
- 1.0Sicherheitsvorkehrungen
- 2.0Bohrerauswahl und Anwendungen
- 3.0Vorbereitung vor dem Bohren
- 4.0Schritte zum Kernbohren
- 5.0Spezielle Bohrszenarien
- 6.0Empfehlung zur Geräteaufrüstung (Bohrmaschine)
- 7.0Video: So bohren Sie in Metall
- 8.0Häufig gestellte Fragen (FAQ)
- 8.1Welcher Bohrer ist am besten für Metall geeignet?
- 8.2Benötige ich beim Bohren immer Schneidöl?
- 8.3Wie kann ich eine Überhitzung der Bohrer verhindern?
- 8.4Können Standard-HSS-Bohrer Edelstahl schneiden?
- 8.5Wie wähle ich den richtigen Bohrer aus?
- 8.6Wie sollte die Bohrgeschwindigkeit eingestellt werden?
- 8.7Was muss ich beim Bohren großer Löcher oder dicker Stahlplatten beachten?
Das Bohren von Metall erfordert mehr als nur das richtige Werkzeug – es erfordert auch die richtige Technik und Vorbereitung. Ohne den richtigen Bohrer, die richtige Drehzahleinstellung und Sicherheitsvorkehrungen kann selbst ein einfaches Loch die Ausrüstung beschädigen, die Lebensdauer des Werkzeugs verkürzen oder Verletzungen verursachen.
Diese Anleitung erklärt die wichtigsten Schritte von der Auswahl des richtigen Bohrers über die Vorbereitung Ihres Werkstücks bis hin zur Handhabung spezieller Bohrsituationen. Egal, ob Sie mit dünnem Blech, dicken Stahlplatten oder Löchern mit großem Durchmesser arbeiten – die folgenden Anweisungen helfen Ihnen, sicher und effizient saubere, präzise Ergebnisse zu erzielen.
1.0Sicherheitsvorkehrungen
1.1Persönliche Schutzausrüstung
- Tragen Sie immer eine Rundum-Schutzbrille, um Augenverletzungen durch umherfliegende Metallspäne zu vermeiden.
- Verwenden Sie strapazierfähige, rutschfeste Arbeitshandschuhe, um Ihre Hände vor scharfen Kanten oder heißen Oberflächen zu schützen.
- Vermeiden Sie lose Kleidung und baumelnden Schmuck und binden Sie lange Haare zurück, um ein Verfangen in rotierenden Teilen zu verhindern.
- Tragen Sie bei lauter Arbeitsumgebung einen Gehörschutz, beispielsweise einen Kapselgehörschutz.
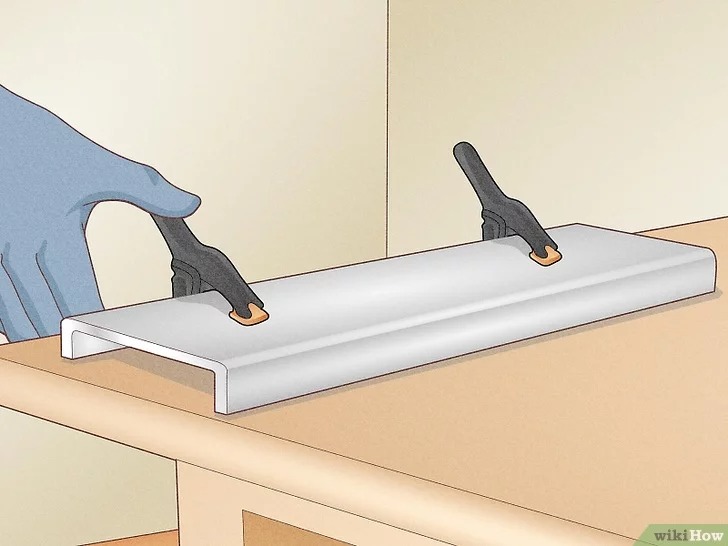
1.2Anforderungen an die Werkstücksicherung
- Halten Sie niemals ein Metallstück mit einer Hand und bedienen Sie den Bohrer niemals einhändig.
- Befestigen Sie das Werkstück immer mit mindestens zwei geeigneten Schraubzwingen an einer Werkbank oder einer stabilen Unterlage. Dadurch wird verhindert, dass der Bohrer klemmt und das Werkstück durchdreht, was zu Schnittverletzungen oder Verletzungen führen kann.
1.3Chip- und Wärmemanagement
- Entfernen Sie Metallspäne mit einer Werkstattbürste. Entfernen Sie die Späne nicht mit den Händen.
- Metall erwärmt sich nach dem Bohren durch Reibung. Lassen Sie es auf natürliche Weise abkühlen oder fassen Sie es mit einer Zange oder Handschuhen an, um Verbrennungen zu vermeiden.
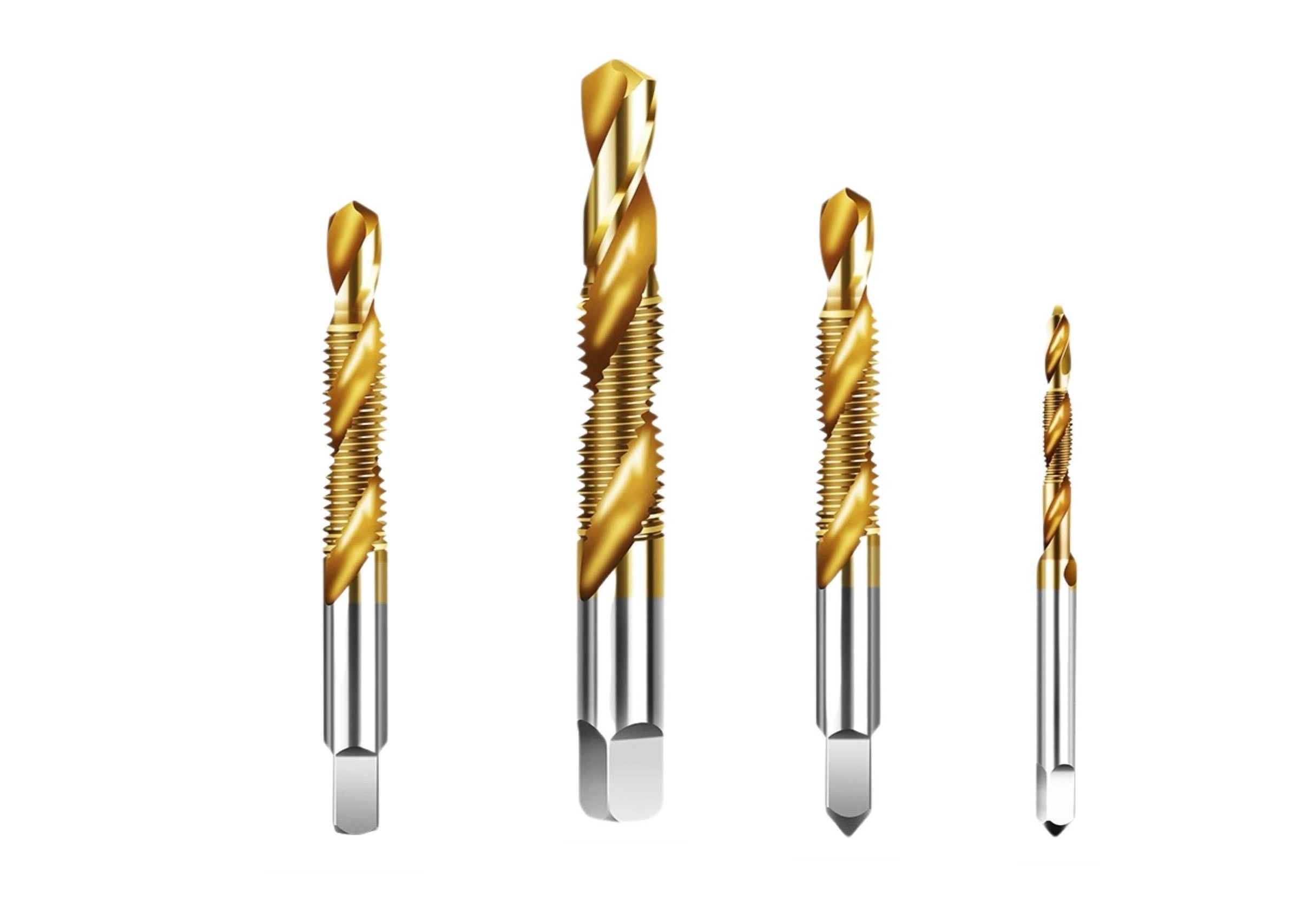
2.0Bohrerauswahl und Anwendungen
Unterschiedliche Metalle und Bohranforderungen erfordern den passenden Bohrertyp. Die folgende Tabelle zeigt geeignete Optionen:
| Bohrertyp | Kernfunktionen | Am besten für Anwendungen |
| Schnellarbeitsstahl (HSS) | Niedrige Kosten, universell einsetzbar | Weichere Metalle wie Aluminium, Messing, Gusseisen; einmaliges oder gelegentliches Bohren |
| Kobaltbohrer | Hohe Härte, Hitzebeständigkeit, lange Lebensdauer | Hartmetalle wie Edelstahl, gehärteter Stahl; häufige Bohrarbeiten |
| Titannitrid (TiN)-beschichtet | Reibungs- und hitzebeständig, hält bis zu 6x länger als HSS | Verschiedene Metalle, ideal, wenn die Werkzeuglebensdauer Priorität hat |
| Stufenbohrer | Konisches Design, bohrt Löcher in mehreren Größen | Dünne Bleche (z. B. Stahlkästen, Edelstahlspülen), die Löcher mit unterschiedlichen Durchmessern erfordern |
| Lochsägen für Metall | Ringförmiger Schnitt, glatte Kanten | Große Löcher über 12,7 mm (0,5 Zoll) in dünnem Blech |
Hinweis: Verwenden Sie vorzugsweise Bohrer mit einer 135°-Split-Spitze. Dadurch wird das Wandern reduziert und der Vorschubdruck verringert, was diese Methode besonders effektiv bei gehärteten Metallen macht.
3.0Vorbereitung vor dem Bohren
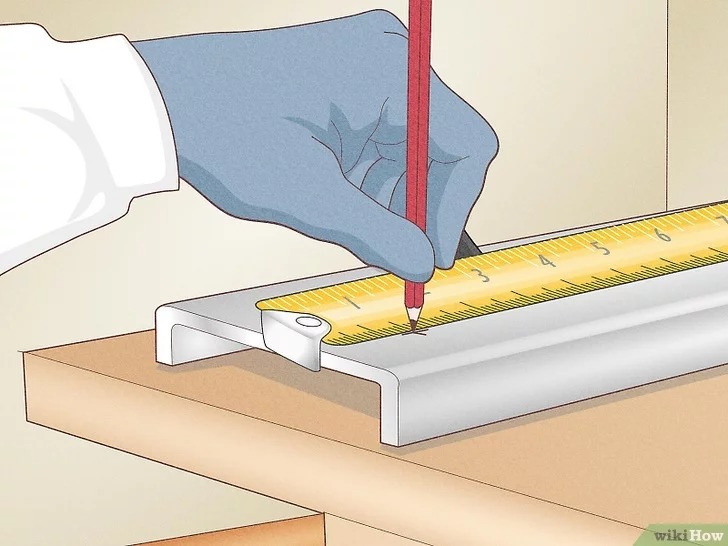
3.1Markieren und Positionieren
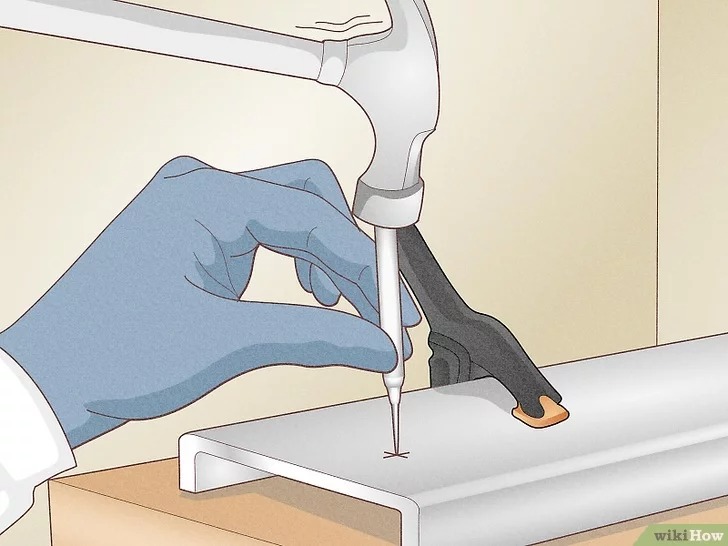
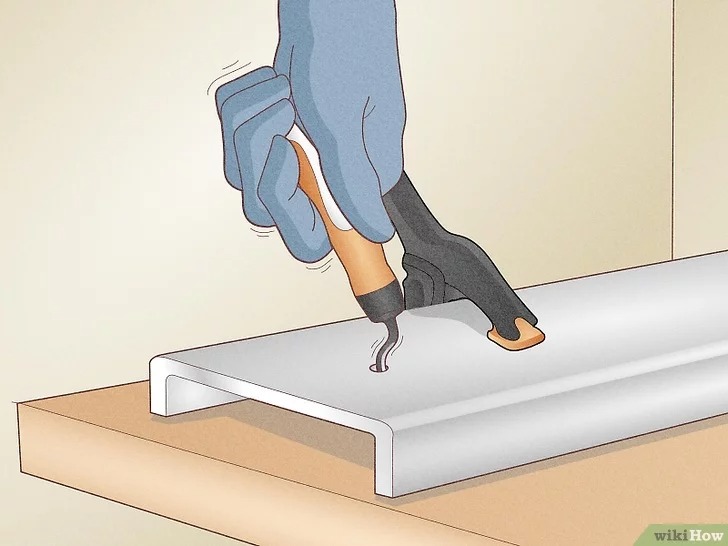
- Messen und markieren Sie die Mitte des Lochs entsprechend den Anforderungen.
- Mit einem Körner und einem Hammer eine 1–2 mm (0,04–0,08 Zoll) große Vertiefung („Delle“) erzeugen. Dadurch wird sichergestellt, dass die Bohrerspitze sicher sitzt und nicht verrutscht.
- In dringenden Fällen kann ein Nagel als Ersatz für den Schlagdorn verwendet werden, die Genauigkeit muss jedoch erneut überprüft werden.
3.2Schmierung und Kühlung
- Beim Bohren von Stahl mit einer Dicke ≥ 3,175 mm (1/8 Zoll) immer Schneidflüssigkeit oder Mehrzwecköl auf die Bohrstelle auftragen. Dies reduziert die Reibungswärme und verlängert die Lebensdauer des Bohrers.
- Bei weicheren Metallen wie Aluminium, Messing oder Gusseisen kann auf die Schmierung verzichtet werden. Wenn der Lochdurchmesser jedoch 12,7 mm (0,5 Zoll) überschreitet, wird dennoch die Anwendung einer kleinen Menge Schmiermittel empfohlen.
3.3Gerätecheck
- Verwenden Sie eine Bohrmaschine mit variabler Geschwindigkeit und vergewissern Sie sich, dass die Geschwindigkeitseinstellung ordnungsgemäß funktioniert.
- Wenn Sie einen neuen Bohrer verwenden, stellen Sie die Geschwindigkeit entsprechend der Bohrergröße und der Metallhärte ein (siehe nächsten Abschnitt „Schritte zum Kernbohren“).
4.0Schritte zum Kernbohren
4.1Geschwindigkeitseinstellungen
- Kleine Spiralbohrer (1,588–4,763 mm / 1/16–3/16 Zoll): 2800–3200 U/min.
- Große Spiralbohrer (17,463–25,4 mm / 11/16–1 Zoll): 350–1000 U/min.
- Reduzieren Sie bei harten Metallen wie Edelstahl die Geschwindigkeit um 10–15%, um eine Überhitzung und Abstumpfung des Bohrers zu vermeiden.
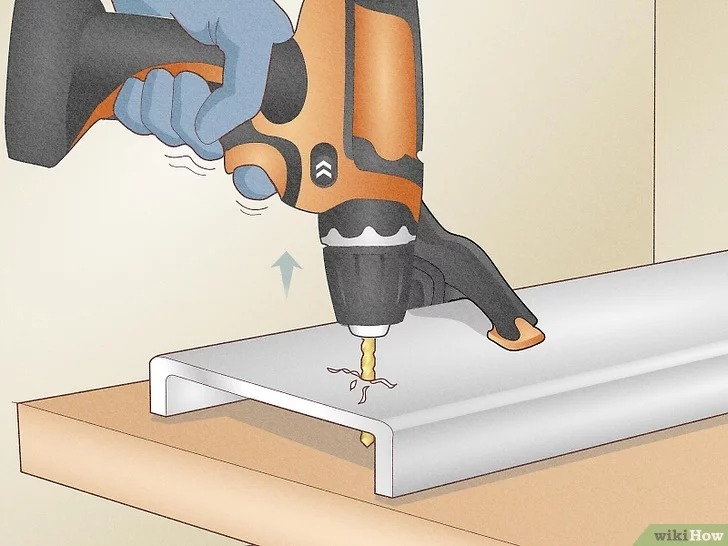
4.2Bohrtechnik
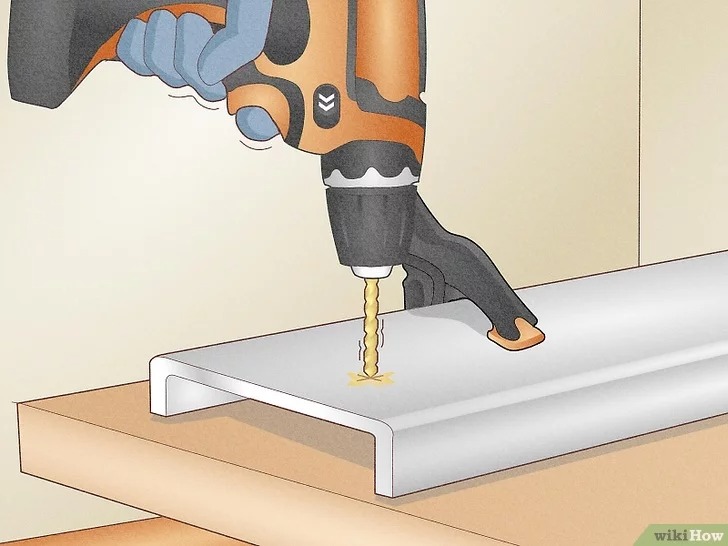
- Stellen Sie vor dem Start sicher, dass die Bohrerspitze auf die Vertiefung ausgerichtet ist und der Bohrer senkrecht zum Werkstück steht.
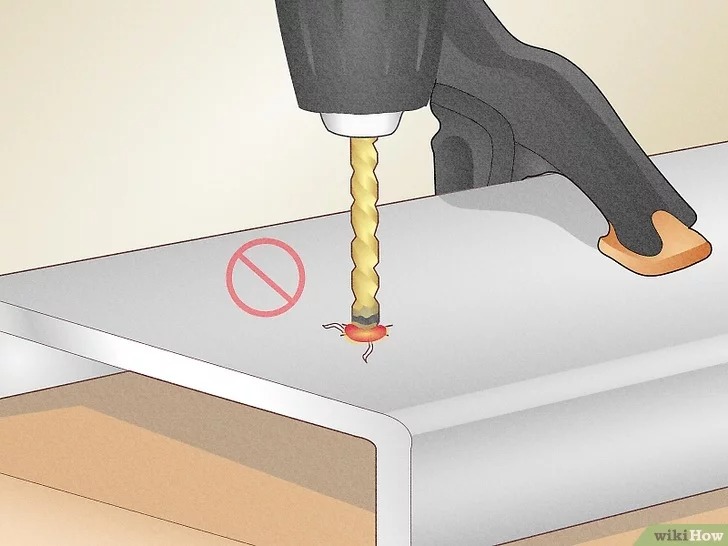
- Üben Sie beim Vorschieben gleichmäßigen, leichten Druck aus. Wenden Sie keine Gewalt an, da dies zu Verbiegungen oder Brüchen führen kann.
- Bei tiefen Löchern halten Sie alle 10 Sekunden an, um den Bohrer herauszuziehen, Späne zu entfernen und eine Abkühlung zu ermöglichen, bevor Sie fortfahren.
4.3Lochvergrößerung und Entgraten
- Bei Löchern, die größer als 6,35 mm (1/4 Zoll) sind, bohren Sie zunächst ein Führungsloch von 3–4 mm (1/8 Zoll) und steigern Sie sich dann schrittweise mit größeren Bohrern.
- Verwenden Sie nach dem Bohren ein Entgratwerkzeug oder einen Bohrer, der etwas größer als das Loch ist. Drehen Sie manuell um die Kante, um scharfe Grate zu entfernen.
5.0Spezielle Bohrszenarien
5.1Dünne Metallbleche (Dicke < 3 mm)
- Verwenden Sie die „Sperrholz-Sandwich“-Methode: Klemmen Sie das Blech zwischen zwei Sperrholzplatten und fixieren Sie den Stapel vor dem Bohren. Dies verhindert Verformungen und verhindert, dass der Bohrer wandert.
5.2Dicke Stahlplatten (Dicke > 6,35 mm / 1/4 Zoll)
- Reduzieren Sie die Spindeldrehzahl auf etwa 80% der Standarddrehzahl und verwenden Sie mehr Schneidflüssigkeit.
- Für optimale Ergebnisse bohren Sie von einer Seite bis zur Hälfte durch, drehen das Werkstück dann um und bohren das Loch von der anderen Seite fertig. Dies reduziert die Belastung des Bohrers und verbessert die Lochgenauigkeit.
5.3Große Löcher (Durchmesser > 25,4 mm / 1 Zoll)
- Verwenden Sie eine für Metall vorgesehene Lochsäge mit Sperrholzunterlage, um die Arbeitsfläche zu schützen und die Sägeführung zu stabilisieren.
- Ziehen Sie die Lochsäge häufig heraus, um Späne zu entfernen und ein Festklemmen zu verhindern.
6.0Empfehlung zur Geräteaufrüstung (Bohrmaschine)
Für hochpräzise oder großvolumige Metallbohrungen ist ein spezieller Bohrmaschine wird empfohlen. Zu den Vorteilen gehören:
- Sorgt für einen stabilen vertikalen Vorschub, verhindert das Wackeln der Handbohrmaschine und gewährleistet die Bohrgenauigkeit.
- Ausgestattet mit einem höhen- und neigungsverstellbaren Arbeitstisch aus Gusseisen zur Bearbeitung unterschiedlicher Werkstückgrößen.
- Einfache Geschwindigkeitsanpassung durch Riemenscheibenwechsel, wodurch die Kompatibilität mit verschiedenen Metallen gewährleistet wird.
- Erfordert geeignete Metallklammern zum Befestigen des Werkstücks. Stellen Sie das Werkstück oder die Bohrmaschine niemals während des Betriebs ein.
Hinweis: Tischbohrmaschinen gibt es ab ca. $200. Standmodelle eignen sich besser für größere Werkstücke – wählen Sie je nach Projektgröße.
7.0Video: So bohren Sie in Metall
8.0Häufig gestellte Fragen (FAQ)
8.1Welcher Bohrer ist am besten für Metall geeignet?
- Für weiche Metalle wie Aluminium oder Messing: Verwenden Sie Bohrer aus Schnellarbeitsstahl (HSS).
- Für harte Metalle wie Edelstahl oder gehärteten Stahl oder zum wiederholten Bohren: Verwenden Sie Kobaltbohrer.
- Für dünne Bleche mit mehreren Lochgrößen: Verwenden Sie Stufenbohrer.
8.2Benötige ich beim Bohren immer Schneidöl?
- Für Stahl mit einer Dicke ≥ 3,175 mm (1/8 Zoll) ist Schneidöl unerlässlich.
- Bei weicheren Metallen wie Aluminium oder Messing ist Schneidöl optional, wird jedoch bei großen Löchern oder harten Metallen empfohlen, um die Lebensdauer des Bohrers zu verlängern.
8.3Wie kann ich eine Überhitzung der Bohrer verhindern?
- Mit der richtigen niedrigen Geschwindigkeit laufen lassen.
- Tragen Sie bei Bedarf Schneidöl auf.
- Verwenden Sie immer scharfe Bohrer.
- Füttern Sie gleichmäßig, ohne zu zwingen.
- Ziehen Sie bei tiefen Löchern den Bohrer regelmäßig heraus, um Späne zu entfernen und abzukühlen.
8.4Können Standard-HSS-Bohrer Edelstahl schneiden?
- Es ist möglich, aber schwierig. HSS-Bohrer neigen dazu, schnell zu überhitzen und stumpf zu werden.
- Es wird ein Kobaltbohrer mit Schneidöl empfohlen, wobei die Geschwindigkeit um 10–15% reduziert sein sollte.
8.5Wie wähle ich den richtigen Bohrer aus?
- Für weiche Metalle (Aluminium, Messing): HSS-Bohrer.
- Für Hartmetalle (Edelstahl): Kobalt- oder TiN-beschichtete Bohrer.
- Für dünne Bleche: Stufenbohrer.
- Für große Löcher: Verwenden Sie eine für Metall geeignete Lochsäge.
8.6Wie sollte die Bohrgeschwindigkeit eingestellt werden?
- Bohrer mit kleinem Durchmesser (1/16–3/16 Zoll): hohe Geschwindigkeit, etwa 2800–3200 U/min.
- Bohrer mit großem Durchmesser (11/16–1 Zoll): geringere Geschwindigkeit, etwa 350–1000 U/min.
- Bei harten Metallen wie Edelstahl: Reduzieren Sie die Geschwindigkeit weiter um 10–15%.
8.7Was muss ich beim Bohren großer Löcher oder dicker Stahlplatten beachten?
- Bei großen Löchern (> 25,4 mm / 1 Zoll): Verwenden Sie eine Lochsäge und entfernen Sie häufig Späne.
- Bei dicken Stahlplatten: Geschwindigkeit verringern, Schneidflüssigkeit erhöhen und bei Bedarf von beiden Seiten bohren, um die Bohrerbelastung zu verringern.
Referenz
https://www.wikihow.com/Drill-Metal