkt unter mäßigen Schnittgeschwindigkeiten und Vorschüben kommt es häufig gleichzeitig zu Kraterverschleiß an der Spanfläche und Verschleiß an der Freifläche.
2.0Was ist der Verschleißprozess von Metallbearbeitungswerkzeugen?
Abnutzungsstufeneinteilung:
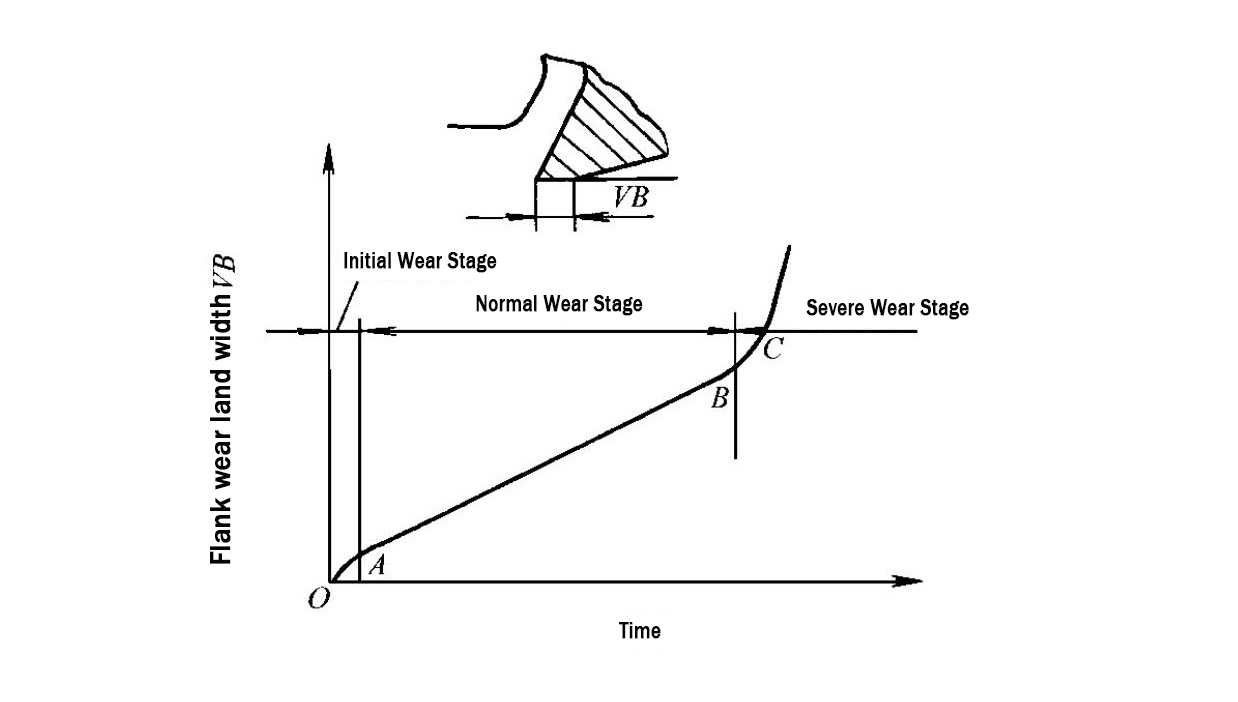
Bei gegebenen Schnittbedingungen nimmt der Werkzeugverschleiß unabhängig von der Verschleißform mit der Schnittzeit zu und durchläuft im Allgemeinen drei Stadien.
2.1Anfangsphase des Tragens:
Neu geschliffene Metallschneidwerkzeuge weisen raue Oberflächen und mikroskopische Defekte wie Mikrorisse an der Freifläche auf. Die Schneide ist scharf, und die Kontaktfläche zwischen Freifläche und bearbeiteter Oberfläche ist klein.
Infolgedessen konzentrieren sich Druckspannung und Schnitttemperatur stark an der Schneidkante, was zu einer relativ hohen Verschleißrate führt.
2.2Normaler Verschleißzustand:
Nach der anfänglichen Verschleißphase glättet sich die raue Oberfläche der Freifläche, die tragende Fläche vergrößert sich, die Druckspannung nimmt ab und die Verschleißrate sinkt deutlich und stabilisiert sich. Das Metallschneidwerkzeug tritt dann in die Phase des normalen Verschleißes ein.
2.3Stadium des starken Verschleißes:
Sobald die Verschleißbreite \(V_B\) an der Flanke einen kritischen Wert erreicht, steigt die Reibung sprunghaft an, Schnittkräfte und Schnitttemperatur nehmen rapide zu, und der Verschleiß beschleunigt sich drastisch. Das Metallschneidwerkzeug versagt schnell und verliert seine Schneidleistung.
3.0Was ist das Verschleißkriterium (Abstumpfungskriterium) für Metallschneidwerkzeuge?
Abstumpfung der Urteilsfähigkeit:
Wenn ein Metallschneidwerkzeug bis zu einem gewissen Grad verschleißt, treten folgende Phänomene auf:
- Schnittkraft und Schnitttemperatur steigen deutlich an
- Die bearbeitete Oberfläche wird rau, und die Maßgenauigkeit liegt außerhalb der Toleranz.
- Chipfarbe und -form verändern sich, möglicherweise mit Vibrationen oder Geräuschen
Diese Phänomene deuten darauf hin, dass das Werkzeug stumpf geworden ist.
Definition des Abstumpfungskriteriums:
Ein maximal zulässiger Verschleißwert muss gemäß den Bearbeitungsanforderungen festgelegt werden – dieser Wert wird als Werkzeugverschleißkriterium (Abstumpfungskriterium) bezeichnet.
Grund für die Kriterienauswahl:
Da der Verschleiß an der Freifläche am häufigsten auftritt und am einfachsten zu messen ist, wird typischerweise der durchschnittliche Verschleißwert im mittleren Bereich der Freifläche, \(V_B\), als Verschleißkriterium für Metallschneidwerkzeuge verwendet.
3.1Empfohlene V_B-Werte unter verschiedenen Bearbeitungsbedingungen
| Bearbeitungsbedingungen | Empfohlener VB-Wert (mm) |
|---|---|
| Fertig drehen | 0,1–0,3 |
| Schruppdrehen von legiertem Stahl oder Schruppdrehen von Werkstücken mit geringer Steifigkeit | 0,4–0,5 |
| Grobdrehen von Kohlenstoffstahl | 0,6–0,8 |
| Grobdrehen von Gusseisenteilen | 0,8–1,2 |
| Langsames Schruppdrehen großer Werkstücke aus Stahl und Gusseisen | 1,0–1,5 |

4.0Wie hoch ist die Werkzeugstandzeit von Metallbearbeitungswerkzeugen?
Werkzeugstandzeitdefinition:
Die Werkzeugstandzeit bezeichnet die gesamte effektive Schnittzeit vom Schnittbeginn nach dem Werkzeugschleifen bis zum Erreichen des vorgegebenen Verschleißkriteriums. Zeiten außerhalb des Schnitts, wie Werkzeugeinstellung, Messung, Eilgang und Rückhub, sind nicht enthalten.
Die Werkzeugstandzeit wird mit \(T\) bezeichnet und in Minuten gemessen.
Werkzeugstandzeitklassifizierung:
- Nachschleifbare Metallschneidwerkzeuge: Die Werkzeugstandzeit bezeichnet die tatsächliche Bearbeitungszeit zwischen zwei aufeinanderfolgenden Nachschleifvorgängen; die Gesamtwerkzeugstandzeit ist die Bearbeitungszeit von der ersten Verwendung bis zum vollständigen Verschrotten.
- Nicht nachschleifbare Metallschneidwerkzeuge: Die Gesamtwerkzeugstandzeit entspricht der Werkzeugstandzeit.
5.0Welche Faktoren beeinflussen die Standzeit von Metallbearbeitungswerkzeugen?
5.1Schnittparameter:
Die Schnittparameter zählen zu den wichtigsten Einflussfaktoren. Der allgemeine Zusammenhang zwischen Werkzeugstandzeit \(T\) und Schnittparametern ist:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
Wo:
- \(C_T\): Werkzeugstandzeitkonstante in Abhängigkeit von Werkzeugmaterial, Werkstückmaterial und Schnittbedingungen
- \(x, y, z\): Empirische Exponenten, typischerweise mit \(x > y > z\)
Beispiel:
Beim Drehen von Kohlenstoffstahl mit \(\sigma_b = 0,637\ \text{GPa}\) mit einem Hartmetall-Drehwerkzeug:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
Regel:
Mit zunehmender Schnittgeschwindigkeit \(v_c\), Vorschubgeschwindigkeit \(f\) und Schnitttiefe \(a_p\) verringert sich die Werkzeugstandzeit \(T\). Die Schnittgeschwindigkeit \(v_c\) hat den größten Einfluss, gefolgt vom Vorschub \(f\), während die Schnitttiefe \(a_p\) den geringsten Einfluss hat.
Um die Produktivität zu steigern und gleichzeitig die Werkzeugstandzeit zu gewährleisten, wählen Sie zuerst ein größeres \(a_p\), dann ein größeres \(f\) und schließlich ein angemessenes \(v_c\).
5.2Werkzeuggeometrieparameter:
- Neigungswinkel (\(\gamma_o\)): Durch eine Vergrößerung des Spanwinkels werden Schnittkraft und Temperatur reduziert, was die Werkzeugstandzeit verlängert. Ein zu großer Spanwinkel schwächt hingegen die Werkzeugfestigkeit und die Wärmeableitung und erhöht somit das Bruchrisiko.
- Hauptschneidewinkel (\(\kappa_r\)): Eine Verringerung dieses Wertes verbessert die Festigkeit der Werkzeugspitze und die Wärmeableitung. Ein zu kleiner Wert von \(\kappa_r\) erhöht die Radialkraft und kann in Systemen mit geringer Steifigkeit Vibrationen verursachen.
- Weitere Faktoren: Eine Verringerung des kleinen Schneidkantenwinkels \(\kappa_r\) und eine Vergrößerung des Werkzeugnasenradius \(r_\varepsilon\) haben ähnliche positive Auswirkungen auf die Werkzeugstandzeit.
5.3Werkzeugmaterial:
Höhere Festigkeit bei hohen Temperaturen und Verschleißfestigkeit verlängern die Werkzeugstandzeit. Bei Stoßbelastung, starker Beanspruchung oder schwierigen Bearbeitungsbedingungen sind Schlagzähigkeit und Biegefestigkeit entscheidende Faktoren.
5.4Werkstückmaterial:
- Höhere Festigkeit und Härte erhöhen die Schnitttemperatur und verkürzen die Werkzeugstandzeit.
- Höhere Plastizität und Zähigkeit in Verbindung mit geringer Wärmeleitfähigkeit erhöhen zudem die Schnitttemperatur und verkürzen die Werkzeugstandzeit.
6.0Wie lässt sich die Standzeit von Metallbearbeitungswerkzeugen sinnvoll bestimmen?
Grundprinzip:
Eine sinnvolle Wahl der Werkzeugstandzeit steigert die Produktivität und senkt die Kosten. Eine zu lange Standzeit erfordert kleinere Schnittparameter und verringert die Zerspanungsleistung. Eine zu kurze Standzeit hingegen erhöht die Werkzeugwechsel- und Nachschleifzeiten und damit die Gesamtkosten.
6.1Empfohlene Werkzeugstandzeiten für gängige Werkzeuge
| Werkzeugtyp | Empfohlene Werkzeugstandzeit (min) |
|---|---|
| Drehwerkzeuge aus Schnellarbeitsstahl | 60–90 |
| Schnellarbeitsstahlbohrer | 80–120 |
| Hartmetall-Drehwerkzeuge | 60 |
| Wendeschneidplatten-Drehwerkzeuge aus Hartmetall | 15–30 |
| Hartmetall-Planfräser | 120–180 |
| Werkzeuge zum Verzahnungsschneiden | 200–300 |
| Schnellarbeitsstahl-Drehwerkzeuge für automatische Maschinen | 180–200 |
6.2Weitere Überlegungen:
- Werkzeugkomplexität und Präzision: Komplexe, hochpräzise Mehrschneidenwerkzeuge benötigen eine längere Lebensdauer als einfache, unpräzise Einschneidenwerkzeuge.
- Indexierbare Werkzeuge: Der schnelle Einsatzwechsel ermöglicht eine kürzere Werkzeugstandzeit bei gleichzeitiger Erhaltung scharfer Schneidkanten.
- Fertigbearbeitung vs. Schruppbearbeitung: Die Lebensdauer von Feinbearbeitungswerkzeugen ist aufgrund geringerer Schnittbelastungen und höherer Genauigkeitsanforderungen länger.
- Fertigstellung großer Werkstücke: Längere Werkzeugstandzeiten vermeiden Werkzeugwechsel während des Bearbeitungsprozesses.
- CNC-Bearbeitung: Die Werkzeugstandzeit sollte mehr als eine Arbeitsschicht betragen und länger sein als die Bearbeitungszeit für ein einzelnes Werkstück.
7.0Häufig gestellte Fragen (FAQ)
F: Warum ist die Verschleißfestigkeit der Freifläche das am häufigsten verwendete Kriterium für die Werkzeugstumpfheit?
A: Der Flächenverschleiß ist die häufigste Verschleißart beim Zerspanen von Metallen und tritt sowohl bei spröden als auch bei duktilen Metallen bei niedrigen bis mittleren Schnittgeschwindigkeiten auf. Sein Verschleißband weist eine regelmäßige Form mit gleichmäßigem Verschleiß im mittleren Bereich (Zone B) auf, und der mittlere Verschleißwert \(V_B\) lässt sich leicht messen und kontrollieren. Daher wird \(V_B\) häufig als Standardkriterium für die Verschleißfestigkeit verwendet.
F: Welcher Schnittparameter hat den größten Einfluss auf die Werkzeugstandzeit?
A: Die Schnittgeschwindigkeit (\(v_c\)) hat den größten Einfluss, gefolgt vom Vorschub (\(f\)), während die Schnitttiefe (\(a_p\)) den geringsten Einfluss hat. Dies wird durch die Werkzeugstandzeitgleichung bestätigt, wobei größere Exponenten einen größeren Einfluss anzeigen.
F: Wie unterscheidet sich die Werkzeugstandzeitwahl bei Schlicht- und Schruppbearbeitungen?
A: Schlichtbearbeitungen erfordern geringere Schnittkräfte und längere Werkzeugstandzeiten, um Oberflächenqualität und Maßgenauigkeit zu gewährleisten. Schruppbearbeitungen hingegen zielen auf schnellen Materialabtrag ab und können mit kürzeren Werkzeugstandzeiten und größeren Schnittparametern auskommen.
F: Warum haben Wendeschneidplattenwerkzeuge eine kürzere Standzeit als Lötwerkzeuge?
A: Wendeschneidplatten ermöglichen einen schnellen Wechsel der Schneidplatten ohne Nachschleifen und halten die Schneidkanten scharf. Die kürzere Werkzeugstandzeit ermöglicht eine höhere Zerspanungsleistung bei gleichzeitig ausgeglichenen Werkzeugkosten.
F: Gibt es bei der CNC-Bearbeitung besondere Anforderungen an die Werkzeugstandzeit?
A: Ja. Die CNC-Bearbeitung ist typischerweise automatisiert und kontinuierlich. Die Werkzeugstandzeit sollte eine Arbeitsschicht überschreiten und länger sein als die für ein einzelnes Teil benötigte Bearbeitungszeit, um eine stabile und unterbrechungsfreie Produktion zu gewährleisten.